 Przejdź do treści
Przejdź do treści 

Formowanie wtryskowe jest powszechnie stosowaną metodą przetwarzania tworzyw sztucznych do wytwarzania wszelkiego rodzaju produktów z tworzyw sztucznych. Ale czasami coś idzie nie tak podczas Proces formowania wtryskowego. Może to prowadzić do powstawania linii spawu, pęcherzyków, ubytków skurczowych, krótkich strzałów lub wypaczeń. Wady te nie tylko sprawiają, że produkt źle wygląda i źle działa, ale także sprawiają, że nie jest on tak trwały. Dlatego ważne jest, aby znaleźć i naprawić te problemy tak szybko, jak to możliwe.

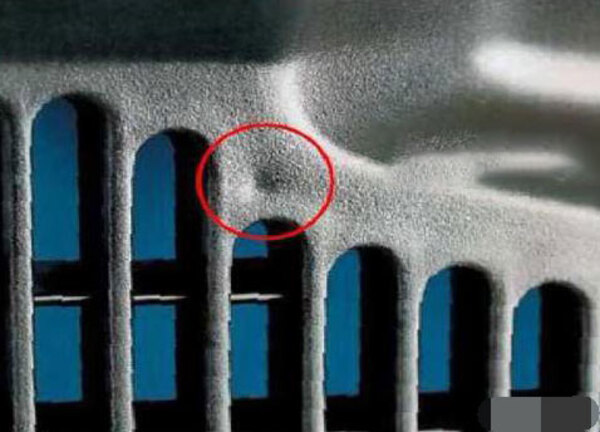
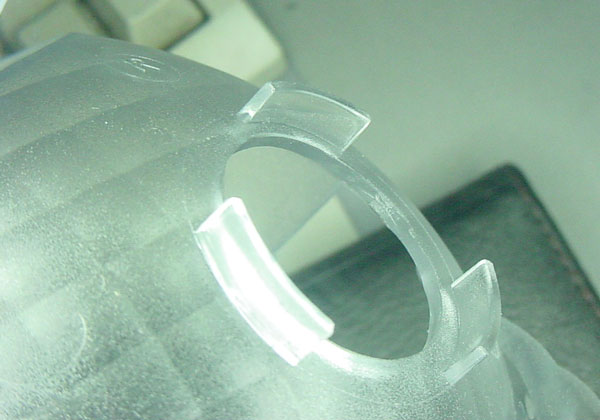
1. Pękanie produktów formowanych wtryskowo
Pękanie można podzielić na pękanie nitkowate, mikropękanie, wybielanie górne, pękanie na powierzchni części oraz ryzyko urazu spowodowane przywieraniem formy do części i kanału przepływu. W zależności od czasu pękania, dzieli się je na pękanie przy wyjmowaniu z formy i pękanie przy nakładaniu. Głównie z następujących powodów:

1.1 Przetwarzanie
① Jeśli ciśnienie jest zbyt wysokie, prędkość jest zbyt duża, wypełnienie jest zbyt duże, wtrysk jest zbyt długi, a czas utrzymywania ciśnienia jest zbyt długi, spowoduje to nadmierne naprężenia wewnętrzne i pękanie.
② Dostosuj prędkość otwierania formy i ciśnienie, aby zapobiec zbyt szybkiemu wyciąganiu części na siłę, powodującemu rozformowanie i pękanie.
③ Odpowiednio podnieść temperaturę formy, aby ułatwić wyjmowanie części z formy i odpowiednio obniżyć temperaturę materiału, aby zapobiec jego rozkładowi.
④ Zapobieganie pękaniu ze względu na niższą wytrzymałość mechaniczną spowodowaną śladami spawania i degradacją plastyczną.
⑤ Odpowiednie stosowanie środków antyadhezyjnych i zwracanie uwagi na częste usuwanie aerozoli i innych substancji przyczepionych do powierzchni formy.
⑥ Naprężenia szczątkowe części można wyeliminować poprzez wyżarzanie cieplne bezpośrednio po formowaniu, aby ograniczyć powstawanie pęknięć.

1.2 Aspekty pleśni
① Wyrzut musi być zrównoważony. Na przykład, liczba sworzni wyrzutnika i obszar przekroju poprzecznego muszą być wystarczające, kąt zanurzenia musi być wystarczający, a powierzchnia wnęki musi być wystarczająco gładka, aby zapobiec pękaniu z powodu koncentracji naprężeń szczątkowych podczas wyrzutu spowodowanych siłami zewnętrznymi.
② Struktura części nie powinna być zbyt cienka, a przejścia łukowe powinny być stosowane w jak największym stopniu w częściach przejściowych, aby uniknąć koncentracji naprężeń spowodowanych ostrymi narożnikami i fazami.
③ Należy używać jak najmniejszej liczby metalowych wkładek, aby zapobiec wzrostowi naprężeń wewnętrznych z powodu różnych współczynników skurczu między wkładką a gotowym produktem.
④ W przypadku części o głębokim dnie należy zapewnić odpowiednie wloty powietrza do rozformowywania, aby zapobiec powstawaniu podciśnienia.
⑤ Wlew jest wystarczająco duży, aby umożliwić uwolnienie materiału wlewu z formy, zanim zdąży się on zestalić, co ułatwia uwolnienie formy.
⑥ Połączenie między główną tuleją przepływową a dyszą powinno zapobiegać przeciąganiu zimnego, twardego materiału i przywieraniu części do nieruchomej formy.

1.3 Materiały
① Zawartość materiałów pochodzących z recyklingu jest zbyt wysoka, co sprawia, że części są słabe.
② Jeśli wilgotność jest zbyt wysoka, niektóre tworzywa sztuczne wchodzą w reakcję z parą wodną, co osłabia je i powoduje ich pękanie i łamanie.
③ Jeśli sam materiał nie jest odpowiedni dla środowiska, w którym jest przetwarzany lub jest niskiej jakości, zanieczyszczenie spowoduje jego pękanie i łamanie.

1.4 Aspekty maszynowe
Zdolność uplastyczniania formowanie wtryskowe musi być odpowiednia. Jeśli jest zbyt mała, plastyfikacja będzie niewystarczająca i nie zostanie w pełni wymieszana, przez co stanie się krucha. Jeśli jest zbyt duża, ulegnie degradacji.
2. Produkty formowane wtryskowo mają pęcherzyki powietrza
Pęcherzyki (pęcherzyki próżniowe) to pęcherzyki próżniowe, w których gaz jest bardzo rozrzedzony. Ogólnie rzecz biorąc, jeśli pęcherzyki występują w momencie otwarcia formy, oznacza to problem z ingerencją gazu. Pęcherzyki próżniowe powstają z powodu niewystarczającego wypełnienia tworzywa sztucznego lub niskiego ciśnienia. Podczas szybkiego chłodzenia formy, paliwo stykające się z wnęką jest wyciągane, co powoduje utratę objętości.

Rozwiązanie
① Zwiększ energię wtrysku: ciśnienie, prędkość, czas i objętość materiału oraz podkręć przeciwciśnienie, aby wypełnić formę.
② Podnieść temperaturę materiału i zapewnić jego płynny przepływ. Obniż temperaturę materiału, aby zmniejszyć skurcz, i podnieś temperaturę formy, zwłaszcza lokalną temperaturę formy, w której tworzy się pęcherzyk próżniowy.
③ Umieść bramę w grubej części części, aby poprawić warunki przepływu dyszy, prowadnicy i bramy oraz zmniejszyć zużycie ciśnienia.
④ Poprawa warunków usuwania pleśni.

3. Odkształcenie osnowy produktów formowanych wtryskowo
Odkształcenia, zginanie i skręcanie produktów formowanych wtryskowo są głównie spowodowane faktem, że szybkość skurczu w kierunku przepływu jest większa niż w kierunku pionowym podczas formowania tworzyw sztucznych, co powoduje różne szybkości skurczu w każdym kierunku i powoduje wypaczanie części. Ponadto, ze względu na nieunikniony proces wypełniania formy podczas formowania wtryskowego, wewnątrz części pozostaje duże naprężenie wewnętrzne, które powoduje wypaczanie. Są to wszystkie przejawy deformacji spowodowanej wysoką orientacją naprężeń. Dlatego też, zasadniczo rzecz biorąc, konstrukcja formy determinuje tendencję części do wypaczania. Bardzo trudno jest powstrzymać tę tendencję poprzez zmianę warunków formowania. Ostateczne rozwiązanie problemu musi rozpocząć się od zaprojektowania i ulepszenia formy. Zjawisko to jest spowodowane głównie przez następujące aspekty:

3.1 Aspekty pleśni
① Upewnienie się, że grubość i jakość wszystkich części są spójne.
② Zaprojektować system chłodzenia, aby zapewnić stałą temperaturę wszystkich części gniazda formy. Zaprojektować system wlewowy, aby zapewnić symetryczny przepływ materiału i zapobiec wypaczeniom spowodowanym różnymi kierunkami przepływu i szybkościami skurczu. Zwiększenie grubości kanału i kanału głównego w przypadku części trudnych do wypełnienia. Wyeliminowanie różnic gęstości, ciśnienia i temperatury we wnęce.
③ Upewnij się, że obszary przejściowe i narożniki części są gładkie i mają dobre właściwości rozformowywania, takie jak zwiększenie marginesu rozformowywania, poprawa polerowania powierzchni formy i zrównoważenie systemu wyrzucania.
④ Zapewnić dobry wydech.
⑤ Zwiększenie grubości ścianki części lub zwiększenie kierunku przeciwdziałania odkształceniom oraz zastosowanie żeber wzmacniających w celu zwiększenia odporności części na odkształcenia.
⑥ Materiał formy nie jest wystarczająco mocny.

3.2 Tworzywa sztuczne
Tworzywa krystaliczne są bardziej podatne na wypaczenia niż tworzywa amorficzne. Dodatkowo, krystaliczne tworzywa sztuczne mogą korygować wypaczenia poprzez przechodzenie przez proces krystalizacji, który zmniejsza się wraz ze wzrostem szybkości chłodzenia i spadkiem szybkości kurczenia.
3.3 Przetwarzanie
① Ciśnienie wtrysku jest zbyt wysokie, czas utrzymywania jest zbyt długi, temperatura stopu jest zbyt niska, a prędkość jest zbyt duża, co spowoduje wzrost naprężeń wewnętrznych i deformację wypaczenia.
② Temperatura formy jest zbyt wysoka, a czas chłodzenia jest zbyt krótki, co powoduje przegrzanie części podczas wyjmowania z formy i deformację wyrzutu.
③ Zmniejszenie prędkości ślimaka i przeciwciśnienia w celu zmniejszenia gęstości przy jednoczesnym utrzymaniu minimalnej ilości wsadu, aby ograniczyć powstawanie naprężeń wewnętrznych.
④ W razie potrzeby części podatne na wypaczenia i odkształcenia mogą być formowane na miękko lub usuwane po usunięciu z formy.

4. Wady kolorowych pasków, linii i kwiatów w produktach formowanych wtryskowo
Wada ta występuje głównie w plastikowych częściach barwionych przedmieszką. Chociaż barwienie przedmieszką jest lepsze niż barwienie suchym proszkiem i pastą barwiącą pod względem stabilności koloru, czystości koloru, migracji koloru itp., dystrybucja, czyli cząsteczki koloru są stosunkowo słabe w rozcieńczaniu plastiku i równomiernym mieszaniu, a gotowe produkty naturalnie mają regionalne różnice kolorów.

Rozwiązanie
① Zwiększyć temperaturę sekcji podawania, zwłaszcza temperaturę na tylnym końcu sekcji podawania, tak aby temperatura była zbliżona lub nieco wyższa niż temperatura sekcji topienia, tak aby koncentrat barwiący mógł stopić się tak szybko, jak to możliwe po wejściu do sekcji topienia, promować równomierne mieszanie z rozcieńczeniem i zwiększyć szansę na mieszanie cieczy.
② Gdy prędkość ślimaka jest stała, zwiększenie przeciwciśnienia zwiększa temperaturę stopionego materiału i efekt ścinania w cylindrze.
③ Modyfikacja formy, zwłaszcza systemu zalewania. Jeśli brama jest zbyt szeroka, efekt turbulencji jest słaby, gdy stopiony materiał przechodzi, a wzrost temperatury nie jest wysoki, więc jest nierówny, a wnęka formy wstążkowej powinna być zwężona.

5. Skurcz i wgniecenia produktów formowanych wtryskowo
Po wstrzyknięciu plastiku do formy, ostygnie on i zestali się. Podczas tego procesu tworzywo sztuczne będzie się kurczyć. Jest to normalne zjawisko. Czasami jednak skurcz nie jest równomierny. Wtedy powstają wgniecenia.
5.1 Aspekty maszyny
① Jeśli otwór dyszy jest zbyt duży, stopiony materiał będzie spływać z powrotem i powodować skurcz; jeśli jest zbyt mały, opór będzie duży, a ilość materiału będzie niewielka, powodując skurcz.
② Jeśli siła mocowania nie jest wystarczająca, lampa błyskowa skurczy się, dlatego należy sprawdzić, czy nie występuje problem z systemem mocowania.
③ Jeśli ilość plastyfikatora jest niewystarczająca, należy użyć maszyny z dużą ilością plastyfikatora, aby sprawdzić, czy śruba i bęben są zużyte.

5.2 Aspekty pleśni
① Upewnić się, że grubość ścianki jest taka sama na całym obwodzie i że skurcz jest taki sam.
② Upewnić się, że system chłodzenia i ogrzewania formy utrzymuje taką samą temperaturę dla wszystkich części.
③ Upewnij się, że bramka jest gładka i nie stawia zbyt dużego oporu. Na przykład, rozmiar głównego kanału, prowadnicy i bramki powinien być odpowiedni, powierzchnia powinna być gładka, a obszar przejściowy powinien być zakrzywiony.
④ W przypadku cienkich części należy podnieść temperaturę, aby zapewnić płynny przepływ materiału. W przypadku grubych części należy obniżyć temperaturę formy.
⑤ Upewnij się, że brama jest symetryczna i spróbuj umieścić ją w grubej części części. Upewnij się, że otwór na zimny ślimak jest wystarczająco duży.

5.3 Tworzywa sztuczne
Krystaliczne tworzywa sztuczne kurczą się bardziej niż tworzywa amorficzne. Podczas ich przetwarzania należy dodać więcej materiału lub dodać coś do plastiku, aby szybciej się krystalizował i nie kurczył się tak bardzo.
5.4 Przetwarzanie
① Temperatura cylindra jest zbyt wysoka, a objętość ulega znacznym zmianom, zwłaszcza temperatura przedniego pieca. W przypadku tworzyw sztucznych o słabej płynności należy odpowiednio zwiększyć temperaturę, aby zapewnić płynność.
② Ciśnienie, prędkość i przeciwciśnienie wtrysku są zbyt niskie, a czas wtrysku jest zbyt krótki, co powoduje niewystarczającą objętość lub gęstość materiału oraz skurcz. Ciśnienie, prędkość i przeciwciśnienie są zbyt wysokie, a czas jest zbyt długi, co powoduje zapłon i skurcz.
③ Jeśli ilość dodanego materiału jest zbyt duża, ciśnienie wtrysku zostanie zużyte; jeśli jest zbyt mała, ilość materiału będzie niewystarczająca.
④ W przypadku części, które nie wymagają precyzji, po zakończeniu wtrysku i utrzymaniu ciśnienia, warstwa zewnętrzna jest zasadniczo skondensowana i utwardzona, ale część warstwowa jest nadal miękka i można ją wysunąć. Można ją jak najszybciej wyjąć z formy i pozostawić do powolnego ostygnięcia na powietrzu lub w gorącej wodzie. Wgniecenie skurczowe jest delikatne, nie rzuca się w oczy i nie wpływa na użytkowanie.
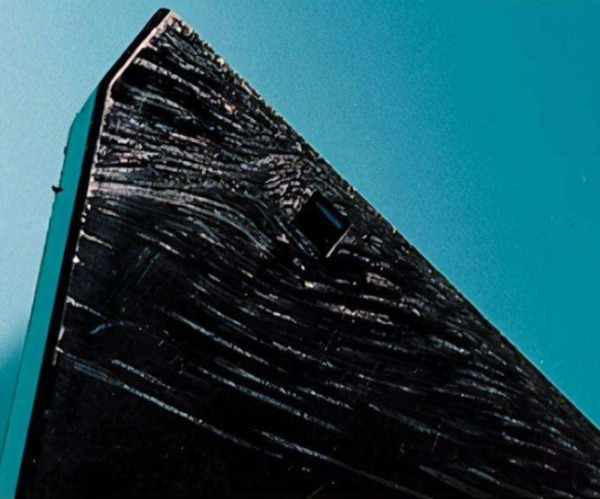
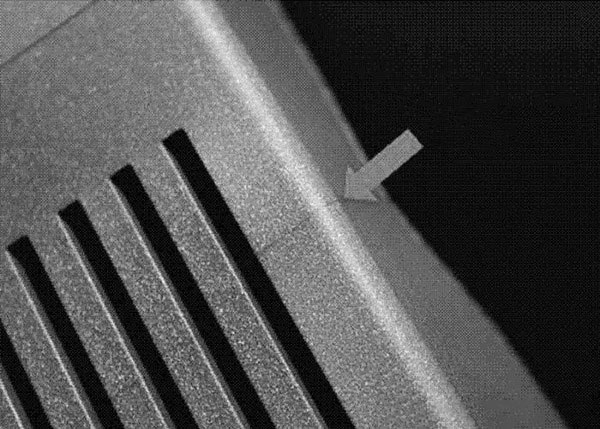
6. Przezroczyste wady w produktach formowanych wtryskowo
Topniejące plamy, srebrne smugi, pęknięty polistyren, przezroczyste części pleksi, czasami przez światło można zobaczyć błyszczące srebrne smugi przypominające nitki. Te srebrne smugi są również nazywane plamami błyskowymi lub pęknięciami. Wynika to z naprężenia generowanego w kierunku pionowym naprężenia rozciągającego, które powoduje silną orientację przepływu cząsteczek polimeru i różnicę w szybkości składania między niezorientowaną częścią a silną orientacją przepływu.
Rozwiązanie
① Usunąć wszelkie gazy lub zanieczyszczenia i upewnić się, że plastik jest całkowicie suchy.
② Obniż temperaturę materiału, stopniowo reguluj temperaturę cylindra i zwiększaj temperaturę formy w razie potrzeby.
③ Zwiększyć ciśnienie wtrysku i zmniejszyć prędkość wtrysku.
④ Zwiększyć lub zmniejszyć przeciwciśnienie przed wtryskiem i zmniejszyć prędkość obrotową ślimaka.
⑤ Poprawa warunków wylotowych kanału i gniazda formy.
⑥ Oczyścić dyszę, prowadnicę i zasuwę z ewentualnych zatorów.
⑦ Aby skrócić cykl formowania, można użyć metod wyżarzania w celu pozbycia się srebrnych smug po rozformowaniu: w przypadku polistyrenu należy trzymać w temperaturze 78°C przez 15 minut lub w temperaturze 50°C przez 1 godzinę. W przypadku poliwęglanu podgrzać do temperatury powyżej 160°C przez kilka minut.

7. Produkty formowane wtryskowo mają nierówne kolory
Oto główne przyczyny i rozwiązania nierównomiernego koloru produktów formowanych wtryskowo:
① Słaba dyfuzja barwnika często skutkuje wzorami w pobliżu bramki.
Tworzywa sztuczne lub barwniki mają słabą stabilność termiczną. Aby ustabilizować odcień koloru części, warunki produkcji muszą być ściśle ustalone, zwłaszcza temperatura materiału, ilość materiału i cykl produkcyjny.
③ W przypadku krystalicznych tworzyw sztucznych należy starać się utrzymać stałą szybkość chłodzenia wszystkich części. W przypadku części o dużych różnicach grubości ścianek można użyć barwników w celu zamaskowania różnicy kolorów. W przypadku części o bardziej jednolitej grubości ścianek, temperatura materiału i temperatura formy muszą być stałe.
④ Kształt, forma bramy i położenie części mają wpływ na wypełnienie z tworzywa sztucznego, powodując różnice kolorystyczne w niektórych częściach części, które w razie potrzeby należy zmodyfikować.

8. Wady koloru i połysku produktów formowanych wtryskowo
W większości przypadków połysk powierzchni części formowanych wtryskowo zależy od rodzaju tworzywa sztucznego, barwnika i gładkości powierzchni formy. Czasami jednak wady koloru i połysku powierzchni, ciemnienie powierzchni itp. są spowodowane innymi przyczynami. Przyczyny i rozwiązania są analizowane w następujący sposób:
① Wykończenie formy jest złe, powierzchnia wnęki ma plamy rdzy itp. a wylot formy jest zły.
② System zalewania formy nie jest dobry. Należy powiększyć zimną studzienkę, powiększyć prowadnicę, wypolerować główny kanał oraz wypolerować prowadnicę i zasuwę.
③ Temperatura materiału i formy jest niska, a w razie potrzeby można zastosować lokalne ogrzewanie bramy.

④ Ciśnienie przetwarzania jest zbyt niskie, prędkość jest zbyt niska, czas wtrysku jest niewystarczający, a przeciwciśnienie jest niewystarczające, co powoduje słabą zwartość i ciemną powierzchnię.
⑤ Tworzywo sztuczne musi być w pełni uplastycznione, ale należy zapobiegać degradacji materiału, ogrzewanie musi być stabilne, a chłodzenie wystarczające, szczególnie w przypadku grubych ścian.
⑥ Aby zapobiec przedostawaniu się zimnego materiału do przedmiotu obrabianego, należy użyć sprężyny samoblokującej lub w razie potrzeby obniżyć temperaturę dyszy.
⑦ Użyto zbyt dużej ilości materiału pochodzącego z recyklingu, tworzywo sztuczne lub barwnik są niskiej jakości, zmieszane z parą wodną lub innymi zanieczyszczeniami, a użyty smar jest niskiej jakości.
⑧ Siła zacisku musi być wystarczająca.
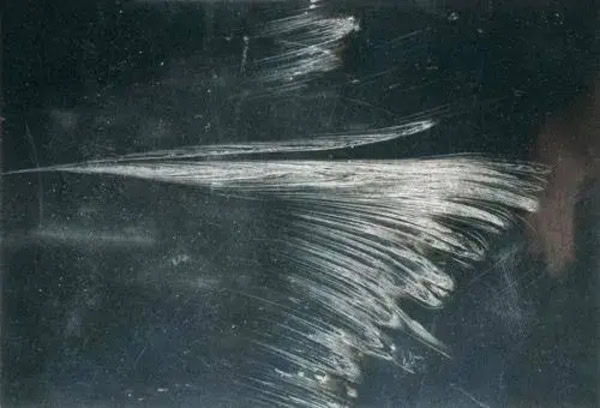
9. Produkty do formowania wtryskowego Srebrny wzór
Srebrne smugi na produktach formowanych wtryskowo są spowodowane pęcherzykami powierzchniowymi i wewnętrznymi porami. Główną przyczyną tych wad jest interferencja gazów, takich jak para wodna, gaz rozkładowy, gaz rozpuszczalnikowy i powietrze. Przeanalizujmy konkretne przyczyny:
9.1 Aspekty maszyny
① Korpus i śruba są zużyte lub w gumowej głowicy i gumowym pierścieniu występuje martwy punkt w przepływie materiału, który ulegnie rozkładowi w wyniku długotrwałego nagrzewania.
② System ogrzewania nie działa prawidłowo, powodując zbyt wysoką temperaturę i rozkład. Należy sprawdzić, czy nie występują problemy z elementami grzewczymi, takimi jak termopary i spirale grzewcze. Nieprawidłowa konstrukcja śrub może powodować poluzowanie lub łatwe wprowadzanie powietrza.
9.2 Aspekty pleśni
① Niewystarczająca wentylacja.
② Opór tarcia prowadnic, bram i wnęk w formie jest duży, co powoduje lokalne przegrzanie i rozkład.
③ Niezrównoważone rozmieszczenie bram i wnęk oraz nieracjonalne systemy chłodzenia spowodują niezrównoważone nagrzewanie, skutkujące lokalnym przegrzaniem lub zablokowaniem kanałów powietrznych.
④ Woda wycieka z kanału chłodzącego i dostaje się do gniazda formy.
9.3 Tworzywa sztuczne
① Jeśli tworzywo sztuczne ma wysoką wilgotność, dodano zbyt dużo materiału pochodzącego z recyklingu lub zawiera szkodliwe zanieczyszczenia (zanieczyszczenia łatwo ulegają rozkładowi), tworzywo sztuczne należy całkowicie wysuszyć i usunąć zanieczyszczenia.
② Aby zaabsorbować wilgoć z atmosfery lub barwnika, należy również wysuszyć barwnik. Najlepiej jest zainstalować suszarkę na maszynie.
③ Jeśli ilość smarów, stabilizatorów itp. dodanych do plastiku jest zbyt duża lub nierównomiernie wymieszana, lub sam plastik zawiera lotne rozpuszczalniki, rozkład może również wystąpić, gdy mieszane tworzywa sztuczne zostaną podgrzane do trudnej do osiągnięcia równowagi.
④ Tworzywo sztuczne jest zanieczyszczone i zmieszane z innymi tworzywami sztucznymi.
9.4 Przetwarzanie
① Jeśli temperatura, ciśnienie, prędkość, przeciwciśnienie i prędkość silnika topienia są ustawione zbyt wysoko, może dojść do rozkładu. Jeśli ciśnienie i prędkość są zbyt niskie, czas wtrysku i ciśnienie utrzymywania są niewystarczające. Jeśli ciśnienie wsteczne jest zbyt niskie, gęstość może być niewystarczająca z powodu braku uzyskania wysokiego ciśnienia i stopienie może nie nastąpić. Jeśli gaz powoduje powstawanie srebrnych smug, należy ustawić odpowiednią temperaturę, ciśnienie, prędkość i czas. Należy użyć wielostopniowej prędkości wtrysku.

② Niskie przeciwciśnienie i duża prędkość obrotowa mogą łatwo spowodować przedostanie się powietrza do cylindra i do formy wraz ze stopionym materiałem. Jeśli cykl jest zbyt długi, stopiony materiał będzie zbyt długo podgrzewany w cylindrze i ulegnie rozkładowi.
③ Niewystarczająca ilość materiału, zbyt duża poduszka zasilająca, zbyt niska temperatura materiału lub zbyt niska temperatura formy wpływają na przepływ materiału i ciśnienie formowania oraz sprzyjają powstawaniu pęcherzyków.
10. Produkty z tworzyw sztucznych mają spawane szwy
Gdy stopione tworzywo sztuczne łączy się w wielu strumieniach we wnęce, ponieważ trafia w otwory na wkładki, obszary o różnych prędkościach przepływu i obszary, w których przepływ materiału wypełniającego formę jest przerywany, tworzy liniowe linie spoin, ponieważ nie może się całkowicie stopić. Linie spoin powstają również, gdy brama wypełnia formę, a wytrzymałość i inne właściwości linii spoin są bardzo słabe. Główne przyczyny tego zjawiska zostały przeanalizowane poniżej:
10.1 Przetwarzanie
① Ciśnienie i prędkość wtrysku są zbyt niskie, a temperatura cylindra i formy są zbyt niskie, co powoduje przedwczesne schłodzenie stopionego materiału wchodzącego do formy i powstawanie linii spoin.
② Gdy ciśnienie i prędkość wtrysku są zbyt wysokie, wystąpi rozpylanie i pojawią się linie spoin.
③ Należy zwiększyć prędkość obrotową i przeciwciśnienie, aby zmniejszyć lepkość tworzywa sztucznego i zwiększyć jego gęstość.
④ Tworzywa sztuczne muszą być dobrze wysuszone, a materiały pochodzące z recyklingu powinny być używane oszczędnie. W przypadku użycia zbyt dużej ilości środka antyadhezyjnego lub niskiej jakości mogą pojawić się linie zgrzewu.
⑤ Zmniejszenie siły zacisku i ułatwienie wydechu.

10.2 Aspekty pleśni
① Jeśli w tym samym zagłębieniu znajduje się zbyt wiele bramek, należy zmniejszyć ich liczbę lub ustawić je symetrycznie, lub ustawić je jak najbliżej złącza spawanego.
② Jeśli wydech na złączu spawanym jest słaby, należy zainstalować układ wydechowy.
③ Wlew jest zbyt duży, a system wlewowy ma niewłaściwy rozmiar. Otwórz wlew, aby zapobiec przepływowi stopionego materiału wokół otworów na wkładki lub użyj jak najmniejszej liczby wkładek.
④ Jeśli grubość ścianki zmienia się zbyt mocno lub jest ona zbyt cienka, należy ujednolicić grubość ścianki części.
⑤ W razie potrzeby otworzyć otwór do stapiania na szwie spawalniczym, aby oddzielić szew spawalniczy od produktu.
10.3 Tworzywa sztuczne
① Jeśli tworzywo sztuczne ma słabą płynność lub jest wrażliwe na ciepło, należy w razie potrzeby dodać smary i stabilizatory.
② Plastik często zawiera zanieczyszczenia, dlatego w razie potrzeby należy wymienić go na plastik wyższej jakości.
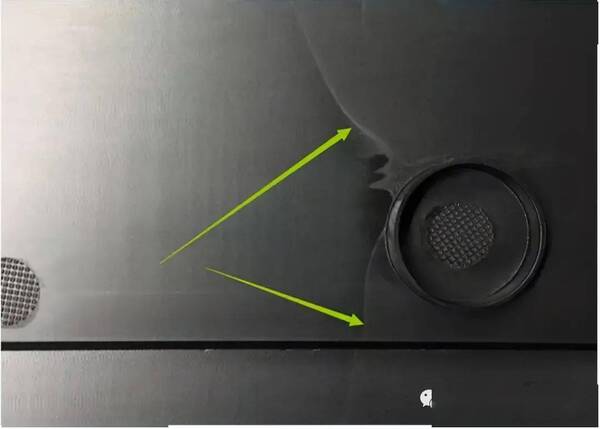
11 Ślady wibracji na produktach formowanych wtryskowo
Twarde części plastikowe, takie jak PS, mają te gęste zmarszczki na powierzchni w pobliżu bramy, które są czasami nazywane liniami wibracyjnymi. Dzieje się tak, ponieważ gdy lepkość stopu jest zbyt wysoka, a forma wypełnia się w sposób stagnacyjny, przedni materiał szybko skrapla się i kurczy, gdy tylko dotknie powierzchni wnęki, a kolejny stop wypycha skurczony zimny materiał i kontynuuje proces. Ten ciągły ruch tam i z powrotem powoduje, że przepływ materiału tworzy wzorce wibracji powierzchni, gdy porusza się do przodu.
Rozwiązanie
① Aby zwiększyć temperaturę cylindra, zwłaszcza temperaturę dyszy, należy również zwiększyć temperaturę formy.
② Zwiększyć ciśnienie i prędkość wtrysku, aby szybko wypełnić gniazdo formy.
③ Zwiększyć rozmiar kanału przepływu i zasuwy, aby zapobiec zbyt dużemu oporowi.
④ Upewnij się, że forma jest dobrze wentylowana i ma wystarczająco duży otwór na zimne ślimaki.
⑤ Nie twórz zbyt cienkich części.

12. Pęcznienie i bulgotanie produktów formowanych wtryskowo
Niektóre części z tworzyw sztucznych wkrótce po formowaniu i rozformowaniu będą pęcznieć lub pękać z tyłu metalowej wkładki lub w szczególnie grubych obszarach. Jest to spowodowane ekspansją gazu uwalnianego przez tworzywo sztuczne, które nie jest całkowicie schłodzone i utwardzone pod wpływem ciśnienia wewnętrznego.
Rozwiązanie
① Schłodzić. Obniż temperaturę formy, utrzymuj formę dłużej otwartą i obniż temperaturę suszenia i przetwarzania materiału.
② Zmniejszenie prędkości wtrysku, skrócenie cyklu formowania i zmniejszenie oporów przepływu.
③ Zwiększyć ciśnienie i czas utrzymywania.
④ Rozwiązanie problemu, w którym ścianka części jest zbyt gruba lub jej grubość ulega znacznym zmianom.

Wnioski
Formowanie wtryskowe Wady mogą naprawdę zepsuć jakość produktu, wydajność produkcji i ogólne koszty. Jeśli jednak uda się ustalić, co powoduje te wady i je naprawić, można zwiększyć niezawodność procesu, zmniejszyć liczbę odpadów i produkować niezmiennie dobre części. Trzeba jednak stale nad tym pracować. Nie można po prostu naprawić procesu i o nim zapomnieć. Musisz stale ulepszać, utrzymywać i monitorować, aby uzyskać najlepsze wyniki operacji formowania wtryskowego.






