 コンテンツへスキップ
コンテンツへスキップ 
射出成形金型用鋼の精密研磨ソリューションのリソース
射出成形用鋼の精密研磨とは?
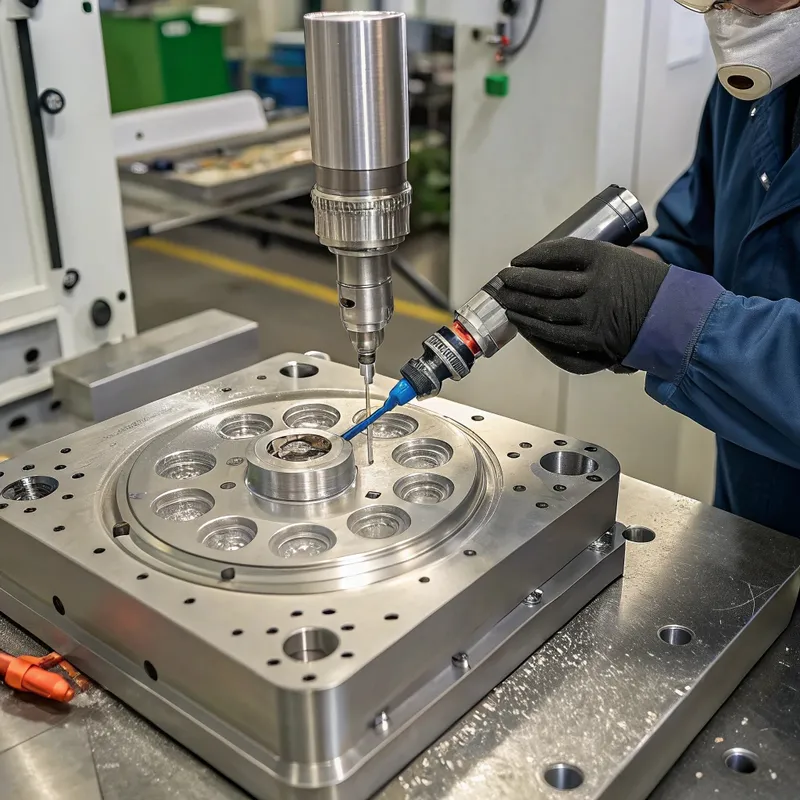
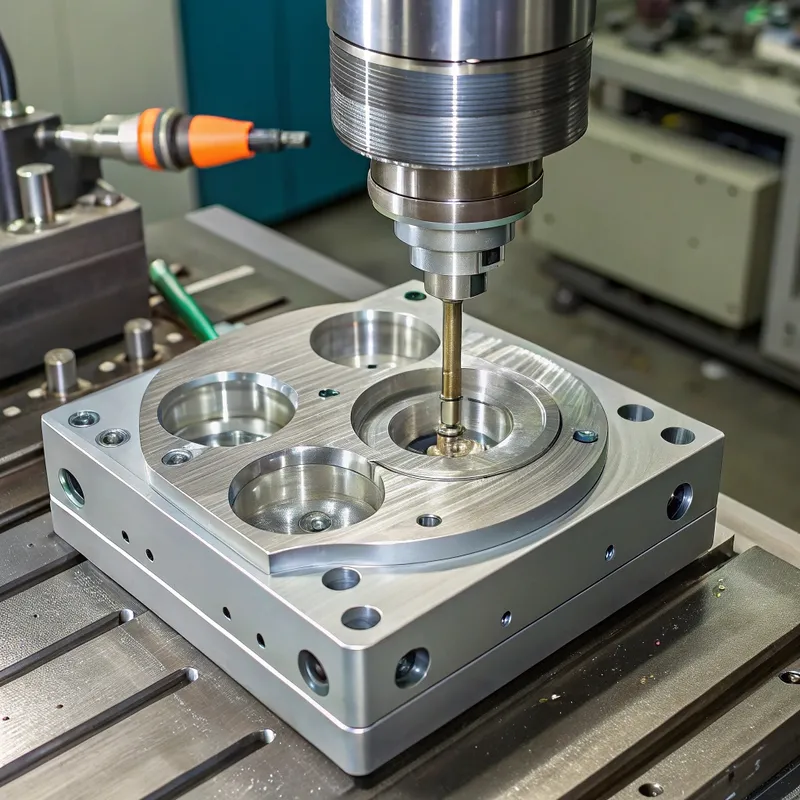
射出成形金型用鋼の精密研磨とは、工具鋼から作られた射出成形金型のキャビティ、コア、およびその他の機能表面に対して行われる、一連の細心の機械的および/または化学的機械的表面仕上げ作業を指します。主な目的は、最終製品の要件に応じて、特定の高度に洗練された表面テクスチャ、通常は鏡面仕上げ、または正確に制御されたマットまたはテクスチャの表面を達成することです。
完全な技術名 射出成形用工具鋼の精密表面仕上げ.
通称: 金型研磨、工具研磨、キャビティ研磨、鏡面仕上げ(高光沢用)。
1.基本原則:
プログレッシブ材料除去: 研磨は、徐々に細かくなる砥粒を使用して、鋼鉄の微細な層を順次除去していきます。各ステップは、前の粗いステップによって残された傷や表面の欠陥を取り除きます。
表面の完全性: この工程は、機械加工痕、EDM再鋳造層、その他の欠陥を除去し、均質で滑らかな表面へと導くことで、鋼材表面の完全性を高めることを目的としている。
寸法精度: 材料が除去される間、精密研磨は金型の重要な寸法と幾何公差を維持しなければなりません。
指定された仕上げの達成: 最終的な目的は、プラスチック工業会(SPI)が設定したような、あらかじめ定義された表面仕上げ基準、またはカスタム仕様に適合することである。
2.基本コンセプト
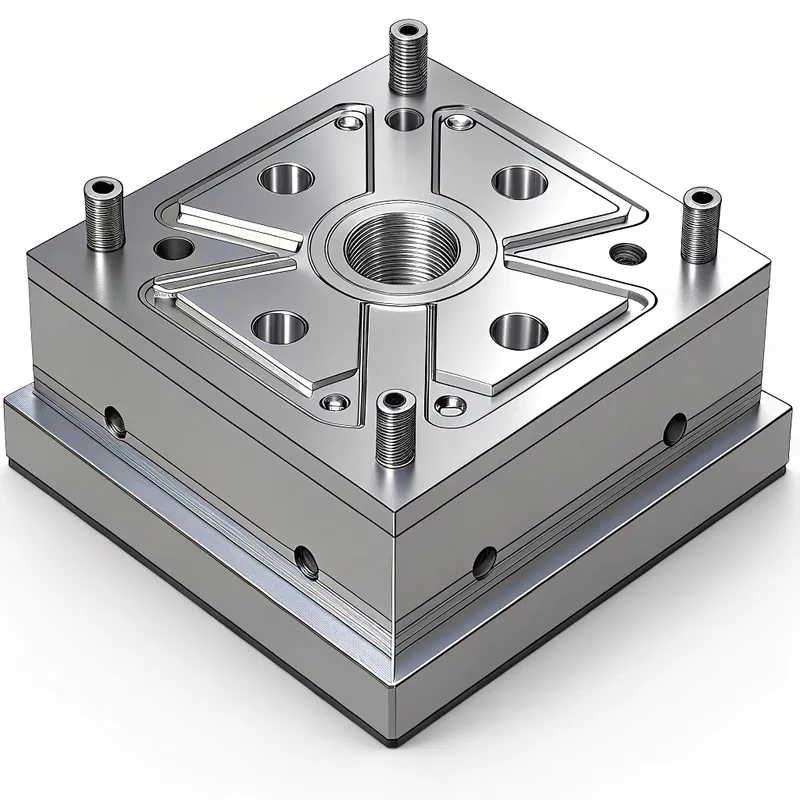
金型鋼: 特殊工具鋼(例えば、P20、H13、S7、420SS)は、その硬度、靭性、耐摩耗性、研磨性により、射出成形金型に使用されます。鋼の選択は、達成可能な研磨レベルと必要な労力に大きく影響します。
表面粗さ(Ra、Rz): 表面の質感を定量的に測定できる。Ra(Roughness Average)は、平均線からのプロファイル高さの偏差の絶対値の算術平均。Raの値が低いほど、表面が滑らかであることを示す。
グロス・ユニット(GU): 表面の鏡面反射(光沢)の尺度。
研磨剤: ダイヤモンドコンパウンド、酸化アルミニウム、炭化ケイ素、特殊なラッピングストーンなどの素材が、さまざまな粒度で使用されている。
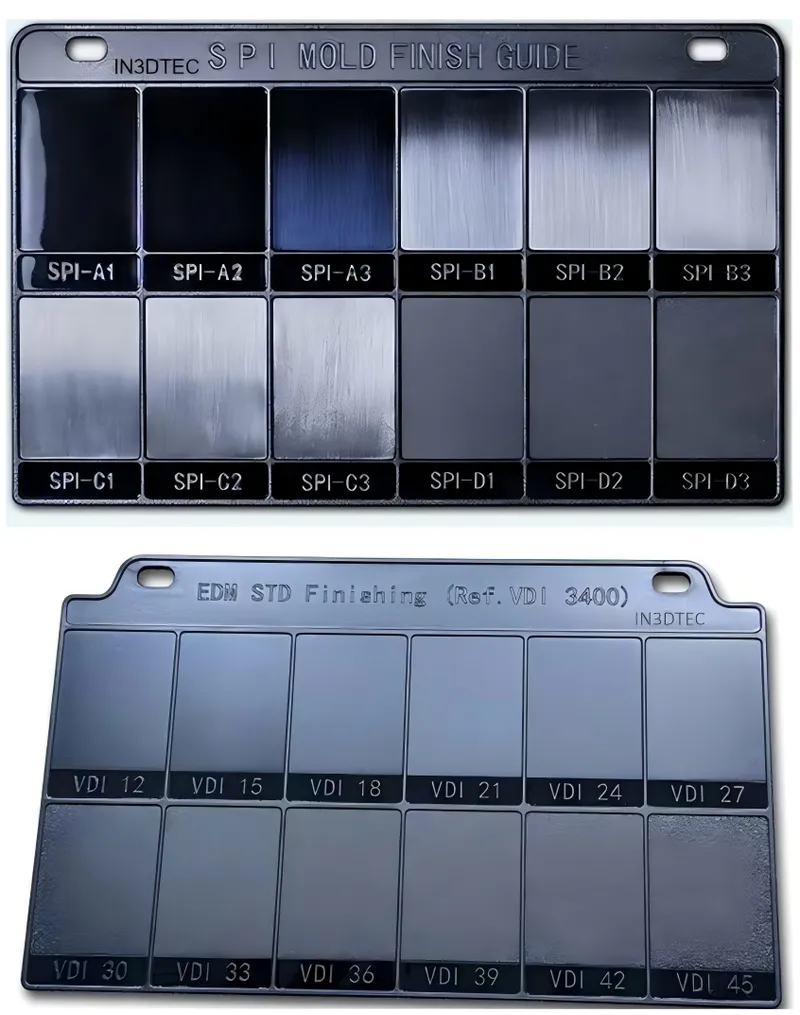
SPI 仕上げ基準: 金型表面仕上げを高光沢鏡面からつや消し/ブラスト仕上げに分類する、業界で認められたガイドライン(A-1~D-3)。

射出成形の成功における研磨の重要な役割
精密研磨は単に金型をピカピカにするだけではなく、多面的な役割を果たす:
1.パートの美学:
金型の表面仕上げは、プラスチック部品に直接転写される。高光沢金型は、家電製品、自動車内装、高級包装に不可欠な高光沢の部品を生産する。
2.部品リリース(排出):
金型表面が滑らかになると摩擦が減り、プラスチック部品の排出が容易になります。これにより、サイクルタイムを短縮し、部品のストレスを軽減し、離型剤の必要性を最小限に抑えることができます。
3.金型の耐久性と寿命:
よく研磨された表面は、特に機械加工による残留応力が除去されている場合、腐食や摩耗に対してより耐性があることが多い。また、プラスチックの残留物による早期汚損を防ぐこともできる。
4.光学的透明度:
レンズやライトパイプのような透明な部品には、光学的な透明度を達成し、光の散乱を防ぐために、非常に高品質な研磨(SPI A-1以上)が不可欠です。
5.フロー特性:
高度に研磨された表面は、金型キャビティ内の溶融プラスチックの流れに影響を与える可能性があるが、これはゲート設計や溶融温度に比べれば二次的な効果であることが多い。
6.クリーニングとメンテナンス:
より滑らかな表面は掃除がしやすく、物質が蓄積しにくい。

金型磨きの分類と種類
金型磨き剤はいくつかの基準で分類することができる:
1.達成された表面仕上げに基づく(例:SPI規格):
- SPI A-1(グレード#3ダイヤモンド・バフ): 最高の光沢、鏡面、光学的に透明。0~1ミクロンのダイヤモンドバフで実現。(例:レンズ、高級リフレクター用)。
- SPI A-2(グレード#6ダイヤモンド・バフ): 高光沢のファインミラー。2~3ミクロンのダイヤモンドバフで実現。(高級化粧品部品など)。
- SPI A-3 (グレード #15 ダイヤモンド・バフ): 中程度の光沢、微細な反射性。3~5ミクロンのダイヤモンドバフで実現。
- SPI B-1(600グリットペーパー): セミグロス、ファインサテン。傷は目立たない。
- SPI B-2(400グリットペーパー): セミグロス、ミディアムサテン。
- SPI B-3(320グリットペーパー): 半光沢、粗いサテン。
- SPI C-1(600グリットストーン): マット仕上げ、ファインストーン。
- SPI C-2(400グリットストーン): マット仕上げ、ミディアムストーン。
- SPI C-3(320グリットストーン): マット仕上げの粗い石。
- SPI D-1(ドライブラスト#11ガラスビーズ): くすんだマット、細かいブラスト。
- SPI D-2(ドライブラスト#240オキサイド): ダルマット、ミディアムブラスト。
- SPI D-3(ドライブラスト#24オキサイド): くすんだマット、粗いブラスト。
- (注:VDI(ドイツ)のような他の規格も存在する。)
2.研磨方法に基づく:
- 手動研磨: 熟練した技術者が、研磨剤入りハンドツール(砥石、ラッピングスティック、フェルトボブ、布)を使用。複雑な形状の精密加工とコントロールが可能。
- 機械アシスト研磨: 回転式ポリッシャー、超音波ポリッシャー、ラッピング・マシンなどの動力工具を使用し、特に大きな面や単純な面を高速で研磨する。手作業によるタッチアップと組み合わせることが多い。
- 自動研磨(ロボット): 大量の琢磨作業や反復的な琢磨作業には適しているが、複雑な3次元表面にはまだ課題がある。
3.目的/用途に基づく:
- 光学研磨: 極めて透明度が高く、欠陥が少ない(光学部品はSPI A-1またはカスタム仕様)。
- コスメティック・ハイグロス・ポリッシュ: 視覚に訴える消費者向け製品(通常SPI A-2からB-1)。
- 機能的なポーランド語: 離型性や耐摩耗性の向上を目的とし、高光沢を必要としない場合がある(例:SPI BまたはCグレード)。
- プレ・テクスチャー・ポリッシュ: 化学エッチングやレーザーテクスチャリングを施す前に必要な、特定の平滑仕上げ(SPI C-1など)。
- マット/サテン仕上げ: 意図的に無反射加工を施したもので、多くの場合、微細な研磨剤やブラスト加工によって実現される。
精密研磨を必要とする主な産業と用途
さまざまな産業が、精密研磨された金型に大きく依存している:
1.自動車:
ヘッドライトレンズ、テールライトカバー、インテリアトリム部品(ダッシュボード、光沢仕上げのコンソール)、クロームメッキのそっくり部品。
2.家電製品:
スマートフォン、ノートパソコン、テレビ、滑らかで光沢のある表面を必要とする家電製品のハウジング。
3.医療機器:
光学的に透明なコンポーネント(キュベット、診断用ディスポーザブル)、医療機器用ハウジング、移植可能なデバイス(生体適合性のために表面の平滑性が重要な場合)。
4.オプティクス&フォトニクス
レンズ、プリズム、ライトガイド、光ファイバーなど、SPI A-1、あるいは特注の超仕上げが必要なもの。
5.包装:
高級化粧品容器、透明食品包装、高級仕上げのキャップやクロージャー。
6.航空宇宙:
内装部品、透明キャノピー、高い耐疲労性を必要とする部品。
7.おもちゃ:
光沢があり、視覚に訴えるプラスチック玩具。
高品質の金型研磨に投資するメリット
そのメリットは美観をはるかに超える:
1.優れた部品品質:
金型表面の直接複製は、欠陥のない完璧なプラスチック部品を保証します。
2.製品アピールの強化:
高光沢や完璧なテクスチャーの表面は、製品の知覚価値や市場性を大幅に向上させる。
3.離型性の向上:
摩擦が減少することで、部品が容易に排出されるようになり、部品と金型へのストレスが最小限に抑えられ、サイクルタイムが短縮される可能性があります。
4.スクラップ率の低減:
成形品にドラッグマーク、フローライン、表面欠陥などの欠陥が少ない。
5.金型寿命の延長:
適切に研磨された表面は、耐摩耗性、耐腐食性、耐残留物性に優れ、工具の寿命を延ばすことができる。
6.メンテナンスコストの削減:
洗浄が容易な金型は、ダウンタイムとメンテナンスの手間を削減します。
7.生産の一貫性:
長時間の生産において、部品間の表面仕上げの一貫性を確保します。
8.高度なデザインを有効にします:
光学的にクリアなパーツや、仕上げの悪い金型では不可能な複雑なディテールの成形を可能にする。

精密研磨の潜在的欠点と課題
非常に有益である一方で、精密研磨には課題もある:
1.コスト:
これは労働集約的で熟練に依存する工程であり、特にSPI Aレベルの高い仕上げの場合、金型製造コストに大きく上乗せされる。
2.リードタイム:
特に高水準の研磨は、金型の納品スケジュールにかなりの時間を追加する可能性がある。
3.過剰研磨やエラーのリスク:
誤った技術は、寸法の不正確さ(丸みを帯びたエッジ、くぼんだ表面など)、形状の変化、「オレンジピール」効果につながる可能性がある。
4.スキル依存性:
最高品質の仕上げを実現するには、経験豊富で熟練した研磨職人が必要だ。そのような専門家は不足している。
5.材料の制限:
すべての金型用鋼が同じように研磨できるわけではありません。微細構造(大きな炭化物、介在物など)のために、高光沢に研磨するのが本質的に難しい鋼もあります。
6.シャープなエッジ/ディテールを維持する:
鋭利な角や複雑なディテールを完璧に保ちながら高い研磨を施すには、専門的な技術がなければ難しい。
7.主観性:
SPIのような基準が存在するとはいえ、ポリッシュの質の評価には、特に最高レベルにおいては、主観が入り込む可能性がある。
射出成形金型用鋼の精密研磨ソリューションのリソース
金型鋼の研磨性の比較:重要な要素
金型用鋼の選択は、研磨の容易さと質に大きく影響する:
1.高研磨性鋼(例:420ステンレス鋼、Stavax ESR、S136、NAK80): これらの鋼は、高純度、微細組織、均一な硬度のために特別に設計または加工(電気スラグ再溶解-ESRなど)されており、SPI A-1仕上げや光学用途に最適です。NAK80は、優れた研磨性と溶接後の熱処理が不要なことで知られる析出硬化鋼です。
2.研磨性の良い鋼(H13、P20改質、S7など): 一般的な主力鋼。H13は適切な熱処理を施せば、SPI A-2/A-3の良好な仕上げが可能。P20は通常BまたはC仕上げに使用されるが、改良鋼種はそれ以上の仕上げが可能。S7は靭性が高く、よく研磨できる。
3.中・難研磨鋼(例:標準P20、炭化物の多い工具鋼、純度の低い工具鋼): SPI BまたはC仕上げに限定される場合がある。高光沢を実現するのは非常に難しく、時間がかかる。
研磨性に影響する鋼の要因:
清潔さ: 介在物(硫化物、酸化物、ケイ酸塩)が少ないということは、研磨中のピットや欠陥が少ないことを意味します。ESRまたはVAR(真空アーク再溶解)プロセスは、清浄度を向上させます。
均質性と微細構造: 微細で均一な結晶粒構造と、十分に分布した小さな炭化物が重要です。大きく、不均一に分布した炭化物は、研磨中に「引き抜き」、ピットを残す可能性があります。
硬さ: 一般的に、(使用可能な範囲内では)硬い鋼の方がより高い光沢が得られるが、その分手間もかかる。硬度を一定に保つことが重要です。
熱処理への対応: 適切な熱処理は、最適な研磨のために望ましい硬度と微細構造を達成するために重要である。
精密研磨された金型表面の主な特徴
高品質な研磨面は、いくつかの測定および観察可能な特性によって定義される:
1.低い表面粗さ(Ra、Rz、Sa):
通常、SPI A-1はRaを必要とする。 < 0.005 µm(または5 nm)。Sa(面平均粗さ)は3次元表面では一般的になってきている。
2.高い光沢/反射率:
グロスメーターを用いてグロス単位(GU)で測定。値は測定角度によって異なる(例:20°、60°、85°)。
3.欠陥がないこと:
所定の倍率において、目に見える傷、くぼみ、「オレンジピール」、うねり、かすみ、コメット、スレーキ、バフマークがないこと。
4.透明度/ヘイズの欠如:
光学用ポリッシュには、高い光透過性と最小限の散乱が不可欠である。
5.ディテールのシャープさ:
金型設計に従った微細なディテールとシャープなエッジの保存。
6.均一性:
複雑な形状を含め、研磨面全体にわたって一貫した仕上げ。
7.指向性(レイ):
仕上げによっては(つや消しなど)、特定の方向のパターンが望まれる。ミラーポリッシュの場合は、レイが見えないようにする。
コア・プロセス完璧な仕上げへのステップ・バイ・ステップ
精密なポリッシュを実現するには、細心の注意を払い、何段階もの工程を経る必要がある:
1.準備と加工前検査:
- 金型表面が適切に加工(フライス加工、研磨、EDM加工)され、表面下の損傷が最小限に抑えられていることを確認する。
- EDMのリキャスト層(硬くてもろい層)は、通常、石留めや軽いフライス加工で完全に除去する。リキャスト層はうまく研磨できず、欠けることがあるので、これは非常に重要です。
- 研磨を開始する前に、除去が必要な深い加工痕、刻み目、欠陥がないか検査する。
- スチールの種類と硬度を確認する。
2.ラフストーニング/グラインディング(粗研磨段階):
- 目的 加工痕を取り除き、EDMで再キャストし、初期の平坦度/形状を確立する。
- 工具と研磨材: 粗い砥粒の砥石(例:120~320グリットの酸化アルミニウムまたは炭化ケイ素)、研削工具。
- テクニックだ: 一貫したパターンで作業し、多くの場合十字形にし、以前の跡がすべて除去されていることを確認する。適切な潤滑剤/冷却剤を使用する。
3.中仕上げ石留め/ラッピング(中研磨段階):
- 目的 ラフストーニングの段階でついた傷を取り除き、さらに表面を磨き上げる。
- 工具と研磨材: 中砥粒の砥石(例:400~800グリット)、ラッピング・スティックに取り付けた研磨紙/研磨布、ダイヤモンド・ヤスリ。
- テクニックだ: 砥粒を徐々に細かくしていき、砥粒を変えるたびに琢磨の方向を変えて、前の研磨痕が完全に除去されるようにします。より粗い粒子の持ち越しを防ぐため、砥粒の段階と段階の間の入念なクリーニングが不可欠です。
4.精密仕上げ/前研磨(精密研磨ステージ):
- 目的 前の段階でついた目に見える傷をすべて取り除き、最終的な鏡面研磨の準備をする。
- 工具と研磨材: ラッピング・スティック(木、真鍮、鋳鉄)または硬質フェルト・ボブを使用した微粒砥石(1000~1200グリットなど)、超微粒研磨紙(2000~5000グリットなど)、微粒ダイヤモンド・コンパウンド(45~15ミクロンなど)。
- テクニックだ: 極めて清浄であることが最も重要である。研磨の方向性が重要。
5.鏡面研磨/バフ研磨(ダイヤモンド研磨ステージ):
- 目的 最終的な光沢レベル(例:SPI A-1、A-2、A-3)を達成する。
- 工具と研磨材: ダイヤモンド・コンパウンド/ペースト(例えば、15ミクロンから0.25ミクロンまたはそれ以上細かいもの)を、フェルト・ボブ、コットン・ウール、ソフト・ウッド・ラップ、または専用の琢磨布で塗布します。回転工具、超音波研磨機、または手作業が使用されます。
- テクニックだ: 軽い圧力、特定の動作パターン。各ダイヤモンドの粒度は、前の粗いダイヤモンドの跡を完全に取り除かなければならない。砥粒が埋め込まれないようにするため、琢磨材(フェルト、木材)はスチールよりも柔らかくなければなりません。
6.最終洗浄と検査:
- 金型表面を徹底的に清掃し、研磨残渣をすべて取り除く。
- 適切な照明(拡散性、指向性など)と倍率で検査し、仕上がりが仕様を満たしていることを確認する(SPI基準、目視サンプル、光沢計の測定値)。

精密金型研磨作業における主な考慮事項
研磨の結果には多くの要因が影響する:
1.金型鋼の選択と品質:
議論したように、微細な組織を持つ、より清浄で均質な鋼が最もよく研磨される。
2.熱処理:
適切な硬度への適切で均一な熱処理は非常に重要です。ソフトスポットや硬度が一定でないと、研磨が不均一になります。粗加工後の応力除去も効果的です。
3.研磨前の表面状態:
最初の機械加工面または放電加工面の品質は、研磨に必要な労力と時間に大きく影響します。リキャスト層を最小限に抑えた良好なEDM仕上げが好ましい。
4.研磨剤の選択と順序:
研磨剤の種類と粒度を正しい順序で使用することが基本です。砥粒を飛ばすと傷が深くなり、取り除くのが難しくなります。
5.潤滑剤/冷却剤:
適切な潤滑剤(例えば、ミネラルスピリット、特殊琢磨油)は、切り粉を運び去り、砥粒の負荷を防ぎ、表面を冷却するのに役立ちます。
6.研磨工具とホルダー:
ラッピング・スティック(木製、真鍮製、スチール製、硬質フェルト製)、ボブ、電動工具(回転式、往復式、超音波式)の選択は、研磨の形状や段階によって異なる。
7.技術者のスキルと経験:
これは、特に複雑な形状を高いSPI Aレベルまで手作業で研磨する場合、間違いなく最も重要な要素です。忍耐力、鋭い目、そして工程に対する「感覚」が必要です。
8.清浄度と汚染管理:
粗い砥粒の一粒が細かい段階に持ち越されると、何時間もの作業が台無しになってしまう。専用の道具と完璧な清掃が不可欠だ。
9.圧力とスピード:
適切な圧力と工具速度を適用することが重要です。過度の圧力や速度は、熱を発生させたり、「オレンジピール」を引き起こしたり、炭化物を引き抜いたりする可能性があります。
10.研磨方向:
砥粒の段階間で研磨方向を変える(例えば、45~90度)ことは、以前のスクラッチパターンを効果的に識別し、除去するのに役立ちます。
11.エッジとディテールの保存:
鋭利なエッジを丸めたり、細かいディテールを洗い流したりしないよう、特別な注意が必要だ。エッジの近くに硬めのラッピング材を使ったり、マスキングをしたりといったテクニックが役立つ。
最適な研磨性のための正しい金型鋼の選択
1.SPI A-1(光学/レンズ品質)の場合:
- 420ステンレススチール(ESR/VAR): 耐食性に優れ、優れた選択。
- S136/スタバックスESR: 純度の高いプレミアム・グレードのステンレス。
- NAK80: 析出硬化、非常に優れた研磨性、再硬化のない良好な溶接性。
- HPM38(S136に相当): もうひとつの高品質ステンレスの選択肢。
2.SPI A-2 / A-3(高光沢化粧品)用:
- H13 (ESR/VAR): 完璧に熱処理され、清潔であれば良い。
- 修正P20グレード: 独自のP20タイプ鋼の中には、研磨性を向上させたものもある。
3.SPI B仕上げ(半光沢)の場合:
- P20(プリハードン): 標準的な選択肢で、コストパフォーマンスが高い。
- H13、S7: も適している。
4.SPI CおよびD仕上げ(マット/テクスチャ)用:
- 最終的な表面は高度に研磨されるよりもむしろ、ストン加工やブラスト加工が施されることが多いため、ほとんどの工具鋼はこうした仕上げが可能である。耐久性と切削性に重点が置かれている。
一般的な金型研磨の欠陥:原因と解決策
| 欠陥 | 説明 | 一般的な原因 | ソリューション |
|---|---|---|---|
| 傷 | 表面に線や溝がある。 | 粗い砥粒の汚れ、砥粒の飛ばし、琢磨工具の損傷、不適切な圧力、前工程の不足。 | キズを除去するのに十分な細かさであるが、効率的であるために十分な粗さの砥粒から再研磨する。清掃性を高める。工具をチェックする。前のステップが完了していることを確認する。 |
| ピット/ピンホール | 表面にある小さなくぼみや穴。 | 鋼中の介在物、炭化物の引き抜き、腐食、EDMアークピットが完全に除去されていない。 | より清浄なスチール(ESR/VAR)を使用する。研磨圧力を弱くする。EDMリキャストを完全に除去する。時々、ピットは鋼の品質に固有のものです。 |
| オレンジピール | オレンジの皮に似た、波打つようなくぼみのあるテクスチャー。 | 回転工具の過度の圧力/速度、軟質鋼に対する軟質バフ・ホイール、表面の過熱、熱処理不良。 | より軽い圧力、より遅い速度、より硬いバフ・ホイールまたはラッピング・スティックを使用してください。適切なスチール硬度と応力除去を確保する。クーラント。 |
| ヘイズ/曇り | 乳白色または白濁した外観、鏡面仕上げの透明度の欠如。 | 除去しきれなかった細かい傷、研磨剤の残留物、不適切なクリーニング、湿気。 | 最終ダイヤモンド・ステージで慎重に再研磨する。適切な溶剤で徹底的に洗浄する。表面が乾いていることを確認する。 |
| 彗星の尾 | より細かい傷や乱れた素材の「尾」を引く傷。 | より大きな研磨粒子が表面を引きずられ、自らを埋め込んで分解する。 | 清浄度を厳しく改善する。潤滑剤をろ過する。患部の再研磨。 |
| ロールエッジ | シャープにするはずの角やエッジが丸くなっている。 | エッジ付近での過度の圧力、柔らかいラッピングツール、エッジ上での研磨動作。 | エッジの近くではより硬いラッピング工具を使用し、エッジをマスクし、エッジから離して研磨するか、エッジと平行に研磨する。圧力を下げる。 |
| うねり/さざ波 | 起伏のある凸凹した路面。 | 不均一な石留め、電動工具の不適切な使用、剛性のない工具のセットアップ、材料を早く除去しすぎること。 | 適切な道具を使用し、平坦な石積みを確保する。剛性の高いセットアップを使用する。材料を徐々に取り除く。熟練した一貫した技術。 |
| バフ痕 / 渦巻き | 最終バフ研磨でついた円形または円弧状の細かい傷。 | バフの圧力が高すぎる、バフが汚れている、バフのコンパウンドが間違っている、スピードが速すぎる。 | より軽い圧力、きれいな/新しいバフ、正しいコンパウンド、より遅いスピード。必要であれば、最終パスは手で行う。 |

How Does Rib Design Impact Mold Flow and Cooling Efficiency?
Key Takeaways Ribs are structural features used to increase part stiffness without increasing overall wall thickness. However, improper rib design significantly impacts **Mold Flow** (causing hesitation or short shots) and

How Do Ribs Function in Reducing Plastic Part Weight and Improving Structural Integrity?
Key Takeaways Ribs are thin, wall-like features projecting from the nominal wall of a plastic part, designed to add stiffness and strength without increasing overall wall thickness. By allowing engineers

How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper
最適化ソリューションの提供 無料
- 設計フィードバックと最適化ソリューションの提供
- 構造の最適化と金型コストの削減
- エンジニアと1対1で直接話す

