 Overslaan naar inhoud
Overslaan naar inhoud 

Inleiding: Spuitgieten is een behoorlijk coole productiemethode. Het bestaat al een tijdje en maakt de productie sneller. Snelheid en productiegemak zijn belangrijke overwegingen bij productie, vooral massaproductie, omdat dit veel voordelen met zich meebrengt. Deze voordelen zijn onder andere lagere ontwikkelingskosten, hogere nauwkeurigheid van prognoses, snellere innovatie en een groter marktaandeel.
Wat betekent spuitgieten?
Spuitgieten is een productieproces waarbij je gesmolten materiaal in een mal spuit. Dan laat je het afkoelen en uitharden. Daarna haal je het uit de mal. Je kunt dit proces gebruiken om één ding te maken, maar meestal gebruik je het om grote volumes te produceren.
The stuff you squirt into the mold is usually plastic or rubber. Because it produces a lot of stuff really fast and it’s always good, injection molding is used all over the place to make electrical parts, car parts, cheap plastic stuff, furniture parts, and all kinds of other things.
Wat zijn de belangrijkste parameters voor het spuitgieten?
De spuitgietcyclus heeft veel dingen die je moet controleren om goede kunststof onderdelen te maken. Enkele van deze dingen zijn:

Injectiedruk: Dit is hoe hard je het plastic in de mal duwt. Het is belangrijk om ervoor te zorgen dat de mal goed vult en de onderdelen er goed uitkomen.
Schimmeltemperatuur: Dit is hoe heet de mal is wanneer je de onderdelen maakt. Dit beïnvloedt hoe het plastic vloeit, hoe de onderdelen afkoelen en hoe goed de onderdelen eruit komen.
Spuitstukdruk: Dit is hoe hard je het plastic vanaf de spuitmond in de mal duwt. Het maakt deel uit van de injectiedruk, maar het is alleen de druk bij de mal.
Herstelsnelheid: Hoe snel het materiaal terugveert nadat het is samengedrukt tijdens het injectieproces.
Krimp: Hoeveel het spuitgietproduct krimpt van gesmolten toestand naar vaste toestand.
Klemkracht: De kracht die de matrijshelften bij elkaar houdt terwijl de kunststof wordt geïnjecteerd en afgekoeld.

Schroefsnelheid: Hoe snel de schroef in het vat van de spuitgietmachine draait. De schroefsnelheid bepaalt hoe snel het plastic in de vormholte wordt geduwd en hoe lang het duurt om te vullen en af te koelen.
Wat zijn de procesvoorwaarden voor spuitgieten?
Temperatuurregeling
Vat temperatuur
De temperaturen die geregeld moeten worden in het spuitgietproces zijn de temperatuur van het vat, de temperatuur van de spuitmond en de matrijstemperatuur. De eerste twee temperaturen beïnvloeden vooral de plastificering en het vloeien van de kunststof, terwijl de laatste temperatuur vooral het vloeien en afkoelen van de kunststof beïnvloedt. Elk type kunststof heeft een andere vloeitemperatuur.
Verschillende bronnen of merken van hetzelfde type kunststof hebben verschillende vloei- en ontbindingstemperaturen. Dat komt omdat ze verschillende gemiddelde molecuulgewichten en molecuulgewichtverdelingen hebben. Het plastificeerproces van kunststoffen in verschillende soorten injectiemachines is ook verschillend, dus de vattemperatuur is ook verschillend.

Temperatuur sproeier
De temperatuur van het mondstuk is meestal iets lager dan de maximale temperatuur van het vat. Dit is om het "kwijlfenomeen" te voorkomen dat kan optreden in de rechtdoorgaande spuitmond. De temperatuur van de spuitmond mag niet te laag zijn, anders zal de smelt voortijdig coaguleren en de spuitmond blokkeren, of de prestaties van het product beïnvloeden door de injectie van voortijdige coagulatie in de matrijsholte.
Schimmel Temperatuur
De matrijstemperatuur is heel belangrijk voor de intrinsieke prestaties en de zichtbare kwaliteit van het product. De matrijstemperatuur wordt bepaald door de aan- of afwezigheid van kunststofkristalliniteit, de grootte en structuur van het product, de prestatievereisten en andere procesomstandigheden (smelttemperatuur, injectiesnelheid en injectiedruk, spuitgietcyclus enz.)

Drukregeling
De druk in het spuitgietproces omvat de plastificeringsdruk en de injectiedruk, die rechtstreeks van invloed zijn op de plastificering van de kunststof en de kwaliteit van het product.
Plastificerende druk
(Tegendruk) Als je een injectieschroefmachine gebruikt, wordt de druk op de bovenkant van de schroef als de schroef achteruit draait de plastificeerdruk genoemd, ook wel tegendruk genoemd. De grootte van deze druk kan worden aangepast door het overloopventiel in het hydraulische systeem.
Als je injecteert, verandert de grootte van de plastificeerdruk niet met de snelheid van de schroef. Als je de plastificeerdruk verhoogt, verhoog je de temperatuur van de smelt, maar vertraag je het plastificeren. Ook kan het verhogen van de plastificeerdruk er vaak voor zorgen dat de temperatuur van de smelt gelijkmatig wordt, de kleurstof zich gelijkmatig mengt en het gas in de smelt wordt afgevoerd.

Over het algemeen wil je zo weinig mogelijk druk gebruiken om het plastic te smelten en een goed onderdeel te maken. Het precieze getal hangt af van de kunststof, maar meestal is het minder dan 20 kg/cm2.
Injectiedruk
In de meeste injectiemachines wordt de injectiedruk tegenwoordig bepaald door de druk die de plunjer of de bovenkant van de schroef uitoefent op de kunststof (omgezet van de druk in het oliecircuit). Het doel van injectiedruk bij spuitgieten is om de stromingsweerstand van kunststof van het vat naar de holte te overwinnen, de vulsnelheid van de smelt te regelen en de smelt in te pakken.

Gietcyclus
De vormcyclus is direct gerelateerd aan de arbeidsproductiviteit en het gebruik van apparatuur. Daarom moet in het productieproces de relevante tijd in de vormcyclus zoveel mogelijk worden ingekort zonder dat dit ten koste gaat van de kwaliteit. In de hele vormcyclus zijn de injectietijd en de koeltijd het belangrijkst en ze hebben een beslissende invloed op de kwaliteit van het product.
De andere tijd in de vormcyclus hangt samen met het feit of het productieproces continu en geautomatiseerd is, en met de mate van continuïteit en automatisering.

Wat zijn de meest gebruikte materialen voor spuitgieten?
De keuze van kunststofmaterialen is niet willekeurig; het is een strategische beslissing op basis van wat je maakt. Of het nu gaat om de transparantie van polycarbonaat in optische onderdelen of de slijtvastheid van nylon in mechanische onderdelen, elk materiaal speelt een cruciale rol in het succes van het spuitgietproces.

Polypropyleen (PP)
PP, of polypropyleen, is een veelzijdige thermoplast die wordt gebruikt bij spuitgieten. Het is licht, bestand tegen chemicaliën en kan tegen een stootje. Daarom is het zo populair voor het maken van bijvoorbeeld verpakkingen, containers en auto-onderdelen.

Acrylonitril-butadieen-styreen (ABS)
ABS staat bekend om zijn sterkte, slagvastheid en maatvastheid. Deze eigenschappen en het feit dat het gemakkelijk kan worden gevormd en gekleurd, maken ABS tot een topkeuze voor de productie van consumentengoederen, auto-onderdelen en elektronische behuizingen.
Polyethyleen (PE)
Polyethyleen (PE) is een lichtgewicht kunststof die bekend staat als flexibel en goedkoop. Er zijn verschillende soorten zoals HDPE en LDPE die kunnen worden gebruikt in een heleboel verschillende industrieën, van verpakkingen en containers tot landbouwproducten en speelgoed.

Polystyreen (PS)
Polystyreen (PS) is helder, hard en goedkoop. PS wordt vaak gebruikt in wegwerpspullen zoals verpakkingen, voedselcontainers en wegwerpbestek, en is geliefd omdat het makkelijk te gieten is en goedkoop is.
Nylon (PA 6)
Nylon, vooral nylon 6 of PA 6, staat bekend als sterk, taai en slijtvast. Het is geweldig voor het maken van mechanische onderdelen en wordt veel gebruikt in dingen zoals tandwielen, lagers en andere onderdelen die in grote hoeveelheden moeten worden gemaakt, lang moeten meegaan en zeer precies moeten worden gemaakt.

Polycarbonaat (PC)
PC, of polycarbonaat, staat bekend om zijn doorzichtigheid, taaiheid en hoge hittebestendigheid. Daarom wordt het in veel verschillende industrieën gebruikt voor brillenglazen, computeronderdelen en heldere dingen die niet breken.
Polyoxymethyleen (POM)
POM, ook bekend als acetaal of Delrin, is een supersterke technische kunststof met een grote maatvastheid. Het is perfect voor het maken van tandwielen, bussen en andere precisieonderdelen omdat het weinig wrijving en slijtage heeft en goed tegen chemicaliën kan.

Wat is spuitgietapparatuur?
Welke soorten spuitgietmachines zijn er?
Er zijn verticale, horizontale, rechthoekige, roterende en excentrische types spuitgietmachines op basis van hun uiterlijke kenmerken. Op dit moment wordt het horizontale type het meest gebruikt. Afhankelijk van de manier waarop technische kunststoffen in het vat worden gesmolten en geplastificeerd, zijn er twee veelgebruikte types: het plunjertype en het schroeftype.

De plunjerinjectiemachine is de laatste jaren zelden ontwikkeld vanwege de nadelen zoals een lage plastificeercapaciteit, ongelijkmatig plastificeren, groot injectiedrukverlies en een lage injectiesnelheid. De meest gebruikte is de injectiemachine met heen-en-weergaande schroef.
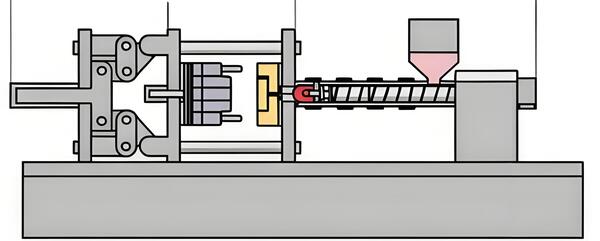
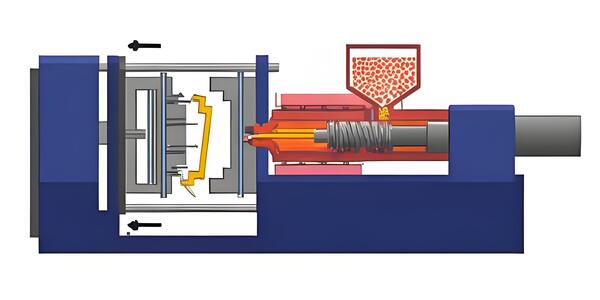
Wat zijn de onderdelen van een spuitgietmachine?
Hopper: Het is een vat bovenaan de spuitgietmachine dat de grondstoffen bevat (meestal plastic korrels of hars). Het voert het materiaal in het vat van de spuitgietmachine.

Vat: Het is een lange buis in de spuitgietmachine waar de grondstoffen gesmolten en gemengd worden. De schroef en het verwarmingselement zitten erin.
Schroef: Het is dat ding dat heen en weer gaat in het vat. Het smelt en mengt de grondstoffen en spuit ze dan in de mal.

Kachels: Ze worden gebruikt om het vat van de spuitgietmachine te verwarmen, zodat de vereiste temperatuur voor het smelten van de grondstoffen gehandhaafd blijft. Ze zorgen ervoor dat het materiaal goed vloeit en dat de matrijs goed is.
Platen: Dit is een van de twee platen die de twee helften bij elkaar houden tijdens het spuitgietproces. Hij kan heen en weer bewegen om de matrijs te openen en te sluiten, zodat je het onderdeel eruit kunt halen en de matrijs kunt vervangen.
Mondstuk: Dit is waar het gesmolten plastic uit het vat in de mal komt. Het zorgt ervoor dat het plastic op een mooie, gelijkmatige manier in de mal gaat.

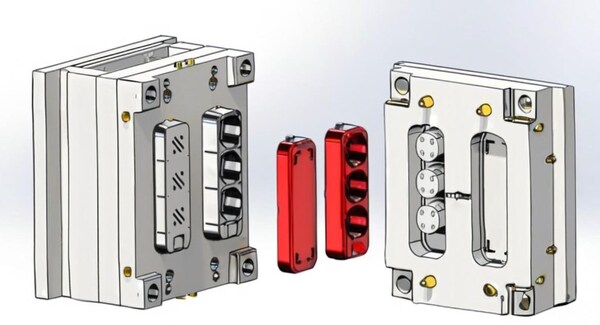
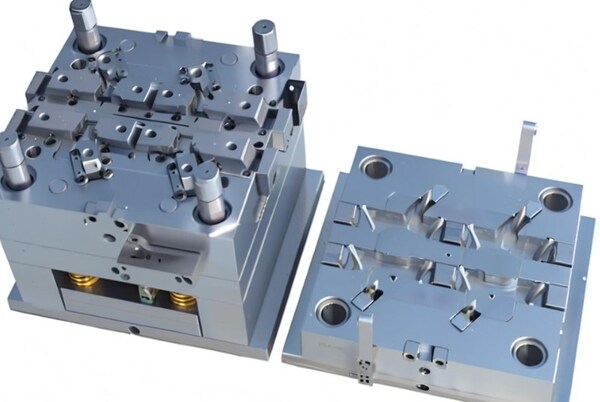
Plastic spuitgietmatrijzen: Een geavanceerd gereedschap, meestal gemaakt van staal of aluminium, dat de vorm van een plastic onderdeel maakt. Het heeft twee helften (kern en holte) die samenkomen om een gat te maken waar het gesmolten plastic in gaat en dan uithardt.
Vormholte: Dit is het gat of deuk in de mal waar het gesmolten plastic naartoe gaat om het uiteindelijke onderdeel te maken. Het heeft precies de vorm van het onderdeel dat je wilt maken.
Wat zijn de soorten spuitgieten?
Overspuiten
Overspuiten is een proces waarbij je twee verschillende materialen gebruikt om een onderdeel te maken. Je vormt het eerste materiaal en dan vorm je het tweede materiaal bovenop het eerste materiaal voordat het afkoelt. Hierdoor ontstaat een sterke verbinding tussen de twee materialen. Je kunt deze technologie gebruiken om onderdelen te maken die er beter uitzien en beter werken, en je hoeft geen extra werk te doen om het onderdeel af te maken.
Tussenvoegsel Vormen
Insert molding is als overspuiten. Bij deze spuitgiettechniek plaats je een voorgevormd object in de mal voordat je het gesmolten materiaal erin giet. Het idee is om het voorgevormde materiaal in het gevormde object te plaatsen. Eén toepassing van spuitgieten is het aanbrengen van metalen schroefgaten in kunststof onderdelen.

Metaal Spuitgieten
Bij deze methode meng je fijn metaalpoeder met was, polypropyleen bindmiddel of andere polymeren om een grondstofmengsel te maken. Vervolgens spuit je het in de mal en laat je het afkoelen. Zodra het verhardt, verwijder je een deel van de maskering met behulp van katalytische processen en oplosmiddelen.
Spuitgieten, ook wel hogedrukgieten genoemd, is het proces waarbij gesmolten metaal onder hoge druk in een holte wordt geperst. Dit is hoe het werkt:

Eerst bereid je de mal (matrijs) voor, wat betekent dat je de holte van de mal smeert zodat het gietstuk er gemakkelijk uitkomt en dat je de temperatuur controleert. Dan sluit je het gietstuk en injecteer je het gesmolten metaal onder een relatief hoge druk, tussen 1500 en 25400 psi. Gietproducten worden gemaakt van non-ferrometalen zoals koper, zink, aluminium en lood.
Dunwandige injectie
This injection molding process is used to make plastic parts with very thin walls, such as food packaging, equipment parts, and laboratory instruments. The size of these parts is bigger than their thickness. This process of making thin walls is harder than other processes.

Micro-spuitgieten
Microspuitgieten is een vormproces dat gebruikt wordt om kleine plastic onderdelen te maken met een gewicht van ongeveer 1 tot 0,1 gram. Het helpt om microonderdelen van verschillende complexe geometrieën met maximale precisie en nauwkeurigheid te produceren.
Spuitgieten met gasondersteuning
Als je spuitgieten gebruikt om dikke kunststof onderdelen te maken, bestaat de kans dat het gesmolten kunststof de onderdelen krom trekt als het afkoelt. Injectie met behulp van gas voorkomt dit. Wanneer het gesmolten plastic hard wordt, gaat er gas in de mal via een gaskanaal om een glad oppervlak te maken.

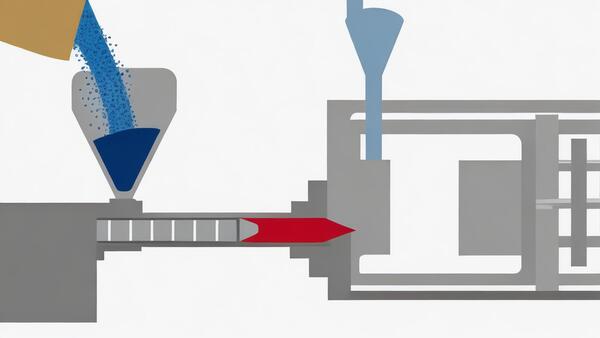
Hoe werkt spuitgieten?
Je hebt een spuitgietmachine nodig om te kunnen spuitgieten. Het proces bestaat uit een paar stappen:
Klem
Eerst wordt de mal dichtgeklemd om te voorkomen dat het gesmolten plastic door thermische uitzetting naar buiten lekt. De sluiteenheid oefent druk uit om de matrijshelften bij elkaar te houden en een goede afdichting te creëren. Deze stap is belangrijk omdat het de basis legt voor de volgende stappen en alles stabiel houdt terwijl de kunststof wordt geïnjecteerd en afgekoeld.
Injectie
De injectiefase begint met het onder hoge druk inspuiten van gesmolten kunststof in de vormholte. Gesmolten kunststof is kunststof die gesmolten is tot het smeltpunt. Deze stap vereist een nauwkeurige regeling van de injectiesnelheid, druk en temperatuur om ervoor te zorgen dat het materiaal de holte volledig en gelijkmatig vult.
Gewoonlijk duwt een schroef in de spuitgietmachine het gesmolten materiaal onder gecontroleerde omstandigheden naar voren in de matrijs. Wanneer er injectiedruk wordt uitgeoefend, stroomt de gesmolten kunststof door het runnersysteem en in de matrijsholte, waar het de vorm aanneemt van het gewenste onderdeel.
Houd
Zodra het hete plastic in de mal is geschoten, is er een kleine pauze die de hold-fase wordt genoemd. Tijdens deze fase zit het materiaal gewoon in de metalen mal, zodat het kan bezinken en zich gelijkmatig kan verdelen. Het is belangrijk om het materiaal genoeg tijd te geven om zich te verspreiden en alle hoekjes en gaatjes van het onderdeel te vullen. Deze fase helpt om defecten zoals luchtzakken of holtes te minimaliseren en zorgt ervoor dat het onderdeel stevig en uniform is.

Koeling
Na de holdingsfase gaat de mal naar de afkoelfase, waarbij de gesmolten kunststof in de mal uithardt. Het koelen kan op verschillende manieren gebeuren, bijvoorbeeld door een koelmiddel door kanalen in de mal te laten lopen of door de mal zelf in de lucht te laten afkoelen.

Koeling is superbelangrijk om de gewenste eigenschappen van het onderdeel te krijgen, om ervoor te zorgen dat het onderdeel de juiste maat heeft en om te voorkomen dat het kromtrekt of in de war raakt. We controleren hoe snel het onderdeel afkoelt en zorgen ervoor dat het overal hetzelfde afkoelt, zodat het binnenin niet onder spanning komt te staan en het overal in de mal hetzelfde afkoelt.
Opening
Zodra het plastic hard wordt, gaat de mal door een openingsfase, waarbij de twee helften van de mal zich scheiden om het nieuwe onderdeel te laten zien.

Het openen van de matrijs gebeurt meestal met een hydraulisch of mechanisch systeem dat kracht uitoefent op het klemmechanisme van de matrijs, waardoor het loslaat en opent. Nauwkeurigheid en consistentie zijn in dit stadium belangrijk om ervoor te zorgen dat het onderdeel soepel en zonder schade wordt uitgeworpen. Een goede opening van de matrijs helpt ook vervorming of vervorming van het onderdeel te voorkomen wanneer het uit de holte komt.
Uitwerpen (productverwijdering)
Zodra de matrijs geopend is, wordt het uiteindelijke kunststofdeel uit de matrijsholte geschopt, wat de laatste stap is van het spuitgietproces. Dit is de laatste stap van het kunststof spuitgietproces. Het uitgeschopte onderdeel kan er met de hand uitgehaald worden door een operator of automatisch door gebruik te maken van uitwerppennen of uitwerpplaten die in het matrijsontwerp ingebouwd zijn.

Als je onderdelen van de sprue afhaalt, moet je oppassen dat je het onderdeel niet beschadigt of buigt. Je kunt ook extra plastic, flash genoemd, wegsnijden zodat het onderdeel er beter uitziet en beter past.
Wat zijn de voordelen van spuitgieten?
Hoge precisie
Spuitgieten is een proces dat onderdelen kan maken met superstrakke toleranties en consistente afmetingen. Fabrikanten kunnen hiermee onderdelen met complexe vormen en ingewikkelde details supernauwkeurig maken, zodat elk onderdeel precies is wat het moet zijn. rubber spuitgieten kan de productie-efficiëntie verbeteren door de instellingen van de spuitgieteenheid te optimaliseren.

Verfijnde details
Een van de dingen die spuitgieten zo geweldig maakt, is dat je onderdelen kunt maken met veel details en ingewikkelde kenmerken. Dit omvat dunne wanden, ingewikkelde patronen, ondersnijdingen, draden en andere details die moeilijk of onmogelijk te maken zijn met andere manieren om dingen te maken.
Duurt langer om te beginnen
Spuitgieten duurt meestal langer om op te zetten en te starten dan sommige methoden voor rapid prototyping, zoals 3D-printen. Je moet matrijzen ontwerpen en bouwen, matrijsproeven uitvoeren en procesparameters instellen voordat je volumeproducten kunt gaan maken. De tijd van concept tot afgewerkt onderdeel kan dus langer zijn dan bij snellere prototypingmethodes.

Duurzaamheid
Spuitgegoten onderdelen zijn sterk. Ze zijn gemaakt om sterk te zijn. Het proces zorgt ervoor dat het materiaal gelijkmatig wordt verdeeld, zodat de onderdelen stevig zijn en tegen een stootje kunnen. Ze slijten niet snel. Ze kunnen tegen een stootje. Ze kunnen het weer aan. Daarom kun je ze voor allerlei dingen in allerlei industrieën gebruiken.
Automatisering
Spuitgieten is supergeautomatiseerd, waardoor het snel gaat en je geld bespaart op mensen. Geautomatiseerde spuitgietmachines kunnen de hele tijd draaien met bijna geen mensen, dus de onderdelen komen er altijd goed uit en je kunt er veel van maken. Dit betekent ook dat je heel snel heel veel onderdelen kunt maken, zodat je ze op tijd af hebt en er heel veel kunt maken als dat nodig is.
Wat zijn de nadelen van spuitgieten?
Hoge initiële schimmelkosten
Een van de grote nadelen van spuitgieten zijn de hoge kosten om de matrijs te maken. Het ontwerpen en maken van een matrijs voor een specifieke vorm kan erg duur zijn, vooral voor complexe of mooie ontwerpen. Deze initiële kosten kunnen een spelbreker zijn voor bedrijven met kleinere productieseries of beperkte budgetten.
Groottebeperkingen
Spuitgieten kunnen beperkingen hebben, vooral voor grotere onderdelen. De grootte van de spuitgietmachine en de capaciteit van de caviteiten kunnen de maximale grootte van het onderdeel dat geproduceerd kan worden beperken. Voor het maken van te grote onderdelen kan speciale apparatuur of meerdere matrijsholtes nodig zijn, wat de kosten en complexiteit verhoogt.

Ontwerpbeperkingen
Spuitgieten is super veelzijdig voor het maken van allerlei vormen en details, maar er zijn toch een paar dingen waar je aan moet denken als je je onderdeel ontwerpt. Sommige vormen, zoals scherpe hoeken, dunne wanden of diepe gaten, kunnen het moeilijker maken om de matrijs te vullen, het onderdeel te koelen of het uit de matrijs te krijgen.

Als je een spuitgegoten onderdeel ontwerpt, moet je nadenken over zaken als ontwerphoeken, wanddikte en andere ontwerpregels om ervoor te zorgen dat je onderdeel gemaakt kan worden en van goede kwaliteit is. Soms heb je extra materiaal in de matrijs of extra stappen nodig om je onderdeel te maken als er ondersnijdingen of rare vormen in zitten, en dat kan het onderdeel duurder en moeilijker te maken maken maken.
Wat zijn enkele veelvoorkomende defecten bij spuitgieten?
Vervorming
Vervorming bij spuitgieten is wanneer je spuitgietproduct krom of gedraaid uit de spuitgietmachine komt. Dit gebeurt omdat het kunststof ongelijk krimpt als het afkoelt. Dit kan worden veroorzaakt door ongelijkmatige afkoeling in de matrijs, waardoor er spanning op het onderdeel komt te staan.

Om kromtrekken te voorkomen, moet je ervoor zorgen dat de wanden van je mal rondom even dik zijn en je onderdeel genoeg tijd geven om langzaam af te koelen. Materialen met een semikristallijne structuur zijn extra gevoelig voor kromtrekken.
Oppervlaktevervuiling
Er is sprake van oppervlakte delaminatie als het oppervlak van een onderdeel zich in dunne lagen scheidt, vergelijkbaar met een afpelbare coating. Dit probleem wordt veroorzaakt door verontreinigingen in het materiaal of door het gebruik van te veel lossingsmiddelen.
Delaminatie kan het uiterlijk en de sterkte van je materiaal beïnvloeden. Je kunt dit voorkomen door de temperatuur van de mal te veranderen, minder lossingsmiddel te gebruiken en ervoor te zorgen dat het plastic droog is voordat je het gaat gieten.
Gootsteentekens
Zinksporen zijn die kleine deukjes of depressies die je soms ziet op het oppervlak van een spuitgietproduct. Ze worden veroorzaakt door ongelijkmatige afkoeling of doordat het materiaal de mal niet volledig vult. In dit artikel leggen we uit wat zinkvlekken zijn, wat ze veroorzaakt en hoe je ze kunt repareren zodat je een glad, perfect oppervlak krijgt.

Lijnen weven of lassen
Meldlijnen of laslijnen zijn lijnen waar twee stromen gesmolten hars elkaar ontmoeten tijdens hun reis door de mal. Deze lijnen vormen zich meestal rond gaten in een geometrische vorm. Als de kunststof rond het gat stroomt, vormt het snijpunt van de twee stromen een zichtbare lijn.
Laslijnen zijn slecht. Ze maken je onderdeel zwak en breekbaar. Je kunt laslijnen krijgen als je hars te koud is, als je te langzaam injecteert of als je niet genoeg druk hebt. Je kunt laslijnen verhelpen door je mal te veranderen. Je kunt de dingen wegnemen die de laslijnen veroorzaken.
Wat zijn de belangrijkste toepassingen van spuitgegoten onderdelen?
Auto-industrie
Kunststof onderdelen maken de carrosserie en verschillende onderdelen van het voertuig aerodynamischer. Met de veranderende behoeften van deze industrie is spuitgieten voor toepassingen in de auto-industrie dé manier voor fabrikanten.

Verpakkingsindustrie
De verpakkingsindustrie gebruikt componenten die effectief zijn in het ontwikkelen van creatieve verpakkingsontwerpen die klanten aanspreken. Naast een aantrekkelijk uiterlijk en esthetiek moeten producten ook voldoen aan strenge veiligheids- en hygiënevoorschriften. Spuitgieten kan de algehele kwaliteit van het product verbeteren zonder grote problemen te veroorzaken.
Medische industrie
Medische onderdelen maken vaak gebruik van op maat gemaakte kunststof onderdelen met uitstekende mechanische eigenschappen en nauwe toleranties. De medische industrie loopt voorop als het gaat om precisie en duurzaamheid. De productie van medische kunststof onderdelen is streng gereguleerd. Medische onderdelen hebben ook de juiste samenstellingen en structurele eigenschappen nodig om duurzaam te zijn en bestand tegen hogere temperaturen.

Consumentengoederenindustrie
De industrie voor de productie van woninginrichting leunt zwaar op kunststof spuitgiettechnologie. Het belangrijkste voordeel van deze methode voor consumentengoederen is de mogelijkheid om de gewenste afwerking en esthetiek te leveren.
Samenvatting
Spuitgieten is een geweldige manier om veel kunststof onderdelen in één keer te maken. Het is snel en je kunt er veel onderdelen tegelijk mee maken. Het is ook heel goed in het maken van onderdelen die elke keer hetzelfde zijn. Maar het is duur om de mal te maken en het duurt lang om te beginnen.

Soms zien de onderdelen er niet goed uit omdat ze verbogen zijn of omdat er gaten in zitten. Mensen gebruiken spuitgieten om veel dingen te maken, zoals auto-onderdelen, verpakkingen en medische spullen. Het is echt een belangrijke manier om dingen te maken.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







