 Przejdź do treści
Przejdź do treści 

Wprowadzenie
Tworzenie form wtryskowych to długi i skomplikowany proces. Na pozornie prostą czynność składa się wiele etapów. Czy wiesz, jak wygląda proces produkcji form wtryskowych?
Teraz opowiem szczegółowo. Proces tworzenia form wtryskowych w technologii wtryskiwania tworzyw sztucznych obejmuje głównie: przyjmowanie spersonalizowanych potrzeb klientów, projektowanie form przez zespół inżynieryjny, produkcję form wtryskowych z roztopionego plastiku, inspekcję i próby form, modyfikację i naprawę form oraz konserwację form. Poniżej omówię to krok po kroku.

Akceptacja niestandardowych potrzeb klientów
Kiedy chcesz wykonać formę z tworzywa sztucznego, dajesz producentowi form rysunek lub próbkę produktu, który chcesz wykonać. Producent form musi wiedzieć, w jaki sposób zamierzasz używać części, jak zamierzasz ją przetwarzać i jak dokładna ma być.

Aby sprostać wymaganiom produkcji form z tworzyw sztucznych, musimy zbierać, analizować i przetwarzać dane produktów, aby zaspokoić indywidualne potrzeby klientów.
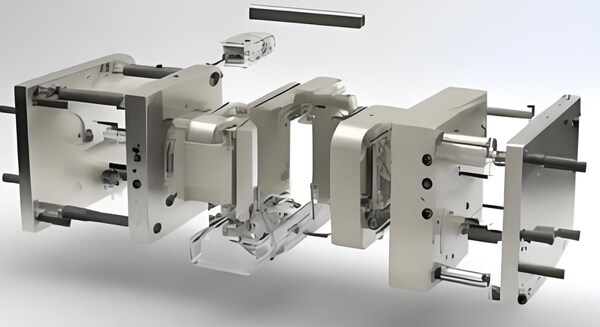
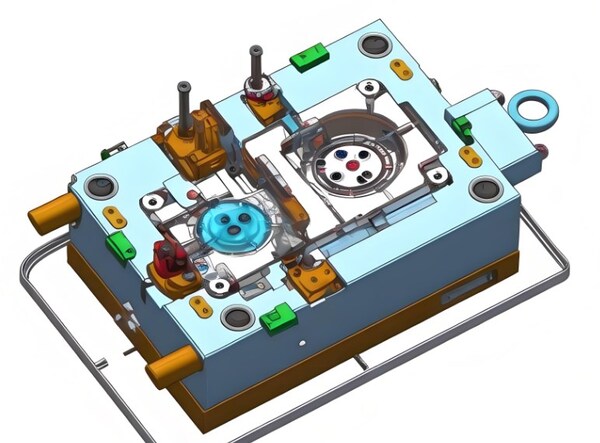
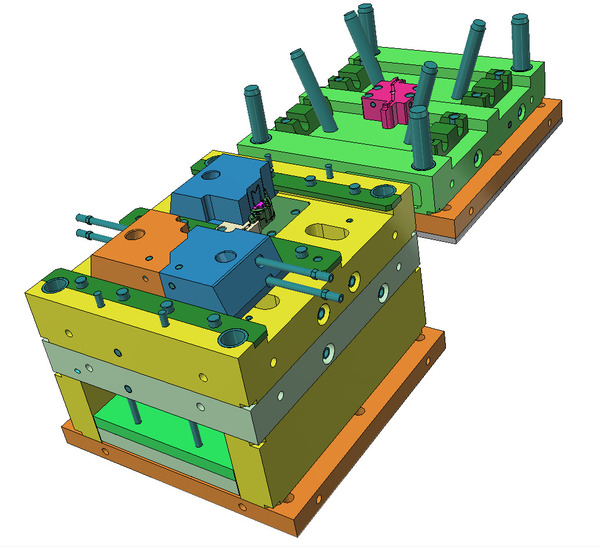
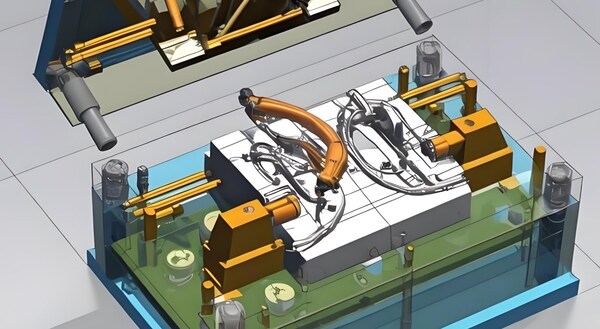
Projektowanie form
Projektowanie formy wtryskowej jest najważniejszą częścią całego procesu produkcji form. Struktura i rozmiar formy muszą być określone zgodnie z wymaganiami i charakterystyką produktu. Poniżej przedstawiono kroki projektowania formy wtryskowej.
Prace przygotowawcze przed projektowaniem
Książka zadań projektowych; zapoznanie się z częściami z tworzyw sztucznych, w tym ich kształtem geometrycznym, wymaganiami użytkowania części z tworzyw sztucznych i surowcami części z tworzyw sztucznych; sprawdzenie przetwarzalności części z tworzyw sztucznych; wyjaśnienie modelu i specyfikacji wtryskarki.
Etapy projektowania struktury formy wtryskowej
Policz liczbę otworów. Warunki: maksymalna objętość wtrysku, siła zacisku, wymagania dotyczące precyzji produktu, oszczędność; wybierz miejsce podziału. Zasadą powinna być prosta struktura formy, łatwość podziału i brak wpływu na wygląd i użytkowanie plastikowych części; zdecyduj, gdzie umieścić otwory.

Zdecyduj, jak wyjąć część z formy, w tym z głównego kanału, rozgałęzionego kanału, bramy, zimnej studni ślimakowej itp. Zaprojektuj różne sposoby wyjmowania części z formy w zależności od tego, gdzie plastikowa część pozostała w formie.

Zdecyduj, jak kontrolować temperaturę. System kontroli temperatury zależy głównie od rodzaju tworzywa sztucznego. Jeśli zdecydujesz się użyć wkładki w formie lub rdzeniu, podziel wkładki na sekcje, wykonaj wkładki i zamocuj je w tym samym czasie.

Określ metodę wydechu. Ogólnie rzecz biorąc, wydech można osiągnąć przez szczelinę między powierzchnią podziału formy a mechanizmem wyrzutowym i formą. W przypadku dużych i szybkich form wtryskowych należy zaprojektować odpowiednią metodę wydechu; określić główne wymiary formy wtryskowej.

Użyj wzoru do obliczenia wymiarów roboczych formowanych części. Określić grubość ścianki bocznej wnęki formy, grubość dolnej płyty wnęki, podkładkę rdzenia, grubość ruchomej płyty, grubość płyty wnęki wnęki typu blokowego i wysokość zamknięcia formy wtryskowej.

Na podstawie zaprojektowanych i obliczonych wymiarów formy wtryskowej wybierz standardową podstawę formy wtryskowej i spróbuj wybrać standardowe komponenty formy; naszkicuj strukturę formy.
Podczas projektowania formy bardzo ważne jest narysowanie pełnego szkicu konstrukcyjnego formy i narysowanie schematu konstrukcji formy. Należy sprawdzić odpowiednie wymiary formy i wtryskarki.

Sprawdź parametry używanej wtryskarki: w tym maksymalną objętość wtrysku, ciśnienie wtrysku, siłę zacisku oraz rozmiar części montażowej formy, skok otwarcia formy i mechanizm wyrzutu.
Przegląd projektu części wtryskiwanych. Przeprowadź wstępny przegląd i uzyskaj zgodę użytkownika. Jednocześnie należy potwierdzić i zmodyfikować wymagania użytkownika; narysować rysunek złożeniowy formy.

Wyraźne wskazanie relacji montażowych, niezbędnych wymiarów, numerów seryjnych, szczegółowych list, pasków tytułowych i wymagań technicznych dla każdej części formowania wtryskowego (wymagania techniczne obejmują następujące pozycje).

wymagania dotyczące wydajności konstrukcji formy, takie jak wymagania dotyczące montażu mechanizmu wyrzucającego i mechanizmu wyciągającego rdzeń; wymagania dotyczące procesu montażu formy, takie jak szczelina montażowa powierzchni podziału i równoległość górnej i dolnej powierzchni formy.

wymagania dotyczące stosowania form; obróbka przeciwutleniająca, numeracja form, napisy, uszczelnienia olejowe i wymagania dotyczące przechowywania; wymagania dotyczące form próbnych i kontroli).
Tworzenie rysunków części formy. Kolejność tworzenia rysunków części jest następująca: najpierw wewnątrz, potem na zewnątrz, najpierw złożone, potem proste, najpierw części formujące, potem części konstrukcyjne. Sprawdź rysunki projektowe.

The final check of the projektowanie form wtryskowych is the final check of the injection mold design, and more attention should be paid to the processing performance of the parts.
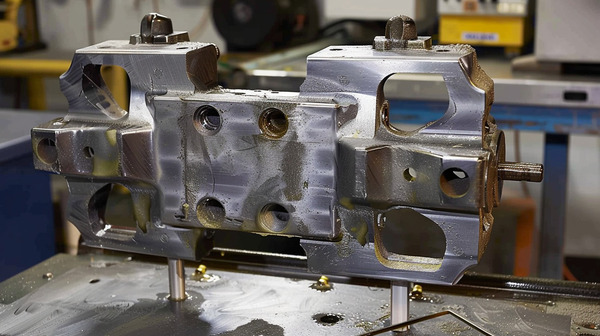
Produkcja form
Programowanie, usuwanie elektrod
Po zaprojektowaniu formy należy utworzyć program CNC w oparciu o warunki przetwarzania każdej części i to, czy elektroda musi zostać wyjęta do obróbki elektroerozyjnej.

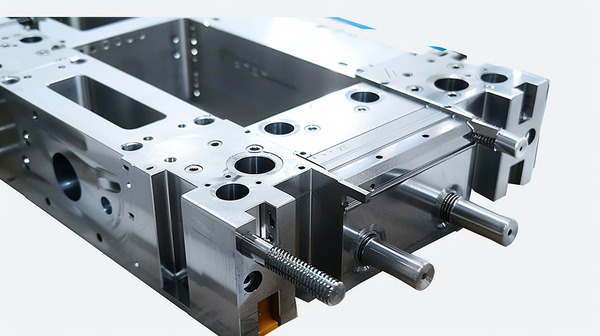
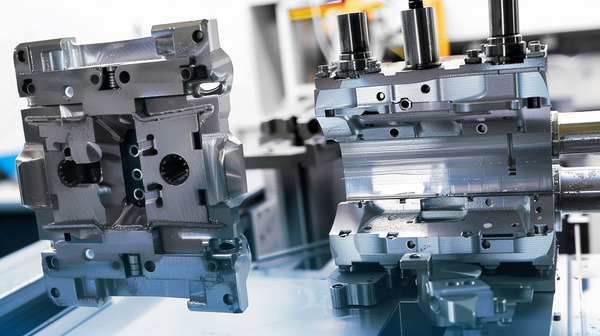
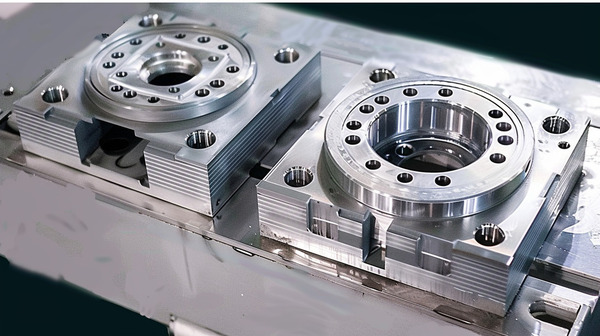
Obróbka skrawaniem
Obróbka mechaniczna formy obejmuje obróbkę CNC, obróbkę EDM, cięcie drutem, wiercenie głębokich otworów itp. Po zamówieniu podstawy formy i materiałów, forma jest tylko w stanie obróbki zgrubnej lub tylko z materiału stalowego.
W tym czasie należy przeprowadzić szereg procesów obróbki mechanicznej zgodnie z założeniami projektowymi formy w celu wytworzenia różnych części

Obróbka CNC, czyli komputerowa obróbka sterowana numerycznie, to centrum obróbcze wykorzystujące sterowanie numeryczne. Wymaga różnych procesów obróbki, doboru narzędzi, parametrów obróbki i innych wymagań.

Obróbka EDM lub obróbka elektroerozyjna to proces obróbki, który wykorzystuje wyładowania elektryczne do erozji materiału do wymaganego rozmiaru, dzięki czemu może przetwarzać tylko materiały przewodzące. Stosowane elektrody są zazwyczaj wykonane z miedzi i grafitu.
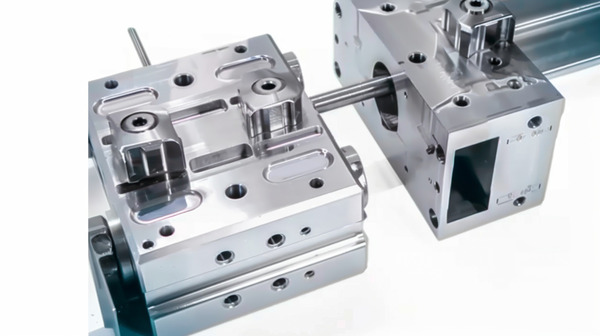
Zespół utrwalacza
Monter odgrywa bardzo ważną rolę w procesie produkcji form, a jego praca musi przebiegać przez cały proces produkcji form. Praca montera polega na montażu form, toczeniu, frezowaniu, szlifowaniu i wierceniu.
Oszczędzanie i polerowanie form
Oszczędzanie i polerowanie formy to proces używania papieru ściernego, kamienia olejowego, pasty diamentowej i innych narzędzi do obróbki części formy po przetworzeniu formy przez CNC, EDM i montera przed montażem formy.

Kontrola form wtryskowych
Wygląd formy
Tabliczka znamionowa formy ma pełną treść, wyraźne znaki i schludny układ. Tabliczka znamionowa powinna być zamocowana na stopie formy w pobliżu szablonu i kąta odniesienia. Tabliczka znamionowa jest zamocowana niezawodnie i niełatwo ją odkleić.

Dysza wody chłodzącej powinna być dyszą wtykową z plastikowym blokiem, a klient ma inne wymagania. Dysza wody chłodzącej nie powinna wystawać poza powierzchnię ramy formy. Dysza wody chłodzącej musi być wykonana z otworami stożkowymi.

Średnica otworu stożkowego wynosi 25 mm, 30 mm i 35 mm. Faza otworu powinna być spójna, a dysza wody chłodzącej powinna mieć oznaczenia wlotu i wylotu.

Zaznaczone angielskie znaki i cyfry powinny być większe niż 5/6, a pozycja powinna znajdować się 10 mm bezpośrednio pod dyszą wodną. Pismo odręczne powinno być wyraźne, piękne, schludne i równomiernie rozmieszczone.

Akcesoria do form nie powinny wpływać na podnoszenie i przechowywanie formy. Podczas instalacji pod formą znajdują się odsłonięte cylindry olejowe, dysze wodne, mechanizmy wstępnego resetowania itp.

The installation of the support legs should be fixed to the mold frame with screws through the support legs. The overlong support legs can be fastened to the mold frame by machining external threaded columns. The size of the mold ejection hole should meet the requirements of the specified injection molding machine.

Nie można używać tylko jednego centralnego wyrzutu, chyba że jest to mała forma. Pierścień pozycjonujący powinien być zamocowany niezawodnie, o średnicy pierścienia 100 mm i 250 mm. Pierścień pozycjonujący jest o 10 ~ 20 mm wyższy niż płyta dolna, chyba że klient ma inne wymagania.

Wymiary zewnętrzne formy powinny spełniać wymagania określonej wtryskarki. Formy z wymaganiami instalacji kierunkowej powinny być oznaczone strzałkami na przednim lub tylnym szablonie, aby wskazać kierunek instalacji.

Obok strzałki powinien znajdować się napis "UP". Strzałka i tekst są żółte, a ich wysokość wynosi 50 mm. Na powierzchni ramy formy nie powinny znajdować się wżery, rdza, dodatkowe pierścienie podnoszące, wnikanie i wypływanie pary wodnej, otwory olejowe itp. oraz wady wpływające na wygląd.

Forma powinna być łatwa do podnoszenia i transportu. Części formy nie mogą być demontowane podczas podnoszenia, a pierścienie podnoszące nie mogą kolidować z kranikiem, cylindrem olejowym, prętem wstępnego resetowania itp.

Materiał i twardość formy
Rama formy powinna wykorzystywać standardową ramę formy spełniającą normy. Materiały części formujących formy i systemu zalewania (rdzeń, ruchoma wkładka formy, ruchoma wkładka, stożek rozdzielacza, popychacz, tuleja zasuwy) są wykonane z materiałów o wydajności wyższej niż 40Cr.

Podczas formowania tworzyw sztucznych, które są łatwo korodowane przez formę, formowane części powinny być wykonane z materiałów odpornych na korozję lub należy podjąć środki antykorozyjne na ich powierzchniach formowania. Twardość części formujących nie powinna być mniejsza niż 50HRC lub twardość utwardzania powierzchni powinna być wyższa niż 600HV.

Próba formy wtryskowej
Środki ostrożności przed próbą
Rama formy powinna wykorzystywać standardową ramę formy spełniającą normy. Materiały części formujących formy i systemu zalewania (rdzeń, ruchoma wkładka formy, ruchoma wkładka, stożek rozdzielacza, popychacz, tuleja zasuwy) są wykonane z materiałów o wydajności wyższej niż 40Cr.

Podczas formowania tworzyw sztucznych, które są łatwo korodowane przez formę, formowane części powinny być wykonane z materiałów odpornych na korozję lub należy podjąć środki antykorozyjne na ich powierzchniach formowania. Twardość części formujących nie powinna być mniejsza niż 50HRC lub twardość utwardzania powierzchni powinna być wyższa niż 600HV.

Po upewnieniu się, że różne części formy poruszają się prawidłowo, konieczne jest wybranie odpowiedniej wtryskarki do form próbnych. Przy wyborze należy zwrócić uwagę na: jaka jest maksymalna objętość wtrysku wtryskarki.

czy wewnętrzna odległość pręta łączącego może pomieścić formę; czy maksymalny ruchomy skok ruchomego szablonu spełnia wymagania; czy inne powiązane narzędzia i akcesoria do form próbnych są w pełni przygotowane.

Po potwierdzeniu, że wszystko jest w porządku, następnym krokiem jest zawieszenie formy. Podczas wieszania należy pamiętać, że przed zablokowaniem wszystkich płyt zaciskowych i otwarciem formy nie należy zdejmować haka, aby zapobiec poluzowaniu lub pęknięciu płyty zaciskowej i spowodowaniu upadku formy.

Gdy forma jest już na miejscu, należy dwukrotnie sprawdzić, czy wszystkie części mechaniczne działają prawidłowo. Upewnij się, że płyta ślizgowa, trzpień wypychacza, struktura wysuwania zęba i wyłącznik krańcowy działają prawidłowo. Upewnij się również, że dysza wtryskowa i port podawania są ustawione w jednej linii.

Porozmawiajmy teraz o następnym kroku, którym jest zamknięcie formy. W tym momencie należy zmniejszyć ciśnienie zamykania formy. Podczas ręcznego i niskoobrotowego zamykania formy należy zwrócić uwagę na to, czy nie ma płynnych ruchów i nietypowych dźwięków.

Proces podnoszenia formy jest w rzeczywistości bardzo prosty. Główną rzeczą, którą należy zrobić ostrożnie, jest to, że trudno jest wyregulować środek wrót formy i dyszy. Zazwyczaj środek można wyregulować za pomocą papieru testowego.

Zwiększenie temperatury formy: W zależności od używanego materiału i rozmiaru formy, wybierz regulator temperatury formy, który podniesie ją do temperatury wymaganej do produkcji części.

Po zwiększeniu temperatury formy należy ponownie sprawdzić ruch każdej części, ponieważ stal może spowodować zakleszczenie formy po rozszerzeniu termicznym, dlatego należy zwrócić uwagę na przesuwanie się każdej części, aby uniknąć naprężeń i wibracji.

Jeśli fabryka nie wdroży zasady planu eksperymentalnego, zaleca się, aby podczas dostosowywania warunków formy próbnej można było dostosować tylko jeden warunek na raz, aby rozróżnić wpływ pojedynczej zmiany warunków na produkt.

W zależności od surowców, użyte surowce powinny być odpowiednio wypalone. Staraj się używać tych samych surowców do próbnej formy i przyszłej masowej produkcji. Nie próbuj formy w całości z gorszymi materiałami. Jeśli istnieje wymóg dotyczący koloru, można zorganizować test koloru w tym samym czasie.
Przetwarzanie wtórne jest często dotknięte problemami, takimi jak naprężenia wewnętrzne. Po próbnym formowaniu, forma powinna zostać poddana obróbce wtórnej, gdy produkt jest stabilny. Po powolnym zamykaniu należy wyregulować nacisk zacisku i przesunąć go kilka razy, aby sprawdzić, czy nie ma nierównomiernego nacisku zacisku, aby uniknąć zadziorów i deformacji formy produktu.

Po wykonaniu tych czynności można obniżyć prędkość i ciśnienie zamykania formy, ustawić pręt zabezpieczający i skok wyrzutu, a następnie wyregulować normalne zamykanie formy i prędkość zamykania formy. Jeśli włączony jest wyłącznik krańcowy maksymalnego skoku, należy wyregulować skok otwarcia formy, aby był nieco krótszy, i odciąć szybkie otwieranie formy, zanim forma osiągnie maksymalny skok.

Wynika to z faktu, że podczas okresu ładowania formy, skok działania z dużą prędkością jest dłuższy niż skok działania z małą prędkością w całym skoku otwierania formy. W maszynie z tworzywa sztucznego mechaniczny pręt wyrzutnika musi być również wyregulowany tak, aby działał po otwarciu formy z pełną prędkością, aby uniknąć deformacji płyty wyrzutnika lub płyty zdzierającej z powodu siły.

Przed rozpoczęciem formowania należy sprawdzić następujące elementy: Czy skok podawania jest zbyt długi lub zbyt krótki? Czy ciśnienie jest zbyt wysokie czy zbyt niskie? Czy prędkość napełniania jest zbyt duża czy zbyt mała? Czy cykl przetwarzania jest zbyt długi czy zbyt krótki?

Aby uniknąć krótkich strzałów, pęknięć, deformacji, zadziorów, a nawet uszkodzenia formy. Jeśli czas cyklu jest zbyt krótki, wyrzutnik przepchnie część lub pierścień zdejmujący ściśnie część. Usunięcie części może zająć dwie lub trzy godziny. Jeśli czas cyklu jest zbyt długi, cienkie i słabe części rdzenia mogą pęknąć z powodu kurczenia się gumy.

Nie można przewidzieć wszystkich problemów, które mogą wystąpić podczas procesu pleśniowego, ale myślenie z wyprzedzeniem i podejmowanie działań pomoże uniknąć dużych, kosztownych problemów.

Główne etapy procesu o pleśń
Aby uniknąć marnowania czasu i wysiłku podczas masowej produkcji, należy uzbroić się w cierpliwość, dostosować i kontrolować różne warunki przetwarzania, znaleźć najlepsze warunki temperaturowe i ciśnieniowe oraz ustanowić standardowe procedury testowania form, z których można korzystać każdego dnia.

Sprawdź, czy żywica plastikowa w cylindrze jest prawidłowa i czy została wypalona zgodnie z przepisami (jeśli do prób formy i produkcji użyto różnych materiałów plastikowych, można uzyskać różne wyniki).

Upewnij się, że dobrze wyczyściłeś rurkę materiału, aby nie wstrzyknąć do formy złej gumy lub obcego materiału. Zła guma i obcy materiał mogą zablokować formę. Sprawdź, czy temperatura przewodu materiału i temperatura formy są odpowiednie dla używanego materiału.

Zmieniaj ciśnienie i objętość wtrysku, aby produkt wyglądał dobrze. Ale nie pozwól, aby produkt migał, zwłaszcza gdy niektóre części nie są w pełni zestalone. Pomyśl o tym, zanim zmienisz wszystkie ustawienia sterowania, ponieważ niewielka zmiana szybkości napełniania może spowodować dużą różnicę w napełnianiu.

Po prostu bądź cierpliwy i poczekaj, aż maszyna i warunki formy ustabilizują się. Nawet średniej wielkości maszyna może wymagać odczekania ponad 30 minut. Czas ten można wykorzystać na sprawdzenie ewentualnych problemów z produktem.

Czas przesuwu ślimaka nie powinien być krótszy niż czas potrzebny do zestalenia się plastiku w bramie, w przeciwnym razie waga produktu zostanie zmniejszona, co zaszkodzi wydajności produktu. A gdy forma jest podgrzewana, czas przesuwu ślimaka również powinien zostać wydłużony, aby zagęścić produkt.

Rozsądne dostosowanie skraca całkowity cykl przetwarzania. Uruchom nowo dostosowane warunki przez co najmniej 30 minut, aż będą stabilne, a następnie stale produkuj co najmniej tuzin pełnych próbek formy, oznacz datę i ilość na pojemniku i umieść je oddzielnie zgodnie z gniazdem formy, aby przetestować ich rzeczywistą stabilność działania i uzyskać rozsądne tolerancje kontrolne (szczególnie cenne w przypadku form wielokomorowych).
Zmierz i zapisz istotne wymiary próbek ciągłych (przed pomiarem poczekaj, aż próbki ostygną do temperatury pokojowej).
Sprawdź rozmiar każdej próbki formy i poszukaj: czy rozmiar produktu jest stabilny; czy niektóre wymiary wykazują tendencję wzrostową lub spadkową, co oznacza, że warunki przetwarzania maszyny wciąż się zmieniają, np. zła kontrola temperatury lub kontrola ciśnienia oleju; czy zmiana rozmiaru mieści się w zakresie tolerancji.

Jeśli rozmiar produktu nie zmienia się, a warunki przetwarzania są normalne, należy sprawdzić, czy jakość produktu w każdej wnęce jest akceptowalna i czy jego rozmiar mieści się w dopuszczalnej tolerancji. Zapisz numery wnęk, które są stale większe lub mniejsze od średniej, aby sprawdzić, czy rozmiar formy jest prawidłowy.

Zapis parametrów uzyskanych podczas próby formy wtryskowej
Rejestrowanie i analizowanie danych w celu modyfikacji formy i warunków produkcji oraz jako punkt odniesienia dla przyszłej produkcji masowej.

Wydłużyć czas przetwarzania, aby ustabilizować temperaturę stopu i oleju hydraulicznego.
Dostosuj warunki pracy maszyny do rozmiaru wszystkich produktów, które są zbyt duże lub zbyt małe. Jeśli współczynnik skurczu jest zbyt duży, a produkt wydaje się być niedostatecznie uformowany, można również zwiększyć rozmiar bramki.

Jeśli rozmiar wnęki jest zbyt duży lub zbyt mały, należy to naprawić. Jeśli rozmiar wnęki i bramy są nadal dobre, spróbuj zmienić warunki maszyny, takie jak szybkość napełniania, temperatura formy i ciśnienie każdej części, i sprawdź, czy niektóre wnęki wypełniają się powoli.
Dokonaj korekt w oparciu o warunki dopasowania każdego produktu wnękowego lub przemieszczenia rdzenia, a może spróbuj ponownie dostosować szybkość napełniania i temperaturę formy, aby była bardziej jednolita.

Napraw problemy związane z formowanie wtryskowe takich jak pompa oleju, zawór oleju, regulator temperatury itp. Jeśli nie rozwiążesz tych problemów, warunki przetwarzania ulegną zmianie. Nawet jeśli masz najlepszą formę, nie będzie ona dobrze działać na maszynie, o którą nie dbasz.
Po przejrzeniu wszystkich zarejestrowanych wartości należy zachować zestaw próbek w celu sprawdzenia i porównania, czy poprawione próbki uległy poprawie. Prawidłowo zapisuj wszystkie zapisy kontroli próbek podczas próby formy, w tym różne ciśnienia w cyklu formowania wtryskowego, temperaturę stopu i formy.

temperatura rurki materiału, czas wtrysku, okres podawania ślimaka itp. Krótko mówiąc, należy zapisać wszystkie dane, które pomogą z powodzeniem ustalić te same warunki przetwarzania w przyszłości, aby uzyskać produkty spełniające standardy jakości.
Obecnie temperatura formy jest często ignorowana podczas prób w fabrykach. W krótkoterminowych testach form i przyszłej masowej produkcji, temperatura formy jest najtrudniejsza do kontrolowania. Nieprawidłowa temperatura formy może wpływać na rozmiar, jasność, skurcz, linie przepływu i brak materiału próbki. Jeśli regulator temperatury formy nie jest używany do jej kontroli, mogą wystąpić trudności w przyszłej masowej produkcji.

Modyfikacja form wtryskowych
Przygotowanie przed modyfikacją formy
Zrozumieć, czego chce klient i jakie są wymagania dotyczące nowego produktu; przyjrzeć się całości, aby zobaczyć, które części należy zmienić, oraz przetestować i zapisać, z jakiego rodzaju stali wykonana jest forma, jak jest twarda itp.

Narysuj oryginalną strukturę formy, znajdź części, które należy zmienić i zaznacz rozmiar, położenie, fazę itp.
Projekt modyfikacji formy
W oparciu o wymagania dotyczące produktu, wykonaj projekt modyfikacji formy; zmodyfikuj strukturę formy i w pełni uwzględnij trudność przetwarzania i koszt w projekcie; wykonaj nowe rysunki struktury formy i określ parametry, takie jak rozmiar, materiał, twardość itp.

Przetwarzanie i produkcja modyfikacji form
Opracowanie planu przetwarzania i produkcji modyfikacji formy, w tym zakupu materiałów, produkcji, debugowania i innych procesów. Wykonywanie przetwarzania i produkcji w oparciu o rysunki projektowe modyfikacji formy, które obejmują frezowanie, EDM, cięcie drutem i inne procesy.

Należy również wykonać precyzyjną obróbkę przy użyciu szlifierek i szlifierek stołowych. Po zakończeniu procesu modyfikacji formy należy przeprowadzić dokładną kontrolę wymiarową i testy w celu sprawdzenia, czy struktura formy spełnia wymagania produkcyjne dla nowych produktów.
Modyfikacja formy i usuwanie błędów
Po zakończeniu przetwarzania formy jest ona debugowana. Obejmuje to regulację temperatury formowania wtryskowego, ciśnienia, prędkości i innych parametrów formy. Forma jest suszona i odpylana, aby upewnić się, że nie ma zanieczyszczeń podczas procesu formowania wtryskowego. Forma jest testowana i debugowana na urządzeniu formowanie wtryskowe maszyny do sprawdzania rozmiaru, wad, wycieków i innych warunków formy.

Konserwacja po modyfikacji formy
Po użyciu formy należy ją wyczyścić i konserwować, aby zapobiec rdzewieniu i uszkodzeniom. Formę należy regularnie konserwować i naprawiać, w tym wymieniać zużyte części i czyścić rurociąg grzałki.

Gdy forma nie jest już używana, należy ją odpowiednio przechowywać i regularnie sprawdzać.
Naprawa form wtryskowych
Przygotowanie wstępne
Przed rozpoczęciem naprawy formy wtryskowej musimy przeprowadzić serię inspekcji, aby zrozumieć specyficzne warunki formy, która ma zostać naprawiona, aby zapewnić płynny postęp prac związanych z naprawą formy.

Sprawdzenie elementów konstrukcyjnych formy w celu zrozumienia konkretnego miejsca i stopnia wymaganej naprawy. Zapoznanie się z procesem i warunkami produkcji, w których używana jest forma, aby sprawdzić, czy potrzebne są zmiany. Przygotowanie wymaganych narzędzi i materiałów do naprawy.
Demontaż formy
Podczas naprawy formy należy ją najpierw zdemontować. Proces ten obejmuje głównie usunięcie ruchomej i stałej płyty formy. Podzielić formę na dwie części, lewą i prawą, i oddzielić je od drążka kierowniczego. Usunąć akcesoria, rdzeń, wnękę, dyszę, wyrzutnik i inne części formy.

Naprawa pleśni
Po usunięciu formy można przejść do etapu naprawy. Naprawa obejmuje głównie czyszczenie i obróbkę cieplną: piaskowanie formy w celu usunięcia rdzy, a następnie obróbka cieplna. Renowacja otworów przelotowych: Renowacja i naprawa otworów przelotowych formy oraz zamknięcie starych otworów przelotowych.

Forma: Napraw uszkodzone części formy, użyj ściernicy, aby ją wygładzić i wypolerować. Spryskiwanie: Spryskaj powierzchnię formy, aby utworzyć warstwę ochronną na powierzchni formy w celu zwiększenia żywotności formy.
Montaż formy
Po zakończeniu naprawy można ją z powrotem złożyć. Etapy montażu mają głównie na celu sprawdzenie, czy poszczególne części formy zostały naprawione. Przeprowadzenie testu formy w celu sprawdzenia jej niezawodności. Sprawdź i wyreguluj instalację i regulację formy.

Regulacja testu
Po zakończeniu montażu musimy wykonać prace testowe i regulacyjne. Proces ten polega głównie na testowaniu maszyn i urządzeń używanych razem z formą, aby upewnić się, że obie współpracują ze sobą i uzyskać lepsze wyniki produkcyjne.
Konserwacja pleśni
Plastikowe formy wtryskowe wymagają regularnej konserwacji i utrzymania, aby zapewnić ich prawidłowe działanie i długą żywotność.

Prawidłowe metody konserwacji pleśni
Utrzymuj formę w czystości: Podczas korzystania z formy do jej powierzchni przylgną resztki roztopionego plastiku lub zanieczyszczenia. Jeśli nie wyczyścisz jej na czas, wpłynie to na jakość produktu. Dlatego regularne czyszczenie formy jest bardzo ważną czynnością konserwacyjną.

Napraw uszkodzenia na czas: Forma może ulec uszkodzeniu lub zużyciu podczas użytkowania, np. w postaci pęknięć, zadziorów i innych problemów. Szybkie znalezienie i naprawienie tych problemów może sprawić, że forma będzie działać dłużej i powstrzyma gorsze rzeczy przed wystąpieniem z powodu uszkodzeń.
Utrzymuj formę nasmarowaną: Części formy muszą być smarowane podczas pracy, aby zmniejszyć tarcie i zużycie. Regularne smarowanie i konserwacja formy może skutecznie wydłużyć jej żywotność.

Kluczowe umiejętności w zakresie konserwacji form
Używaj formy we właściwy sposób: Podczas korzystania z formy należy postępować zgodnie z instrukcjami projektowania i obsługi, aby jej nie przeciążyć lub nie użyć nieprawidłowo i nie zepsuć.
Prawidłowe przechowywanie formy: Formy, których nie używasz, powinny być przechowywane w odpowiedni sposób, aby chronić je przed zamoczeniem, słońcem i innymi szkodliwymi czynnikami w powietrzu. Należy również uważać, aby nie zderzyć ich ze sobą i nie połamać.

Miej oko na pleśń: Miej oko na pleśń, naprawiaj pojawiające się problemy, zapobiegaj przyszłym problemom i upewnij się, że pleśń nadal działa.
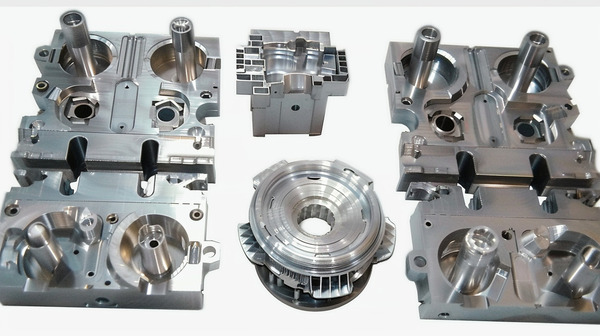
Wnioski
Formy do tworzyw sztucznych to narzędzia stosowane w przemyśle przetwórstwa tworzyw sztucznych w celu dopasowania maszyn do formowania tworzyw sztucznych i nadania produktom z tworzyw sztucznych pełnych konfiguracji i precyzyjnych wymiarów. Ponieważ istnieje wiele rodzajów i struktur tworzyw sztucznych, metod przetwarzania, maszyn do formowania tworzyw sztucznych i produktów z tworzyw sztucznych, istnieje również wiele rodzajów i struktur form do tworzyw sztucznych.

Główny proces produkcji form wtryskowych obejmuje głównie akceptację potrzeb klienta w zakresie dostosowywania, projektowanie form, produkcję form, kontrolę form wtryskowych, próby form plastikowych, modyfikację form wtryskowych, naprawę form wtryskowych i konserwację form.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






