 コンテンツへスキップ
コンテンツへスキップ 

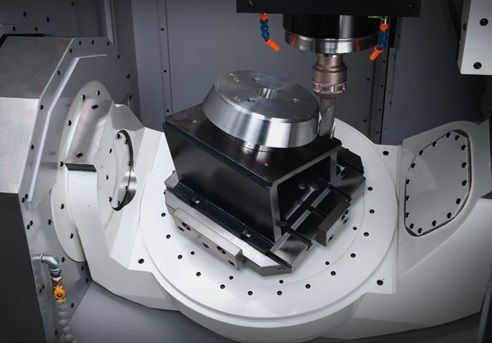
プラスチック金型 は、完全な形状と正確なサイズのプラスチック製品を与えるためのプラスチック加工産業やプラスチック成形機のためのツールです。
プラスチックや加工方法、プラスチック成形機やプラスチック製品、シンプルで複雑な構造の様々なため、プラスチック金型の種類や構造も様々です。
金型はさまざまな産業で製品を作るために使われている。 プラスチック成形 は、さまざまなプラスチック製品を作るためによく使われる加工法である。
このブログでは、プラスチック成形について知っておくべきことをすべてお話しします!プラスチック成形とは何か、どのように機能するのかといった基本的なことから、金型の種類や使用する材料など、より高度なトピックまでカバーします。
このブログの記事が、あなたが以下の使用について十分な情報を得た上で決断を下すために必要なすべての情報を提供することを願っています。 プラスチック金型.

プラスチック金型の基礎知識
圧縮成形、押出成形用のプラスチック金型、 射出成形ブロー成形と低発泡成形があり、主に凹型コンビネーション基板、凹型アセンブリ、凹型コンビネーションカードプレートからなる可変キャビティ付き凹型と、凸型コンビネーション基板、凸型アセンブリ、凸型コンビネーションカードプレート、キャビティカットオフアセンブリ、サイドカットオフコンビネーションプレートからなる可変コア付き凸型がある。
金型凸型、凹型、補助成形システムの調整変更。それは異なった形およびサイズの一連のプラスチック部品を処理できる。
プラスチック加工産業で使用されるツールであり プラスチック成形 プラスチック製品に完全な形と正確なサイズを与える機械。

プラスチックも加工方法も様々だからだ、 プラスチック成形 機械やプラスチック製品とシンプルで複雑な構造なので、プラスチック金型の種類や構造も様々である。
プラスチック産業が急速に発展し、一般プラスチックやエンジニアリングプラスチックが強度などの面で絶えず改良されるにつれて、プラスチック製品の用途も拡大し、プラスチック製品の量も増加している。
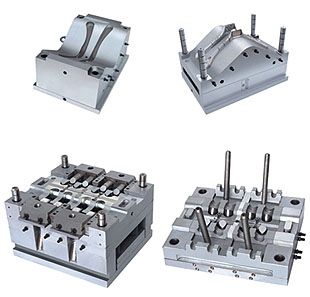
プラスチック金型 は、プラスチック製品を製造するための金型の一種である。複数の部品群から構成され、この組み合わせに成形キャビティが含まれる。
期間中 射出成形その 射出成形金型 その後、上型と下型が分離され、製品がキャビティから射出され、エジェクターシステムを通って金型から離れ、最後に次の射出のために金型が再び閉じられる。
一般的に、プラスチック金型は移動金型と固定金型の2つの部分から構成されています。移動金型は、プラスチック金型の移動テンプレートに取り付けられる。 射出成形 固定金型は射出成形機の固定金型に取り付けられます。移動金型テンプレートと固定金型テンプレートは 射出成形 これは金型を固定するために使用される。
期間中 射出成形鋳型と固定鋳型を閉じると注湯システムとキャビティが形成され、鋳型を開くとプラスチック製品を取り出すために鋳型と固定鋳型が分離される。
プラスチックの種類や性質、プラスチック製品の形状や構造、射出成形機の種類によって金型の構造は異なるが、基本的な構造は同じである。
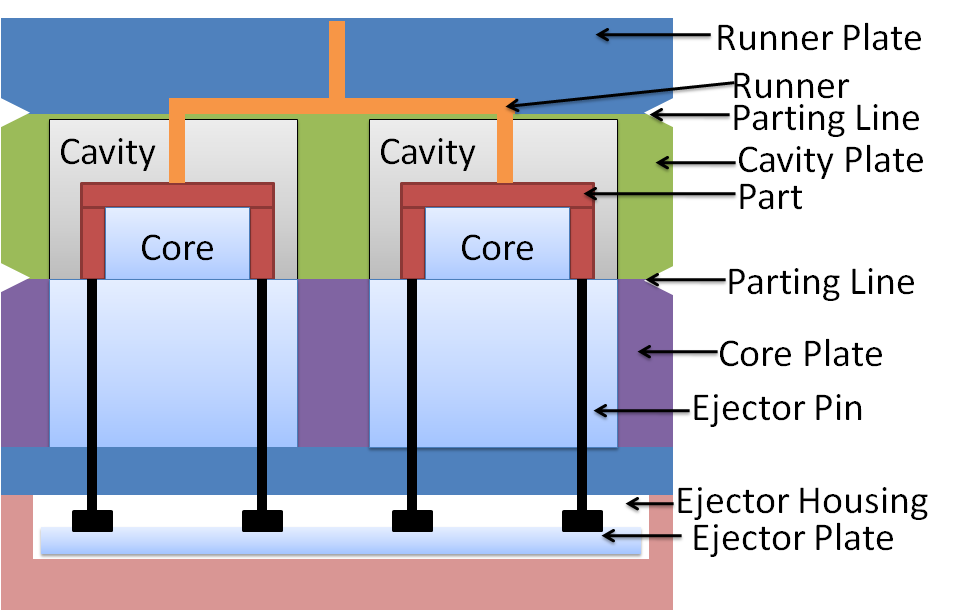
金型は主に注湯システム、温度調整システム、成形部品、構造部品で構成される。
中でも注湯装置と成形部品は、プラスチックと直接接触し、プラスチックや製品と変化する部品であり、金型の中で最も複雑で変化しやすく、最高の加工仕上がりと精度が要求される。
注湯系とは、プラスチックが射出ノズルからキャビティに入る前の流路の部分で、メイン流路、コールドキャビティ、マニホールド、ゲートなどがある。成形部品とは、可動金型、固定金型とキャビティ、コア、成形ロッド、排気口など、製品の形状を構成する様々な部品のことです。
ハイテクドライブと柱業界のアプリケーションの需要の中国のプラスチック金型は、原材料や補助材料産業と加工、機械、自動車、オートバイ、家電製品、電子通信、建設、建築材料、業界のいくつかの他の主要なアプリケーションの川下への試験装置の上流から、巨大な産業チェーンの形成、 プラスチック金型 の開発は活気に満ちている。

プラスチック金型の主な分類
異なる成形方法に従って、我々は主に、異なるプロセスの要件に対応するプラスチック加工金型の種類を分けることができます。 射出成形金型押出成形用金型、ブリスター成形用金型、高発泡ポリスチレン成形用金型など。
a.プラスチック射出成形金型
我々の調査によると プラスチック射出成形金型主に熱可塑性プラスチックの生産に最も一般的に使用される成形金型の一種です。 プラスチック射出成形部品.
について プラスチック射出成形金型 プラスチック射出成形機の加工設備に相当し、プラスチック材料はまず射出成形機の底部のバレルで加熱、溶融され、射出成形機のスクリューやプランジャーで押され、射出ノズルと金型の注湯システムを通して金型のキャビティに入り、プラスチックは冷却、硬化され、脱型によって製品が得られる、これは全体です。 射出成形 サイクルプロセス。
構造は通常、成形部品、注湯システム、ガイド部品、押し出し機構、温度調整システム、排気システム、支持部品、その他の部品で構成される。
について 射出成形製造 材料は通常プラスチック金型鋼モジュールを採用し、一般的な材料は主に炭素構造鋼、炭素工具鋼、合金工具鋼、高速度鋼などである。
全体 射出成形 プロセス法は、通常、熱可塑性プラスチック製品の大量生産にしか適用できない。 プラスチック射出成形 射出成形は、生活必需品からあらゆる種類の複雑な機械、電化製品、輸送部品など、幅広いプラスチック製品を製造するためのプロセスであり、プラスチック製品の生産で最も広く使用されている加工方法です。

b.プラスチック圧縮金型
構造用金型には、圧縮成形と圧縮成形の2種類がある。 射出成形.主に熱硬化性プラスチックの成形に使用され、対応する設備は圧力成形機である。
圧縮成形法は、プラスチックの特性に基づいて、金型を成形温度(一般に103°~108°)に加熱した後、計量した圧縮成形用粉末を金型キャビティと充填室に入れ、金型を閉じる。
プレス射出成形 は圧縮成形と異なり、充填室が別にあり、成形前に金型を閉じ、充填室でプラスチックを予熱して粘性流動状態にした後、調整し、加圧下で金型キャビティに押し込んで硬化・成形する。
圧縮金型は、溶融が困難な熱可塑性プラスチック(ポリガフロロエチレンなど)のブランク(冷間圧縮成形)、非常に高い光学特性を持つ樹脂レンズ、わずかに発泡するニトロセルロース製自動車用ステアリングホイールなど、特定の特殊な熱可塑性プラスチックの成形にも使用される。
圧縮成形用金型 は、主に空洞、充填空洞、ガイド機構、押し出し部品、加熱システムなどで構成されています。圧縮 射出成形金型 は、電気部品の封止に広く使用されている。
に使用されている素材。 圧縮成形用金型の製造 は基本的に射出成形金型と同じである。

c.プラスチック押出成形金型
押出成形ヘッドとも呼ばれ、パイプ、ロッド、モノフィラメント、プレート、フィルム、ワイヤー、ケーブル被覆、プロファイルなどの加工に広く使用されています。
その対応する生産設備はプラスチック押出機で、その原理は加熱と押出機のスクリュー回転と圧力の条件下で固形プラスチックを溶融可塑化し、特定の形状の口型を通して口型の形状と同じ断面の連続プラスチック製品を作ることである。
その製造材料は主に炭素構造鋼、合金工具などである。また、耐摩耗性が必要な部分にはダイヤモンドなどの耐摩耗材をはめ込んだ押出ダイスもある。
押出媒体プロセスは、通常、熱可塑性プラスチック製品の製造にのみ適用され、その構造は、熱可塑性プラスチック製品の製造とは明らかに異なる。 射出成形金型 と圧縮金型がある。

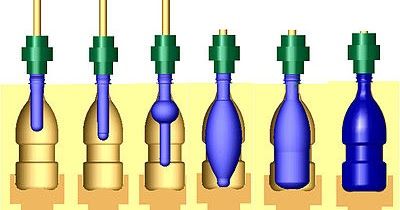
d.プラスチックブロー成形金型
プラスチック容器の中空製品(飲料ボトル、日用化学品、その他の包装容器など)の成形に使用される金型の一種で、ブロー成形の形式は主に押出ブロー成形である、 射出ブロー成形射出延伸ブロー成形(通称:射出プルブロー)、多層ブロー成形、シートブロー成形など。成形など
機器に対応する中空製品のブロー成形は、通常、プラスチックブロー成形機と呼ばれ、ブロー成形は、製品の熱可塑性品種の生産にのみ適用されます。
ブロー成形金型の構造は比較的単純であり、使用される材料は、主に、より多くの炭素で作られています。
e.プラスチックブリスター金型
プラスチックの板やシートを原料として、簡単なプラスチック製品を成形する金型の一種です。
その原理は、真空開口法または圧縮空気成形法を用いて、プラスチック板またはシートを凹型または凸型に固定させ、加熱軟化の条件下で変形させ、型の空洞に貼り付けて、必要な成形品を得ることであり、主に日用品、食品、玩具、その他の包装製品の生産に使用される。
ブリスター金型の圧力は低いため、金型材料はアルミ鋳物や非金属材料がほとんどで、構造も単純である。

f.高発泡ポリスチレン成形金型
EPSの原料(ポリスチレンのビーズと発泡剤)を用いて、様々な形状の発泡包装材を成形するための金型です。
その原理は、EPSは金型内で蒸気に成形することができるというもので、簡単な手動の金型と油圧機械の直通発泡金型の2種類があり、主に工業用包装製品の生産に使用されている。
このような金型の製造に使用される材料は、鋳造アルミニウム、ステンレス鋼、青銅などである。

プラスチック金型の設計要素
金型の設計と製造はプラスチック加工と密接な関係がある。プラスチック加工の成否は、金型設計と金型製造の品質に大きく左右される。 金型製造一方、プラスチック金型の設計は、プラスチック製品の正しい設計に基づいている。
構造要素を考慮したプラスチック金型設計とは
1.パーティング面。すなわち、金型を閉じたときに凹型と凸型がはまり合う接触面。
その位置や形状は、製品の形状や外観、均一な肉厚、成形方法、後加工工程、金型の種類や構造、脱型方法、成形機の構造などに影響される。
2.構造部品、すなわち複雑な金型のスライダー、スラントトップ、ストレートトップブロックなど。
構造部品の設計は非常に重要で、金型の寿命、加工サイクル、コスト、製品の品質などに関係する。そのため、複雑な金型のコア構造の設計には、設計者の高い総合能力が要求され、できるだけシンプルで耐久性が高く、経済的な設計ソリューションを追求する必要があります。
3.金型精度、すなわちカード回避、微細位置決め、ガイドピラー、位置決めピンなど。
位置決めシステムは、製品の外観品質、金型の品質と寿命に関連している、異なる金型構造に応じて、異なる位置決め方法を選択し、位置決め精度制御は、主に処理に依存している、内部の金型の位置決めは、主に設計者が十分に考慮し、位置決め方法を調整するために、より合理的かつ容易に設計することです。
4.注湯システム、つまり 射出成形 機械ノズルから、主流路、分流路、ゲート、コールドキャビティを含む供給路間のキャビティへ。
特に、ゲートの位置は、溶融プラスチックが良好な流動状態でキャビティに充填され、ソリッドランナーの製品に付着し、ゲートの冷たい材料が金型から排出されやすく、金型を開いたときに除去されるように選択する必要があります(ホットランナー金型を除く)。
5.プラスチック収縮率と、製品の寸法精度に影響を与える要因。 金型製造 や組み立てのミス、金型の磨耗や破損など。
加えて、コンプレッションと 射出成形金型また、成形機のプロセスや成形品の構造パラメータも考慮する必要がある。コンピュータ支援設計技術は、プラスチック金型の設計に広く使用されている。

プラスチック金型アクセサリー
パンチ、ヘッド、ガイドピラー、ガイドスリーブ、ファインポジショニング、エジェクターロッド、エジェクターピン、スリーブ、スライダー装置、スラントトップ装置、スチールボールスリーブ、日付印、 プラスチック金型 スプリング、シール、クーリングジョイント、ウォータープランジャー、位置決めリング、ゲートスリーブ、引抜き材ピン、タイバー、リミットネイル、ガベージネイル、サポートポスト、オープナー、型開きシーケンスコントローラー(型ロックバックルアセンブリ)など。
プラスチック金型構造部品
構成
ブロー成形金型、鋳造金型、熱成形金型の構造は比較的単純である。
圧縮金型、 射出成形金型 トランスファー金型の構造はより複雑で、この種の金型の部品もより多く構成されています。
基本的な部品は以下の通りである。
1.凹型、凸型、成形コアの様々なを含む成形部品は、成形品の内側と外側の表面または上端と下端、側面の穴、側面の凹部とネジ部品です。
2.金型ベースプレート、固定プレート、サポートプレート、パッドなど、金型を固定したり圧力を支えるための固定部品をサポートする。
3.ガイドピラー、ガイドブッシュを含むガイド部品は、金型または発射機構の移動の相対位置を決定する。
4.傾動ピン、スライダーなどの中子取り出し部品は、金型が開いたときに可動中子を取り出し、製品を金型から離型させるために使用されます。
5.プッシュロッド、プッシュチューブ、プッシュブロック、プッシュピースプレート、プッシュピースリング、プッシュロッド固定プレート、プッシュプレートなどを含むプッシュアウトパーツは、金型から製品を作る。
この種の金型枠は、構造、形状、サイズが標準化、連続化された基本部品で構成されており、製品の形状に応じてキャビティを加工することができます。標準的な金型枠を使用することで、金型製作サイクルを短縮することができます。
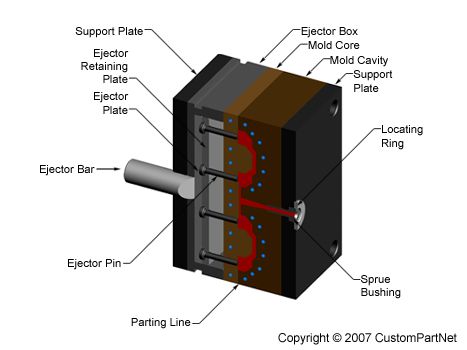
よく使われる金型ベース部品の役割
固定金型ベースプレート(パネル):射出成形機に固定されたフロント金型。
ランナープレート(スパウトプレート):金型を開く際に屑茎を取り外し、自動的に落ちるようにする(3プレート金型)。
固定プレート(Aプレート):成形品の前面部分。
移動金型固定板(Bプレート):成形品の後方部分。
パッド:金型の足で、その役割はトッププレートが動くのに十分なスペースを確保すること。
プッシュプレート:金型を開く際に、トップバー、トップブロック、傾斜トップなどの部品を押し出すことにより、金型から製品を押し出す。
可動金型ベースプレート(底板):リア金型を固定する。 射出成形 マシンだ。
ガイドピラーとガイドブッシュ:ガイドと位置決めの役割を果たし、前後の金型開口部、金型と基本的な位置決めを支援する。
サポートコラム(サポートヘッド):Bプレートの強度を向上させ、長期生産によるBプレートの変形を効果的に回避する。
トッププレートガイドピラー(中央のトースト):プッシュプレートがスムーズに排出されるようにガイドし、位置決めする。
プラスチック金型材料の要件
プラスチック金型の作業条件は、一般的に150℃~200℃での作業が要求される冷間パンチング金型とは異なる。プラスチック金型は一定の圧力を受けるほか、温度の影響も受けなければならない。
によると プラスチック成形金型 使用条件、加工方法 プラスチック金型 鉄鋼の基本的な要求性能との関係を大まかにまとめると、次のようになる。

適切な表面硬度と耐摩耗性
プラスチック金型 硬度は通常50-60HRC以下で、金型の熱処理後に十分な表面硬度を確保し、金型に十分な剛性を持たせる必要があります。
金型が十分な耐用年数を持っていることを保証するために、安定性の形状と寸法精度の精度を維持するために金型を必要とし、大きな圧縮応力と摩擦に耐えるために、プラスチックの充填と流れに起因する仕事の金型。
金型の耐摩耗性は、鋼の化学組成と熱処理硬度に依存するため、金型の硬度を向上させることは耐摩耗性の向上に資する。

優れた切断加工性
ほとんどの場合 プラスチック成形金型EMD処理に加えて、ある程度の切断処理とクランプ修理を行う必要がある。
切削工具の寿命を延ばし、切削性能を向上させ、表面粗さを小さくするためには、プラスチック金型用鋼の硬度が適切でなければならない。

良好な研磨性能
高品質のプラスチック製品で、キャビティ表面の粗さが小さいことが要求される。
例えば 射出成形金型 キャビティ表面粗さはRa0.1~0.25以下が要求され、光学面はRa<0.01nmが要求される。
このため、鋼の選択は、より少ない材料不純物、組織の微細な均一性を必要とし、繊維の方向性はなく、研磨はポックマークやオレンジピールの欠陥が表示されるべきではない。

優れた熱安定性
プラスチック射出成形金型 部品は複雑な形状をしていることが多く、焼き入れ後の加工が難しいため、熱安定性の良いものを使用するようにすべきである。
線膨張係数に起因する熱処理後の金型成形プロセスは、熱処理変形が小さい場合、サイズ、金属組織と金型サイズの安定性の変化の小さな速度によって引き起こされる温度差は、金型サイズの精度と表面粗さの要件を確保するために、削減したり、もはや処理することができます。
45、50グレードの炭素鋼は、一定の強度と耐摩耗性を持って、焼戻し処理した後、主に金型フレーム材料に使用されます。
高炭素工具鋼、熱処理後の低合金工具鋼は、高い強度と耐摩耗性を持っており、成形部品に適しています。
しかし、高炭素工具鋼は、その熱処理変形のため、成形部品の小型、単純な形状の製造のためにのみ。
プラスチック産業の発展に伴い、プラスチック製品の複雑さ、精度などの要求がますます高くなっており、金型材料もより高い要求を打ち出している。
複雑で精密な耐食プラスチック金型の製造には、プリハードン鋼(PMSなど)、耐食鋼(PCRなど)、低炭素マルテンサイト老化鋼(18Ni-250など)を使用することができ、より良い切削、熱処理、研磨特性と高い強度を持っています。
また、材料の選択では、2つの表面の相対的な動きの存在などの摩耗や接着の防止を考慮する必要があり、同じ組織構造を持つ材料の選択を回避しようとすると、特別な条件は、2つの側面が異なる表面構造を持つように、片側にメッキや窒化物にすることができます。

プラスチック金型材料の選択
1.プラスチック金型の労働条件
プラスチックの発展により プラスチック成形 産業界では、プラスチック金型に要求される品質がますます高くなっている。 プラスチック金型 とその影響要因は、重要な研究テーマとなっている。
の主な作動部分 プラスチック金型 は凸型、凹型などの成形部品である。プラスチック部品の様々な表面を成形するためのプラスチック金型のキャビティを構成し、プラスチックと直接接触し、圧力、温度、摩擦、腐食などの影響を受けます。

2.プラスチック金型材料の不良理由分析
一般的な金型製造には、金型設計、材料の選択、熱処理、CNC機械加工、試運転、据付工程が含まれます。
調査によると、金型の故障要因、材料と熱処理に使用される金型は、寿命に影響を与える主な要因である。
総合的な品質管理の観点からは、金型の寿命に影響する要因は多項式の和として測定できるものではなく、複数の要因の積であるべきであり、金型製造工程全体における金型材料と熱処理の長所と短所が特に重要である。
金型破損の一般的な現象の分析から、プラスチック金型は、サービスプロセスで、摩耗損失、局所的な変形不良や破壊不良を生成することができます。
プラスチック金型の重要な破損形態は、摩耗破損、局所的な塑性変形破損、破壊破損に分けられる。

3.プラスチック金型用鋼の性能要件
製造業の急速な発展に伴い、プラスチック金型は製造業に欠かせないツールとなっている。 プラスチック成形 その結果、金型生産に占める割合は年々高まっていった。
高性能プラスチックと連続生産の発展に伴い、プラスチック製品の増加、精密、大規模、複雑な開発に製品の使用を拡大し、様々な。
高速開発に成形生産、金型の労働条件もますます複雑です。
1) キャビティ表面の摩耗と腐食
プラスチックは、金型キャビティフロー内の特定の圧力に溶融し、金型からプラスチック部品の凝固は、摩耗を引き起こし、金型成形面の摩擦によって引き起こされる。
プラスチック金型摩耗の根本的な原因は、金型と材料間の摩擦である。しかし、摩耗の具体的な形態や摩耗プロセスは、作業プロセスにおける金型の圧力、温度、材料の変形速度、潤滑状態など、多くの要因に関連しています。
プラスチック金型の材質や熱処理に無理があると、プラスチック金型のキャビティ表面は硬度が低く、耐摩耗性に劣り、摩耗や変形によりキャビティ表面の寸法が超劣り、毛引きにより粗さ値が高くなり、表面品質が低下する。
特に、プラスチックモデルのキャビティに固形材料を使用すると、キャビティ表面の摩耗が激しくなる。
プラスプラスチック加工は、塩素、フッ素、腐食性ガスHC1、HFの熱分解の他の成分が含まれているので、プラスチック金型キャビティ表面腐食摩耗、故障につながること。
摩耗と同時に損傷が生じ、メッキやその他の保護層のキャビティ表面が損傷すると、腐食プロセスが促進される。
2種類の損傷相互作用は、摩耗損失効果の腐食を加速する。

2) 塑性変形故障
プラスチックモデルのキャビティ面圧、熱は、特に大きなトン数の機器の小さな金型は、過負荷の塑性変形を生成する可能性が高いときに、塑性変形故障を引き起こす可能性があります。
プラスチック金型は、材料の強度と靭性が十分でない、低い変形抵抗で使用され、塑性変形不良別の理由は、主に金型キャビティ表面硬化層が薄すぎる、変形抵抗が十分でないか、または作業温度が焼戻し温度よりも高く、相変化軟化し、金型の早期故障である。
3)骨折
破壊の主な理由は、構造、温度差と構造応力、熱応力、または不十分な焼戻しによるもので、温度の使用では、マルテンサイトに残留オーステナイトので、局所的な体積膨張を引き起こし、金型内部に発生した組織応力。
の労働条件 プラスチック金型 一般的に150℃~200℃で作業しなければならず、一定の圧力に加えて温度の影響を受けるコールドスタンピング金型とは異なります。
同じ金型でも様々な破損形態があり、同じ金型でも様々な破損が現れることがある。
の失敗形から プラスチック金型プラスチック金型の材料と熱処理は、金型の寿命に直接関係するため、合理的な選択が非常に重要であることが知られている。

4.プラスチック金型鋼は、次の要件を満たす必要があります。
1)耐熱性能
高速成形機の出現により、プラスチック製品の走行速度は加速している。
成形温度は200~350℃なので、プラスチックの流れが悪く、成形速度が速いと、成形品の表面温度が短時間で400℃を超えてしまう。
使用中の金型の精度を確保し、変形を小さくするために、金型鋼は高い耐熱性能を持つ必要がある。
2)十分な耐摩耗性
プラスチック製品の使用の拡大に伴い、プラスチックでは、多くの場合、添加剤の添加に起因する可塑性を高めるために、ガラス繊維や他の無機材料を追加する必要があるので、プラスチックの流動性が大幅に減少し、金型の摩耗につながるので、それは良い耐摩耗性を必要とします。
3) 優れた切断加工性
ほとんどの場合 プラスチック成形金型放電加工だけでなく、ある程度の切削加工やクランプ修理も必要です。
切削工具の寿命を延ばすため、切削工程での加工硬化は小さい。
金型の変形や精度への影響を避けるため、加工時の残留応力を最小限に抑えることが望まれる。

4)熱安定性が良い
プラスチック射出成形金型 部品は複雑な形状をしていることが多く、焼き入れ後の加工が難しいため、熱安定性の良い材料を使うようにする必要がある。
5)鏡面加工性能
キャビティ表面は平滑で、成形面はプラスチックプレス部品の外観を確保し、脱型を容易にするため、表面粗さRa0.4μm以下の鏡面に研磨されている。
6)熱処理性能
金型破損事故では、熱処理に起因する事故は一般的に52.3%であるため、熱処理全体における 金型製造 工程が重要な位置を占めるが、熱処理工程は金型の品質に大きな影響を与える。
熱処理変形の一般的な要件は、焼入れ温度範囲、過熱感度が小さく、特に大きな焼入れ性と焼入性などを有するために小さいです。
7)耐食性
形成プロセスで型の鋼鉄の条件はよい耐食性を持っているので、HC1、HF および他の腐食性の型のような腐食性のガスの分解を、型の錆そして損傷を作る空気のランナーの口で時々解放するかもしれない。
5.新しいプラスチック金型鋼
一般的なプラスチック金型は、45鋼や40Cr鋼を焼戻し加工して正常な状態にすることが多い。
CrWMnまたはCrl2MoVと他の鋼の製造に使用される高プラスチック金型の硬度要件。
の使用温度について プラスチック金型熱間加工用金型鋼の高い靭性を使用することを選択することができます。
プラスチックキャビティの寸法精度と表面品質の高い要求を満たすために、最近、新しい金型鋼のシリーズを開発した。
1)浸炭プラスチック金型鋼
浸炭プラスチック金型鋼は、主に冷間押出成形キャビティに使用されます。 プラスチック金型このような鋼の炭素含有量は低く、しばしば元素Crを追加し、Ni、Moおよびvの適切な量を追加しながら、役割は、冷間押出成形を容易にするために、焼入れ性と浸炭能力を向上させることであり、焼鈍状態でこのような鋼は、高い塑性と低い変形抵抗、焼鈍硬度≤1 00HBSを持っている必要があります。
浸炭焼入れ焼戻し処理のための冷間押出成形後、表面硬度は58 - 62 HRCに達することができます。
これらの鋼は、スウェーデンの8416、米国のP2やP4など、海外では特殊な鋼種となっている。
国内では12CrNi3A、12Cr2Ni4A鋼、20Cr2Ni4A鋼を使用することが多く、耐摩耗性が良好で、崩壊や表面剥離現象がなく、金型の寿命が延びた。
鋼元素のcr、Ni、Mo、Vは浸炭層の硬度と耐摩耗性を高め、心臓部の強靭性を高める。

2)予備硬化プラスチック金型鋼
この種の鋼の炭素含有量は0.3% - O.55%で、一般的に使用される合金元素はCr、Ni、Mn、vなどである。被削性を向上させるため、s、caなどの元素を添加する。
いくつかの代表的な製品の開発、導入、発展を通して プラスチック金型 Y55CrNiMn-MoVS鋼(SMI)は、切断が容易なS系を含む中国で開発された鋼である。 プラスチック金型 鋼は、35_40 HRCのプリハード配信硬度、良好な被削性、もはや処理後の熱処理によって特徴付けられ、直接使用することができます。
Niの固溶体を強化し、靭性を高め、MnとSを添加し、切削相MnSを形成する;Cr、Mo、Vを添加し、鋼の焼入れ性を高める8Cr2S鋼は、切削精密金型鋼に属するのに十分である。
3)時効硬化プラスチック金型鋼
低コバルト、ノーコバルト、低ニッケルのマルテンサイト時効鋼MASIの開発は、典型的なマルテンサイト時効鋼である。
鋼の高い靭性、老化の間に小さい寸法変化、よい溶接の性能、しかし鋼鉄高い、国でより少なく普及した。
(4) 耐腐食性プラスチック金型鋼
プラスチック製品の原料であるポリ塩化ビニル(PVC)やABS+難燃性樹脂は、成形時に発生する腐食性ガスの分解によって金型が腐食する。
そのため、プラスチック金型用鋼には良好な耐食性が要求される。外国で一般的に使用されている耐食性プラスチック金型用鋼マルテンサイト系ステンレス鋼と析出硬化系ステンレス鋼の2種類。
スウェーデンのASSAB STVAX(4Crl3)やA SSAB a 8407など、外国製もある。
プラスチック金型製品
形状紹介
工作機械のベースや機械の外殻から、小さな頭のネジやボタン、各種家電製品の外殻に至るまで、私たちの日々の生産と生活に使われるあらゆる種類の工具や製品は、すべて金型と密接な関係がある。
金型の形状がこれらの製品の形状を決定し、金型の加工品質と精度もこれらの製品の品質を決定する。
様々な製品の材質、外観、仕様、用途が異なるため、金型は鋳造金型、鍛造金型、ダイカスト金型、スタンピング金型などの非プラスチック金型とプラスチック金型に分けられる。
技術応用
1.例えば:家電製品、計器やメーター、建設機械、自動車産業、日常のハードウェアや他の多くの分野では、プラスチック製品の割合が急速に増加している。
合理的に設計されたプラスチック部品は、多くの場合、従来の複数の金属部品を置き換えることができる。工業製品や日用品のプラスチック化の傾向は高まっている。
2.金型の一般的な定義:工業生産では、金属または非金属材料の圧力を介して、様々なプレスとプレスに取り付けられた特殊工具で、必要な形状の部品や製品を作るために、この特別なツールは、総称して金型として知られている。
3. 射出成形 プロセス説明:金型とは、次のような道具である。 プラスチック製品の製造.

4.金型の一般的な分類:に分けることができる プラスチック金型 と非プラスチック金型。
(1)非プラスチック金型は、鋳造金型、鍛造金型、スタンピング金型、ダイカスト金型などである。
A.鋳型 - 蛇口、銑鉄台
B.鍛造用金型 - 車体
C.スタンピング金型 - コンピュータパネル
D.ダイカスト金型 - スーパーアロイ、シリンダーブロック
(2) プラスチック金型 生産工程と生産製品によって、次のように分けられる。
A. 射出成形金型 - TVシェル、キーボードボタン(最も一般的なアプリケーション)
B.エアブロー金型 - 飲料ボトル
C. 圧縮成形金型 - ベークライト製スイッチ、科学磁器製皿
D.トランスファーモールド金型 - 集積回路製品
E.押出成形金型 - 接着剤チューブ、ビニール袋
F.熱成形金型-透明成形包装シェル
G.回転成形金型 - ソフトゴム人形のおもちゃ
射出成形 はプラスチック加工で最も一般的な方法である。
この方法は、すべての熱可塑性プラスチックと一部の熱硬化性プラスチックに適用可能で、製造されるプラスチック製品の量は、他の成形方法の比ではない。

の主要なツールの1つである。 射出成形 射出成形金型は、品質精度、製造サイクル、生産効率の点で、その製造工程に適している。 射出成形 このプロセスは、製品の品質、生産量、コスト、製品更新に直接影響し、また市場競争における企業の対応力とスピードを決定する。
また、市場競争における企業の対応力とスピードも決定する。
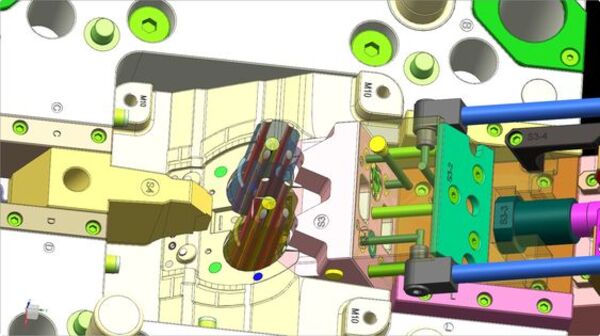
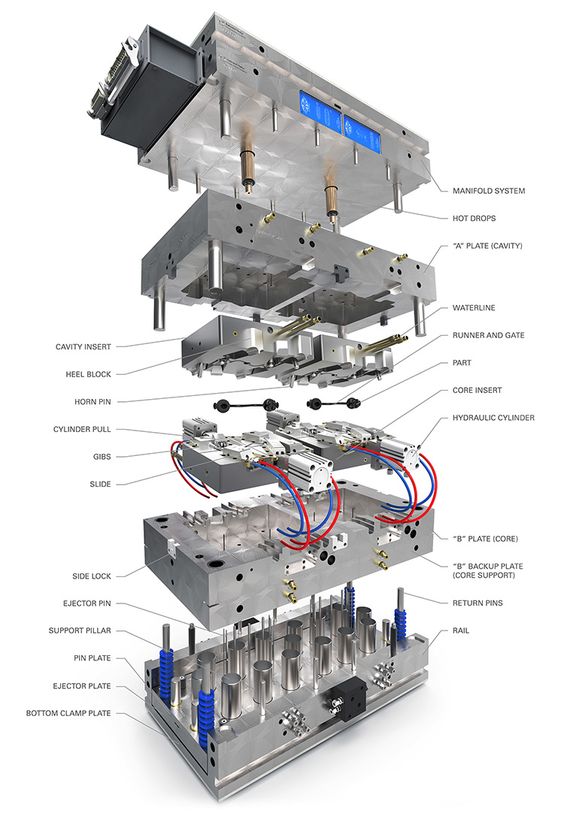
について 射出成形金型 は、様々な部分を持つ複数の鋼板で構成され、基本的に次のように分けられる。
A 成形装置(凹型、凸型)
B位置決め装置(ガイドピラー、ガイドブッシュ)
C固定装置(Iプレート、モールドピット)
D冷却システム(水輸送孔)
E 定温システム(加熱管、熱線)
Fランナーシステム(チャープホール、ランナースロット、ランナーホール)
G エジェクターシステム(エジェクターピン、エジェクタースティック)
5.鋳型は注湯方式の違いにより、3つのカテゴリーに分けられる。
(1)大型スパウト金型:ランナーとゲートがパーティングライン上にあり、金型を開くと製品が一緒に脱型される、設計が最も簡単で、加工しやすく、コストが低いので、より多くの人が大型スパウトシステム操作を採用する。
(2) 細い注ぎ口の金型:ランナーとゲートはパーティングライン上になく、一般的に直接製品上にあるため、複数のグループの注ぎ口のパーティングラインを設計する必要があり、設計はより複雑であり、処理はより困難であり、一般的に製品の要件に応じて、細かい注ぎ口のシステムを選択します。
(3)ホットランナー金型:この種の金型の構造は細かい注ぎ口の金型とほぼ同じで、最大の違いは、ランナーが1枚以上のホットランナー板と一定温度のホットスパウトにあり、冷たい材料を脱型せず、ランナーとゲートが直接製品にあるため、ランナーを脱型する必要がなく、このシステムは注ぎ口なしシステムとも呼ばれ、原材料を節約することができ、高価な原材料と高い製品要求の場合に適しており、設計と加工が難しく、金型コストが高くなります。

ホットランナーシステムはホットスプルシステムとも呼ばれ、主にホットスプルスリーブ、ホットスプルプレート、温度制御電気ボックスで構成されています。
私たちがよく使うホットランナーシステムには、シングルポイントホットゲートとマルチポイントホットゲートの2種類があります。
単一ポイント熱いゲートはキャビティに溶けたプラスチックを直接撃つのに単一の熱いゲートの袖を使用することです単一キャビティ単一のゲートのために適しています プラスチック金型多点ホットゲートは、溶融材料を各サブホットゲートスリーブに分岐させ、ホットゲートプレートを通してキャビティに分岐させるもので、単一キャビティの多点供給または複数キャビティ金型に適しています。
ランナーシステムの利点
(1)スプルーがなく、後処理がないため、成形工程全体が完全に自動化され、作業時間が節約され、作業効率が向上する。
(2)圧力損失が小さい。ホットランナーの温度は射出機のノズル温度と等しく、ランナー内の原料の表面結露を避け、射出圧力損失が小さい。
(3)スプルーを繰り返し使用すると、プラスチックの性能が低下するが、スプルーを使用しないホットランナーシステムを使用すると、原材料のロスを減らすことができるため、製品コストを削減することができる。
キャビティ内の温度と圧力が均一であるため、プラスチック部品は応力が低く、密度が均一であり、一般的なものより優れた製品を射出することができる。 射出成形 システムは、より小さな射出圧力でより短い成形時間で成形することができる。
透明な部品、薄い部品、大きなプラスチック部品、または要求の高いプラスチック部品は、その利点を発揮することができ、より大きな製品を生産するために小さなモデルを使用することができます。
(4)ヒートノズルは、標準化された直列化された設計を採用し、様々なオプションのノズルヘッドを装備し、互換性が良い。
電気加熱リングのユニークな設計と加工は、均一な加熱温度と長寿命を達成することができます。
ホットランナーシステムは、ホットランナープレート、温度調節器などを備えており、繊細なデザイン、様々なタイプ、使いやすく、安定した信頼できる品質を持っています。

ホットランナーシステム適用の欠点
(1)金型全体の閉塞高さが高くなり、ホットランナープレート等の追加により金型全体の高さが高くなる。
(2)放熱のコントロールが難しく、ホットランナーの最大の欠点はスプルーの熱損失であり、これは解決すべき大きな問題である。
(3)熱膨張があり、熱膨張と熱収縮は設計時に考慮すべき問題である。
(4) 金型製造 コストが上がると、ホットスプルーシステムの標準部品はより高価になり、ホットスプルー金型の普及に影響する。

プラスチック金型用共通ソフトウェア
PTCのEMX、SiemensのNX Mold Wizard、CimatronE、Topsoild、DelcamのMoldmaker、MisslerのTopsolid Mold、Think3のMold Design、ManusoftのIMOLD、R&BのMoldWorks、Solidworks、Pro-e、UG(最後の3つは主に製品設計だが、金型設計の統合が可能)など。
プラスチック金型研磨工程
プラスチック金型研磨の基本手順
高品質の研磨効果を得るために最も重要なことは、高品質の研磨工具と、オイルストーン、サンドペーパー、ダイヤモンド研磨ペーストなどの補助製品を揃えることである。
プラスチック金型の一般的な研磨工程は以下の通りである。
1.精密研磨
精密研磨は主にダイヤモンド研磨ペーストを使用します。研磨布砥石にダイヤモンド砥粒やペーストを混ぜて研磨する場合は、9μm(#1800)~6μm(#3000)~3μm(#8000)が一般的です。#1200や#1500のサンドペーパーが残した髪の毛のような研削痕は、9μmのダイヤモンドグラインディングペーストとポリッシングクロスホイールで除去することができます。
次に、粘着フェルトとダイヤモンド研磨ペーストを用いて、1μm(#14000)~1/2μm(#60000)~1/4μm(#100000)のオーダーで研磨を行います。1μm以上(1μmを含む)の精度を必要とする研磨加工は、金型工場内のクリーンな研磨室で行うことができます。
より精密な研磨のためには、絶対に清潔な空間が必要です。ホコリ、煙、フケ、唾液の泡は、高精度の研磨面を得るための数時間の作業を台無しにする可能性が高い。
2.粗研磨
フライス加工、放電加工、研削加工などの後、回転数35,000~40,000rpmの回転式平面研磨機や超音波研磨機を選んで表面を研磨することができる。
一般的に使用される方法は、直径Φ3mmのホイールWA # 400を使用して白い放電加工層を除去することです。続いて、潤滑剤または冷却剤として灯油を使用したオイルストーンのストリップによる手動オイルストーン研磨が行われます。
一般的な使用順序は、#180~#240~#320~#400~#600~#800~#1000です。 金型メーカー 時間を節約するために#400から始めることを選択する。
3.半仕上げ研磨
半仕上げ研磨では主にサンドペーパーと灯油を使用します。実は、#1500のサンドペーパーは、硬化型鋼(52HRC以上)にのみ適しており、プリハードン鋼には適していません。
4.歌唱仕上げ
研磨ペースト、8000、10000で鏡面仕上げにする。

プラスチック金型研磨方法
機械研磨
機械研磨は、切削、材料表面の塑性変形によって研磨と滑らかな表面研磨法の凸部を除去するために、一般的にオイルストーン、ウールホイール、サンドペーパーなどを使用して、主に手で、回転体の表面などの特殊な部分は、回転テーブルや他の補助ツールを使用することができ、高いの表面品質の要件は、超精密研磨法に使用することができます。
超精密研削・琢磨とは、研削・琢磨液に砥粒を含有させた特殊な砥粒を、加工する工作物の表面に押し付けて高速回転運動させることである。
この技術を使用すると、様々な研磨方法の中で最も高い表面粗さRa0.008μmを達成することができます。この方法は光学レンズの金型によく使用されます。
化学研磨
化学研磨とは、凹部よりも表面の微細な突起を優先的に化学媒体に溶解させ、平滑な表面を得ることである。
この方法の主な利点は、複雑な装置を必要としないこと、複雑な形状のワークを研磨できること、多数のワークを同時に研磨できること、効率が高いことである。
化学研磨の核となる問題は研磨液の調製である。化学研磨で得られる表面粗さは一般的に数10μmである。
電解研磨
電解研磨の基本原理は化学研磨と同じで、素材表面の微小な突起を選択的に溶解して表面を平滑にする。
化学研磨に比べ、カソード反応の影響を排除することができ、より良い効果が得られます。
電解研磨プロセスは2つのステップに分けられる:(1) マクロ・レベリング 溶解生成物が電解液中に拡散し、材料表面の幾何学的粗さが減少する、Ra>1μm。(2)マイクロライトレベリング アノード分極、表面の輝度が増加、Ra<1μm。

超音波研磨
被加工物を研磨剤懸濁液に入れ、一緒に超音波場に置き、超音波の振動効果を利用して被加工物の表面を研磨する。
超音波加工のマクロ力は小さく、ワークの変形を引き起こさないが、工具の製造と設置はより困難である。超音波加工は、化学的または電気化学的方法と組み合わせることができます。
溶液腐食と電気分解を基礎として、次に超音波振動を加えて溶液を攪拌し、被加工物表面の溶解生成物を剥離させ、表面付近の腐食または電解液を均一にする。液体中の超音波のキャビテーション効果も腐食プロセスを抑制し、表面の光沢化を促進することができる。
液体研磨
流体琢磨とは、琢磨の目的を達成するために、液体の高速流とワーク表面によって運ばれる砥粒に頼ることである。
一般的に使用される方法は、アブレイシブジェット加工、液体ジェット加工、流体動力研磨などである。流体動力研磨は、油圧によって駆動され、研磨粒子を含んだ液体媒体がワークの表面を高速で往復流する。
媒体は主に、低圧下での流動性に優れた特殊なコンパウンド(ポリマー状物質)を研磨剤と混合したもので、研磨剤には炭化ケイ素粉末を使用することができる。
磁気研磨
磁気研磨・琢磨は、磁界の作用下で研磨ブラシを形成する磁気研磨剤を使用し、被加工物を研磨・加工することである。
この方法は、処理効率が高く、品質が良く、処理条件のコントロールが容易で、作業条件が良い。
適切な研磨剤を使用すれば、表面粗さはRa0.1μmに達する。
本方法に基づく機械研磨であって、以下の研磨を行う。 プラスチック金型 加工は、他の産業で必要とされる表面研磨とは全く異なるものであり、厳密に言えば、金型の研磨は鏡面加工と呼ぶべきである。
他業界で必要とされる金型の研磨は、厳密に言えば鏡面加工と呼ぶべきものである。
研磨そのものに高い要求があるだけでなく、表面の平坦性、平滑性、幾何学的精度にも高い基準がある。
表面研磨は一般的に、光沢のある表面を得るためにのみ必要である。鏡面加工の規格は4段階に分かれている:AO=Ra0.008μm、A1=Ra0.016μm、A3=Ra0.032μm、A4=Ra0.063μm、電解研磨のため、流体研磨や他の方法は正確に部品の幾何学的精度を制御することは困難であり、化学研磨、超音波研磨、磁気研磨や表面品質の他の方法は、要件を満たすことができないので、精度 金型の鏡面加工はまだ主に機械研磨です。
基本手順
高品質の研磨効果を得るために最も重要なことは、高品質の研磨工具と、オイルストーン、サンドペーパー、ダイヤモンド研磨ペーストなどの補助製品を揃えることである。
そして、研磨手順の選択は、機械加工、放電加工、研削加工などの前処理後の表面状態に依存する。

金型開発
中国の年間 プラスチック金型 生産高は約534億元に達した?信じられるか?
Due to the rapid development of China’s economy, the requirements of プラスチック金型 プラスチック金型産業はますます厳しくなっており、プラスチック金型産業の発展に大きな原動力となっている。
正確な統計によると、中国のプラスチック金型の年間生産額は534億元に達し、これはすでに存在する事実である。
自動車製造業とIT製造業の急速な発展につれて、国内の金型産業は急速に発展し、中国の金型産業におけるプラスチック金型の割合は30%に達することができると理解されている。 プラスチック金型 金型全体に対する比率はまだ徐々に増加し、開発スピードは他の金型より速い。
それは、金型のグレードを引っ張る20%急成長の年間速度で2000年以来、金型業界は、洗練されたことが報告されている 金型製造 金型技術レベルの保証を提供するための設備。
分析によると、金型のインポートに起因し、精密、大型、複雑な、長寿命金型がほとんどを占めているので、輸入を減らすの観点から、現地化率を向上させ、市場でのこのような高品位金型のシェアも徐々に増加する。

建設業界の急速な発展は、プロファイル押出金型の様々なように、PVCプラスチックパイプ継手金型は、金型市場の新たな経済成長点になる。
高速道路の急速な発展で,自動車タイヤも要求が高くて,だからラジアルゴムタイヤの金型,特に生型の発展も総平均より高くなる; プラスチックの代わりに木材、プラスチックの代わりに金属になる プラスチック型を作る 第12次5カ年計画」期間の家電業界は、冷蔵庫、エアコン、電子レンジなどを中心に、より大きな発展を遂げるだろう。 プラスチック金型 スペアパーツの需要は大きい
同時に、プラスチック金型産業の構造調整のペースは加速しており、専門的な金型技術者の数と能力も増加している。 プラスチック金型メーカー 市場も急成長している。
の生産、販売、市場状況、産業構造、製品、輸出入に関する分析によると、以下のようになる。 プラスチック金型製造 産業界の発展動向を参考にした。 プラスチック金型 関連産業、中国の将来の発展方向を予測する。 プラスチック金型製造 結局のところ、中国の産業はどこまで発展する可能性があるのだろうか? プラスチック金型製造 業界では、これらを検証する必要がある。







