 Przejdź do treści
Przejdź do treści 

Wstęp : Proces produkcji plastikowa forma wtryskowa jest ogólnie podzielony na: dostosowanie do potrzeb klienta, projektowanie form, produkcję form, kontrolę form i formy próbne, modyfikację i naprawę form oraz konserwację form. Poniżej wyjaśnimy je jeden po drugim.

Personalizacja klienta
Proces tworzenia form z tworzyw sztucznych rozpoczyna się od przekazania producentowi form rysunków produktów przez inżynierów klienta. Producent form pobiera dane produktu, analizuje je i przekształca w wymagania dotyczące produkcji części z tworzyw sztucznych. Nazywa się to inżynierią klienta.

Wymagania dotyczące produkcji części z tworzyw sztucznych
Zrozumienie zastosowania, przetwarzalności, dokładności wymiarowej i innych wymagań technicznych części. Na przykład, jakie są wymagania dotyczące wyglądu, kształtu, przezroczystości koloru i wydajności części z tworzyw sztucznych.
Czy struktura geometryczna, nachylenie i wkładka części formowanych wtryskowo są rozsądne? Dopuszczalny stopień wad formowania, takich jak ślady spawania i otwory skurczowe. Czy istnieje jakakolwiek obróbka końcowa, taka jak malowanie, galwanizacja, sitodruk i wiercenie.

Sprawdź, czy tolerancja formowania jest mniejsza niż tolerancja części z tworzyw sztucznych i czy można formować części z tworzyw sztucznych spełniające wymagania. Należy również znać parametry procesu plastyfikacji i formowania tworzyw sztucznych.
Dane procesowe
Zrozumienie wymagań dotyczących metody podawania kleju, modelu maszyny do piwa, wydajności stopionego materiału z tworzywa sztucznego, rodzaju struktury formy itp. Materiał do formowania powinien być wystarczająco mocny dla części z tworzyw sztucznych, dobrze płynąć, być taki sam na całej powierzchni, być taki sam we wszystkich kierunkach i nie zmieniać się, gdy się nagrzewa.
W zależności od tego, do czego służą plastikowe części i czy będą później obrabiane, materiał do formowania powinien nadawać się do barwienia, nakładania metalu, dobrze wyglądać, być wystarczająco rozciągliwy i giętki, przezroczysty lub błyszczący, sklejać się (jak w przypadku dźwięku) lub być spawany.
Wybór sprzętu do formowania
Wydajność wtrysku, ciśnienie zacisku, ciśnienie wtrysku, rozmiar instalacji formy, urządzenie wyrzutowe i rozmiar, średnica otworu dyszy i promień sferyczny dyszy, rozmiar pierścienia pozycjonującego tuleję zasuwy, maksymalna i minimalna grubość formy, skok szablonu itp.

Szczegółowy plan struktury pleśni
Forma dwupłytowa, forma trójpłytowa. Czy struktura formy jest niezawodna, czy spełnia wymagania technologii procesu (takie jak kształt geometryczny, wykończenie powierzchni i dokładność wymiarowa itp.) oraz wymagania ekonomiczne produkcji części z tworzyw sztucznych (niski koszt części, wysoka wydajność produkcji, ciągła praca formy, długa żywotność, oszczędność pracy itp.)
Projektowanie form
Ranking części plastikowych
Ranking części plastikowych polega na uporządkowaniu jednej lub więcej części plastikowych, których potrzebujesz, w oparciu o sposób ich wykonania i rodzaj formy, której chcesz użyć.
Ranking części z tworzyw sztucznych uzupełnia strukturę formy i przetwarzalność tworzyw sztucznych i bezpośrednio wpływa na późniejszy proces formowania wtryskowego. Podczas rankingu należy wziąć pod uwagę odpowiednią strukturę formy, a ranking należy dostosować pod warunkiem spełnienia struktury formy.
Od Proces formowania wtryskowego tworzyw sztucznych Z perspektywy, ranking powinien uwzględniać: długość prowadnicy, odpady prowadnicy, pozycję bramki, równowagę wlotu kleju, równowagę ciśnienia wnęki.
Rozważając strukturę formy, należy wziąć pod uwagę następujące kwestie: Czy spełnia wymagania dotyczące uszczelnienia. Czy spełnia wymagania dotyczące przestrzeni struktury formy, takie jak podstawa łopaty, pozycja rzędu, nachylona góra i inne wymagania dotyczące przestrzeni. Czy części konstrukcji formy są wystarczająco mocne? Czy wiele ruchomych części nie koliduje ze sobą.

Czy położenie tulei nie koliduje z położeniem otworu wyrzutnika? Należy również wziąć pod uwagę śruby, wodę chłodzącą i urządzenia wyrzucające: Należy zwrócić uwagę na wpływ śrub i wyrzutników na otwory wody chłodzącej podczas rankingu.
Czy stosunek długości i szerokości formy ma sens? Forma powinna być jak najbardziej kompaktowa, z odpowiednim stosunkiem długości i szerokości, a także należy wziąć pod uwagę wymagania instalacyjne wtryskarki.

Rysunek oferty Rysunek i zamawianie
Rysunek ofertowy jest pierwszym planem projektowym formy, a także stanowi odniesienie do zamawiania form. Rysunek ofertowy jest stosunkowo szczegółową identyfikacją podstawy formy, jej struktury i rozmiaru materiału formy w oparciu o oryginalny układ formy.
Przy zamawianiu należy narysować prosty schemat podstawy formy i wypełnić formularz zamówienia na podstawie rysunku ofertowego. Przy zamawianiu należy zwrócić uwagę na dobór różnych materiałów formy zgodnie z różnymi wymaganiami formy.

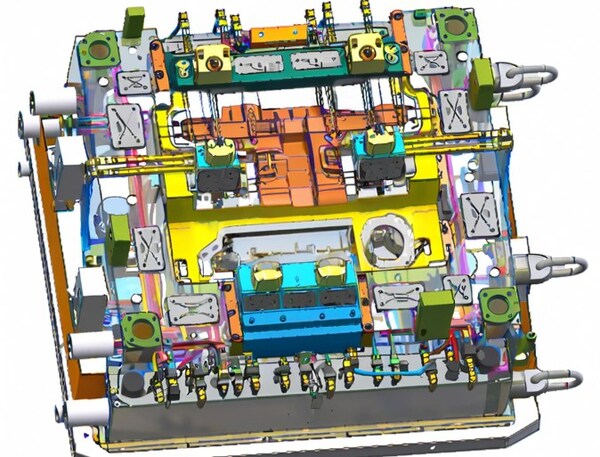
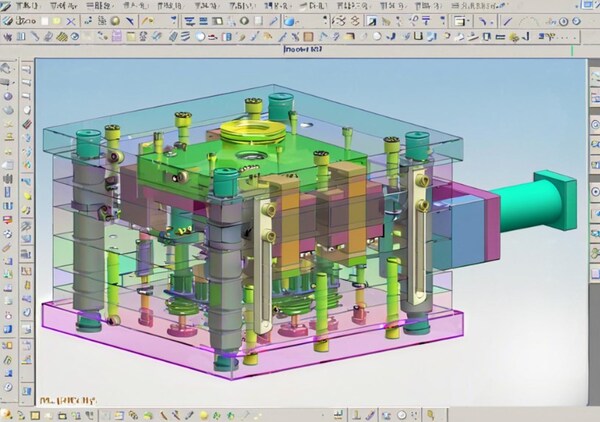
Projekt struktury formy
Konstrukcja formy zależy od typu wtryskarki i charakterystyki części z tworzywa sztucznego.
Podczas projektowania należy skupić się na następujących aspektach: specyfikacje techniczne wtryskarki; wydajność procesu tworzyw sztucznych; system zalewania, w tym prowadnice, bramy itp.; części formujące; powszechnie używane części konstrukcyjne; mechanizm przesuwny; mechanizm wyrzutowy; kontrola temperatury formy; wydech; materiały formy.
Podczas projektowania formy należy przemyśleć wiele rzeczy i wybrać dobry kształt, który sprawi, że forma będzie działać prawidłowo.
Ranking części plastikowych
Na etapie projektowania 3D tworzymy ranking na podstawie rankingu 2D na początku projektowania, aby uzyskać bardziej szczegółowy projekt.

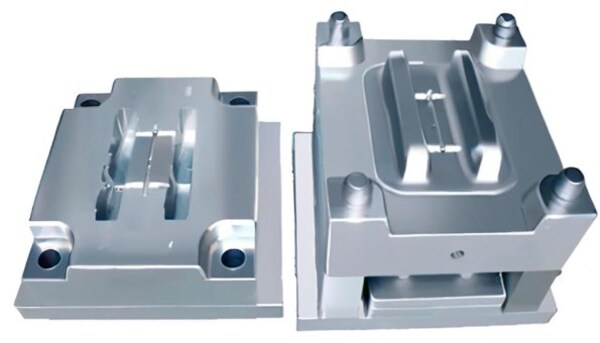
Rozstanie
Wybierz odpowiednią linię podziału, weź pod uwagę odległość uszczelnienia, zbuduj płaszczyznę odniesienia, zrównoważ ciśnienie boczne, spłaszcz powierzchnię styku dyszy, radź sobie z kontaktem i penetracją małych otworów, unikaj ostrej stali, weź pod uwagę wygląd produktu itp.
Weryfikacja i poprawa wytrzymałości formy
Aby upewnić się, że forma może normalnie pracować, musimy sprawdzić nie tylko ogólną wytrzymałość formy, ale także wytrzymałość lokalnej struktury formy, wprowadzając pewne ulepszenia do konkretnego mechanizmu, aby zwiększyć lokalną wytrzymałość.
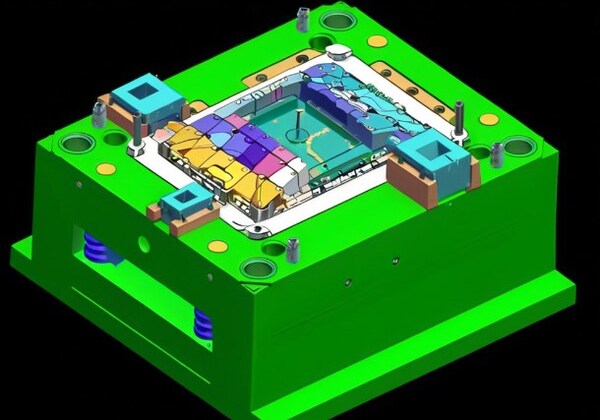
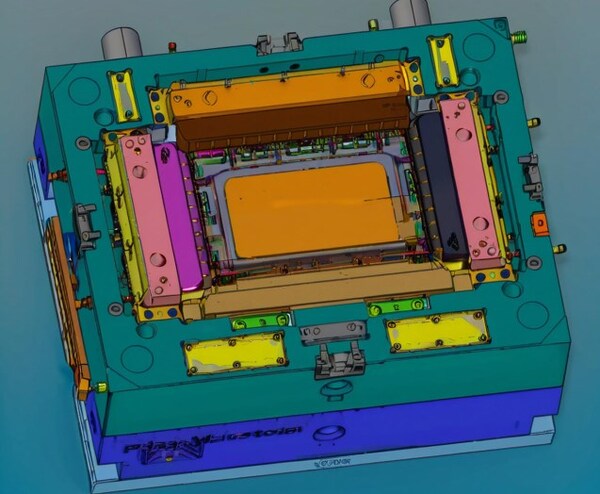
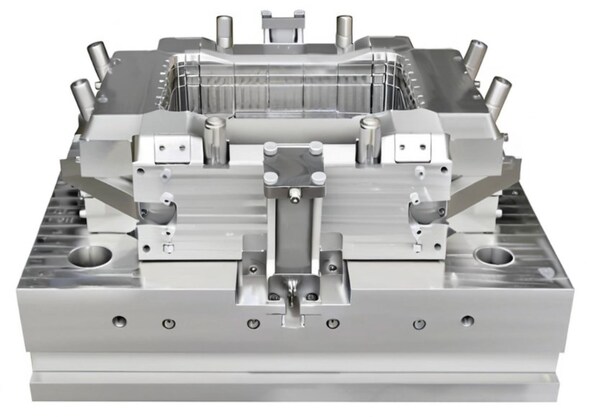
Projektowanie części form
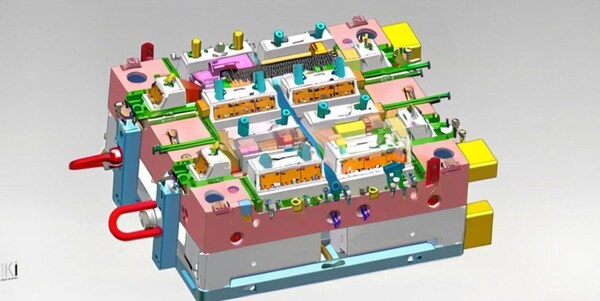
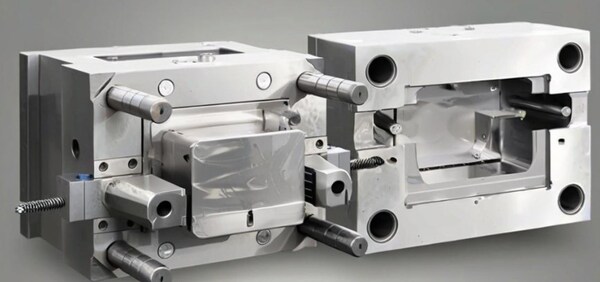
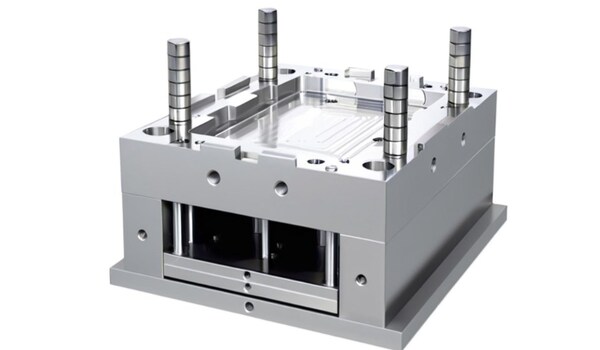
Części formy można podzielić na dwa rodzaje: części formujące i części konstrukcyjne. Części formujące to części, które bezpośrednio uczestniczą w tworzeniu przestrzeni wnęki, takie jak wklęsła forma (wnęka), stempel (rdzeń), wkładka, suwak itp.
Części konstrukcyjne to części używane do instalacji, pozycjonowania, prowadzenia, wyrzucania i różnych czynności podczas procesu formowania, takie jak pierścienie pozycjonujące, dysze, śruby, pręty ciągnące, wyrzutniki, pierścienie uszczelniające, płyty ciągnące o stałej odległości, haki itp.
Podczas dzielenia wkładek należy wziąć pod uwagę kilka rzeczy: brak ostrej lub cienkiej stali, łatwość obróbki, łatwość dostosowania rozmiaru i naprawy, zapewnienie wytrzymałości formowanych części, łatwość montażu, brak wpływu na wygląd i kompleksowe uwzględnienie chłodzenia (po wykonaniu wkładek lokalne chłodzenie jest trudne, dlatego należy wziąć pod uwagę sytuację chłodzenia).

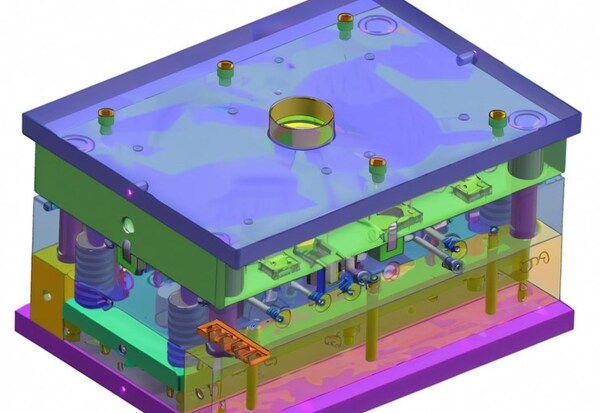
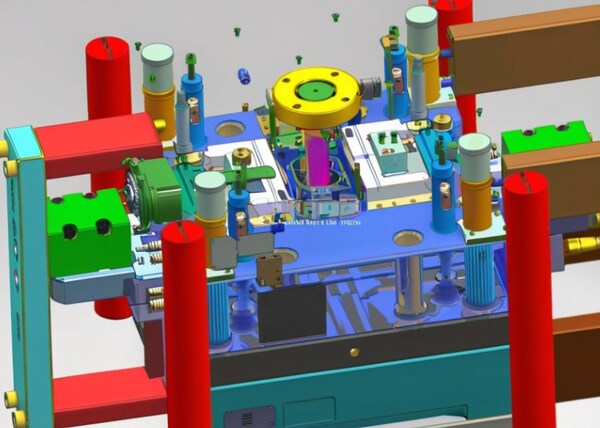
Podczas projektowania części konstrukcyjnych, ogólną zasadą rozmieszczania sworzni wypychaczy i kanałów chłodzących jest najpierw rozmieszczenie sworzni wypychaczy, następnie kanałów chłodzących, a następnie dostosowanie sworzni wypychaczy. Jednak w rzeczywistej produkcji często uwzględnia się modyfikację formy.
Po wykonaniu formy kanały chłodzące nie są uruchamiane natychmiast. Można je otworzyć dopiero po zakończeniu modyfikacji formy na pewien okres czasu w zależności od zmodyfikowanej sytuacji.

Rozmieszczenie tulei wyrzutnika:
Tuleja wyrzutnika jest zwykle używana w pozycji kolumny formy. Ponadto, w przypadku głębszej pozycji kości, trzpień wyrzutnika jest łatwy do wyrzucenia, a tuleja wyrzutnika może być również używana do dodawania kości w celu wspomagania wyrzucania.

Ogólnie rzecz biorąc, grubość ścianki tulei wypychacza wynosi >=1 mm, a tuleja wypychacza i igła wypychacza są zamawiane razem przy składaniu zamówienia.
W projekcie konstrukcyjnym wysokość kolumny nie powinna być zbyt duża, w przeciwnym razie igła tulei będzie łatwo zginana i trudna do wysunięcia.
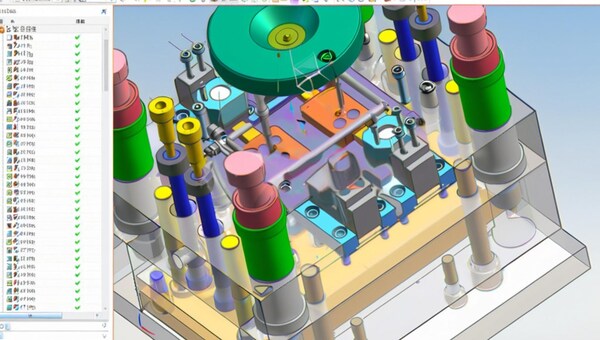
W przypadku projektowania i doboru innych części konstrukcyjnych, takich jak pierścienie pozycjonujące, dysze, śruby, pręty ciągnące, pierścienie uszczelniające, płyty ciągnące o stałej odległości, haki, sprężyny itp.
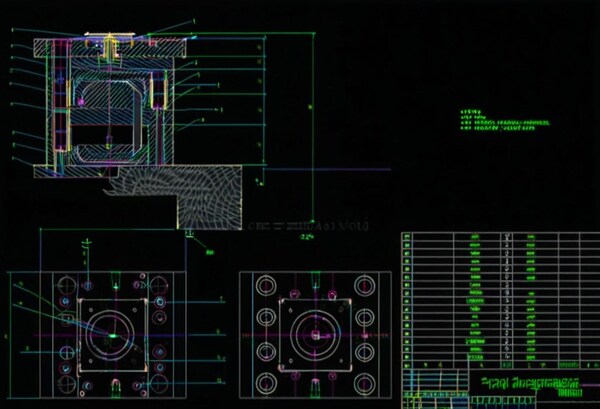
Produkcja rysunków form
Rysunki form są ważnymi dokumentami, które przekształcają intencje projektowe w produkcję form. Ogólnie rzecz biorąc, muszą one być rysowane zgodnie z normami krajowymi, a także muszą być połączone ze zwyczajowymi metodami rysowania w każdej fabryce. Rysunki form obejmują ogólne rysunki struktury zespołu i ich wymagania techniczne, a także rysunki części wszystkich części, w tym różnych wkładek.

Produkcja form
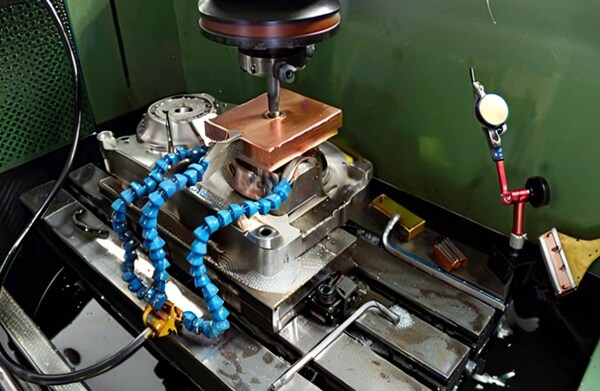
Programowanie i usuwanie elektrod
Po zaprojektowaniu formy należy utworzyć programy CNC i wyjąć elektrody do obróbki EDM w oparciu o warunki obróbki każdej części.
Obróbka skrawaniem
Obróbka mechaniczna formy obejmuje obróbkę CNC, obróbkę EDM, cięcie drutem, wiercenie głębokich otworów itp. Po zamówieniu podstawy formy i materiałów, forma jest tylko w stanie obróbki zgrubnej lub tylko z materiału stalowego.

W tym czasie należy przeprowadzić szereg procesów obróbki mechanicznej zgodnie z założeniami projektowymi formy w celu wytworzenia różnych części.
Obróbka CNC obejmuje różne procesy obróbki, wybór narzędzi, ustawienia obróbki i inne rzeczy, które należy wiedzieć. Jeśli chcesz dowiedzieć się więcej, możesz znaleźć potrzebne informacje.
Obróbka EDM to obróbka elektroiskrowa. Jest to proces obróbki, który wykorzystuje wyładowania do korozji materiałów w celu osiągnięcia wymaganego rozmiaru, więc może przetwarzać tylko materiały przewodzące. Stosowane elektrody to zazwyczaj miedź i grafit.
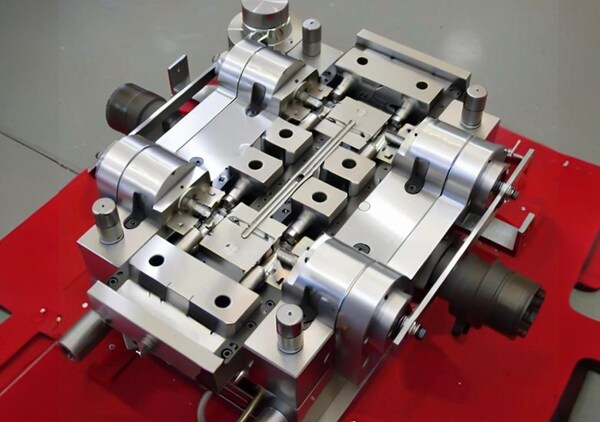
Montaż ławki
Praca na stole jest bardzo ważną częścią procesu produkcji form i jest to praca, która musi być wykonywana przez cały proces produkcji form. Praca na stole nadaje się do montażu form i jest dobra w toczeniu, frezowaniu, szlifowaniu i wierceniu.
Oszczędzanie i polerowanie form
Oszczędzanie i polerowanie formy to proces używania papieru ściernego, kamienia olejowego, pasty diamentowej i innych narzędzi do obróbki części formy po obróbce formy za pomocą CNC, EDM i pracy na stole warsztatowym, a przed montażem formy.

Inspekcja pleśni i badanie pleśni
Inspekcja pleśni
Proces formowania i montażu jest w rzeczywistości procesem kontroli formy. Podczas montażu formy można sprawdzić, czy czerwony przewód jest na swoim miejscu, czy tuleja wypychacza jest gładka i czy forma nie ma żadnych nieprawidłowych zakłóceń.
Metoda wykrywania pleśni
Wykrywanie wyglądu
Jednym z najbardziej podstawowych sposobów wykrywania pleśni jest jej obejrzenie. Kiedy to zrobisz, powinieneś sprawdzić, czy forma jest płaska, czy ma jakieś zadrapania, wgniecenia, pęknięcia lub cokolwiek podobnego. Powinieneś także sprawdzić, czy cała forma ma ten sam kolor i czy nie ma na niej oleju.

Kontrola wymiarów
Sprawdzanie rozmiaru formy jest bardzo ważne, ponieważ jeśli rozmiar nie jest dobry, poważnie wpłynie to na jakość produktu. Podczas kontroli rozmiaru powinniśmy używać profesjonalnych narzędzi pomiarowych, takich jak mikrometry, suwmiarki itp., aby wykryć, czy różne wymiary formy spełniają wymagania.

Kontrola twardości
Twardość formy jest ważnym czynnikiem, który wpływa na żywotność formy i jakość produktu. Do sprawdzenia twardości można użyć testera twardości i zmierzyć wartość twardości formy, aby sprawdzić, czy spełnia ona wymagania.
Kontrola instalacji
Upewnij się, że forma jest prawidłowo i bezpiecznie zainstalowana. Podczas inspekcji instalacji należy sprawdzić, czy różne części formy są odpowiednie i czy połączenie jest bezpieczne, aby upewnić się, że forma nie pęknie ani nie odkształci się podczas użytkowania.

Sprawdź wydajność formy
Różne formy wymagają różnych właściwości, takich jak odporność na zużycie i korozję. Oceniając wydajność formy, należy przeprowadzić testy w oparciu o wymagania projektowe dla różnych typów form.
Testowanie wytrzymałości
Testowanie trwałości polega na wykonaniu formy, a następnie uruchomieniu jej kilka razy, aby sprawdzić, czy się męczy, wygina, łamie lub cokolwiek innego, aby dowiedzieć się, jak długo będzie trwać i jak dobra jest.
Testowanie organizacji materiałów
Aby upewnić się, że jakość materiału spełnia wymagania, należy użyć narzędzi takich jak mikroskopy do sprawdzenia organizacji materiału formy, aby sprawdzić, czy występują zanieczyszczenia, wady, nadpalenia itp.

Testy funkcjonalne
Testy funkcjonalne to rzeczywisty test użytkowania produktu wykonanego przez formę w celu sprawdzenia, czy produkt spełnia wymagania projektowe i wskaźniki wydajności podczas użytkowania. Typowe testy funkcjonalne obejmują testowanie montażu produktu, testowanie działania produktu, testowanie niezawodności produktu itp.

Etapy badania na obecność pleśni
Kontrola wstępna
Przed wykonaniem testu na obecność pleśni należy przeprowadzić inspekcję wstępną. Najpierw przyjrzyj się pleśni, aby sprawdzić, czy nie ma żadnych widocznych uszkodzeń, takich jak wióry, pęknięcia lub złamania. Następnie wyczyść formę, aby upewnić się, że nie ma w niej brudu ani niczego żrącego. Na koniec należy naoliwić wszystkie ruchome części formy.

Konfiguracja planu testów
Stwórz plan testowania, który będzie zgodny z wymaganiami projektowymi i funkcjonalnymi formy. Zdecyduj, co przetestować, jak to przetestować i jakich narzędzi użyć.

Kontrola wyglądu
Użyj szkieł powiększających, mikroskopów i innych narzędzi, aby sprawdzić ogólny wygląd formy. Obserwuj, czy występują oczywiste wady, takie jak nierówności, pęcherzyki, pęknięcia, uszkodzenia mechaniczne itp.

Kontrola wymiarów
W oparciu o rysunki projektowe formy, użyj odpowiednich narzędzi pomiarowych do pomiaru wymiarów, porównaj wyniki pomiarów z wymaganiami projektowymi i określ, czy dokładność wymiarowa formy spełnia wymagania.

Kontrola trwałości
Aby przetestować formę, należy wykonać określoną liczbę ciągłych form lub wtrysków, aby sprawdzić, czy forma będzie się męczyć, deformować, pękać itp. podczas użytkowania. Należy rejestrować żywotność i zmiany formy.

Kontrola organizacji materiałów
Pobrać próbkę materiału formy i wykonać próbkę testową. Przyjrzyj się strukturze materiału pod mikroskopem i innymi narzędziami. Sprawdź, czy są jakieś zanieczyszczenia, wady, nadpalenia lub inne problemy. Upewnij się, że jakość materiału formy jest wystarczająco dobra.
Kontrola funkcjonalna
Praktyczny test użytkowania produktów wykonanych przez formę. Takie jak montaż, obsługa, niezawodność i inne testy. Wykrywanie, czy produkt spełnia wymagania projektowe i wskaźniki wydajności podczas użytkowania.

Zapisywanie wyników testu
Zapisz wszystkie elementy testu, w tym metody testowe, wyniki testu, czas testu itp. I sporządzić raport z testu formy do późniejszej analizy i odniesienia.
Próba pleśni
Po wykonaniu formy musimy przetestować ją na wtryskarce, aby sprawdzić, czy forma jest dobra i czy struktura części z tworzywa sztucznego jest dobra. Testując formę, możemy zobaczyć, jak radzi sobie ona podczas procesu produkcji piwa i czy struktura części z tworzywa sztucznego jest dobra.
Środki ostrożności przed próbą pleśni
Zapoznanie się z formą: Najlepiej jest uzyskać rysunki projektowe formy, przeanalizować je szczegółowo i zorganizować udział technika formowania w próbie formy.

Po pierwsze, należy sprawdzić działanie koordynacji mechanicznej na stole warsztatowym: należy zwrócić uwagę, czy nie ma zadrapań, brakujących części i luzów, czy forma przesuwa się do płyty ślizgowej, czy kanał wodny i połączenia rur powietrznych są nieszczelne, a jeśli istnieją jakiekolwiek ograniczenia dotyczące otwierania formy, należy je również zaznaczyć na formie.
Jeśli powyższe czynności można wykonać przed zawieszeniem formy, można uniknąć straty czasu spowodowanej znalezieniem problemów podczas zawieszania formy, a następnie jej demontażu.

Po upewnieniu się, że poszczególne części formy poruszają się prawidłowo, należy wybrać odpowiednią wtryskarkę do form próbnych. Przy wyborze należy zwrócić uwagę na to, jaka jest maksymalna objętość wtrysku wtryskarki. formowanie wtryskowe maszyna,
Czy wewnętrzna odległość drążka kierowniczego może pasować do formy, czy maksymalny skok ruchomego szablonu spełnia wymagania oraz czy inne powiązane narzędzia i akcesoria do form próbnych są w pełni przygotowane.

Po potwierdzeniu, że wszystko jest w porządku, następnym krokiem jest zawieszenie formy. Podczas zawieszania należy pamiętać, że wszystkie szablony zaciskowe powinny być zablokowane, a hak do zawieszania nie powinien być usuwany przed otwarciem formy, aby zapobiec poluzowaniu lub złamaniu szablonu zaciskowego i spowodowaniu upadku formy.
Po zainstalowaniu formy należy dokładnie sprawdzić działanie mechaniczne różnych części formy, np. czy działanie płyty ślizgowej, sworznia wypychacza, struktury wysuwającej ząb i wyłącznika krańcowego jest prawidłowe.

Należy też zwrócić uwagę, czy dysza wtryskowa i port zasilający są wyrównane. Następnym krokiem jest zwrócenie uwagi na zamknięcie formy. W tym momencie ciśnienie zamykania formy powinno zostać obniżone. Podczas ręcznego i niskoobrotowego zamykania formy należy zwrócić uwagę i posłuchać, czy nie występują niepłynne działania i nietypowe dźwięki.
Podnoszenie formy jest w rzeczywistości dość proste. Główną rzeczą, na którą należy uważać, jest to, że centrowanie wrót formy i dyszy jest trudne. Zazwyczaj środek można wyregulować za pomocą papieru testowego.

Zwiększenie temperatury formy: W zależności od wydajności surowców używanych w gotowym produkcie i wielkości formy, należy wybrać odpowiedni regulator temperatury formy, aby zwiększyć temperaturę formy do temperatury wymaganej do produkcji.
Po zwiększeniu temperatury formy należy ponownie sprawdzić ruch każdej części, ponieważ stal może spowodować zakleszczenie formy po rozszerzeniu termicznym, dlatego należy zwrócić uwagę na przesuwanie się każdej części, aby uniknąć naprężeń i wibracji.

Jeśli fabryka nie przestrzega zasady planu eksperymentalnego, sugerujemy dostosowanie tylko jednego warunku na raz podczas dostosowywania warunków formy próbnej, aby można było zobaczyć wpływ zmiany pojedynczego warunku na gotowy produkt.
W zależności od surowców, należy odpowiednio upiec oryginalne materiały. Forma próbna i przyszła produkcja masowa powinny w jak największym stopniu wykorzystywać te same surowce.

Nie używaj kiepskich materiałów do form próbnych. Jeśli masz wymagania dotyczące koloru, możesz przeprowadzić test koloru w tym samym czasie. Wtórne przetwarzanie jest często dotknięte wewnętrznymi naprężeniami i innymi problemami.

Po ustabilizowaniu się formy próbnej należy przeprowadzić obróbkę wtórną. Po powolnym zamknięciu formy wyreguluj ciśnienie zamykania formy i przesuń ją kilka razy, aby sprawdzić, czy ciśnienie zamykania formy jest nierównomierne, aby uniknąć zadziorów na gotowym produkcie i deformacji formy.
Główne etapy procesu o pleśń
Aby uniknąć marnowania czasu i wysiłku podczas masowej produkcji, należy cierpliwie dostosowywać i kontrolować różne warunki przetwarzania, znaleźć najlepsze warunki temperatury i ciśnienia oraz opracować standardowe procedury testowania form, które można wykorzystać do ustalenia codziennych metod pracy.

Upewnij się, że tworzywo sztuczne w beczce jest prawidłowe i zostało wysuszone zgodnie z zasadami (jeśli użyjesz różnych surowców do próby formy i produkcji, możesz uzyskać różne wyniki).
Aby uniknąć przedostania się do formy złych tworzyw sztucznych lub ciał obcych, należy dobrze wyczyścić rurę materiałową. Zły plastik i obce materiały mogą zablokować formę. Sprawdź, czy temperatura rury materiałowej i temperatura formy są odpowiednie dla używanych surowców.
Zmień ciśnienie i objętość wtrysku, aby gotowy produkt wyglądał dobrze, ale nie błyskaj, zwłaszcza gdy niektóre wnęki formy nie są całkowicie zestalone. Zastanów się, zanim zmienisz którekolwiek z ustawień sterowania, ponieważ niewielka zmiana szybkości wypełniania formy może spowodować dużą zmianę wypełnienia formy.

Wystarczy uzbroić się w cierpliwość i poczekać, aż maszyna i warunki formy ustabilizują się, to jest maszyna średniej wielkości. Może się również zdarzyć, że maszyna będzie musiała czekać dłużej niż 30 minut. Czas ten można wykorzystać na sprawdzenie ewentualnych problemów z gotowym produktem.

Czas przesuwu ślimaka nie powinien być krótszy niż czas krzepnięcia tworzywa sztucznego na bramce, w przeciwnym razie waga gotowego produktu zostanie zmniejszona, a wydajność gotowego produktu zostanie uszkodzona. A gdy forma jest podgrzewana, czas przesuwu ślimaka również powinien zostać wydłużony, aby zagęścić gotowy produkt.

Rozsądne dostosowanie skraca całkowity cykl przetwarzania.
Uruchamiaj nowo dostosowane warunki przez co najmniej 30 minut, aż będą stabilne, a następnie stale produkuj co najmniej tuzin pełnych próbek formy, oznaczaj datę i ilość na ich pojemnikach i umieszczaj je oddzielnie zgodnie z wnęką formy, aby przetestować ich rzeczywistą stabilność działania i uzyskać rozsądne tolerancje kontrolne.
Zmierz i zapisz ważne wymiary próbek ciągłych (przed pomiarem poczekaj, aż próbka ostygnie do temperatury pokojowej).
Sprawdź wymiary każdej próbki formy i poszukaj: spójności wymiarów produktu. Wszelkie wymiary, które wykazują tendencję wzrostową lub spadkową, co wskazywałoby, że warunki przetwarzania maszyny wciąż się zmieniają, takie jak słaba kontrola temperatury lub kontrola ciśnienia oleju. Czy zmiana wymiarów mieści się w zakresie tolerancji.

Jeśli rozmiar gotowego produktu nie zmienia się zbytnio, a warunki przetwarzania są normalne, należy sprawdzić, czy jakość gotowego produktu z każdego gniazda jest akceptowalna i czy jego rozmiar mieści się w dopuszczalnej tolerancji. Zapisz numery wnęk, które są stale większe lub mniejsze od średniej, aby sprawdzić, czy rozmiar formy jest prawidłowy.
Zapis parametrów uzyskanych podczas próby formy wtryskowej
Rejestruj i analizuj dane pod kątem potrzeby modyfikacji formy i warunków produkcji oraz jako punkt odniesienia dla przyszłej produkcji masowej.

Wydłużyć czas trwania procesu, aby ustabilizować temperaturę stopu i oleju hydraulicznego.
Dostosuj warunki pracy maszyny do rozmiaru wszystkich gotowych produktów, które są zbyt duże lub zbyt małe. Jeśli współczynnik skurczu jest zbyt duży, a gotowy produkt wygląda na krótki, można go również użyć jako odniesienia do zwiększenia rozmiaru bramki.

Popraw rozmiar wnęk, które są zbyt duże lub zbyt małe. Jeśli rozmiar wnęki i drzwi jest nadal prawidłowy, spróbuj zmienić warunki maszyny, takie jak szybkość napełniania, temperatura formy i ciśnienie każdej części, i sprawdź, czy niektóre wnęki wypełniają się powoli.

Dokonaj indywidualnych korekt w oparciu o dopasowanie gotowych produktów z każdej wnęki lub przemieszczenie rdzenia formy i być może spróbuj ponownie dostosować szybkość napełniania i temperaturę formy, aby była bardziej jednolita.
Sprawdzić i naprawić wszelkie problemy z formowanie wtryskowe maszyny, takie jak problemy z pompą olejową, zaworem olejowym, regulatorem temperatury itp. mogą powodować zmiany warunków przetwarzania. Nawet najlepsza forma nie będzie dobrze działać na źle utrzymanej maszynie.

Po przejrzeniu wszystkich zarejestrowanych wartości należy zachować zestaw próbek, aby sprawdzić i porównać, czy poprawione próbki uległy poprawie. Prawidłowo zapisuj wszystkie zapisy kontroli próbek podczas próby formy, w tym różne ciśnienia w cyklu przetwarzania, temperaturę stopu i formy, temperaturę rury materiału, czas wtrysku, okres podawania ślimaka itp.
Krótko mówiąc, zapisuj wszystkie dane, które pomogą Ci z powodzeniem ustalić te same warunki przetwarzania w przyszłości, aby uzyskać produkty spełniające standardy jakości.

Modyfikacja i naprawa form
Po próbie formy, należy ją zmodyfikować w zależności od sytuacji. Ponadto, po potwierdzeniu części z tworzywa sztucznego przez inżyniera, struktura części z tworzywa sztucznego powinna zostać odpowiednio zmieniona.
Powody modyfikacji formy
Zmiany spowodowane błędami przetwarzania
Błędy obróbki koncentrują się głównie na wczesnym etapie testowania nowej formy, takie jak błędy wiercenia w wodzie, mały rozmiar rdzenia formy, błędy CNC, błędy EDM itp. W procesie przetwarzania można powiedzieć, że każdy etap przetwarzania może być obarczony błędem.

Niektóre błędy można uratować, modyfikując formę, a niektóre trzeba naprawić, zmieniając materiał. Jeśli materiał zostanie zmieniony i powtórzony, nie jest to uważane za modyfikację formy. Potrzeba modyfikacji formy jest często spowodowana niewielkimi błędami, takimi jak żebro EDM jest nieco przesunięte lub nieco głębokie, cięcie drutem jest nieco nacięte, otwór do gwintowania jest uszkodzony itp.
Nieuzasadnione zmiany w projekcie formy
Na wczesnym etapie projektowania form więcej czasu poświęca się na planowanie i wyniki. Niektóre oczywiste problemy są łatwiejsze do znalezienia, a niektóre niejasne problemy są trudne do znalezienia bezpośrednio przed próbą formy lub produkcją. Większość problemów jest wykrywana podczas prób formy lub produkcji, a informacje zwrotne są przekazywane stronie projektowej, a następnie tworzony jest plan modyfikacji.

Na przykład, jeśli brama lub prowadnica są zbyt małe, produkt nie będzie łatwy do wstrzyknięcia; pozycja lub typ bramy są nieracjonalne, co powoduje problemy z jakością produktu; nachylona kolumna prowadząca lub inne części wpływają na zdolność robota do pobierania produktu; forma powraca nienormalnie itp.
Zmiany w projekcie produktu klienta
Najważniejszym powodem modyfikacji form są zmiany w projekcie produktu klienta. Firmie produkującej formy trudno jest ocenić ten aspekt. Co więcej, firma nie ma na to wpływu.

Zmiany formy w tym obszarze mogą być duże lub małe, takie jak dodanie lub usunięcie kleju lokalnie, konieczność dodania suwaków lub nachylonych blatów lub zmiana powierzchni podziału, a nawet złomowanie i ponowne wykonanie suwaków lub rdzeni formy.
Metody modyfikacji formy
Przeprojektowanie formy
Najlepszym sposobem na rozwiązanie problemu jest przeprojektowanie formy. W oparciu o problemy z oryginalną formą, optymalizujemy i projektujemy strukturę formy, powierzchnię podziału, lokalizację wrót itp. Jednocześnie należy rozważyć dobór materiałów formy i optymalizację procesu obróbki cieplnej, aby poprawić żywotność i trwałość formy.

Na przykład, aby rozwiązać problem niedostatecznego wypełnienia stopu spowodowanego nierówną powierzchnią podziału formy, możemy przeprojektować powierzchnię podziału, aby wypełnienie stopem było bardziej jednolite.
Modyfikacja parametrów formy
Zmiana parametrów formy to prosty i szybki sposób na jej modyfikację. Dostosowując parametry, takie jak rozmiar formy, precyzja formy i chropowatość powierzchni formy, można poprawić jakość i wydajność produkcji produktu.

Na przykład, dostosowując rozmiar i położenie wrót, można zoptymalizować proces napełniania stopu i poprawić jakość produktu; zmniejszając chropowatość powierzchni formy, można zmniejszyć pozostałości produktu i poprawić wydajność produkcji.
Wymiana akcesoriów do form
Wymiana akcesoriów formy jest popularnym i dość tanim sposobem modyfikacji form. W przypadku części formy, które są podatne na zużycie i awarie, takich jak wnęka, rdzeń, tuleja zasuwy itp., można je zastąpić stopionym materiałem lub obróbką powierzchni, która jest bardziej odporna na zużycie i korozję

Można również wybrać bardziej zaawansowane komponenty formy w oparciu o rzeczywiste potrzeby produkcyjne, aby poprawić wydajność produkcji i jakość produktu. Na przykład, jeśli zastąpisz wnękę, która łatwo się zużywa, materiałem wysoce odpornym na zużycie, możesz skutecznie przedłużyć żywotność formy.
Przyczyny naprawy pleśni
Wysoka częstotliwość użytkowania formy prowadzi do zużycia
Wraz ze wzrostem liczby użyć formy, różne części formy będą miały różne stopnie zużycia, co spowoduje problemy, takie jak niedokładne wymiary przetwarzania formy, zwiększona chropowatość powierzchni i zmniejszona precyzja formy. W tym czasie forma musi zostać naprawiona, aby zapewnić dokładność przetwarzania i wydajność produkcji formy.

Problemy spowodowane niewłaściwą obróbką powierzchni formy
Obróbka powierzchni formy jest ważnym czynnikiem wpływającym na żywotność i efekt użytkowania formy. Jeśli powłoka odpadnie, twardość nie jest wystarczająca, a powierzchnia jest nierówna, wpłynie to na efekt użytkowania formy.
W odpowiedzi na te problemy, forma musi zostać naprawiona, powierzchnia formy musi zostać ponownie przetworzona, a precyzja i żywotność formy muszą zostać poprawione.

Wady w samym materiale formy
Rzadko zdarza się, aby sam materiał formy miał wady, ale jeśli taki problem wystąpi, nawet po wielokrotnych regulacjach i zużyciu, nadal nie może spełnić wymagań przetwarzania. Na przykład, gdy w formie pojawiają się pęknięcia, pory i inne problemy, forma musi zostać naprawiona, aby osiągnąć normalne użytkowanie.
Słabe środowisko użytkowania pleśni
Środowisko, w którym używana jest forma, ma duży wpływ na jej żywotność. Na przykład, jeśli forma jest używana w wilgotnym i korozyjnym środowisku przez długi czas, spowoduje to korozję i rdzę na powierzchni formy, zwiększy ryzyko zużycia i uszkodzenia formy, a forma musi zostać naprawiona w tym czasie, aby zapewnić precyzję i żywotność formy.

Metody naprawy pleśni
Naprawa powierzchni
Oszlifuj powierzchnię formy za pomocą szlifierki, aby pozbyć się rdzy lub starej powłoki. Użyj piaskarki do natrysku nowej powłoki, aby upewnić się, że grubość powłoki jest równa. Wykonaj końcowe szlifowanie i polerowanie, aby wygładzić powierzchnię formy.
Naprawa otworów
Zlokalizuj otwory i uszkodzone obszary, które wymagają naprawy. Użyj wiertarki lub frezarki, aby naprawić otwory tak, aby ich rozmiar i kształt odpowiadał wymaganiom projektowym. Oszlifuj i wypoleruj naprawione otwory, aby były gładkie i płaskie.

Naprawa rdzenia formy
Najpierw należy rozebrać rdzeń formy, sprawdzić uszkodzoną część i obliczyć obszar naprawy. Użyj maszyny EDM do spawania i naprawy rdzenia formy, zwracając uwagę na kontrolowanie obszaru naprawy i pozycji. Wykonaj końcowe szlifowanie i polerowanie, aby wygładzić powierzchnię rdzenia formy.
Formy wtryskowe do tworzyw sztucznych Konserwacja
Ponieważ forma pracuje w wysokiej temperaturze i pod wysokim ciśnieniem oraz jest w kontakcie z powietrzem przez długi czas, łatwo rdzewieje. Dlatego też forma musi być dobrze konserwowana. Gdy nie jest używana, należy nałożyć na nią olej antykorozyjny i masło.

Ponadto, ponieważ stal formy ma długą żywotność, a konstrukcja formy nie jest dobrze zaprojektowana, niektóre cienkie konstrukcje stalowe lub sworznie wypychaczy mogą pękać i łamać się, i muszą być stale konserwowane i naprawiane podczas późniejszej konserwacji. Poniżej przedstawiono główne metody konserwacji form.
Jeśli środowisko jest wilgotne, powierzchnia formy jest podatna na rdzę, co obniży jakość powierzchni i wpłynie na żywotność formy. Dlatego podczas przechowywania formy należy wybrać suche i wentylowane miejsce, a do ochrony używać materiałów odpornych na wilgoć.

Regularnie czyść powierzchnię pleśni
Podczas korzystania z formy zostanie ona pokryta farbą, olejem i innymi rzeczami, co wpłynie na efekt użytkowania. Dlatego powierzchnia formy powinna być regularnie czyszczona detergentem, aby zapewnić jej gładkość i uniknąć wad wpływających na jakość.

Prawidłowe korzystanie z formy
Forma została zaprojektowana i wyprodukowana w określonych warunkach użytkowania, dlatego podczas korzystania z niej należy zachować szczególną ostrożność. Należy unikać używania nadmiernej siły podczas pracy i przestrzegać procedur operacyjnych, aby zapewnić, że forma nie zostanie uszkodzona podczas długotrwałego użytkowania. Problemy z jakością, takie jak.

Częste smarowanie i konserwacja
Forma musi dobrze współpracować z ruchomymi częściami podczas jej używania. Dlatego należy często oliwić ruchome części formy, aby zapobiec jej zablokowaniu lub zakleszczeniu w wyniku zużycia podczas użytkowania.

Zwróć uwagę na metodę przechowywania
Kiedy przechowujesz swoją formę przez długi czas, nie chcesz, aby się zabrudziła i zniszczyła. Dlatego podczas przechowywania należy umieścić ją na płaskiej powierzchni i użyć czegoś do jej przytrzymania, aby nie uległa zniszczeniu.

Wnioski
Stopione tworzywo sztuczne jest przekształcane w stopione tworzywo sztuczne podczas formowanie wtryskowe cykl, kończący się ostatecznym formowaniem w postaci żywicy z tworzywa sztucznego. Wykonywanie form wtryskowych jest bardzo skomplikowanym procesem.

Składa się z wielu etapów. Od projektu formy po obróbkę CNC, precyzyjne szlifowanie, obróbkę elektroerozyjną, montaż i debugowanie - wszystkie aspekty muszą zapewniać dokładność i wydajność produkcji. Tylko dzięki ścisłej kontroli i testom można zagwarantować jakość i wydajność form wtryskowych.







