 Przejdź do treści
Przejdź do treści 
Usługi druku 3D metodą stereolitografii (SLA)
Uwolnij precyzję dzięki drukowi 3D w technologii stereolitografii (SLA). Odkryj jakość i innowacyjność już dziś.

Kompletny przewodnik po druku 3D w technologii stereolitografii (SLA)
Czym jest druk 3D w technologii SLA i dlaczego ma znaczenie?
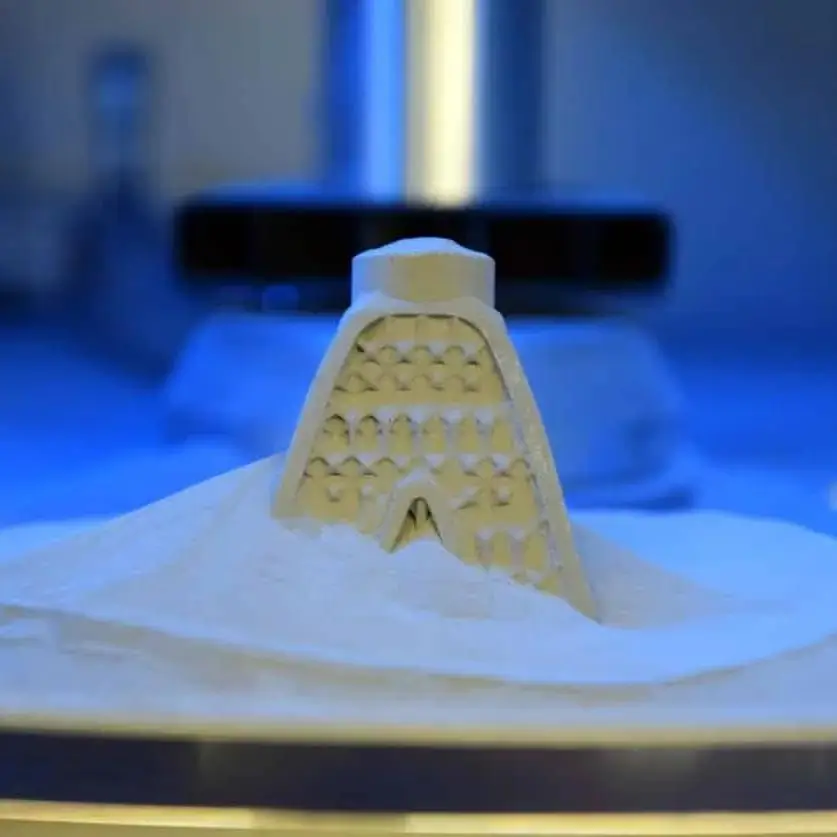
Stereolitografia, powszechnie znana jako SLA, to potężny proces wytwarzania przyrostowego, który należy do rodziny fotopolimeryzacji kadziowej. Wynaleziona przez Chucka Hulla w latach 80-tych, była pierwszą skomercjalizowaną technologią druku 3D, kładąc podwaliny pod całą branżę. Podstawowa zasada SLA polega na wykorzystaniu skoncentrowanej wiązki światła ultrafioletowego (UV), zazwyczaj lasera, do selektywnego utwardzania i zestalania ciekłej żywicy fotopolimerowej warstwa po warstwie, tworząc trójwymiarowy obiekt z cyfrowego projektu.
U podstaw technologii SLA leży proces fotochemiczny. Zaczyna się od kadzi z płynną, wrażliwą na promieniowanie UV żywicą fotopolimerową. Laser UV, precyzyjnie kierowany przez system luster zwanych galwanometrami, śledzi geometrię przekroju pojedynczej warstwy modelu 3D na powierzchni tej żywicy. Skupiona energia UV wyzwala reakcję chemiczną - polimeryzację - natychmiast przekształcając płynną żywicę w stały plastik. Po ukończeniu jednej warstwy platforma robocza przesuwa się o niewielką wartość, a proces powtarza się, aż do uformowania całego obiektu. Ta metoda pozwala SLA produkować części o poziomie szczegółowości i jakości powierzchni, z którymi wiele innych technologii nie może się równać.
Dlaczego SLA jest kamieniem węgielnym nowoczesnej produkcji?
SLA ma znaczenie, ponieważ wyznacza branżowy standard dla prototypów i części o wysokiej wierności. Jego zdolność do wytwarzania elementów o wielkości zaledwie kilkudziesięciu mikronów z niewiarygodnie gładkim wykończeniem powierzchni, niemalże przypominającym formowanie wtryskowe, czyni go niezastąpionym w zastosowaniach, w których estetyka i drobne szczegóły są najważniejsze.
Od urządzeń medycznych po elektronikę użytkową, SLA stała się kluczowym narzędziem innowacji. Przyspiesza cykl rozwoju produktu, umożliwiając szybką iterację. Projektant może mieć fizyczną część w ręku w ciągu godzin lub dni, a nie tygodni lub miesięcy. Ta szybka pętla sprzężenia zwrotnego pozwala na szybsze wprowadzanie na rynek lepszych, bardziej dopracowanych produktów. Wszechstronność materiałów, w tym opcje biokompatybilne, odlewane i wysokotemperaturowe, otworzyła nowe możliwości w takich dziedzinach jak stomatologia, biżuteria i inżynieria specjalistyczna, umacniając jej pozycję jako istotnej, a nie tylko historycznej technologii.
- Prototypy wizualne: Umożliwia projektantom i inżynierom tworzenie realistycznych modeli, które dokładnie odwzorowują wygląd produktu końcowego.
- Testowanie kształtu i dopasowania: Wysoka dokładność SLA zapewnia, że części mogą być używane do weryfikacji luzów montażowych i interfejsów mechanicznych przed podjęciem decyzji o zakupie drogiego oprzyrządowania.
- Geometrie złożone: SLA może tworzyć skomplikowane kanały wewnętrzne, złożone kształty organiczne i delikatne elementy, które są niemożliwe do wytworzenia tradycyjnymi metodami subtraktywnymi, takimi jak obróbka CNC.
Jak działa druk 3D w technologii SLA krok po kroku?
Zrozumienie procesu SLA jest kluczem do docenienia jego możliwości. Podróż od pliku cyfrowego do fizycznego obiektu to skrupulatna, wysoce kontrolowana sekwencja zdarzeń.
Krok 1: Przygotowanie i cięcie modelu 3D:
Proces ten rozpoczyna się od cyfrowego modelu 3D, zazwyczaj tworzonego w oprogramowaniu do projektowania wspomaganego komputerowo (CAD). Format pliku i cięcie:
- Eksportowanie modelu: Model CAD jest eksportowany w formacie pliku do druku 3D, najczęściej STL (Standard Tessellation Language) lub OBJ. Format ten reprezentuje powierzchnię modelu 3D jako siatkę trójkątów.
- Oprogramowanie do krojenia: Plik STL jest następnie importowany do specjalistycznego oprogramowania do "cięcia". Oprogramowanie to cyfrowo "kroi" model na setki lub tysiące cienkich, poziomych warstw.
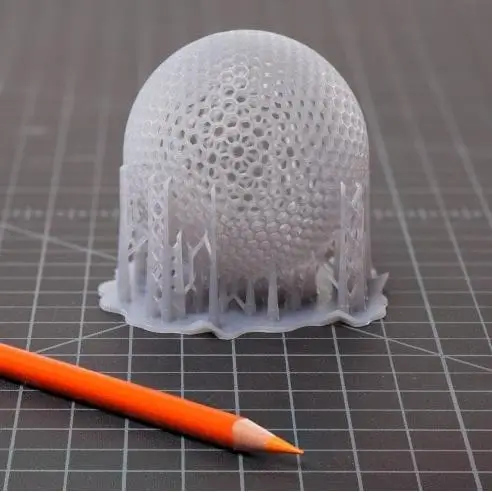
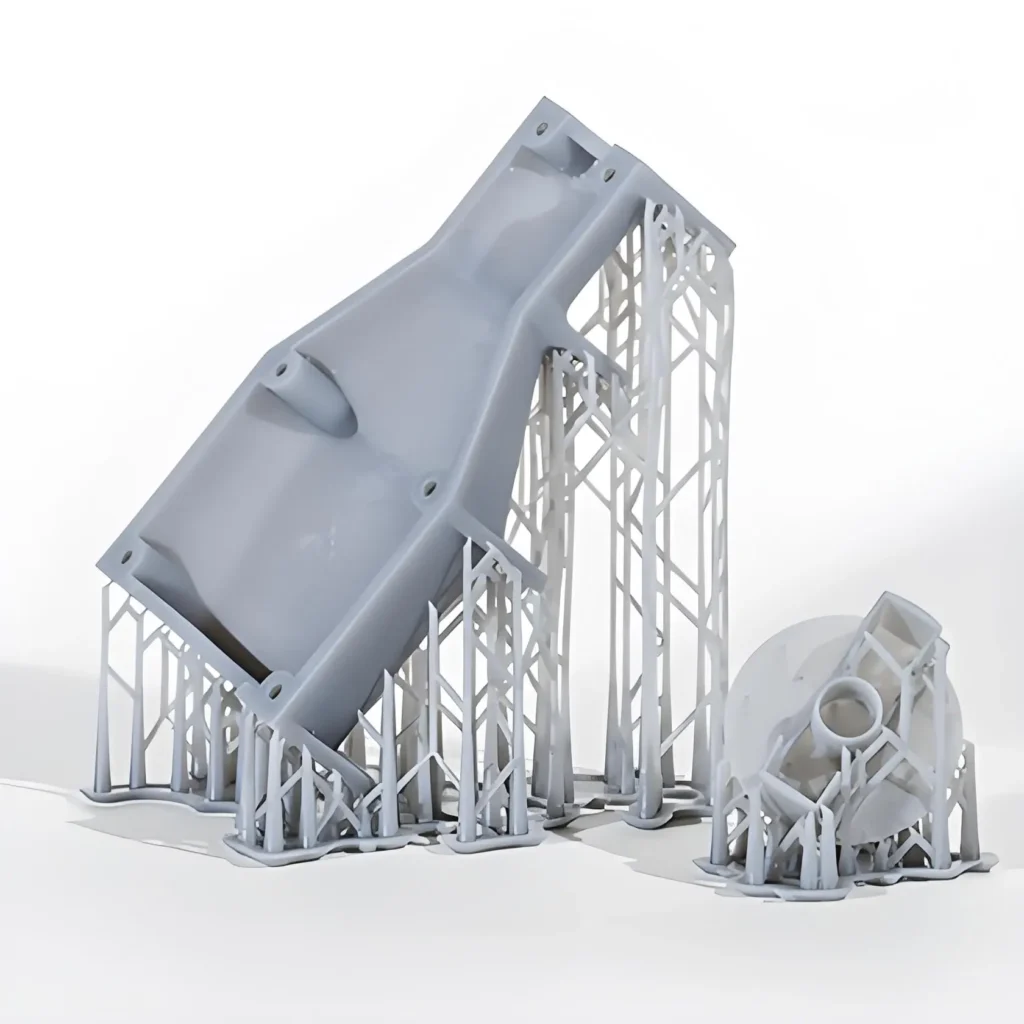
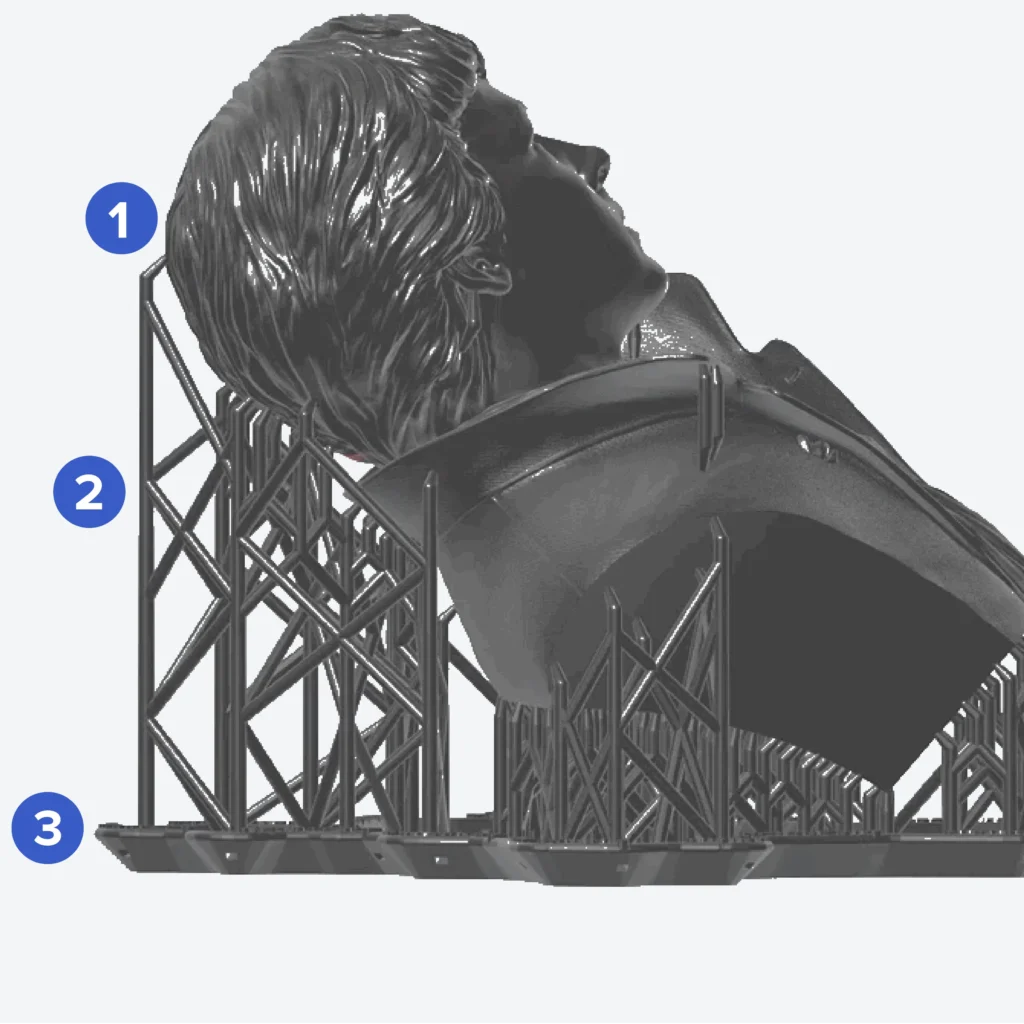
- Orientacja i wsparcie: Na tym etapie operator lub projektant ustawia część w wirtualnej objętości wydruku, aby zoptymalizować czas drukowania, jakość powierzchni i wytrzymałość. Następnie oprogramowanie automatycznie generuje niezbędne struktury podporowe - cienkie, kratownicowe słupy, które zakotwiczają część do platformy roboczej i wspierają zwisy i wyspy, aby zapobiec ich opadaniu lub oderwaniu się podczas drukowania.

Krok 2: Konfiguracja maszyny i przygotowanie materiału:
Przed rozpoczęciem drukowania należy przygotować maszynę SLA. Lista kontrolna przed drukowaniem:
- Kadzi z żywicą: Zbiornik na żywicę lub kadź jest wypełniany wybraną płynną żywicą fotopolimerową. Ważne jest, aby upewnić się, że nie ma pęcherzyków lub utwardzonych cząstek z poprzednich wydruków.
- Build Platform: Platforma konstrukcyjna jest bezpiecznie zainstalowana i precyzyjnie skalibrowana, aby zapewnić, że jest idealnie wypoziomowana i znajduje się na prawidłowej wysokości początkowej w stosunku do powierzchni żywicy.
- Przesyłanie plików: Pocięty plik, zawierający teraz instrukcje warstwa po warstwie (kod G), jest wysyłany do drukarki 3D.
Krok 3: Cykl utwardzania warstwa po warstwie:
Jest to rdzeń procesu drukowania SLA, powtarzany dla każdej warstwy obiektu. Pętla drukowania:
- Przyczepność warstwy początkowej: Platforma robocza opuszcza się do kadzi z żywicą, pozostawiając przestrzeń równą wysokości warstwy (zwykle 25-100 mikronów) między platformą a dnem kadzi.
- Utwardzanie laserowe: Precyzyjny laser UV zostaje aktywowany. Kierowany przez sterowane komputerowo galwanometry, szybko skanuje przekrój pierwszej warstwy, zestalając żywicę, której dotyka.
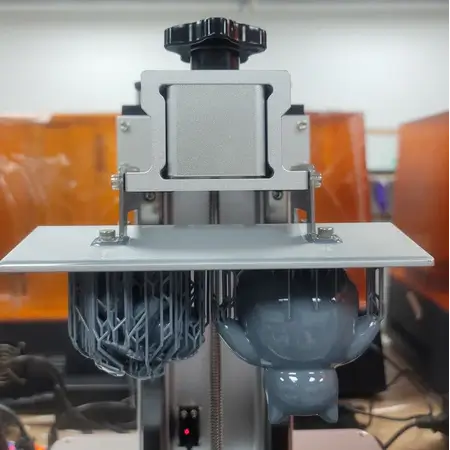
- Ruch platformy: Po całkowitym utwardzeniu warstwy platforma robocza przesuwa się w górę (w większości nowoczesnych "odwróconych" systemów SLA), odrywając nowo utworzoną stałą warstwę od dna kadzi.
- Powlekanie żywicą: Ostrze lub mechanizm do ponownego powlekania przeczesuje kadź, aby zapewnić świeżą, gładką i spójną warstwę płynnej żywicy gotową do następnego przejścia.
- Powtórzenie: Platforma robocza ponownie się obniża, a laser utwardza kolejną warstwę, łącząc ją z warstwą poniżej. Cykl ten trwa do momentu ukończenia części.
Krok 4: Demontaż części i wstępne czyszczenie:
Po wydrukowaniu ostatniej warstwy platforma robocza unosi się z kadzi z żywicą, odsłaniając gotową część, która jest teraz określana jako "zielona" część. Jest ona nadal pokryta nieutwardzoną płynną żywicą i nie osiągnęła jeszcze swoich ostatecznych właściwości mechanicznych. Operator ostrożnie odłącza część i jej konstrukcje wsporcze od platformy roboczej, gotowy do niezbędnej obróbki końcowej.
Jakie materiały są wykorzystywane w druku SLA?
Wszechstronność SLA jest w dużej mierze definiowana przez szeroką gamę żywic fotopolimerowych. Są to polimery termoutwardzalne, co oznacza, że po utwardzeniu nie można ich z powrotem stopić do postaci płynnej. Każdy rodzaj żywicy jest formułowany z określonymi dodatkami w celu uzyskania różnych właściwości mechanicznych, termicznych i wizualnych.
1. Zrozumienie żywic fotopolimerowych:
Żywice SLA są złożonymi mieszaninami chemicznymi. Podstawowymi składnikami są:
- Monomery i oligomery: Podstawowe elementy składowe plastiku.
- Fotoinicjatory: Cząsteczki, które absorbują światło UV i rozpoczynają reakcję polimeryzacji.
- Dodatki: Wypełniacze, pigmenty i inne substancje chemiczne, które modyfikują właściwości materiału końcowego (np. wytrzymałość, elastyczność, kolor, odporność na ciepło).
2. Popularne rodzaje żywic SLA i ich zastosowania:
① Żywice standardowe:
- Właściwości: Są to uniwersalne konie robocze SLA. Oferują niezwykle wysoką rozdzielczość, bardzo gładkie wykończenie powierzchni i doskonale nadają się do rejestrowania drobnych szczegółów. Są one jednak stosunkowo kruche i mają niską udarność oraz odporność termiczną.
- Zastosowania: Idealny do prototypów wizualnych, modeli koncepcyjnych, sztuki, figurek i części, w których estetyka jest ważniejsza niż wydajność mechaniczna.
② Żywice inżynieryjne (wytrzymałe i trwałe):
- Właściwości: Opracowane w celu symulacji powszechnie stosowanych tworzyw termoplastycznych, takich jak ABS i PP. Żywice te oferują doskonałą równowagę między wytrzymałością, sztywnością i odpornością na uderzenia. Żywice "Tough" są zaprojektowane tak, aby wytrzymać naprężenia i odkształcenia, podczas gdy żywice "Durable" oferują wysoką odporność na zużycie i elastyczność.
- Zastosowania: Funkcjonalne prototypy, przyrządy i uchwyty, obudowy zatrzaskowe i części do zastosowań końcowych, które wymagają solidnej wydajności mechanicznej.
Elastyczne i sprężyste żywice:
- Właściwości: Materiały te naśladują właściwości gumy lub silikonu, o różnym stopniu elastyczności i sprężystości mierzonej twardością w skali Shore'a (np. 50A, 80A). Można je wielokrotnie zginać, rozciągać i ściskać.
- Zastosowania: Uszczelki, uszczelnienia, miękkie w dotyku uchwyty, urządzenia do noszenia, modele anatomiczne do symulacji chirurgicznych i prototypowanie produktów elastomerowych.
④ Żywice odlewnicze:
- Właściwości: Ta specjalistyczna żywica charakteryzuje się wysoką zawartością wosku. Kluczową właściwością jest jej czyste "wypalanie" podczas procesu odlewania inwestycyjnego - po podgrzaniu w piecu zamienia się w popiół i gaz z minimalnymi pozostałościami. Pozostawia to idealne wgłębienie w formie odlewniczej.
- Zastosowania: Materiał wykorzystywany w branży jubilerskiej (tworzenie wzorców do pierścionków, wisiorków) i stomatologicznej (wzorce do koron i mostów).
⑤ Żywice wysokotemperaturowe:
- Właściwości: Żywice te zostały zaprojektowane tak, aby wykazywały wysoką temperaturę ugięcia cieplnego (HDT), czyli temperaturę, w której materiał zaczyna się odkształcać pod określonym obciążeniem. Po utwardzeniu mogą wytrzymać temperatury znacznie przekraczające 200°C (392°F).
- Zastosowania: Prototypowe formy wtryskowe (do krótkich serii), oprzyrządowanie do testowania przepływu gorącego powietrza i płynów, komponenty odporne na ciepło oraz uchwyty do oświetlenia i elektroniki.
⑥ Żywice biokompatybilne i medyczne:
- Właściwości: Opracowane do zastosowań medycznych i stomatologicznych, żywice te posiadają certyfikaty biokompatybilności (np. ISO 10993) w przypadku kontaktu ze skórą lub błoną śluzową. Są odporne na metody sterylizacji, takie jak autoklawowanie.
- Zastosowania: Niestandardowe prowadnice chirurgiczne, aparaty słuchowe, modele dentystyczne, szyny i inne wyroby medyczne przeznaczone dla pacjentów. Wymagane jest ścisłe przestrzeganie protokołów produkcji i przetwarzania końcowego.
⑦ Żywice wypełnione ceramiką:
- Właściwości: Są to materiały kompozytowe, w których żywica polimerowa jest wypełniona cząstkami ceramicznymi. Dzięki temu części są wyjątkowo sztywne, stabilne termicznie i mają gładkie, matowe wykończenie. Są one jednak bardziej kruche niż inne żywice konstrukcyjne.
- Zastosowania: Części wymagające ekstremalnej sztywności i stabilności termicznej, w przypadku których kruchość nie jest problemem, takie jak modele tuneli aerodynamicznych i specjalistyczne oprzyrządowanie.

Jakie są kluczowe zalety druku 3D w technologii SLA?
Nieprzemijająca popularność SLA wynika z unikalnego zestawu zalet, które sprawiają, że jest to optymalny wybór dla szerokiego zakresu zastosowań.
1. Niezrównana precyzja i szczegółowość:
Podstawową zaletą technologii SLA jest jej rozdzielczość. Rozmiar plamki lasera używanej w drukarkach SLA jest niezwykle mały (często o średnicy 80-140 mikronów), co pozwala na rysowanie niezwykle drobnych elementów i ostrych krawędzi. Precyzja ta jest nieosiągalna dla większości innych technologii druku, w szczególności FDM, dzięki czemu SLA jest złotym standardem dla części o skomplikowanych szczegółach.
2. Wyjątkowe wykończenie powierzchni:
Ponieważ SLA buduje części poprzez utwardzanie cieczy, powstałe powierzchnie są wyjątkowo gładkie i nieporowate. Przejścia między warstwami są często niewidoczne gołym okiem, nadając końcowej części wygląd podobny do tego uzyskanego w procesie formowania wtryskowego. Eliminuje to potrzebę rozległej obróbki końcowej w celu uzyskania wysokiej jakości wykończenia, oszczędzając czas i pracę.
3. Wszechstronność materiałów do specjalistycznych zastosowań:
Jak wyszczególniono w sekcji poświęconej materiałom, szeroki wybór dostępnych żywic SLA jest znaczącą zaletą. Możliwość wyboru spośród materiałów, które są wytrzymałe, elastyczne, odlewane, odporne na ciepło lub biokompatybilne oznacza, że SLA może być wykorzystywana nie tylko do prototypowania, ale także do szerokiej gamy funkcjonalnych zastosowań końcowych w różnych branżach.
4. Części wodoszczelne i izotropowe:
Proces wiązania chemicznego między warstwami w SLA tworzy w pełni gęste, wodoszczelne części bezpośrednio po wyjściu z drukarki. Co więcej, to silne wiązanie chemiczne powoduje, że części są w dużej mierze izotropowe, co oznacza, że ich właściwości mechaniczne (takie jak wytrzymałość na rozciąganie) są spójne wzdłuż wszystkich trzech osi (X, Y i Z). Jest to wyraźny kontrast w stosunku do FDM, gdzie części są anizotropowe i znacznie słabsze wzdłuż osi Z (między warstwami). Ta izotropowość sprawia, że części SLA są bardziej niezawodne w zastosowaniach mechanicznych.
5. Przyspieszone cykle rozwoju produktu:
W przypadku tworzenia pojedynczego prototypu o wysokiej wierności, SLA jest niezwykle szybkie. Może przekształcić złożony projekt cyfrowy w namacalny obiekt w ciągu jednej nocy. Szybkość ta umożliwia zespołom projektowym wykonywanie szybkich iteracji - drukowanie części, testowanie jej, wprowadzanie zmian projektowych i drukowanie kolejnej wersji w ciągłej pętli. Drastycznie skraca to czas rozwoju, zmniejsza ryzyko kosztownych błędów w oprzyrządowaniu i ostatecznie prowadzi do lepszych produktów.

Jakie są ograniczenia lub wyzwania związane z drukowaniem SLA?
Chociaż SLA jest potężne, nie jest pozbawione wyzwań. Realistyczne zrozumienie jego ograniczeń ma kluczowe znaczenie dla pomyślnego wdrożenia.
1. Wyższe koszty materiałowe i operacyjne:
Żywice fotopolimerowe są znacznie droższe niż filamenty termoplastyczne stosowane w druku FDM. Koszt kilograma może być od 3 do 10 razy wyższy. Ponadto sama maszyna jest bardziej złożona, a materiały eksploatacyjne, takie jak zbiornik na żywicę i platforma robocza, mają ograniczoną żywotność i wymagają okresowej wymiany, co zwiększa ogólne koszty operacyjne.
2. Obowiązkowe i niechlujne przetwarzanie końcowe:
Części SLA nie są gotowe do użycia od razu po wyjęciu z drukarki. Wymagają one wieloetapowego procesu obróbki końcowej, który jest zarówno czasochłonny, jak i kłopotliwy. Obejmuje to:
- Mycie: "Zieloną" część należy dokładnie umyć w rozpuszczalniku, zazwyczaj alkoholu izopropylowym (IPA), aby usunąć wszystkie pozostałości nieutwardzonej żywicy z jej powierzchni.
- Utwardzanie: Umyta część musi być następnie wystawiona na działanie światła UV i często ciepła w specjalistycznej stacji utwardzania, aby uzyskać ostateczne, optymalne właściwości mechaniczne. Ten proces wymaga dedykowanego sprzętu, dobrze wentylowanej przestrzeni i właściwego obchodzenia się z niebezpiecznymi chemikaliami.
3. Wrażliwość na promieniowanie UV i potencjalna kruchość:
W szczególności standardowe żywice SLA są podatne na degradację w wyniku długotrwałej ekspozycji na światło słoneczne (promieniowanie UV). Z czasem może to spowodować, że części staną się bardziej kruche, zmienią kolor i utracą integralność mechaniczną. Chociaż powłoki odporne na promieniowanie UV mogą to złagodzić, jest to kluczowa kwestia w przypadku części przeznaczonych do długotrwałego użytkowania na zewnątrz. Wiele standardowych żywic jest również z natury bardziej kruchych niż konstrukcyjne tworzywa termoplastyczne.
4. Generalnie mniejszy wolumen zabudowy:
5. Konieczność i wpływ struktur wsparcia:
Prawie wszystkie wydruki SLA wymagają konstrukcji wsporczych, aby zakotwiczyć część na platformie konstrukcyjnej i podeprzeć wszelkie wystające elementy. Podpory te są wykonane z tego samego materiału, co sama część i muszą zostać ręcznie usunięte podczas obróbki końcowej. Ten proces usuwania może pozostawić małe wypustki lub ślady na powierzchni, które mogą wymagać starannego szlifowania w celu uzyskania idealnie gładkiego wykończenia, co wydłuża czas pracy.
Jak SLA wypada na tle innych technologii druku 3D?
Wybór odpowiedniej technologii druku 3D zależy całkowicie od wymagań aplikacji w zakresie kosztów, szybkości, właściwości materiału i precyzji.
1. SLA a modelowanie osadzania topionego (FDM):
FDM to najbardziej powszechna i dostępna technologia druku 3D, polegająca na tworzeniu części poprzez wytłaczanie stopionego filamentu termoplastycznego warstwa po warstwie.
① Rozdzielczość, szczegółowość i wykończenie powierzchni:
- SLA: Superior. Tworzy gładkie powierzchnie i rejestruje niezwykle drobne szczegóły.
- FDM: Gorsze. Widoczne linie warstw są wyraźną cechą charakterystyczną, a drobne szczegóły mogą zostać utracone z powodu większej średnicy dyszy. Aby uzyskać gładkie wykończenie, często wymagana jest intensywna obróbka końcowa.
② Koszt i prostota:
- SLA: Wyższy koszt zarówno maszyny, jak i materiałów. Bardziej złożony przepływ pracy ze względu na przetwarzanie końcowe.
- FDM: Niższe koszty. Maszyny i materiały są przystępne cenowo, a proces jest prostszy i wymaga minimalnej obróbki końcowej.
③ Właściwości i wytrzymałość materiału:
- SLA: Izotropowe części o dobrej wytrzymałości, ale standardowe żywice mogą być kruche. Specjalistyczne żywice inżynieryjne oferują solidną wydajność.
- FDM: Oferuje szeroką gamę wytrzymałych termoplastycznych tworzyw konstrukcyjnych (np. ABS, PETG, nylon, poliwęglan). Części są anizotropowe (słabsze między warstwami), ale mogą być bardzo mocne i trwałe.
Modelowanie topionego osadzania (FDM)
2. SLA a selektywne spiekanie laserowe (SLS):
SLS wykorzystuje laser o dużej mocy do łączenia ze sobą sproszkowanych cząstek polimeru (zazwyczaj nylonu), warstwa po warstwie.
Szczegółowość a siła funkcjonalna:
- SLA: Najlepszy do drobnych detali i estetycznych prototypów, gdzie wykończenie powierzchni ma kluczowe znaczenie.
- SLS: Najlepszy do produkcji mocnych, trwałych i funkcjonalnych części o doskonałych właściwościach mechanicznych, rywalizujących z częściami formowanymi wtryskowo. Wykończenie powierzchni jest z natury ziarniste.
② Struktury wsparcia:
- SLA: Wymaga konstrukcji wsporczych, które muszą zostać usunięte.
- SLS: Bez podpór. Niestopiony proszek otaczający część działa jak naturalna podpora, umożliwiając tworzenie złożonych, zazębiających się geometrii bez ograniczeń związanych z podporami.
③ Koszt i dostępność:
- SLA: Dostępne zarówno w przystępnych cenowo formatach biurkowych, jak i przemysłowych.
- SLS: Głównie technologia przemysłowa o wysokich kosztach wejścia i znacznych wymaganiach dotyczących infrastruktury.
Selektywne spiekanie laserowe (SLS)
3. SLA a cyfrowe przetwarzanie światła (DLP) i LCD/MSLA:
DLP i LCD (zwane również Masked SLA lub MSLA) są również technologiami fotopolimeryzacji kadziowej i są najbliższymi krewnymi SLA. Kluczową różnicą jest źródło światła.
① Źródło światła i prędkość:
- SLA: Wykorzystuje laser do śledzenia każdej warstwy. Czas drukowania zależy od złożoności i obszaru każdej warstwy.
- DLP/LCD: Użyj projektora cyfrowego (DLP) lub ekranu LCD z matrycą UV LED (LCD/MSLA), aby błysnąć i utwardzić całą warstwę naraz. Dzięki temu są one znacznie szybsze niż SLA, zwłaszcza w przypadku drukowania wielu części lub dużych, pełnych części, ponieważ czas drukowania zależy tylko od wysokości części (oś Z).
② Rozdzielczość i kształt woksela:
- SLA: Laser tworzy ciągłą, gładką ścieżkę. Rozdzielczość jest definiowana przez rozmiar plamki lasera.
- DLP/LCD: Obraz składa się z pikseli (zwanych wokselami w 3D). Może to czasami prowadzić do efektu "pikselizacji" lub "aliasingu" na zakrzywionych powierzchniach, chociaż nowoczesne techniki antyaliasingu znacznie to zmniejszają. Rozdzielczość jest definiowana przez rozmiar piksela projektora lub ekranu LCD.

DLP/LCD
Kompletny przewodnik po druku 3D w technologii SLA
Zapoznaj się z naszym kompletnym przewodnikiem po druku 3D metodą stereolitografii (SLA). Poznaj proces krok po kroku, właściwości materiałów, koszty, wskazówki dotyczące projektowania i kluczowe zastosowania.
Kompletny przewodnik po druku 3D w technologii stereolitografii (SLA)
Jakich wytycznych projektowych należy przestrzegać przy drukowaniu SLA?
Projektowanie dla SLA (DfAM - Design for Additive Manufacturing) ma kluczowe znaczenie dla zapewnienia sukcesu drukowania, optymalizacji jakości części i minimalizacji kosztów.
1. Minimalna grubość ścianki:
Aby zapewnić, że część jest samonośna i drukuje się pomyślnie, ścianki muszą mieć minimalną grubość.
- Wspierane ściany: Ogólnie zaleca się minimalną grubość 0,4 mm.
- Nieobsługiwane ściany: W przypadku ścian pionowych, które same w sobie muszą być sztywne, bezpieczniejsza jest grubość co najmniej 0,6 mm. Cieńsze ścianki mogą ulec wypaczeniu lub uszkodzeniu podczas drukowania.
2. Zwisy i podpory:
Każda część modelu, która wystaje pod kątem większym niż około 45 stopni od pionu, będzie prawdopodobnie wymagać konstrukcji wsporczych.
- Projektowanie dla samowystarczalności: Jeśli to możliwe, projektuj z łagodnymi krzywiznami i fazowaniami (stosując kąty mniejsze niż 45 stopni), aby zminimalizować potrzebę stosowania podpór.
- Strategia orientacji: Ukierunkuj część w oprogramowaniu do cięcia, aby zminimalizować podpory na krytycznych powierzchniach kosmetycznych, ponieważ ich usunięcie może pozostawić niewielkie ślady.
3. Wydrążenie i otwory drenażowe:
Drukowanie dużych, litych modeli jest kosztowne i czasochłonne. Zwiększa również ryzyko niepowodzenia drukowania z powodu sił ssących podczas procesu odrywania.
- Drążenie: Użyj oprogramowania CAD do wydrążenia modeli bryłowych, tworząc wewnętrzną wnękę i oszczędzając znaczną ilość żywicy. Grubość ścianki 2-3 mm jest zazwyczaj wystarczająca dla wydrążonej skorupy.
- Otwory drenażowe: Niezbędne jest dodanie co najmniej dwóch otworów drenażowych do wydrążonego modelu. Otwory te umożliwiają wydostanie się nieutwardzonej żywicy z wewnętrznej wnęki podczas drukowania i mycia. Bez nich uwięziona żywica mogłaby wytworzyć ciśnienie i spowodować pęknięcie lub rozerwanie części. Umieść otwory w obszarach niekrytycznych.
4. Wytłaczane i grawerowane detale:
SLA doskonale radzi sobie z drobnymi szczegółami, ale istnieją fizyczne ograniczenia.
- Wytłoczone detale (wypukłe): Powinien wystawać co najmniej 0,2 mm z powierzchni, aby był wyraźnie widoczny.
- Grawerowane szczegóły (wpuszczone): Powinny mieć co najmniej 0,4 mm szerokości i 0,4 mm głębokości, aby laser mógł je prawidłowo utwardzić i aby płynna żywica mogła zostać wypłukana.
5. Tolerancje i montaż:
SLA jest bardzo dokładna, ale w przypadku części, które muszą do siebie pasować, niezbędne są luzy.
- Rozliczenie: W przypadku pasowania ślizgowego lub montażu należy zaprojektować minimalny prześwit 0,1-0,2 mm między współpracującymi częściami. W przypadku ciaśniejszego pasowania wciskowego odpowiedni może być mniejszy prześwit wynoszący 0,05 mm. Zawsze najlepiej jest wydrukować mały element testowy, aby zweryfikować tolerancje dla konkretnego materiału i drukarki.
6. Unikanie "Cuppingu":
"Cupping" występuje, gdy wydrążona sekcja tworzy zamkniętą objętość skierowaną w stronę platformy roboczej, działając jak przyssawka podczas procesu odrywania. Może to spowodować awarię wydruku. Inna orientacja części lub dodanie dodatkowych otworów wentylacyjnych może rozwiązać ten problem.
Jakie są typowe zastosowania druku 3D w technologii SLA?
Unikalne zalety SLA sprawiły, że stało się ono niezbędnym narzędziem w wielu branżach.
1. Prototypowanie i rozwój produktu:
Pozostaje to głównym zastosowaniem SLA. Inżynierowie i projektanci używają go do tworzenia:
- Modele wizualne o wysokiej wierności: Idealny do marketingu, grup fokusowych i prezentacji dla inwestorów.
- Forma i dopasowanie prototypów: Sprawdzenie, czy części są prawidłowo montowane i spełniają wymagania ergonomiczne przed zainwestowaniem w oprzyrządowanie do produkcji masowej.
2. Inżynieria i produkcja:
Poza prototypowaniem, SLA jest wykorzystywana bezpośrednio w fabryce:
- Niestandardowe przyrządy i osprzęt: Tworzenie bardzo dokładnych, niestandardowych narzędzi do mocowania części podczas obróbki lub montażu, poprawiających spójność i szybkość.
- Krótkoseryjne formy wtryskowe: Wykorzystując żywice wysokotemperaturowe, SLA może produkować formy dla małych partii (50-100 części) komponentów formowanych wtryskowo, drastycznie zmniejszając koszty oprzyrządowania i czas realizacji serii pilotażowych.
3. Stomatologia:
Branża stomatologiczna została zrewolucjonizowana przez SLA ze względu na jego precyzję i dostępność biokompatybilnych materiałów.
- Przewodniki chirurgiczne: Specyficzne dla pacjenta prowadnice do dokładnego umieszczania implantów dentystycznych.
- Modele do termoformowania: Tworzenie dokładnych modeli zębów pacjenta w celu termoformowania przezroczystych alignerów.
- Korony, mosty i protezy: Tworzenie odlewanych wzorów lub nawet bezpośrednie drukowanie tymczasowych uzupełnień.
4. Biżuteria:
SLA, z odlewanymi żywicami, ma kluczowe znaczenie dla nowoczesnego tworzenia biżuterii.
- Wzory odlewów inwestycyjnych: Jubilerzy drukują skomplikowane projekty, które są następnie wykorzystywane do tworzenia form do odlewania metali szlachetnych, takich jak złoto i srebro. Pozwala to na niezrównaną swobodę projektowania i personalizacji.
5. Opieka zdrowotna i urządzenia medyczne:
- Modele anatomiczne: Chirurdzy wykorzystują bardzo szczegółowe, specyficzne dla pacjenta modele wydrukowane ze skanów CT lub MRI do planowania złożonych operacji, skracając czas na sali operacyjnej i poprawiając wyniki pacjentów.
- Niestandardowe obudowy urządzeń: Prototypowanie i produkcja obudów do urządzeń medycznych, gdzie precyzja i gładkie powierzchnie mają kluczowe znaczenie.
6. Sztuka, projektowanie i rozrywka:
- Szczegółowe figurki i miniatury: Hobbyści i projektanci postaci wykorzystują SLA do produkcji bardzo szczegółowych modeli, których stworzenie w inny sposób byłoby niemożliwe.
- Rekwizyty filmowe i efekty specjalne: Tworzenie szczegółowych, niestandardowych rekwizytów i modeli dla przemysłu filmowego.

Jak wygląda proces przetwarzania końcowego SLA?
Udany wydruk SLA to tylko połowa sukcesu. Właściwa obróbka końcowa jest niezbędna do osiągnięcia pożądanej estetyki i właściwości mechanicznych.
1. Mycie:
"Zielona" część, świeżo po wyjęciu z drukarki, jest pokryta lepką warstwą nieutwardzonej płynnej żywicy. Należy ją usunąć.
- Proces: Część jest zanurzana i mieszana w rozpuszczalniku, najczęściej alkoholu izopropylowym (IPA) o stężeniu 90% lub wyższym. Można to zrobić ręcznie w pojemniku lub, bardziej efektywnie, za pomocą zautomatyzowanej stacji myjącej, która cyrkuluje rozpuszczalnik.
- Cel: Aby usunąć wszystkie pozostałości żywicy z powierzchni i wszelkich wewnętrznych wgłębień. Nieodpowiednie mycie spowoduje lepkość części i nieprawidłowe utwardzanie.
2. Suszenie:
Po umyciu część musi być całkowicie sucha przed utwardzeniem.
- Proces: Część należy pozostawić do wyschnięcia na powietrzu lub można użyć sprężonego powietrza, aby przyspieszyć ten proces. Ważne jest, aby upewnić się, że cały IPA odparował, ponieważ uwięziony rozpuszczalnik może powodować wady powierzchni i pękanie podczas utwardzania.
3. Utwardzanie UV:
"Zielona" część nie jest jeszcze w pełni rozwinięta. Utwardzanie końcowe jest wymaganym krokiem do sfinalizowania procesu polimeryzacji.
- Proces: Czysta, sucha część jest umieszczana w stacji utwardzania, która wystawia ją na działanie kombinacji światła UV (o określonej długości fali, zwykle 405 nm) i często ciepła. Czas trwania i temperatura są zależne od materiału.
- Cel: Aby w pełni usieciować łańcuchy polimerowe, maksymalizując wytrzymałość, sztywność i odporność termiczną części. Bez tego kroku część będzie słaba, lepka i niestabilna wymiarowo.
4. Usuwanie podpory:
Można to zrobić zarówno przed, jak i po utwardzeniu, z pewnymi kompromisami.
- Przed utwardzeniem: Część jest bardziej miękka, dzięki czemu wsporniki są łatwiejsze do usunięcia za pomocą frezów płaskich. Może to jednak pozostawić bardziej znaczące ślady na powierzchni.
- Po utwardzeniu: Część jest twardsza i bardziej krucha, więc demontaż wymaga większej siły i ostrożności, aby uniknąć złamania delikatnych elementów. Punkty złamania są zazwyczaj czystsze. Większość profesjonalistów usuwa większość podpór przed utwardzeniem i wykonuje dokładne usuwanie po utwardzeniu.
5. Opcjonalne wykończenie:
Aby uzyskać naprawdę doskonałe wykończenie, można podjąć dodatkowe kroki.
- Szlifowanie: Niewielkie ślady pozostawione przez konstrukcje wsporcze można przeszlifować na mokro papierem ściernym o coraz drobniejszej ziarnistości.
- Polerowanie: Aby uzyskać przezroczyste wykończenie przypominające szkło na przezroczystych żywicach, wymagane jest polerowanie.
- Gruntowanie i malowanie: Części SLA bardzo dobrze przyjmują podkład i farbę, umożliwiając tworzenie wielokolorowych modeli o jakości produkcyjnej.

Ile kosztuje i jak długo trwa drukowanie SLA?
Są to dwa z najbardziej krytycznych pytań praktycznych dla każdej firmy rozważającej SLA. Odpowiedzi na nie zależą od kilku powiązanych ze sobą czynników.
1. Czynniki wpływające na koszty drukowania SLA:
① Zużycie materiału: Jest to najbardziej bezpośredni koszt. Oblicza się go na podstawie całkowitej objętości użytej żywicy, która obejmuje nie tylko samą część, ale także żywicę wymaganą do konstrukcji wsporczych i potencjalnie tratwy (struktury bazowej). Wydrążanie części jest najskuteczniejszym sposobem na obniżenie tego kosztu.
Czas maszyny: Koszt ten jest związany z amortyzacją drukarki SLA i czasem jej pracy. W przeciwieństwie do niektórych innych technologii, czas pracy maszyny w SLA nie jest przede wszystkim podyktowany objętością lub złożonością części, ale jej wysokością.
③ Praca: SLA jest procesem pracochłonnym. Koszt musi uwzględniać czas pracy wykwalifikowanych pracowników:
- Przygotowanie do druku (konfiguracja pliku, orientacja).
- Konfiguracja i czyszczenie maszyny.
- Cały proces przetwarzania końcowego (mycie, utwardzanie, usuwanie podpór i wykańczanie).
④ Złożoność części: Choć nie ma to bezpośredniego wpływu na czas drukowania w takim samym stopniu jak wysokość, bardzo złożone części mogą wymagać bardziej skomplikowanych strategii wsparcia, ostrożniejszej obsługi i bardziej intensywnego przetwarzania końcowego, zwiększając tym samym koszty pracy.
2. Szacowanie czasu drukowania SLA:
① Główny sterownik (wysokość Z): Najważniejszym czynnikiem determinującym czas drukowania w technologii SLA jest wysokość części wzdłuż osi Z. Ponieważ drukarka musi wykonać tę samą sekwencję czynności (utwardzanie laserowe, ruch platformy, ponowne powlekanie) dla każdej pojedynczej warstwy, wysoka część zawsze będzie trwała dłużej niż krótka, niezależnie od jej szerokości lub objętości.
② Inne czynniki: Podczas gdy wysokość Z jest dominująca, inne pomniejsze czynniki mogą wpływać na prędkość:
- Wysokość warstwy: Mniejsza wysokość warstwy (np. 25 mikronów) spowoduje lepsze wykończenie powierzchni, ale zwiększy całkowitą liczbę warstw, a tym samym czas drukowania w porównaniu do większej wysokości warstwy (np. 100 mikronów).
- Materiał: Niektóre żywice mogą wymagać nieco dłuższych czasów naświetlania na warstwę, co nieznacznie wpływa na ogólną prędkość.

Dlaczego warto wybrać nas do świadczenia usług druku 3D w technologii SLA?
Poruszanie się po złożoności SLA wymaga czegoś więcej niż tylko drukarki; wymaga wiedzy, precyzji i zaangażowania w jakość. Oto dlaczego jesteśmy idealnym partnerem dla Twoich potrzeb w zakresie druku 3D SLA.
Korzystamy z najnowocześniejszych przemysłowych maszyn SLA, które są skrupulatnie kalibrowane i konserwowane. Nasze środowisko drukowania jest kontrolowane klimatycznie, aby zapewnić stabilność żywicy i powtarzalność procesu. Gwarantuje to, że każda wyprodukowana przez nas część spełnia najwyższe standardy dokładności wymiarowej i wykończenia powierzchni.
Dzięki szerokiej bibliotece standardowych i zaawansowanych żywic inżynieryjnych, nasz zespół ekspertów będzie współpracować z Tobą, aby wybrać idealny materiał do konkretnego zastosowania. Rozumiemy niuanse właściwości każdej żywicy i możemy zapewnić podejście konsultacyjne, aby zapewnić, że część działa dokładnie zgodnie z przeznaczeniem, niezależnie od tego, czy jest to prototyp wizualny, czy funkcjonalny komponent końcowy.
Nasz proces został zaprojektowany z myślą o wydajności. Od naszej natychmiastowej platformy wyceny online po zoptymalizowany proces przetwarzania końcowego, minimalizujemy czas realizacji bez uszczerbku dla jakości. Rozumiemy znaczenie szybkości w nowoczesnym rozwoju produktów i jesteśmy zobowiązani do dostarczania części na czas, za każdym razem.
Jesteśmy czymś więcej niż tylko drukarnią. Jesteśmy kompleksowym partnerem produkcyjnym. Nasz zespół może dostarczyć informacje zwrotne dotyczące projektowania na potrzeby produkcji addytywnej (DfAM), aby zoptymalizować części pod kątem procesu SLA, a nasze kompleksowe usługi wykończeniowe - w tym szlifowanie, malowanie i montaż - oznaczają, że możesz otrzymać części gotowe do natychmiastowego użycia.
Postrzegamy naszych klientów jako partnerów. Naszym celem jest stać się płynnym rozszerzeniem zespołu projektowego i inżynieryjnego. Szczycimy się jasną komunikacją, przejrzystymi cenami i zaangażowaniem w pomoc w rozwiązywaniu najbardziej złożonych wyzwań i wprowadzaniu w życie najbardziej innowacyjnych pomysłów.
Najczęściej zadawane pytania dotyczące druku 3D w technologii SLA
Wytrzymałość części SLA jest całkowicie zależna od zastosowanej żywicy. Standardowe żywice są zazwyczaj kruche i najlepiej nadają się do modeli niefunkcjonalnych. Jednak żywice inżynieryjne (takie jak Tough, Durable lub podobne do ABS) zostały opracowane z myślą o doskonałej wydajności mechanicznej, oferując wysoką wytrzymałość na rozciąganie i odporność na uderzenia, odpowiednią do wielu funkcjonalnych zastosowań, przyrządów i uchwytów.
Ogólnie rzecz biorąc, nie. Standardowe żywice SLA są toksyczne w stanie płynnym i nieutwardzonym i nie są certyfikowane do kontaktu z żywnością. W przypadku zastosowań wymagających kontaktu ze skórą, takich jak urządzenia do noszenia lub przewodniki medyczne, należy użyć specjalnej żywicy biokompatybilnej lub klasy medycznej i przestrzegać ścisłego, zatwierdzonego przepływu pracy podczas drukowania i przetwarzania końcowego, aby zapewnić bezpieczeństwo.
SLA jest z natury procesem jednokolorowym. Kolor części jest określany przez kolor ciekłej żywicy w kadzi. Chociaż istnieją pewne wstępnie pigmentowane żywice (np. białe, szare, czarne, przezroczyste), wybór jest ograniczony. W przypadku części wielokolorowych, standardową profesjonalną praktyką jest drukowanie części w neutralnym kolorze (np. szarym), a następnie zagruntowanie i pomalowanie jej podczas obróbki końcowej w celu uzyskania pożądanego wyglądu.
SLA to jedna z najdokładniejszych dostępnych technologii druku 3D. Typowa dokładność wymiarowa dla przemysłowych maszyn SLA wynosi ±0,1% wymiaru nominalnego, z minimalną tolerancją około ±0,1 do ±0,2 mm. Ta wysoka precyzja sprawia, że jest to idealne rozwiązanie do testowania kształtu i dopasowania oraz części o wąskich wymaganiach montażowych.
"Druk żywiczny" to ogólny termin określający rodzinę technologii zwanych fotopolimeryzacją kadziową. SLA, DLP (Digital Light Processing) i LCD/MSLA to wszystkie rodzaje druku żywicznego. Kluczową różnicą jest źródło światła:
- SLA używa pojedynczego punktu lasera do narysowania warstwy.
- DLP wykorzystuje projektor cyfrowy do naświetlania i utwardzania całej warstwy jednocześnie.
- LCD/MSLA wykorzystuje matrycę UV LED świecącą przez ekran LCD, który działa jak maska do utwardzania całej warstwy jednocześnie. Chociaż wszystkie wykorzystują ciekłą żywicę, metoda utwardzania wpływa na szybkość i rozdzielczość. SLA to oryginalna technologia, znana ze swojej precyzji i gładkiego wykończenia.


Plastic Injection Molding Explained: Process, Cost & Design Guide
Key Takeaways Plastic injection molding forces molten plastic into a precision mold cavity under high pressure, then ejects a finished part in seconds to minutes. The process consists of four

Advantages and Disadvantages of Injection Molding: Complete Guide
Key Takeaways High tooling costs ($15K-200K+) require minimum 5,000+ parts for economic viability Exceptional repeatability maintains ±0.002″ tolerances across millions of production cycles Complex geometries enable features impossible with machining

PA6 PA66 PA12 PA1010 Nylon Injection Molding Process
PA6, PA66, PA12, and PA1010 are the four most commonly injection-molded nylon grades, each with distinct moisture absorption, temperature resistance, and mechanical properties that make them suited to different applications.
Dostarczane rozwiązania optymalizacyjne Za darmo
- Dostarczanie informacji zwrotnych i rozwiązań optymalizacyjnych
- Optymalizacja struktury i redukcja kosztów formowania
- Bezpośrednia rozmowa z inżynierami jeden na jeden

