 コンテンツへスキップ
コンテンツへスキップ 

射出成形プロセスでは、良い製品の品質とプロセスの安定性を得るために、派手な射出成形機や金型だけに頼ることはできません。金型温度もまた、コントロールが必要な重要な変数です。
射出成形をしているとき、金型内の溶融物は常にキャビティの表面に熱を伝え、金型温度を上昇させます。金型温度が高ければ、溶融プラスチックがキャビティに充填されるのは良いことですが、プラスチック部品の冷却に時間がかかり、生産が遅くなります。金型温度が低ければ、溶融プラスチックは素早く固化し、成形サイクルは短くなりますが、プラスチックがうまく流れず、キャビティが完全に充填されない可能性があります。一方、金型温度制御システムの設計が悪いと、プラスチック部品の成形サイクルが長くなり、成形後にプラスチック部品が変形する可能性がある。

このブログでは、射出成形機の温度管理が必要な理由、適切な温度の選び方、温度管理の方法、よくある問題と解決策などについてお話しします。このブログ記事を通じて、射出成形機における金型温度の重要性をご理解いただければ幸いです。 射出成形プロセス そして金型温度の制御方法。正確な制御は射出成形の生産工程を最適化し、会社の生産コストと運営コストを削減することができます。
Ⅰ.金型温度
金型温度とは、部品に触れる金型表面の温度のことです。金型温度は、プラスチックの特性、部品の設計とサイズ、性能要件、および溶融温度、射出速度、射出圧力、サイクル時間などの他のプロセス条件によって決まります。金型温度は、プラスチック溶融物がどのように充填、凝固、成形されるか、生産効率、プラスチック部品の形状やサイズに影響します。
金型の温度は、プラスチック部品の成形の品質と効率に大きな影響を与えます。金型が熱いと、溶けた材料が流れやすくなり、金型に充填されやすくなり、プラスチック部品の見た目がよくなります。しかし、材料が冷えて固まるまでに時間がかかるため、パーツを取り出すときに失敗しやすくなる。結晶化する可能性のある素材の場合、結晶化しやすくなり、パーツを保管したり使用したりする際にサイズが変化しにくくなります。金型が冷えていると、溶けた材料が金型に充満しにくくなるため、パーツの内部に応力がかかり、見た目がくすんだり、シルバーストリークやウェルドマークなどの問題が生じたりする。

材料が異なれば加工技術も異なり、製品が異なれば表面の要求や構造も異なる。品質要求を満たすプラスチック部品を最も効率よく生産するためには、金型を一定の温度に保つ必要がある。金型温度が安定していればいるほど、生産されるプラスチック製品のサイズ、形状、外観品質などが安定する。したがって、金型温度は、金型製造の要素に加えて、プラスチック部品の品質をコントロールする重要な要素である。金型設計の際には、金型温度の制御方法を十分に検討する必要がある。

Ⅱ.金型温度管理の必要性
金型温度は成形品の収縮率に大きな影響を与えます。同時に、射出成形品の機械的性質にも直接影響し、製品表面の不良などの成形不良の原因にもなります。従って、金型温度は所定の範囲内に維持する必要があり、金型の 温度が時間と共に変化することはありません。多数個取り金型のキャビティ間の温度差も変化しないこと。曲げ変形しやすい完成品の場合、金型温度で冷却速度を均一にすることが多い。
1.外観の条件
顧客の目が肥えるにつれ、製品の外観に対する要求も高くなっている。金型温度を調整することは、製品の外観を向上させる有効な方法の一つである。特にガラス繊維で強化された製品は、金型温度が低いと繊維が表面に浮きやすくなります。現在の歯車部品はほとんどがガラス繊維で強化されており、中には繊維含有率を50%まで高めたものまである。
2.完成品の寸法安定性要件
より精密な歯車製品には、外観の要求に加えて、寸法安定性も要求されます。製品の寸法安定性に影響を与える要因には、主に成形工程の安定性と合理性、生産環境の温度と湿度の安定性、材料比率の均一性、機械の循環水温と水量のバランス、金型温度機械の温度制御の精度などがあります。

3.完成品の物理的および機械的特性
結晶性材料の場合、高い金型温度を使用すると、製品は多くの熱を蓄え、冷却と固化のプロセスが長くなり、結晶化温度はゆっくりと通過する。完成品は、結晶化度が高く、収縮率が大きく、物理的・機械的特性が良好なものとなる。PA、PP、PE、POMのような結晶性の原料は、より高い金型温度制御を必要とする。
成形サイクルは金型温度にも影響される。金型温度が高ければ、完成品の大きさを確保するために冷却時間が長くなる。その結果、成形サイクルが長くなり、生産コストが上昇する。

透明な完成品の場合、金型温度で結晶化度をコントロールする必要がある。低い金型温度で成形し、結晶化の度合いを抑えるようにする。
内部応力の集中を防ぐには、金型温度の利用が有効です。例えば、PC、ABS、PSなどを成形する場合、部品の内部応力集中を防ぐためには、通常、金型温度を適切に上昇させる必要があります。

射出成形品の品質管理に及ぼす金型温度の影響
1.金型温度が製品外観に与える影響
温度が高いと樹脂はより流動的になり、特にガラス繊維強化樹脂部品の表面美観のために、部品の表面がより滑らかで明るくなります。また、融着線の強度と外観も向上する。
エッチングされた表面については、金型温度が低いと、溶融物がテクスチャーの根元に充填されにくいため、製品の表面が明るく見え、金型表面の本当のテクスチャーが「転写」されない。金型温度と材料温度を上げた後、製品表面に理想的なエッチング効果を得ることができる。

2.製品の内部応力への影響
成形時に形成される内部応力は、主に冷却時の熱収縮率の違いによって生じる。成形品の冷却は、表面から始まり、徐々に内部へと広がっていきます。まず表面が収縮・硬化し、その後内部が徐々に収縮していきます。このとき、収縮速度の違いによって内部応力が発生する。
樹脂部品の残留内部応力が樹脂の弾性限界より高い場合、あるいはある種の化学環境によって腐食された場合、樹脂部品の表面にクラックが発生する。PCやPMMAのような透明樹脂の研究によると、残留内部応力は表面では圧縮の形で、内部では引張の形になっている。

表面の圧縮応力は、表面の冷却条件に依存します。冷たい金型では溶融樹脂が急速に冷却されるため、成形品の残留内部応力が大きくなります。金型温度は内部応力を制御する最も基本的な条件です。金型温度が少し変わるだけで、残留内部応力は大きく変化します。一般的には、製品・樹脂ごとに、内部応力を許容できる金型温度の下限が決まっています。薄肉成形や流動距離の長い成形では、金型温度は一般的な成形の下限よりも高くする必要があります。

3.製品の反りを改善する
金型の冷却システムの設計に無理があったり、金型の温度管理が不適切だったりすると、プラスチック部品が十分に冷却されず、プラスチック部品が反ったり変形したりする。
金型の温度をコントロールするには、雄型と雌型、金型コアと金型壁、金型壁とインサートの温度差を把握する必要があります。製品の構造的な特徴に応じて温度差を把握する必要があります。これは、成形の各部分の冷却収縮速度の差をコントロールするためです。プラスチック部品は脱型後、温度の高い側で引っ張り方向に曲がる傾向がある。これは、配向収縮の差を相殺するためである。これは、プラスチック部品が配向規則に従って反ったり変形したりするのを防ぐためである。

完全に対称的なボディ構造を持つプラスチック部品の場合、金型の温度を一定に保つ必要があります。そうすることで、プラスチック部品のすべての部分が均等に冷えるようになります。
4.製品の成形収縮率に影響する
金型温度が低いと、分子がその場で速く凍結するため、金型キャビティ内の融液の凍結層が厚くなる。同時に、金型温度が低いと結晶の成長が遅くなり、成形中の製品の収縮が小さくなる。一方、金型温度が高いと、融液の冷却が遅く、緩和時間が長く、配向性が低く、結晶化しやすいため、製品の実際の収縮率が大きくなる。

5.製品の熱変形温度に影響を与える
結晶性プラスチックの場合、低い金型温度で成形すると、分子配向と結晶化が凍結した状態になる。より高温の使用環境や二次加工条件を用いると、分子鎖の再配列や結晶化が進み、材料の熱変形温度(HDT)よりもかなり低い温度でも製品が変形してしまう。
正しい方法は、推奨される金型温度を結晶化温度に近づけて製造することである。 射出成形 段階で、高温環境下での結晶化後収縮を回避する。

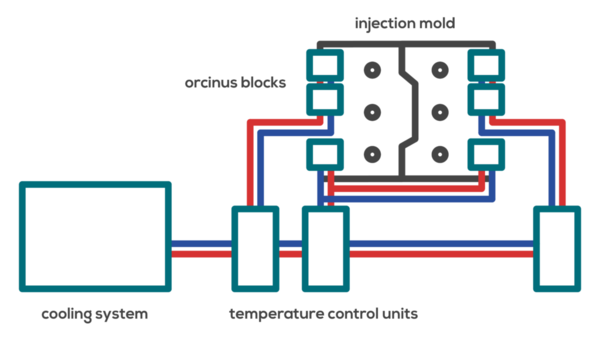
IV.金型温度管理の方法
1.金型のキャビティとコアにはそれぞれ冷却回路を設ける。冷却回路を設計する場合、キャビティとコアでは熱の吸収が異なるため、回路構造の熱抵抗が異なることに留意する。キャビティとコアの入り口の水温(または油温)は大きな温度差がある。そのため、キャビティとコアの冷却回路を設計する際には、別々に温度を調整・制御することができる。
2.一方、射出成形した部品が曲がってしまわないようにするには、キャビティとコア、あるいは金型の表と裏を異なる温度に保つ必要がある。

3.熱交換効率の観点から、冷却媒体の流れが乱れていること(乱流)を確認する。キャビティとコアの温度制御のループのつなぎ方には、大きく分けて直列と並列の2通りがある。並列回路では、分岐回路の流量が直列冷却回路の流量より小さくなる。このため層流になることがあり、各回路に流入する流量は必ずしも同じではない。
その結果、各金型キャビティの温度を一定に保つことができない。直列接続のデメリット冷却水(油)の流路抵抗が大きく、前キャビティ入口の冷却水(油)温度と後キャビティ入口の冷却水(油)温度が大きく異なる。冷却水(油)の入口と出口の温度差は流量によって変化する。一般的には5℃を超えることはありません。使用する金型温度調節コントローラ(機械)の性能で冷却水(油)の流量を2℃以内にコントロールできれば、各キャビティの最大温度差は2℃の範囲に保つことができます。

4.金型の温度勾配分布は、一般にキャビティを取り囲み、主流路を中心とした同心円状になることが望ましい。従って、各キャビティ間の収縮誤差を小さくし、成形条件の許容範囲を広げ、コストダウンを図るためには、流路バランス、キャビティ配置、主流路を中心とした同心円配置などの対策が必要である。
5.金型の前面と背面に磁気温度計を取り付け、金型の実際の温度を頻繁に測定・記録することを推奨する。

6.可能であれば全自動生産を使用する。全自動運転の方が金型温度は正確です。全自動はロボットが製品を取り出すので、時間が一定です。半自動運転では、手作業であり、オペレーターがドアを開閉する時間や部品をピックアップする時間にズレが生じ、熱バランスに影響する。また、バレル内の温度にも影響します。
7.水の温度をコントロールして金型の温度をコントロールする。この方法は非常に正確である。
8.金型の温度制御にはホットランナーシステムを使用する。この方法は迅速かつ正確である。
9.ガスを使って金型を加熱する。この方法は非常に正確です。
10.金型を断熱する。断熱パネルなどを使用し、熱損失を抑える。金型の温度は製品の大きさや結晶化度にも影響し、製品の性能に影響する。製造中、必要に応じて金型の温度を調整してください。

Ⅴ.金型温度の選択と制御の原則とは?
1.異なる材料は異なる金型温度を必要とする。
2.表面仕上げや構造が異なる金型では、異なる金型温度が必要となるため、それに応じて温度制御システムを設計する必要がある。
3.前の金型は後ろの金型より熱い。通常、その差は2~3℃程度。
4.前金型は、平滑な表面よりもスパークライン用に高温にする必要がある。前金型が熱水や熱油を通す必要がある場合、その差は通常約40℃である。
5.実際の金型温度が必要な金型温度に達しない場合、金型を加熱する必要があります。そのため、金型を設計する際には、材料からの熱が金型温度の要求を満たすことができるかどうかを考える必要があります。

6.材料は熱放射と熱伝導によって消費されるだけでなく、熱の大部分は循環する熱媒体によって金型から取り出される必要がある。
7.金型温度はバランスが取れているべきであり、局所的な過熱や過冷却があってはならない。
8.金型温度設定の基本は、金型温度がプラスチック部品材料の熱変形温度より低いことである。
9.PC、PSU、PPOなどの高粘度プラスチックは、充填時の溶融流動性と金型充填性を向上させ、緻密な製品を得るために、高い金型温度を使用しなければならない。逆にPE、PP、PAなどは低い金型温度を使用できる(PA+ガラス繊維は80~120℃の高い金型温度を使用できる)。
10.真空の泡や部品内部の応力が大きくなるのを避けるため、肉厚の厚い部品に低い金型温度を使用するのは得策ではない。

Ⅵ.金型温度に対する異なる材料の要求
温度管理 射出成形金型 は、良いプラスチック部品を作るために超重要だ。どの種類のプラスチックにも、良い部品を作るのに最適な温度の範囲があります。プラスチックの流れがよく、金型が満たされるようにしたい。金型から取り出したときに、部品が収縮したり反ったりするのをできるだけ抑えたい。サイズが変わらず、強度があり、見栄えの良い部品を作りたい。例えば
PP(ポリプロピレン)の金型温度は40~80℃に管理され、50℃が推奨されている。
PPS(ポリフェニレンサルファイド)の金型温度は120~180度。

PE-HD(高密度ポリエチレン)の金型温度は50~95℃である。
PC(ポリカーボネート)の金型温度は70~120℃。
PBT(ポリブチレンテレフタレート)の金型温度は40~60℃。
PA6(ポリアミド6またはナイロン6) 薄肉または大面積の部品の場合、金型温度は80~90℃。ガラス強化素材の場合、金型温度は80度以上であるべきである。
PA12 (ポリアミドまたはナイロン12) 金型温度は、非強化材料では30~40℃、薄肉または大面積部品では80~90℃、強化材料では90~100℃です。
ABS(アクリロニトリル-ブタジエン-スチレン共重合体)の金型温度は25~70℃。

Ⅶ.結論
金型温度管理は部品品質の信頼性に直結します。金型温度の重要性を理解し、適切なテクニックを用い、慎重な管理戦略を立て、課題に正面から取り組むことで、メーカーは射出成形の潜在能力を最大限に引き出すことができます。
金型温度は、射出成形工程における最も基本的な制御パラメータのひとつである。また、金型設計における主要な検討事項でもあります。成形、二次加工、そして製品の最終的な使用に与える影響は軽視できません。金型温度管理は、成形品の品質を向上させ、効率を高め、射出成形における競争上の優位性を得るための継続的なプロセスです。 射出成形業界.金型温度制御の原理を理解すれば、射出成形金型への温度の影響に対処するのはずっと簡単になるはずだ。







