 Przejdź do treści
Przejdź do treści 

Produkty z tworzyw sztucznych są bardzo powszechne w naszym życiu i bardzo nam pomagają. Od małych plastikowych kubków i plastikowych butelek po duże urządzenia, otaczają nas niezliczone produkty z tworzyw sztucznych.
Ale tak naprawdę porozmawiajmy o tym, jak wytwarzane są te produkty z tworzyw sztucznych, wierzę, że większość ludzi nie może nic powiedzieć, teraz krótko zrozumiemy, jak wytwarzane są produkty z tworzyw sztucznych.
Istnieje siedem popularnych metod produkcji wyrobów z tworzyw sztucznych.

Formowanie tłoczne
Jest to metoda uzyskiwania pożądanego kształtu poprzez umieszczenie żywicy w formie, podgrzanie jej i ściśnięcie. Służy do wytwarzania produktów z tworzyw sztucznych przy użyciu żywicy termoutwardzalnej, takich jak nasze zwykłe miski, talerze, pokrywki itp.
1.Zasada kompresji produkcja form proces
Formowanie tłoczne jest również nazywane formowaniem lub prasowaniem. Metoda formowania polega na umieszczeniu plastikowego proszku, granulatu, miękiszu lub włóknistego tworzywa sztucznego we wnęce formy w temperaturze formowania, a następnie zamknięciu formy i dociśnięciu jej w celu uformowania i zestalenia w celu uzyskania pożądanych produktów z tworzyw sztucznych.
2. Charakterystyka formowania tłocznego
a. Tworzywo sztuczne jest dodawane bezpośrednio do wnęki.
b. Ciśnienie prasy jest przenoszone bezpośrednio na tworzywo sztuczne przez wypukłą formę.
c. Forma jest całkowicie zamknięta w momencie formowania końcowego.
3. Zalety formowania tłocznego
a. Brak systemu nalewania, mniejsze zużycie materiału.
b. Używany sprzęt to prasa ogólna.
c. Proste formy, które mogą prasować produkty z tworzyw sztucznych o większych płaskich powierzchniach lub wykorzystywać formy wielokomorowe do prasowania wielu produktów jednocześnie.
d. Jest to korzystne w przypadku formowania tworzyw sztucznych o słabej płynności i włókien jako wypełniacza.
4. Wady formowania tłocznego
a. Długi czas cyklu produkcyjnego i niska wydajność.
b. Niełatwe prasowanie produktów z tworzyw sztucznych o złożonych kształtach i dużych różnicach grubości ścianek.
c. Niełatwo jest uzyskać produkty z tworzyw sztucznych o wysokich wymaganiach dotyczących dokładności wymiarowej.
d. Nie można prasować produktów z tworzyw sztucznych z drobnymi i łatwo łamliwymi wkładkami.
5. Obowiązujący zakres formowania tłocznego
Tworzywa fenolowe, tworzywa aminowe, nienasycone tworzywa poliestrowe, poliimid itp., z których najczęściej stosowane są tworzywa fenolowe i aminowe.

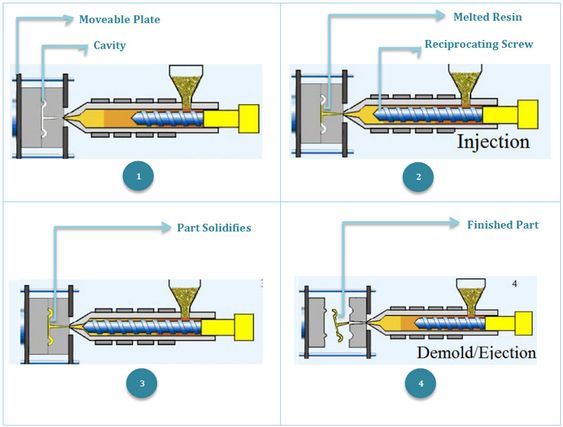
Formowanie wtryskowe
Jest to metoda formowania polegająca na wtryskiwaniu i prasowaniu stopionego tworzywa sztucznego z wtryskarki do formy.
Nadaje się do wytwarzania stosunkowo dużych produktów z tworzyw sztucznych (podobna metoda znana jako reakcja formowanie wtryskowe (RIM) jest używany do produkcji dużych produktów z tworzyw sztucznych i małych ilości), takich jak zapieczętowane pojemniki, beczki i inne pojemniki, a płyty CD i DVD mogą być również wytwarzane przy użyciu specjalnych technologii. formowanie wtryskowe maszyny.
1. Zasada formowania wtryskowego tworzyw sztucznych
Formowanie wtryskowe tworzyw sztucznych jest również znana jako formowanie wtryskowe, które jest metodą formowania wtryskowego.
W określonej temperaturze tworzywo sztuczne jest całkowicie topione przez mieszanie ślimakowe, wtryskiwane do gniazda formy pod wysokim ciśnieniem i utwardzane przez chłodzenie w celu uzyskania uformowanych produktów.
Metoda ta jest odpowiednia do masowej produkcji części o złożonych kształtach i jest jedną z ważnych metod procesu produkcyjnego.

2. Zalety formowanie wtryskowe
a. Ponieważ plastyfikacja stopu i modelowanie przepływu formowanego materiału są przeprowadzane odpowiednio w cylindrze i gnieździe formy, forma może zawsze znajdować się w stanie, w którym stop jest szybko skraplany lub sieciowany i utwardzany, co sprzyja skróceniu cyklu formowania.
b. Stop jest wtryskiwany do formy dopiero po jej zablokowaniu, a stop o dobrej płynności ma niewielkie zużycie w gnieździe formy, dzięki czemu zestaw form może produkować duże ilości materiału. Produkty formowane wtryskowo.
c. Jeden operator może często zarządzać dwoma lub więcej formowanie wtryskowe maszyny, zwłaszcza gdy formowane części mogą być rozładowywane automatycznie, a więcej maszyn może być zarządzanych, więc wymagana siła robocza jest stosunkowo niska.
d. Całość formowanie wtryskowe Proces formowania wtryskowego, taki jak zamykanie formy, dodawanie materiału, plastyfikacja, wtrysk, otwieranie formy i rozformowywanie, jest zakończony działaniem formowania wtryskowego, co sprawia, że proces wtrysku jest łatwy do pełnej automatyzacji i realizacji sterowania programowego.
e. Ze względu na wysokie ciśnienie podczas formowania, możliwe jest formowanie części z tworzyw sztucznych o złożonych kształtach, wyraźnych wzorach powierzchni i oznaczeniach oraz wysokiej dokładności wymiarowej.
f. Więcej niż jeden materiał może być formowany przez współwtrysk, a materiały o twardej skórze i spienionym sercu mogą być skutecznie formowane, a tworzywa termoutwardzalne i wzmocnione włóknami mogą być formowane.
g. Ponieważ formowanie może odbywać się za pomocą precyzyjnych form i precyzyjnego układu hydraulicznego, a także przy użyciu sterowania mikrokomputerem, możliwe jest uzyskanie produktów o wysokiej precyzji, a tolerancja objętości może osiągnąć 1 μm.
h. Wysoka wydajność produkcji, zestaw form może zawierać dziesiątki, a nawet setki wnęk, dzięki czemu dziesiątki, a nawet setki plastikowych części mogą być formowane podczas jednego formowania.
i. Formowane części wymagają jedynie niewielkiej ilości przycinania, a odpady powstałe podczas procesu formowania mogą być ponownie wykorzystane, dlatego też marnotrawstwo surowców podczas procesu formowania jest niewielkie. formowanie wtryskowe.
3. Wady formowania wtryskowego
a. Kluczowe urządzenie formowanie wtryskowe jest forma, ale cykl projektowania, produkcji i prób formy jest długi. Zwykle konieczne jest wcześniejsze zweryfikowanie funkcji niestandardowych prototypów z tworzyw sztucznych. wykonanie formy wtryskowej aby uniknąć straty czasu i pieniędzy spowodowanej późniejszymi dużymi zmianami.
b. Ze względu na ograniczenie warunków chłodzenia, trudno jest formować grubościenne części z tworzyw sztucznych o dużych różnicach.
c. Ze względu na wysokie koszty produkcji obu formowanie wtryskowe maszyna i forma wtryskowaInwestycja początkowa jest duża, więc nie nadaje się do produkcji małych partii części z tworzyw sztucznych.
d. Jakość formowanych produktów jest ograniczona przez wiele czynników, więc trudniej jest sprostać wysokim wymaganiom technicznym.
Kalandrowanie
Ta metoda produkcji jest podobna do sposobu, w jaki zwykle rozwałkowujemy ciasto za pomocą wałka do ciasta, gdzie żywica jest umieszczana między rozgrzanymi wałkami i rozciągana przez kilka wałków do określonej grubości, aby uformować pożądany kształt.
Nadaje się do produkcji szerokich produktów płaskich, takich jak folie, arkusze itp.
1. Zasada kalandrowania
W procesie kalandrowania materiał jest kilkakrotnie ściskany i ścinany przez siłę ścinającą wytwarzaną między walcami, aby zwiększyć plastyczność i rozciągnąć się w cienkie produkty oparte na dalszej plastyfikacji.
Wytłaczanie i ścinanie walców na tworzywie sztucznym zmienia makrostrukturę i formę molekularną materiału oraz uplastycznia i rozszerza tworzywo sztuczne przy współpracy z temperaturą.
Rezultatem działania rolek jest cieńsza warstwa materiału, podczas gdy przedłużenie zwiększa szerokość i długość warstwy.
2. Zalety kalandrowania
a. Duża zdolność przetwarzania, duża prędkość produkcji, dobra jakość produktu i ciągła produkcja. Roczna zdolność produkcyjna czterowalcowego kalandra o wymiarach φ700×1800 mm może osiągnąć od 5000 do 10000 ton.
b. Grubość kalandrowanego produktu jest jednolita, tolerancja grubości może być kontrolowana w zakresie 10%, a powierzchnia jest gładka. Jeśli jest dopasowany do odziarniania lub drukowania, można go również bezpośrednio uzyskać z różnymi wzorami produktów.
c. Stopień automatyzacji produkcji kalandrów jest wysoki, a zaawansowane połączenie kalandrowania wymaga tylko 1 lub 2 osób do obsługi.
3.Wady kalandrowania
a. Duży sprzęt, wysokie nakłady inwestycyjne i skomplikowana konserwacja.
b. Szerokość produktu jest ograniczona długością rolek kalandrujących itp.
c. Długa linia produkcyjna i wiele procesów. Dlatego nie jest tak szybka jak technologia wytłaczania w produkcji ciągłych arkuszy.
d. Silna specjalizacja sprzętu i trudne dostosowanie produktu.
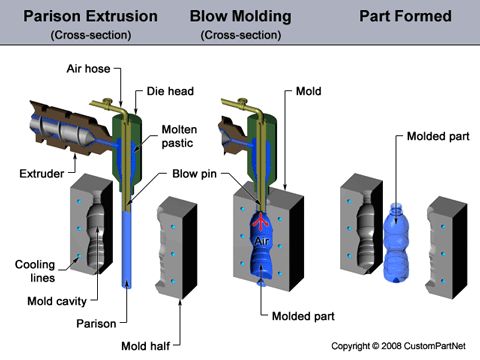
Formowanie z rozdmuchiwaniem
Jest to rodzaj wytłaczanej, wciąż miękkiej rurki, która jest umieszczana w środku formy, górne powietrze jest nadmuchiwane, a następnie formowane zgodnie z formą. Nadaje się do produkcji różnych butelek, butelek z rozpylaczem itp.
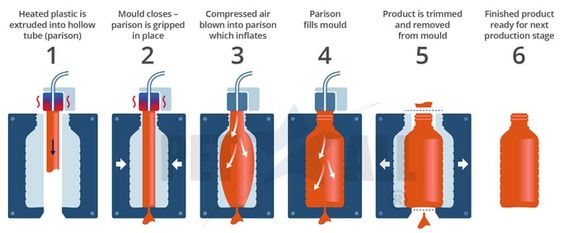
1.Zasada formowania z rozdmuchiwaniem
Surowiec w stanie stopionym jest wytłaczany lub wtryskiwany w celu utworzenia plastikowych półfabrykatów rurowych, które są wprowadzane do formy o określonym kształcie, a półfabrykaty w formie są nadmuchiwane przez wdmuchiwanie określonej objętości sprężonego powietrza.
Po wdmuchnięciu powietrza do formy, forma zostanie rozszerzona, co spowoduje dokręcenie formy do formy, a wstępne formowanie produktu zostanie zakończone.
Proces ten, w kategoriach technicznych, powoduje szybkie odkształcenie polimeru w pobliżu temperatury zeszklenia i trwa w tym stanie.
Następnym krokiem jest chłodzenie, które sprawia, że uformowane produkty są wyjmowane z formy. Proces chłodzenia polega na schłodzeniu produktów poniżej temperatury zeszklenia lub temperatury krystalizacji w krótkim czasie po uformowaniu produktów lub na zamrożeniu uformowanych produktów.
2. Zalety formowania z rozdmuchiwaniem
a. Zaletą formowania próżniowego jest to, że nie wymaga całego zestawu form, tylko jednej formy wypukłej lub wklęsłej, prostej struktury formy, niskich kosztów produkcji
b. Struktura części z tworzyw sztucznych jest jasna, wyraźna i szczegółowa i może być formowana w duże, cienkościenne i płytkie części z tworzyw sztucznych, a proces formowania części z tworzyw sztucznych można również obserwować.
3. Wady formowania z rozdmuchiwaniem wgłębnym
a. Łatwa do wykonania grubość ścianki części z tworzywa sztucznego nie jest jednolita, zwłaszcza wypukłe i wklęsłe części formy, grubość ścianki odpowiedniej części części z tworzywa sztucznego jest najcieńsza.
b. Narożnik struktury części z tworzywa sztucznego pod ostrym kątem, w formowaniu części z tworzywa sztucznego łatwo pojawiają się zmarszczki.
c. Paski rozciągające i chłodzące często pojawiają się z boku części;
d. Różnica ciśnień generowana przez formowanie próżniowe jest bardzo mała (zwykle 0,07-0,09 MPa), więc nie można formować części o grubych ściankach i głębokich wnękach.
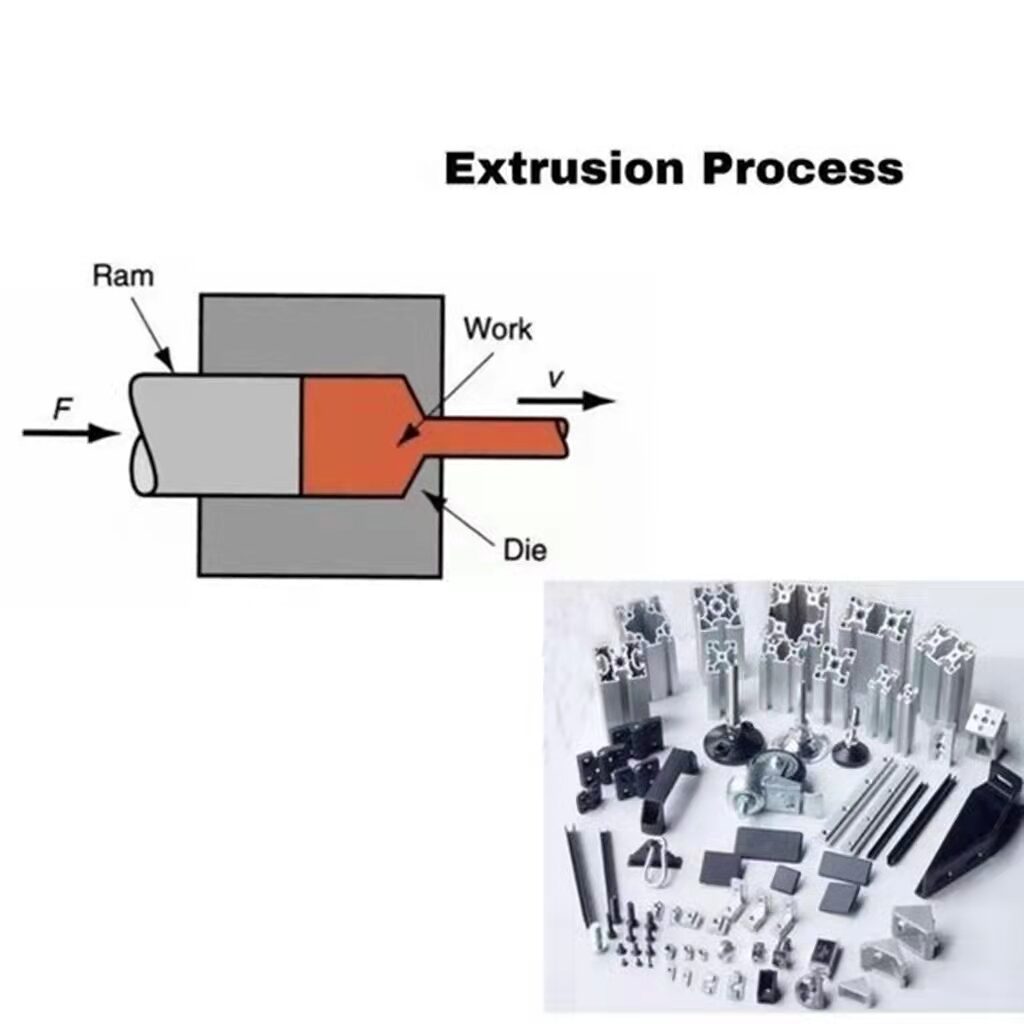
Formowanie wytłaczane
W tej metodzie żywica jest podawana do sprzętu produkcyjnego, takiego jak maszynka do mięsa, i podgrzewana, podczas gdy żywica jest przenoszona do przodu przez obracający się ślimak.
Żywica jest podawana z dyszy, topiona i wytłaczana w tym samym czasie, gdy jest kształtowana. Nadaje się do wytwarzania produktów takich jak rury.
1.Zasada formowania przez wytłaczanie
Formowanie wytłaczane jest również znane jako wytłaczanie w przetwórstwie tworzyw sztucznych. W procesie wytłaczania bez użycia gumy, wytłaczanie odbywa się za pomocą ciśnienia prasy hydraulicznej w samej matrycy.
Jest to metoda przetwarzania, w której materiał jest termoplastyczny w wyniku działania między cylindrem wytłaczarki a ślimakiem, podczas gdy jest popychany do przodu przez ślimak i stale przepuszczany przez głowicę w celu wytworzenia produktów lub półproduktów o różnych przekrojach.

2. Zalety formowania wytłaczanego
W porównaniu z innymi metodami formowania polimerów, wytłaczanie ma wiele wyjątkowych zalet.
a. Produkcja ciągła Rury, arkusze, pręty, profile, folie, kable i monofilamenty o dowolnej długości mogą być produkowane zgodnie z wymaganiami.
b. Wysoka wydajność produkcji Wydajność pojedynczej maszyny wytłaczarki jest wysoka, na przykład jednostka wytłaczająca o średnicy 65 mm, produkująca folię PVC, roczna wydajność może wynosić ponad 450 ton.
c. Szeroki zakres zastosowań Ta metoda przetwarzania jest szeroko stosowana w przetwarzaniu gumy, tworzyw sztucznych i włókien, zwłaszcza produktów z tworzyw sztucznych, prawie większość termoplastycznych tworzyw sztucznych i niektóre termoutwardzalne tworzywa sztuczne mogą być przetwarzane tą metodą.
d. Wielofunkcyjność Jedna wytłaczarka może przetwarzać wiele rodzajów materiałów i produktów. Zmieniając różne śruby i głowice w zależności od właściwości materiałów oraz kształtu i rozmiaru produktów, można wytwarzać różne produkty.
e. Prosty sprzęt, mniej inwestycji W porównaniu z formowanie wtryskowe i kalandrowania, sprzęt do wytłaczania jest prosty, łatwiejszy w produkcji, obniża koszty sprzętu i jest wygodniejszy w instalacji i uruchomieniu. Sprzęt zajmuje niewielką powierzchnię, a wymagania dotyczące instalacji i urządzeń pomocniczych są stosunkowo proste.
3. Wady formowania wytłaczanego
a. Gęstość generowana w procesie wytłaczania jest niska.
b. Połączenie osłony i rdzenia urządzenia jest słabe.
Formowanie próżniowe
Formowanie próżniowe to metoda podgrzewania arkusza lub płyty wstępnie wykonanej przez kalandrowanie lub wytłaczanie w celu jej zmiękczenia, wchłonięcia powietrza w formie i dociśnięcia jej do formy pod ciśnieniem atmosferycznym.
Jest on używany do produkcji stosunkowo cienkich pojemników, takich jak pudełka na lunch i tace.
1. Zasada próżniowego formowania blistrów
Zasada formowania próżniowego polega na tym, że arkusz żywicy termoplastycznej, który jest podgrzewany i zmiękczany przez odpowiednie urządzenie grzewcze, jest nakładany na model z wieloma małymi otworami wywierconymi w celu przyciągnięcia próżni, a następnie jego zewnętrzna strona jest uszczelniona od otaczającego powietrza, a następnie powietrze wewnątrz wnęki formy jest szybko usuwane z próżniowego otworu ekstrakcyjnego.

2. Zalety formowania próżniowego z odsysaniem
a. Niskie inwestycje w sprzęt
b. Łatwe do wykonania formy (gipsowe, miedziane, aluminiowe)
c. Wysoka wydajność produkcji.
d. Silna zdolność adaptacji specyfikacji produktu. Dzięki metodzie formowania próżniowego możemy wytwarzać różne produkty o bardzo dużych, bardzo małych, bardzo grubych i bardzo cienkich rozmiarach.
e. Szeroka gama produktów codziennego użytku, zabawek, artykułów papierniczych, leków, sprzętu komputerowego, elektroniki, żywności itp.
3. Wady próżniowego formowania blistrów
a. Próżniowe formowanie blistrowe może wytwarzać tylko produkty pół-powłokowe o prostej strukturze.
b. Grubość ścianek produktów powinna być bardziej jednolita, a produkty z tworzyw sztucznych o różnej grubości ścianek nie mogą być wytwarzane.
c. Głębokość produktów do formowania próżniowego jest ograniczona do pewnego stopnia, ogólnie stosunek głębokości do średnicy pojemnika nie przekracza.
d. Dokładność formowania części jest niska, a błąd względny wynosi zazwyczaj powyżej 1%.
e. Nie tylko trudno jest uzyskać spójność kształtu lub rozmiaru między różnymi częściami za pomocą formowania próżniowego z odsysaniem, ale także trudno jest zapewnić jednolitość grubości ścianki każdej części tej samej części.
f. Niektóre szczegóły formy nie są w pełni odzwierciedlone w produkcie podczas procesu formowania próżniowego.

Formowanie rotacyjne
Formowanie rotacyjne, znane również jako formowanie rotacyjne, formowanie rotacyjne, formowanie rotacyjne itp. jest termoplastyczną metodą formowania wgłębnego.
Metoda ta polega na dodaniu najpierw tworzywa sztucznego do formy, a następnie forma obraca się w sposób ciągły wzdłuż dwóch osi pionowych i podgrzewa ją. Tworzywo sztuczne wewnątrz formy stopniowo i równomiernie pokrywa, topi się i przylega do całej powierzchni wnęki formy pod działaniem grawitacji i ciepła, tworząc pożądany kształt, a następnie chłodzi i kształtuje produkt.
1. Zasada formowania rotacyjnego
Żywica jest dodawana do formy, forma jest zamykana, a forma jest podgrzewana, a jednocześnie forma jest obracana / walcowana w trzech wymiarach za pomocą dwóch przecinających się pod kątem prostym wałów, aby obracać się nieprzerwanie.
Żywica jest równomiernie rozprowadzana w wewnętrznej wnęce formy dzięki własnej grawitacji i stopniowo topiona, aż żywica zostanie całkowicie stopiona i równomiernie przylega do wewnętrznej ściany wnęki formy, a następnie ogrzewanie jest zatrzymywane i przenoszone do procesu chłodzenia, a produkt jest schładzany, zestalany i wyjmowany z formy w celu uzyskania pożądanego bezszwowego pustego produktu.

2. Zalety formowania rotacyjnego
a. Koszt formowania rotacyjnego jest niski. W przypadku produktów o tym samym rozmiarze, koszt formowania rotacyjnego wynosi około 1/3 do 1/4 kosztu formowania z rozdmuchiwaniem i formowanie wtryskowektóry nadaje się do formowania dużych produktów z tworzyw sztucznych.
b. Nadaje się do produkcji wielogatunkowych i małych partii produktów z tworzyw sztucznych.
Sprzęt do formowania rotacyjnego ma dobrą mobilność, maszyna do formowania rotacyjnego może zainstalować dużą formę, ale może również zorganizować wiele małych zestawów szachowych.
Może nie tylko formować części o różnych rozmiarach, ale także jednocześnie formować produkty o różnych rozmiarach i kształtach. Tak długo, jak surowce używane w produktach do formowania rotacyjnego są takie same, a grubość produktów jest równa, mogą one być formowane rotacyjnie w tym samym czasie, a formy nie podlegają siłom zewnętrznym, więc formy są proste, niedrogie i łatwe w produkcji.
c. Forma jest również stosunkowo tańsza, ponieważ nie ma wewnętrznych rdzeni, które trzeba wykonać.
d. Formowanie rotacyjne jest bardzo łatwe do zmiany koloru produktów, za każdym razem, gdy materiał jest dodawany bezpośrednio do formy, co powoduje, że materiał jest w całości w produktach, a po wyjęciu produktów z formy dodawany jest następny wymagany materiał do formowania.
Dlatego też, gdy musimy zmienić kolor produktu, nie zmarnujemy ani kropli surowca i nie musimy tracić czasu na czyszczenie maszyny i formy.
e. Nadaje się do formowania wszelkiego rodzaju złożonych pustych części, proces formowania rotacyjnego wymaga jedynie wytrzymałości ramy do podparcia materiału, ciężaru formy i samej ramy oraz aby zapobiec wyciekowi materiału w celu zamknięcia siły formy.
W związku z tym, nawet w przypadku formowania rotacyjnego dużych i bardzo dużych części z tworzyw sztucznych, nie ma potrzeby stosowania bardzo nieporęcznego sprzętu i form, a także przetwarzania i produkcja form jest bardzo wygodny, z krótkim cyklem produkcyjnym i stosunkowo niskim kosztem.
f. Proces formowania rotacyjnego oszczędza surowce Grubość ścianek produktów formowanych rotacyjnie jest względnie jednolita i nieco grubsza na fazowaniu, dzięki czemu może w pełni wykorzystać efektywność materiału, co sprzyja oszczędności surowców.
g. Kształt produktów formowanych rotacyjnie może być bardzo złożony, a ich grubość może przekraczać 5 mm.

3. Wady formowania rotacyjnego
a. Koszt surowców jest stosunkowo wysoki. Ponieważ większość surowców z tworzyw sztucznych jest ziarnista, muszą one zostać zmielone na proszek, zanim będą mogły być użyte do formowania rotacyjnego.
Proces szlifowania znacznie zwiększa koszt surowców, a jakość szlifowania jest jednym z najważniejszych czynników w procesie formowania rotacyjnego.
b. Surowce nadające się do formowania rotacyjnego są ograniczone. Chociaż po latach rozwoju, rodzaje surowców z tworzyw sztucznych nadających się do formowania rotacyjnego są nadal ograniczone, a polietylen stanowi ponad 90% materiałów stosowanych w formowaniu rotacyjnym.
c. Niska wydajność produkcji i wysokie zużycie energii. Ponieważ każdy produkt musi zostać uformowany, a proszek żywicy podgrzany do temperatury topnienia żywicy, a następnie schłodzony do temperatury pokojowej, więc cały cykl produkcyjny jest długi, zwykle trwa kilka minut.
d. Wysoka pracochłonność produkcji. W procesie formowania rotacyjnego proces załadunku i rozformowywania zwykle wymaga obsługi ręcznej, więc pracochłonność jest wysoka. Jest to szczególnie prawdziwe w przypadku złożonych produktów.
e. Produkty stałe, części stałe są trudne do uformowania. Formowanie rotacyjne może zwykle wytwarzać tylko produkty puste lub skorupowe, tylko poprzez piankę, cały produkt może być solidny. Formowanie rotacyjne jest również trudne do formowania litych zakładek i struktur wzmacniających stosowanych w celu zwiększenia wytrzymałości produktu.
f. Niska dokładność wymiarowa. Rozmiar produktów formowanych rotacyjnie, oprócz wpływu odmian surowców, ale także szybkości chłodzenia, środków antyadhezyjnych i innych czynników, więc jego dokładność rozmiaru jest trudniejsza do kontrolowania.







