 Przejdź do treści
Przejdź do treści 

Wprowadzenie:Formowanie wtryskowe nadaje się do masowej produkcji produktów o skomplikowanych kształtach i innych dziedzin przetwórstwa form. Chociaż formowanie wtryskowe jest szeroko stosowane w produkcji. Jednak wady formowania wtryskowego są nadal pewne, które ten artykuł omówi z następujących aspektów.
Wyższe koszty form ograniczają dostępność produkcji małoseryjnej
Dlaczego koszty początkowe są tak wysokie?
Istnieje wiele procesów produkcji form wtryskowych
Koszt zakupu standardowych części jest wysoki, wysokie koszty początkowe, a złożone procesy wymagają stosunkowo większej siły roboczej. Aby zapewnić jakość, producenci form plastikowych muszą również przejść wiele testów, gdy procesy są złożone.

Liczba plastikowych form wtryskowych do wyprodukowania musi być określona na podstawie liczby próbek.
Czasami część formowana wtryskowo, która wydaje się mieć bardzo prostą strukturę, wymaga dwóch lub nawet trzech zestawów form wtryskowych do przetworzenia.
Produkcja form wtryskowych zajmuje dużo czasu
Aby osiągnąć wysoką precyzję, niektórzy producenci form wtryskowych są bardzo skrupulatni i mają dedykowany personel, który śledzi i stara się zadowolić klientów. Dlatego im więcej czasu potrzeba, tym inwestycja odpowiednio wzrośnie.
Formowanie wtryskowe może realizować jednorazowe formowanie produktów z tworzyw sztucznych o złożonych kształtach. Jest to wydajna metoda produkcji na dużą skalę, a jakość formy wtryskowej bezpośrednio wpływa na jakość formowania wtryskowego.
W przemyśle form wtryskowych, aby przetwarzać części formowane wtryskowo z wysoką precyzją, wysoką jakością i złożonymi profilami, konieczne jest zastosowanie zaawansowanego oprogramowania do projektowania i produkcji wspomaganego komputerowo lub obróbki CNC oraz sformułowanie rozsądnych procedur przetwarzania.
Produkcja form wtryskowych jest bardzo trudna
Wymagania projektowe dla form wtryskowych są bardzo wysokie, głównie jeśli chodzi o dokładne zaprojektowanie kanałów przepływu formy. Jeśli prace projektowe nie zostaną dobrze wykonane, bardzo trudno jest zmodyfikować formę, jeśli kolejne próby formy zakończą się niepowodzeniem, a większość form musi zostać poddana regeneracji.

Istnieje wiele procesów produkcji form wtryskowych, koszt zakupu standardowych części jest wysoki, proces jest złożony i wymaga stosunkowo dużej siły roboczej. Aby zapewnić jakość procesu, producenci form z tworzyw sztucznych muszą również przejść szeroko zakrojone testy. Jest to skuteczny sposób na zapewnienie jakości przetwarzania, poprawę wydajności produkcji i zmniejszenie pracochłonności.
Podsumowując, przyczyną wysokich notowań producentów form wtryskowych jest to, że istnieje wiele procesów produkcji form wtryskowych, liczba form wtryskowych do tworzyw sztucznych, które mają być wyprodukowane, musi być określona na podstawie liczby próbek, formy wtryskowe zajmują dużo czasu, a produkcja form wtryskowych jest trudna. Wraz z ciągłym rozwojem industrializacji stał się głównym krajem na świecie produktów formowanych wtryskowo.
Produkty formowane wtryskowo produkowane każdego roku są sprzedawane na całym świecie, zwłaszcza obudowy GPS są sprzedawane w kraju i za granicą. Liczba form do wykonania zależy od próbki, a czasami wydaje się, że plastikowa część o bardzo prostej strukturze wymaga dwóch zestawów form wtryskowych, a nawet trzech zestawów form wtryskowych do przetworzenia.

Produkty formowania wtryskowego wniosły również niezatarty wkład w rozwój handlu zagranicznego. Jednakże, podczas gdy branża rozwija się szybko, napotyka również wiele problemów, które wymagają większej uwagi.
Dlaczego formowanie wtryskowe nie nadaje się do produkcji małoseryjnej?
Marnowanie materiału: Aby wyprodukować kompletny formowanie wtryskowe Do wypełnienia wnęki formy wymagane są określone surowce. Jeśli model jest produkowany w małych partiach, duża ilość materiału zostanie zmarnowana. Modele formowane wtryskowo nie nadają się do produkcji małoseryjnej.
Koszt produkcji formy jest wysoki: Koszt zakupu standardowych części form wtryskowych jest wysoki, a proces skomplikowany. Produkcja małoseryjna zwiększy koszt produktów jednostkowych, więc formowanie wtryskowe nie nadaje się do produkcji małoseryjnej.
Długi czas przygotowania: Przed formowaniem wtryskowym potrzeba dużo czasu na testowanie i regulację, a w przypadku produkcji małych partii zmniejszy to wydajność produkcji.

Brak elastyczności: Formowanie wtryskowe jest bardziej odpowiednie do masowej produkcji tego samego produktu. Produkcja małoseryjna jest mało elastyczna i wymaga ciągłego dostosowywania.
Wysokie koszty ekonomiczne: Ze względu na niewielką ilość produkcji małoseryjnej, trudno jest osiągnąć korzyści skali pod względem wielkości produkcji. Ponadto, formowanie wtryskowe sprzęt jest bardzo drogi. W związku z tym koszt dzielony przez pojedynczy produkt jest bardzo wysoki, więc koszty ekonomiczne są wysokie. Nie nadaje się do produkcji małoseryjnej.
Podsumowując, formowanie wtryskowe jest procesem odpowiednim do produkcji masowej, a większość produktów z tworzyw sztucznych jest obecnie wytwarzana w tym procesie. Jednak proces formowania wtryskowego wymaga najpierw wyprodukowania form, a formy są nie tylko drogie w produkcji, ale także mają stosunkowo długi cykl produkcyjny. Dlatego dopiero gdy wielkość produkcji osiągnie wysoki wolumen, otwarcie formy będzie ekonomicznie korzystne.
Ograniczenia konstrukcyjne formowania wtryskowego
Które projekty produktów nadają się do form wtryskowych?
Obudowy produktów elektronicznych: Obudowy produktów elektronicznych, takich jak telefony komórkowe, telewizory, zestawy stereo itp. są formowane wtryskowo z wytrzymałych i trwałych tworzyw sztucznych, aby spełnić wymagania dotyczące wyglądu i wydajności produktu.

Zabawki: w tym zabawki dla dzieci, zabawki edukacyjne, zabawki sportowe itp. Zabawki te mogą być formowane wtryskowo z różnych materiałów, takich jak polietylen, polipropylen itp.
Artykuły gospodarstwa domowego: takie jak plastikowe wieszaki, plastikowe wiadra, plastikowe krzesła itp. Produkty te charakteryzują się doskonałą trwałością i poręcznością i doskonale nadają się do użytku domowego.
Części samochodowe: takich jak drzwi samochodowe, deski rozdzielcze, światła itp. Produkty te muszą charakteryzować się wysoką odpornością na ciepło, korozję i wytrzymałością, aby dostosować się do wymagań środowiska pracy w branży motoryzacyjnej.
Urządzenia medyczne: takich jak strzykawki medyczne, odtłuszczona przędza medyczna itp. Produkty te muszą charakteryzować się dobrą biokompatybilnością i trwałością, aby spełnić surowe wymagania branży medycznej.
Jakie są zasady projektowania form wtryskowych?
Rozpoczynając projektowanie formy, należy zwrócić większą uwagę na rozważenie kilku opcji, rozważyć zalety i wady każdej z nich i wybrać jedną z nich. Należy również poważnie potraktować formę T.

Po przekazaniu planu projektowego należy skontaktować się z fabryką, aby zrozumieć proces przetwarzania oraz warunki produkcji i użytkowania. Każdy zestaw form powinien mieć ustalone doświadczenie analityczne i proces podsumowywania zysków i strat, aby poziom projektowania form mógł być stale ulepszany.
Podczas projektowania należy odnosić się do podobnych rysunków zaprojektowanych w przeszłości i uczyć się na ich doświadczeniach i lekcjach; Dział projektowania form powinien być całością, a każdy członek projektu nie może pracować niezależnie. Szczególnie w podsumowaniu wniosków z projektowania form musi istnieć styl zespołowy.

Ograniczenia dotyczące materiałów do formowania wtryskowego
Które tworzywa sztuczne nadają się do formowania wtryskowego?
Polistyren (PS), Polistyren, powszechnie znany jako twardy klej, jest bezbarwnym, przezroczystym, błyszczącym materiałem ziarnistym. Polistyren charakteryzuje się dobrymi właściwościami optycznymi, doskonałymi właściwościami elektrycznymi, łatwością formowania i przetwarzania oraz dobrymi właściwościami barwiącymi. Największymi wadami polistyrenu są jego kruchość, niska odporność na ciepło (maksymalna temperatura pracy od 60 do 80 stopni Celsjusza) i słaba odporność na kwasy.
Typowe zastosowania polistyrenu: opakowania produktów, artykuły gospodarstwa domowego (zastawa stołowa, tace itp.), elektryczne (przezroczyste pojemniki, dyfuzory światła, folie izolacyjne itp.)
Polipropylen (PP): Polipropylen, bezbarwny, przezroczysty lub błyszczący granulowany materiał, określany jako PP, jest powszechnie znany jako miękki klej 100%. Jest to krystaliczne tworzywo sztuczne.

Właściwości polipropylenu obejmują dobrą płynność, doskonałą wydajność formowania, doskonałą odporność na ciepło, można go gotować i sterylizować w temperaturze 100 stopni Celsjusza, wysoką granicę plastyczności, dobre właściwości elektryczne, słabe bezpieczeństwo przeciwpożarowe, słabą odporność na warunki atmosferyczne, wrażliwość na tlen i podatność na wpływ promieni ultrafioletowych. Starzenie.
Typowe zastosowania polipropylenu: przemysł motoryzacyjny (głównie przy użyciu PP z dodatkami metalowymi: błotniki, kanały wentylacyjne, wentylatory itp.), sprzęt (uszczelki drzwi zmywarki, kanały wentylacyjne suszarki, ramy i pokrywy pralek, wykładziny drzwi lodówki itp.), produkty konsumenckie (sprzęt do pielęgnacji trawników i ogrodów, taki jak kosiarki, zraszacze itp.)
Nylon (PA)Nylon to tworzywo konstrukcyjne wykonane z żywicy poliamidowej, określanej jako PA. Istnieją PA6, PA66, PA610, PA1010 itp.
Nylon charakteryzuje się wysoką krystalicznością, wysoką wytrzymałością mechaniczną, dobrą ciągliwością, wysoką wytrzymałością na rozciąganie, wytrzymałością na ściskanie, wyjątkową odpornością na zmęczenie, odpornością na zużycie, odpornością na korozję, odpornością na ciepło, nietoksycznością i doskonałymi właściwościami elektrycznymi. Wydajność: Słaba odporność na światło, łatwe wchłanianie wody i brak odporności na kwasy.
Typowy zakres zastosowań polipropylenu: Jest szeroko stosowany w częściach konstrukcyjnych ze względu na dobrą wytrzymałość mechaniczną i sztywność. Ze względu na dobrą odporność na zużycie, jest również stosowany w produkcji łożysk.

Polioksymetylen (POM)Polioksymetylen, znany również jako materiał Saigang, jest tworzywem konstrukcyjnym. Polioksymetylen ma strukturę krystaliczną o doskonałych właściwościach mechanicznych, wysokim module sprężystości, wysokiej sztywności i twardości powierzchni i jest znany jako "konkurent metalu".
Charakterystyka poliformaldehydu obejmuje mały współczynnik tarcia, doskonałą odporność na zużycie i samosmarowanie, ustępuje tylko nylonowi, ale jest tańszy niż nylon, dobra odporność na rozpuszczalniki, zwłaszcza rozpuszczalniki organiczne, ale nie jest odporny na silne kwasy, silne zasady i utleniacze. Rozmiar Dobra stabilność i możliwość produkcji precyzyjnych części. Skurcz formowania jest duży, stabilność termiczna jest słaba i łatwo ulega rozkładowi po podgrzaniu.
Typowy zakres zastosowań polioksymetylenu: POM ma bardzo niski współczynnik tarcia i dobrą stabilność geometryczną i jest szczególnie odpowiedni do produkcji kół zębatych i łożysk. Ponieważ ma również odporność na wysokie temperatury i bardzo dobre właściwości fizyczne, jest również stosowany w elementach rurociągów (zawory rurociągów, obudowy pomp), sprzęcie do pielęgnacji trawników itp.

Tworzywo ABS (akrylonitryl-butadien-styren)Tworzywo ABS to rodzaj modyfikowanego polistyrenu o wysokiej wytrzymałości, który składa się z trzech związków: akrylonitrylu, butadienu i styrenu w określonym stosunku, o jasnym kolorze kości słoniowej, nieprzezroczystym, nietoksycznym i bezwonnym.
Charakterystyka tworzywa ABS: wysoka wytrzymałość mechaniczna, duża odporność na uderzenia, dobra odporność na pełzanie, twardość, wytrzymałość, sztywność i inne cechy. Powierzchnia części z tworzywa ABS może być galwanizowana. ABS można mieszać i topić z innymi tworzywami sztucznymi i gumą w celu poprawy jego wydajności. Typowy zakres zastosowań ABS: samochody, telewizory, lodówki, pralki, klimatyzatory i inne obudowy urządzeń elektrycznych.
Poliwęglan (PC), powszechnie znane jako szkło kuloodporne, jest nietoksycznym, bezsmakowym, bezwonnym, przezroczystym materiałem, który jest łatwopalny, ale może sam zgasnąć po usunięciu z ognia.

Charakterystyka poliwęglanu: Charakteryzuje się wyjątkową wytrzymałością i twardością. Ma najlepszą udarność spośród wszystkich materiałów termoplastycznych. Doskonała odporność na pełzanie, dobra stabilność wymiarowa, wysoka dokładność formowania i dobra odporność na ciepło (120 stopni). Wady poliwęglanu Ma niską wytrzymałość zmęczeniową, duże naprężenia wewnętrzne i słabą odporność na zużycie łatwo pękających części z tworzyw sztucznych.
Typowe obszary zastosowań poliwęglanu: sprzęt elektryczny i komercyjny (komponenty komputerowe, złącza itp.), urządzenia (roboty kuchenne, szuflady lodówek itp.), przemysł transportowy (przednie i tylne światła pojazdu, deska rozdzielcza itp.).
PC+ABS (stop PC+ABS)łączy w sobie zalety PC (tworzywo konstrukcyjne) i ABS (tworzywo ogólne) i poprawia wydajność obu. Zawiera składniki chemiczne ABS i PC oraz ma dobrą płynność i przetwarzanie formowania ABS. Wydajność, odporność na uderzenia PC i odporność na zmiany cyklu zimna i ciepła.

Elementy ze stopu PC+ABS mogą być używane do projektowania form z otworami dozującymi/dużymi dyszami, a powierzchnia może być natryskiwana olejem, galwanizowana i natryskiwana metalem.
Jakie są wymagania dotyczące materiałów do form dla popularnych materiałów do formowania wtryskowego?
Polichlorek winylu (PVC)PVC jest korozyjny (łatwo się rozkłada) i ma słabą płynność. Stal nierdzewna jest zwykle używana jako materiał do form wtryskowych.
Polistyren (PS): Wybierz materiał gniazda formy wtryskowej o dobrej polerowalności. Polistyren (PS) jest tutaj preferowany ze względu na jego doskonałą odporność na uderzenia i dobra izolacja elektryczna.
Polietylen (PE): niska wartość błysku, należy uważać, aby uniknąć zadziorów (zadziorów).

Polipropylen (PP): Brak specjalnych wymagań dotyczących form. a polipropylen (PP) ma Doskonała odporność chemiczna i nadaje się do kontaktu z produktami spożywczymi
Nylon (PA): Niska wartość błysku, zapobiegająca powstawaniu zadziorów.
Polioksymetylen (POM): Jest korozyjny, dlatego należy wybierać materiały odporne na korozję.
Poliwęglan (PC)Przezroczysty materiał, wybierz materiał wnęki o dobrej polerowalności; i słaba płynność, forma wtryskowa musi zostać podgrzana, a sztywność formy i blokada formy powinny być dobre. Tworzywo ABS: brak specjalnych wymagań dla form wtryskowych.
Eter polifenylenowy (PPO): słaba płynność, forma musi być podgrzana do 100 stopni
Szkło organiczne (PMMA): przezroczysty, wybierz materiał polerowany.

Ograniczenia procesu produkcyjnego formowania wtryskowego
Jaki sprzęt jest wymagany w procesie formowania wtryskowego?
Maszyny do formowania wtryskowego
Zasada działania formowanie wtryskoweWtryskarka jest podobna do wtryskarki strzykawkowej. Wykorzystuje ona nacisk ślimaka (lub tłoka) do wtryskiwania uplastycznionego tworzywa sztucznego w stanie stopionym (tj. w stanie lepkiego płynięcia) do zamkniętego Proces uzyskiwania gotowego produktu po zestaleniu i ukształtowaniu w gnieździe formy.
Formowanie wtryskowe jest procesem cyklicznym, a typowy cykl formowania wtryskowego obejmuje głównie podawanie ilościowe - topienie i uplastycznianie - wtrysk ciśnieniowy - napełnianie i chłodzenie formy - otwieranie i wyjmowanie formy. Po wyjęciu plastikowej części forma jest ponownie zamykana i przeprowadzany jest kolejny cykl.

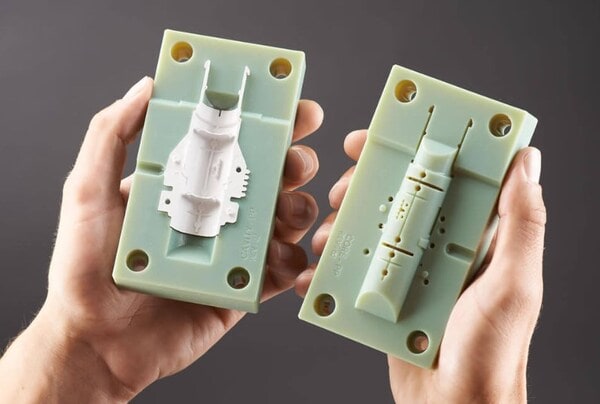
Pleśń
Forma (mú jù), różne formy i narzędzia używane w produkcji przemysłowej do uzyskiwania wymaganych produktów poprzez formowanie wtryskowe, rozdmuchowe, wytłaczanie, odlewanie ciśnieniowe lub kucie, wytapianie, tłoczenie i inne metody.
Krótko mówiąc, forma jest narzędziem używanym do tworzenia ukształtowanych obiektów. Narzędzie to składa się z różnych części, a różne formy składają się z różnych części. Osiąga głównie przetwarzanie kształtu obiektu poprzez zmiany stanu fizycznego formowanego materiału. Znana jako "matka przemysłu".

Urządzenia automatyki
Sprzęt do automatyzacji obejmuje roboty manipulacyjne, przenośniki, dmuchawy, urządzenia chłodzące itp., które pomagają w automatyzacji formowania wtryskowego.
Na przykład roboty manipulacyjne są używane głównie do usuwania uformowanych produktów ze stołu wtryskarki, przenośniki są używane do automatycznego transportu cząstek plastiku do wtryskarki, a dmuchawy mogą być używane do chłodzenia produktów z tworzyw sztucznych.

Sprzęt offline: Sprzęt offline obejmuje urządzenia ważące, sprzęt do przechowywania, narzędzia pneumatyczne, szlifierki itp., które są używane głównie do wspomagania określonych operacji procesu formowania wtryskowego i poprawy wydajności produkcji.
Dlaczego koszt inwestycji w urządzenia do formowania wtryskowego jest tak wysoki?
Sam sprzęt wiąże się ze stosunkowo wysokimi kosztami początkowymi
Sprzęt do formowania wtryskowego zazwyczaj składa się z wtryskarek, form, urządzeń automatyzujących, urządzeń offline itp.
Wtryskarka to jedna z najdroższych części i wysoka inwestycja początkowa. Zasada działania wtryskarki jest podobna do zasady działania strzykawki do wtrysku. Wykorzystuje ona nacisk śruby (lub tłoka) do przenoszenia uplastycznionego stanu stopionego (tj. stanu lepkiego przepływu) Proces, w którym tworzywo sztuczne jest wtryskiwane do zamkniętej wnęki formy, a produkt uzyskuje się po zestaleniu i ukształtowaniu.

Formowanie wtryskowe jest procesem cyklicznym, a każdy cykl obejmuje głównie podawanie ilościowe - topienie i plastyfikację - wtrysk ciśnieniowy - napełnianie i chłodzenie formy - otwieranie i usuwanie formy. Po wyjęciu plastikowej części forma jest ponownie zamykana i przeprowadzany jest kolejny cykl.
Amortyzacja sprzętu i koszty utrzymania
odnosi się do kosztów amortyzacji i kosztów utrzymania wymaganych do zakupu i użytkowania sprzętu. Obejmują one koszty zakupu sprzętu, koszty utrzymania sprzętu i wysoki koszt początkowy.
Koszty zakupu sprzętu: Przy zakupie sprzętu firmy powinny kompleksowo rozważyć takie czynniki, jak wydajność sprzętu, cena i późniejsza konserwacja, a także wybrać sprzęt o wysokiej opłacalności, zmniejszając w ten sposób koszty zakupu sprzętu.
Koszty konserwacji sprzętu: Regularna konserwacja sprzętu w celu zapewnienia, że jest on w dobrym stanie technicznym, może wydłużyć żywotność sprzętu i obniżyć koszty jego konserwacji, a tym samym zapewnić niskie koszty.

Koszt pracy
Koszty pracy obejmują bezpośrednie i pośrednie koszty pracy. Co więcej, pracownicy są w wysokim stopniu , Bezpośredni koszt pracy odnosi się do bezpośredniego kosztu pracy wymaganego do wytworzenia produktów, który obejmuje głównie wynagrodzenia, świadczenia i powiązane wydatki na zarządzanie zasobami ludzkimi pracowników operacyjnych.
Pośrednie koszty pracy odnoszą się do kosztów pracy wykorzystywanych do pośredniego wsparcia w procesie produkcyjnym, takich jak personel zarządzający produkcją, personel konserwacyjny itp. Chociaż pracownicy ci nie są bezpośrednio zaangażowani w produkcję produktu, ich ustalona technologia produkcji odgrywa ważną rolę w zapewnieniu normalnego funkcjonowania procesu produkcyjnego.
Jakie są trudności w procesie formowania wtryskowego?
Formowanie wtryskowe jest powszechnie stosowaną technologią przetwarzania tworzyw sztucznych, ale wiążą się z nią również pewne trudności i problemy, w tym między innymi następujące aspekty.
Pozycja wrót formy i poprawność formy
Brama: Brama to krótki rowek o małym przekroju poprzecznym, służący do połączenia prowadnicy z gniazdem formy. Umieszczenie bramy w najgrubszej części produktu i wylewanie z najgrubszej części może zapewnić lepsze efekty napełniania i utrzymywania ciśnienia. Jeśli ciśnienie trzymania jest niewystarczające, cieńsze obszary zestalą się szybciej niż grubsze. Unikaj umieszczania wlewu w miejscach, w których grubość nagle się zmienia, aby uniknąć histerezy lub krótkich strzałów.
Kontrola temperatury formy
Różne materiały gumowe wymagają różnych temperatur formy; formy o różnych właściwościach powierzchni i różnych strukturach wymagają różnych temperatur formy, co wymaga ukierunkowanego projektu systemu kontroli temperatury; temperatura przedniej formy jest wyższa niż różnica temperatur tylnej formy wynosi zwykle około 20 ~ 30o; temperatura przedniej formy wymagana dla iskier jest wyższa niż temperatura przedniej formy wymagana dla gładkich powierzchni.
Gdy przednia forma musi przepuszczać gorącą wodę lub gorący olej, ogólna różnica temperatur wynosi około 40o; gdy rzeczywista temperatura formy nie może osiągnąć wymaganej temperatury formy, forma powinna zostać podgrzana. Dlatego przy projektowaniu formy należy w pełni rozważyć, czy ciepło doprowadzane do formy przez materiał gumowy może spełnić wymagania dotyczące temperatury formy.
Oprócz zużycia przez promieniowanie cieplne i przewodzenie ciepła, większość ciepła wprowadzonego do formy przez materiał gumowy musi zostać zużyta przez obieg cyrkulacyjny. Medium przenoszące ciepło jest wyprowadzane z formy. Ciepło w częściach łatwo przenoszących ciepło, takich jak miedź berylowa, nie jest wyjątkiem; temperatura formy powinna być zrównoważona i nie powinno występować miejscowe przegrzanie lub przechłodzenie.
Wymagania dotyczące środowiska oczyszczania w transporcie surowców z tworzyw sztucznych
Podczas transportu cząstek tworzyw sztucznych należy zwrócić uwagę na wybór odpowiedniej temperatury transportu, aby uniknąć deformacji lub rozkładu cząstek w wysokich lub niskich temperaturach; utrzymywać cząstki w stanie suchym, aby uniknąć uszkodzenia cząstek przez wilgoć i wpływ wody; unikać kontaktu ze szkodliwymi substancjami, takimi jak kwasy, zasady itp;
Ściśle przestrzegać różnych przepisów i regulacji oraz nie przeciążać, nie przekraczać prędkości itp. podczas transportu; regularnie sprawdzać stan pojazdów i materiałów opakowaniowych oraz niezwłocznie wymieniać uszkodzone części i materiały.
Utrzymywanie czystości środowiska warsztatowego podczas kontroli procesu produkcyjnego
W procesie formowania wtryskowego powstają różne gazy odlotowe, ścieki oraz niewykorzystane lub zużyte tworzywa sztuczne, które zanieczyszczają środowisko. Ponieważ obecnie wdrażany jest podwójny cel redukcji emisji dwutlenku węgla, należy podjąć odpowiednie środki ochrony środowiska w zakresie przetwarzania.

Wnioski
Formowanie wtryskowe jest szeroko stosowaną metodą formowania, ale ma również pewne wady i ograniczenia w rzeczywistej produkcji, takie jak wysoki koszt, złożony proces, długi cykl produkcyjny i podatność na wady. Wady te można poprawić, optymalizując proces, poprawiając wydajność sprzętu, ulepszając materiały form lub opracowując najbardziej konkurencyjną cenowo technologię, aby sprostać zapotrzebowaniu na produkty wyższej jakości.







