 Przejdź do treści
Przejdź do treści 

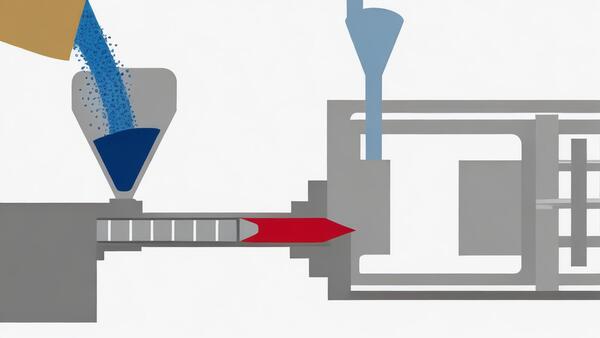
Wprowadzenie: Ciśnienie wsteczne, znane również jako ciśnienie uplastyczniające, to siła używana do utrzymania ciągłego ciśnienia wtrysku podczas procesu formowania wtryskowego. Występuje ono głównie wtedy, gdy stopiony materiał stale wpływa do cylindra.
Ciśnienie w formowanie wtryskowe Generowane ciśnienie wsteczne powoduje spadek prędkości obrotowej ślimaka. Ciśnienie wsteczne to siła reakcji na ruch wsteczny ślimaka. Może ono spowolnić prędkość wsteczną ślimaka, aby zapewnić równomierne wtryskiwanie stopionego materiału do cylindra i jego całkowite wypełnienie.
Właściwa regulacja i wykorzystanie przeciwciśnienia może ujednolicić temperaturę topnienia, zagęścić stopiony materiał i wytwarzać lepsze produkty z tworzyw sztucznych. Jak więc wyregulować przeciwciśnienie wtryskarki, jaki rodzaj przeciwciśnienia jest odpowiedni, formowanie wtryskowe Zeatr Mold odpowie jeden po drugim.
Jak powstaje przeciwciśnienie?
Po stopieniu i uplastycznieniu tworzywa sztucznego, stopiony materiał przemieszcza się do przedniego końca cylindra (wewnątrz komory dozującej) i stopniowo tworzy ciśnienie, które popycha śrubę do tyłu.

Aby zapobiec zbyt szybkiemu cofaniu się ślimaka i zapewnić równomierne zagęszczenie roztopionego materiału, konieczne jest zastosowanie ciśnienia wstecznego, które powstrzymuje ślimak przed cofaniem się.
Ciśnienie wsteczne jest również nazywane ciśnieniem uplastyczniającym. Kontroluje się je poprzez regulację przepustnicy oleju powrotnego cylindra wtryskowego.

Zawór przeciwciśnieniowy jest zainstalowany z tyłu cylindra wtryskowego wtryskarki ślimakowej do wstępnego plastyfikowania w celu regulacji prędkości wypływu oleju z cylindra wtryskowego, gdy śruba obraca się do tyłu, tak aby ciśnienie utrzymujące cylinder; prędkość wsteczna śruby (opór) pełnego silnika jest kontrolowana przez serwozawór AC.
Gdzie znajduje się pozycja regulacji ciśnienia wstecznego?
Zawór zwrotny wtryskarki znajduje się zwykle obok zaworu stopu. Zawór przeciwciśnienia jest również zainstalowany z tyłu cylindra wtryskowego wstępnie plastyfikującej wtryskarki ślimakowej. Przeciwciśnienie jest kontrolowane poprzez regulację przepustnicy oleju powrotnego cylindra wtryskowego.

Jakie problemy wystąpią, jeśli ciśnienie wsteczne będzie zbyt niskie?
Gdy ciśnienie wsteczne jest zbyt niskie, śruba cofa się zbyt szybko, a gęstość stopionego materiału przepływającego do przedniego końca cylindra jest niewielka (stosunkowo luźna) i uwięzione jest więcej powietrza.
Doprowadzi to do złej jakości plastyfikacji, niestabilnej objętości wtrysku oraz dużych zmian wagi i rozmiaru produktu.

Powierzchnia produktu będzie miała skurcz, kwiaty gazu, linie zimnego materiału, nierówny połysk i inne złe zjawiska. Produkt jest podatny na pęcherzyki, a obrzeże i pozycja kości produktu są podatne na niewystarczającą ilość kleju. temperatura topnienia jest niska, lepkość jest wysoka, a przepływ stopu jest słaby.
Jakie problemy wystąpią, jeśli ciśnienie wsteczne będzie zbyt wysokie?
Ciśnienie stopu na przednim końcu cylindra jest zbyt wysokie, temperatura materiału jest wysoka, a lepkość spada. Przepływ wsteczny stopionego materiału w rowku ślimaka i przepływ przecieku między cylindrem a ślimakiem zwiększają się, co zmniejsza wydajność plastyfikacji (ilość materiału uplastycznionego w jednostce czasu).

W przypadku tworzyw sztucznych, które nie lubią ciepła (takich jak PVC, POM itp.) lub barwników, temperatura stopu wzrasta, a czas potrzebny do podgrzania w beczce wzrasta i zaczyna się rozkładać pod wpływem ciepła lub barwnik zaczyna zmieniać kolor, a kolor powierzchni / połysk produktu zaczyna wyglądać źle.
Jeśli ciśnienie wsteczne jest zbyt wysokie, ślimak będzie cofał się powoli, a czas powrotu tworzywa wstępnego będzie długi, co wydłuży czas cyklu i zmniejszy wydajność produkcji.

Jeśli przeciwciśnienie jest zbyt wysokie, ciśnienie stopionego materiału będzie wysokie, a dysza będzie się ślizgać po wtrysku. Przy następnym wtrysku zimny materiał w kanale przepływu wlewu zablokuje wlew lub w produkcie pojawią się plamy zimnego materiału.
Podczas formowania piwa z dyszy często wycieka klej z powodu nadmiernego ciśnienia wstecznego, co powoduje marnowanie surowców i przepalenie pierścienia grzewczego w pobliżu dyszy.

Zwiększa się mechaniczne zużycie mechanizmu formowania wstępnego i cylindra ślimaka.
Jakie są metody regulacji ciśnienia wstecznego?
Podczas produkcji wtryskarki wartość regulacji przeciwciśnienia nie jest stała i wynosi zwykle 3-15 kg/cm. Oprócz charakteru surowców i jakości strukturalnej produktu, regulacja przeciwciśnienia musi być również przeprowadzana w całym procesie produkcyjnym.

Podczas produkcji, gdy z dyszy wycieka klej, ślina, stopiony materiał nadmiernie się rozkłada, produkt zmienia kolor, a materiał powrotny jest zbyt wolny, należy rozważyć odpowiednie zmniejszenie przeciwciśnienia.
W przypadku zaobserwowania niewielkich kwiatów gazu, mieszania kolorów, kurczenia się oraz dużych zmian w rozmiarze i wadze produktu na jego powierzchni, należy zwiększyć przeciwciśnienie. Należy więc dostosować przeciwciśnienie do stanu produkcji i własnego doświadczenia produkcyjnego. Oto jak dostosować formowanie wtryskowe ciśnienie wsteczne.
Ustaw minimalną wartość ciśnienia wstecznego
Przed rozpoczęciem regulacji ciśnienia wstecznego należy ustawić ciśnienie wsteczne na wartość minimalną. Wyreguluj przeciwciśnienie wtryskarki do wartości minimalnej i otwórz formę do wtrysku. Jeśli produkt nie ma widocznych wad, oznacza to, że minimalne przeciwciśnienie jest wystarczające.
Stopniowe zwiększanie ciśnienia wstecznego
Zwiększaj ciśnienie wsteczne od minimalnego ciśnienia wstecznego, a liczba wtryskiwanych produktów będzie wzrastać. Należy zwracać uwagę na to, czy na powierzchni produktu nie występują defekty, takie jak wgniecenia i zadziory, a następnie regulować przeciwciśnienie, aż powierzchnia produktu będzie gładka i nieskazitelna.

Testowanie wydajności produktu
Po zakończeniu regulacji ciśnienia wstecznego należy przetestować wydajność wytwarzanego produktu. Będziesz chciał przetestować takie rzeczy, jak wytrzymałość na rozciąganie, odporność na zużycie, odporność na ciśnienie itp. Jeśli produkt działa tak, jak chcesz, możesz zakończyć regulację przeciwciśnienia.
Zmiana wartości ustawienia ciśnienia wstecznego
Regulację ciśnienia wstecznego należy rozpocząć od niskiej wartości i stopniowo ją zwiększać. Obserwuj zmiany jakości produktu po każdej regulacji, aż do osiągnięcia najlepszego stanu. Podczas regulacji przeciwciśnienia nie należy regulować go zbyt mocno za jednym razem, aby uniknąć wpływu na jakość produktu.

Podczas formowania wtryskowego musimy obserwować zmiany wartości przeciwciśnienia w czasie rzeczywistym, aby móc je dostosować w odpowiednim czasie. W normalnych warunkach wartość przeciwciśnienia powinna być nieco niższa niż ustawiona wartość, aby można było przestrzegać zasady wydechu. Jeśli wartość przeciwciśnienia jest zbyt wysoka, może to powodować zmarszczki, uszkodzenia i inne defekty na powierzchni części.
Podczas tworzenia rzeczy należy stale dostosowywać przeciwciśnienie, ponieważ temperatura tworzywa sztucznego, temperatura formy i temperatura pokojowa stale się zmieniają. Przed rozpoczęciem produkcji należy sporządzić tabelę informującą o najlepszym przeciwciśnieniu dla każdej wytwarzanej rzeczy. Następnie możesz spojrzeć na tabelę i wiedzieć, na jaką wartość ustawić przeciwciśnienie.

Po pierwsze, należy znaleźć odpowiedni interfejs ustawień kontroli przeciwciśnienia na interfejsie człowiek-maszyna wtryskarki, a następnie ustawić go. Podczas ustawiania należy najpierw zrozumieć, ile przeciwciśnienia jest potrzebne, i można to rozważyć kompleksowo w oparciu o kształt części i właściwości materiału.
Regulacja prędkości reakcji wtryskarki
Kolejnym ważnym krokiem jest dostosowanie szybkości reakcji. Po zmianie ustawienia przeciwciśnienia maszyna będzie miała pewne opóźnienia w działaniu, co bezpośrednio wpłynie na stabilność i dokładność przeciwciśnienia. Musimy więc zmniejszyć to opóźnienie, dostosowując szybkość reakcji systemu sterowania.

Dostosowanie ciśnienia wstecznego do formowanej wtryskowo części
Dostosuj przeciwciśnienie do wad produktu: Jeśli w produkcie występują wady, takie jak zadziory, pory, wypaczenia i niewystarczające wykończenie powierzchni, można je usunąć poprzez regulację przeciwciśnienia. Ogólnie rzecz biorąc, zwiększenie wartości przeciwciśnienia może rozwiązać defekty powierzchni, podczas gdy zmniejszenie wartości przeciwciśnienia może rozwiązać defekty wewnętrzne.
Wielkość przeciwciśnienia należy dostosować do właściwości i wymagań produktu formowanego wtryskowo: Ogólnie rzecz biorąc, im większe przeciwciśnienie wtryskarki, tym lepsza jakość produktu formowanego wtryskowo.

Jednak nadmierne przeciwciśnienie prowadzi do zmniejszenia wydajności produkcji i marnotrawstwa surowców. Dlatego konieczne jest odpowiednie dostosowanie wielkości przeciwciśnienia do konkretnej sytuacji produktu formowanego wtryskowo.
Regulacja ciśnienia wstecznego wtryskarki
Im wyższe ciśnienie wsteczne wtryskarki, tym wyższe ciśnienie wsteczne. Tak więc, regulując ciśnienie wsteczne wtryskarki, można regulować ciśnienie wsteczne wtryskarki.

Zmiana prędkości przeciwciśnienia wtryskarki. Im większa prędkość przeciwciśnienia wtryskarki, tym wyższe przeciwciśnienie. Tak więc, zmieniając prędkość przeciwciśnienia wtryskarki, można regulować przeciwciśnienie wtryskarki.
Określ rozmiar przeciwciśnienia zgodnie z tworzywem sztucznym
Wielkość przeciwciśnienia należy dobrać w zależności od rodzaju tworzywa sztucznego: Różne tworzywa sztuczne mają różne wymagania dotyczące przeciwciśnienia. Ogólnie rzecz biorąc, tworzywa sztuczne o niskiej temperaturze topnienia wymagają mniejszego przeciwciśnienia, podczas gdy tworzywa sztuczne o wysokiej temperaturze topnienia wymagają większego przeciwciśnienia.

Należy więc dostosować przeciwciśnienie w oparciu o konkretny rodzaj tworzywa sztucznego używanego podczas formowania wtryskowego.
Oto, jak dowiedzieć się, jakiego ciśnienia wstecznego należy użyć w zależności od rodzaju i koloru używanego plastiku: Różne rodzaje i kolory plastiku wymagają różnych ustawień ciśnienia wstecznego.

Jeśli wartość przeciwciśnienia nie zostanie ustawiona prawidłowo, spowoduje to kurczenie się, wypaczanie i inne problemy w części. Zgodnie z ogólną zasadą, przezroczyste lub błyszczące materiały mają wyższe wartości przeciwciśnienia, podczas gdy materiały nieprzezroczyste lub matowe wymagają niższych wartości przeciwciśnienia.
Dostosuj temperaturę formy
Temperatura formy jest jednym z ważnych czynników wpływających na wielkość przeciwciśnienia. Podczas regulacji przeciwciśnienia można najpierw wyregulować temperaturę formy, a następnie wprowadzić odpowiednie modyfikacje w oparciu o efekt wyregulowanego przeciwciśnienia.

Ustawienie ciśnienia wtryskarki
Ustawienie ciśnienia wtryskarki wpłynie również na wielkość przeciwciśnienia. Ogólnie rzecz biorąc, wyższe ustawienie ciśnienia wymaga wyższego ciśnienia wstecznego, a niższe ustawienie ciśnienia wymaga niższego ciśnienia wstecznego.

Podczas regulacji ciśnienia wstecznego można najpierw wyregulować ustawienie ciśnienia formowanie wtryskowe a następnie wprowadzić odpowiednie modyfikacje w oparciu o efekt dostosowanego przeciwciśnienia. Ponadto, ustawienia ciśnienia formowania wtryskowego zazwyczaj zaczynają się od ustawień jednostki wtryskowej i ciśnienia.
Jakie są korzyści z prawidłowej regulacji przeciwciśnienia?
Może kompresować stopiony materiał w cylindrze, zwiększać gęstość i poprawiać stabilność objętości wtrysku, masy i rozmiaru produktu.

Może "wycisnąć" gaz w stopionym materiale, zmniejszyć kwiaty gazu i wewnętrzne pęcherzyki na powierzchni produktu oraz poprawić jednorodność połysku. Spowolnienie prędkości cofania ślimaka w celu pełnego uplastycznienia stopionego materiału w beczce, zwiększenia jednorodności mieszania proszku barwiącego, przedmieszki i stopionego materiału oraz uniknięcia zjawiska "mieszanego koloru" w produkcie.
Spowolnić prędkość cofania się ślimaka, aby w pełni uplastycznić stopiony materiał w bębnie, zwiększyć jednorodność mieszania proszku barwiącego, przedmieszki i stopionego materiału oraz uniknąć zjawiska "mieszanego koloru" w produkcie.

Odpowiednie zwiększenie ciśnienia wstecznego może poprawić kurczenie się powierzchni produktu i przepływ kleju wokół produktu.
Może zwiększyć temperaturę stopionego materiału, poprawić jakość plastyfikacji stopionego materiału, poprawić płynność stopionego materiału podczas napełniania formy i nie ma śladu zimnego kleju na powierzchni produktu.

Dobrze jest usunąć gaz z cylindra i zredukować gazowe kwiaty i pęcherzyki na powierzchni produktu; Zwolnij prędkość cofania się ślimaka, aby w pełni uplastycznić stopiony materiał w cylindrze;
Prawidłowe zwiększenie przeciwciśnienia w celu poprawy kurczliwości powierzchni produktu (dotyczy form i produktów bez zaworów sekwencyjnych).

Może podgrzać stopiony materiał, sprawić, że będzie on bardziej roztopiony i sprawi, że stopiony materiał będzie lepiej płynął, gdy trafi do formy.
Wnioski
Krótko mówiąc, prawidłowa regulacja przeciwciśnienia wtryskarek może poprawić jakość formowania wtryskowego i wydajność produkcji, zmniejszyć ilość odpadów i koszty produkcji.

Dlatego podczas formowanie wtryskowe W procesie produkcji musimy dostosować się do konkretnej sytuacji i znaleźć najlepszą metodę regulacji przeciwciśnienia, aby osiągnąć najlepszy efekt formowania wtryskowego.







