 Saltar para o conteúdo
Saltar para o conteúdo 

Introdução: A contrapressão, também conhecida como pressão de plastificação, é uma força utilizada para manter a pressão de injeção contínua durante o processo de moldagem por injeção. Ocorre principalmente quando o material fundido entra continuamente no cilindro.
A pressão na moldagem por injeção gerada empurra a velocidade do parafuso para trás. A contrapressão é a força de reação ao movimento para trás do parafuso. Pode retardar a velocidade para trás do parafuso para garantir que o material fundido seja injetado uniformemente no cilindro e o preencha completamente.
O ajuste correto e a utilização da contrapressão podem uniformizar a temperatura de fusão, compactar o material fundido e produzir melhores produtos de plástico. Portanto, como ajustar a contrapressão da máquina de moldagem por injeção, que tipo de contrapressão é adequada, a moldagem por injeção Zeatr Mold responder-lhe-á uma a uma.
Como se forma a contrapressão?
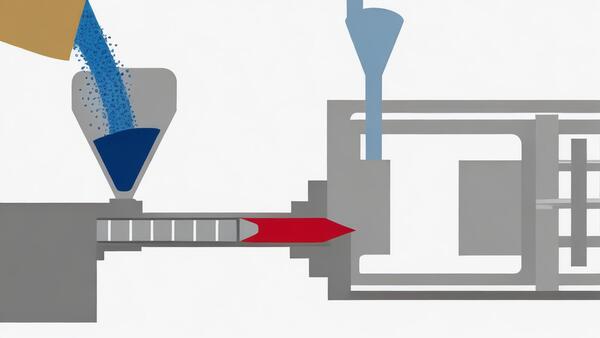
Quando o plástico derretido e plastificado, o material derretido continua a mover-se para a extremidade frontal do cilindro (dentro da câmara de medição), e gradualmente forma uma pressão para empurrar o parafuso para trás.

Para evitar que o parafuso recue demasiado depressa e assegurar que o material fundido seja compactado uniformemente, é necessária uma pressão inversa no parafuso, que impede o parafuso de recuar, designada por contrapressão.
A contrapressão é também designada por pressão de plastificação. Esta é controlada através da regulação da válvula de estrangulamento do óleo de retorno do cilindro de injeção.

A válvula de contrapressão é instalada na parte de trás do cilindro de injeção da máquina de moldagem por injeção de parafuso pré-plastificante para ajustar a velocidade de descarga do óleo do cilindro de injeção quando a rotação do parafuso recua, de modo a que a pressão de retenção do cilindro; a velocidade de recuo do parafuso (resistência) do motor completo é controlada pela servo-válvula AC.
Onde está a posição de ajuste da contrapressão?
A válvula de contrapressão da máquina de moldagem por injeção está normalmente localizada junto à válvula de fusão. A válvula de contrapressão também está instalada na parte de trás do cilindro de injeção da máquina de moldagem por injeção de parafuso pré-plastificante. A contrapressão é controlada através do ajuste da válvula de aceleração do óleo de retorno do cilindro de injeção.

Que problemas podem ocorrer se a contrapressão for demasiado baixa?
Quando a contrapressão é demasiado baixa, o parafuso recua demasiado depressa e a densidade do material fundido que flui para a extremidade dianteira do cilindro é pequena (relativamente solta), ficando mais ar preso.
Isto conduzirá a uma má qualidade de plastificação, a um volume de injeção instável e a grandes alterações no peso e no tamanho do produto.

A superfície do produto terá encolhimento, flores de gás, linhas de material frio, brilho irregular e outros fenómenos negativos. O produto é propenso a bolhas, e a periferia e a posição óssea do produto são propensas a cola insuficiente. A temperatura de fusão é baixa, a viscosidade é alta e o fluxo de fusão é fraco.
Que problemas podem ocorrer se a contrapressão for demasiado elevada?
A pressão de fusão na extremidade frontal do barril é muito alta, a temperatura do material é alta e a viscosidade diminui. O refluxo do fundido na ranhura do parafuso e o fluxo de vazamento entre o barril e o parafuso aumentam, o que reduzirá a eficiência da plastificação (a quantidade de material plastificado por unidade de tempo).

Para os plásticos que não gostam de calor (como o PVC, POM, etc.) ou corantes, a temperatura da fusão aumenta e o tempo que demora a aquecer no barril aumenta, e começa a decompor-se devido ao calor, ou o corante começa a mudar de cor, e a cor/brilho da superfície do produto começa a ter mau aspeto.
Se a contrapressão for demasiado elevada, o parafuso recuará lentamente e o tempo de retorno do pré-plástico será longo, o que aumentará o tempo de ciclo e reduzirá a eficiência da produção.

Se a contrapressão for demasiado elevada, a pressão de fusão será elevada e o bocal irá babar após a injeção. Da próxima vez que a injeção for feita, o material frio no canal de fluxo do canal de injeção bloqueará o canal de injeção ou aparecerão manchas de material frio no produto.
Quando a cerveja é moldada, o bocal tem frequentemente fugas de cola devido a uma contrapressão excessiva, o que desperdiça matérias-primas e provoca a combustão do anel de aquecimento junto ao bocal.

O desgaste mecânico do mecanismo de pré-moldagem e do cilindro do parafuso aumenta.
Quais são os métodos de regulação da contrapressão?
Ao produzir uma máquina de moldagem por injeção, o valor de ajuste da contrapressão não é fixo, normalmente 3-15kg/cm. Para além da natureza das matérias-primas e da qualidade estrutural do produto, o ajuste da contrapressão também deve ser efectuado ao longo de todo o processo de produção.

Na produção, quando o bocal verte cola, baba, a fusão decompõe-se excessivamente, o produto muda de cor e o material de retorno é demasiado lento, considere reduzir adequadamente a contrapressão.
Quando vê pequenas flores de gás, mistura de cores, retração e grandes alterações no tamanho e peso do produto na superfície do produto, deve aumentar a contrapressão. Portanto, precisa ajustar a contrapressão de acordo com o estado de produção e a sua própria experiência de produção. Aqui está como ajustar a contrapressão na moldagem por injeção.
Definir o valor mínimo da contrapressão
Antes de começar a ajustar a contrapressão, ajuste a contrapressão para o valor mínimo. Ajustar a contrapressão da máquina de moldagem por injeção para o valor mínimo e abrir o molde para injeção. Se o produto não apresentar defeitos óbvios, isso significa que a contrapressão mínima é suficiente.
Aumentar gradualmente a contrapressão
Continuar a aumentar a contrapressão a partir da contrapressão mínima, e o número de produtos injectados continuará a aumentar. Prestar atenção à existência de defeitos, como amolgadelas e rebarbas na superfície do produto, e ajustar a contrapressão até a superfície do produto ficar lisa e sem defeitos.

Testar o desempenho do produto
Quando tiver terminado de ajustar a contrapressão, deve testar o desempenho do produto que está a fabricar. Vai querer testar coisas como resistência à tração, resistência ao desgaste, resistência à pressão e assim por diante. Se o produto tiver o desempenho desejado, o ajuste da contrapressão está concluído.
Alterar o valor da definição da contrapressão
Ao ajustar a contrapressão, começar com um valor baixo e aumentá-lo gradualmente. Observar as alterações de qualidade do produto após cada ajuste até atingir o melhor estado. Ao ajustar a contrapressão, não a ajuste demasiado de uma só vez para evitar afetar a qualidade do produto.

Quando fazemos moldagem por injeção, temos de observar as alterações no valor da contrapressão em tempo real, de modo a ajustá-lo a tempo. Em circunstâncias normais, o valor da contrapressão deve ser ligeiramente inferior ao valor predefinido, para que o princípio da exaustão possa ser seguido. Se o valor da contrapressão for demasiado elevado, pode causar rugas, danos e outros defeitos na superfície da peça.
Quando está a fabricar material, tem de estar sempre a ajustar a contrapressão porque a temperatura do plástico, a temperatura do molde e a temperatura ambiente estão sempre a mudar. Antes de começar a fabricar material, deve fazer uma tabela que lhe diga qual é a melhor contrapressão para cada coisa que está a fabricar. Depois, pode olhar para a tabela e saber para onde ajustar a contrapressão.

Em primeiro lugar, é necessário encontrar a interface de configuração relevante para o controlo da contrapressão na interface homem-máquina da máquina de moldagem por injeção e, em seguida, configurá-la. Ao definir, deve primeiro compreender quanta contrapressão precisa, e pode considerá-la de forma abrangente com base na forma da peça e nas caraterísticas do material.
Ajustar a velocidade de resposta da máquina de moldagem por injeção
Outro passo importante é ajustar a velocidade de resposta. Quando se altera a definição da contrapressão, a máquina terá alguns atrasos no seu funcionamento, o que afectará diretamente a estabilidade e a precisão da contrapressão. Assim, é necessário reduzir este atraso, ajustando a rapidez de resposta do sistema de controlo.

Ajustar a contrapressão de acordo com a peça moldada por injeção
Ajustar a contrapressão de acordo com os defeitos do produto: Se existirem defeitos como rebarbas, poros, deformações e acabamento superficial insuficiente no produto, estes podem ser resolvidos através do ajuste da contrapressão. De um modo geral, o aumento do valor da contrapressão pode resolver defeitos superficiais, enquanto a redução do valor da contrapressão pode resolver defeitos internos.
Ajustar o tamanho da contrapressão de acordo com as propriedades e requisitos do produto moldado por injeção: De um modo geral, quanto maior for a contrapressão da máquina de moldagem por injeção, melhor será a qualidade do produto moldado por injeção.

Mas uma contrapressão excessiva conduzirá a uma redução da eficiência da produção e ao desperdício de matérias-primas. Por conseguinte, é necessário ajustar adequadamente a dimensão da contrapressão de acordo com a situação específica do produto moldado por injeção.
Ajustar a contrapressão da máquina de moldagem por injeção
Quanto maior for a contrapressão da máquina de moldagem por injeção, maior será a contrapressão. Assim, ao ajustar a contrapressão da máquina de moldagem por injeção, é possível ajustar a contrapressão da máquina de moldagem por injeção.

Alterar a velocidade de contrapressão da máquina de moldagem por injeção. Quanto mais rápida for a velocidade de contrapressão da máquina de moldagem por injeção, maior será a contrapressão. Assim, ao alterar a velocidade da contrapressão da máquina de moldagem por injeção, pode ajustar a contrapressão da máquina de moldagem por injeção.
Determinar o tamanho da contrapressão de acordo com o plástico
Escolha o tamanho da contrapressão com base no tipo de plástico: Plásticos diferentes têm requisitos de contrapressão diferentes. Em geral, os plásticos com pontos de fusão baixos necessitam de menos contrapressão, enquanto os plásticos com pontos de fusão elevados necessitam de mais contrapressão.

Por isso, é necessário ajustar a contrapressão com base no tipo específico de plástico que se está a utilizar na moldagem por injeção.
Eis como descobrir qual a contrapressão a utilizar com base no tipo e na cor do plástico que está a utilizar: Diferentes tipos e cores de plástico necessitam de diferentes definições de contrapressão.

Se não definir corretamente o valor da contrapressão, isso causará encolhimento, deformação e outros problemas na sua peça. Regra geral, os materiais transparentes ou brilhantes têm valores de contrapressão mais elevados, enquanto os materiais não transparentes ou mate requerem valores de contrapressão mais baixos.
Ajustar a temperatura do molde
A temperatura do molde é um dos factores importantes que afectam o tamanho da contrapressão. Ao ajustar a contrapressão, pode ajustar primeiro a temperatura do molde e, em seguida, efetuar as modificações correspondentes com base no efeito da contrapressão ajustada.

Ajustar a regulação da pressão da máquina de moldagem por injeção
A regulação da pressão da máquina de moldagem por injeção também afecta a dimensão da contrapressão. De um modo geral, uma definição de pressão mais elevada requer uma contrapressão mais elevada e uma definição de pressão mais baixa requer uma contrapressão mais baixa.

Ao regular a contrapressão, pode começar por regular a regulação da pressão do moldagem por injeção A máquina de moldagem por injeção é um sistema de controlo de pressão que permite ajustar a pressão de injeção de forma adequada e, em seguida, efetuar as modificações correspondentes com base no efeito da contrapressão ajustada. Além disso, as definições de pressão de moldagem por injeção começam normalmente com as definições da unidade de injeção e da pressão.
Quais são as vantagens de ajustar corretamente a contrapressão?
Pode comprimir o material fundido no tambor, aumentar a densidade e melhorar a estabilidade do volume de injeção, peso e tamanho do produto.

Pode "espremer" o gás no material fundido, reduzir as flores de gás e as bolhas internas na superfície do produto e melhorar a uniformidade do brilho. Diminuir a velocidade de recuo do parafuso para plastificar totalmente o material fundido no barril, aumentar a uniformidade de mistura do pó de cor, masterbatch e material fundido, e evitar o fenómeno de "cor mista" no produto.
Diminuir a velocidade de recuo do parafuso para plastificar totalmente o material fundido no barril, aumentar a uniformidade de mistura do pó de cor, masterbatch e material fundido e evitar o fenómeno de "cor mista" no produto.

O aumento correto da contrapressão pode melhorar o encolhimento da superfície do produto e o fluxo de cola à volta do produto.
Pode aumentar a temperatura do material fundido, melhorar a qualidade de plastificação do material fundido, melhorar a fluidez do material fundido ao encher o molde, e não há marca de cola fria na superfície do produto.

É bom retirar o gás do barril e reduzir as flores de gás e as bolhas na superfície do produto; abrandar a velocidade de recuo do parafuso para plastificar totalmente o material fundido no barril;
Aumentar corretamente a contrapressão para melhorar o encolhimento da superfície do produto (aplicável a moldes e produtos sem portas de válvulas sequenciais).

Pode aquecer o material fundido, torná-lo mais fundido e fazer com que o material fundido flua melhor quando entra no molde.
Conclusão
Em suma, o ajuste correto da contrapressão das máquinas de moldagem por injeção pode melhorar a qualidade da moldagem por injeção e a eficiência da produção, reduzir a taxa de refugo e o custo de produção.

Por conseguinte, durante o moldagem por injeção processo de fabrico, temos de nos ajustar de acordo com a situação específica e encontrar o melhor método de ajuste da contrapressão para obter o melhor efeito de moldagem por injeção.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






