 コンテンツへスキップ
コンテンツへスキップ 

インサート成形 インサートとは、金型に空洞を作るためにインサートを使用する製造工程である。インサートは、金属やセラミックなど、さまざまな材料で作ることができる。 インサート成形とオーバーモールディング.このプロセスは通常、複雑な細部を持つ小さな金属部品を製造するために使用される。

インサート成形は 射出成形製造 金型にあらかじめ用意された異なる材料のインサートを充填し、プラスチック樹脂を射出し、溶融した材料をインサートと接合して硬化させ、一体化した製品を作る工程。
インサート成形とは?
これは プラスチック成形 この工程は射出成形工程と同じで、同じ射出成形機を使い、プラスチック射出成形金型に溶融材料を射出する。 射出成形品 が排出される。
インサート成形 は、射出成形プロセスと同じ材料を使用するが、金属は射出成形金型を閉じる前に金型に加えられる。
同じ熱可塑性プラスチックを使うことで同じ金型鋼、同じ金型構造、同じ射出成形機であっても、時には縦型の 射出成形 特定の特殊なケースのためのマシン。
一部 射出成形機 竪型射出成形機では、型閉時にインサートを所定の位置に保持することで、重力を利用してインサート工程を支援します。型閉時にインサートを所定の位置に挿入する。

製品に金属を挿入する目的は何ですか?
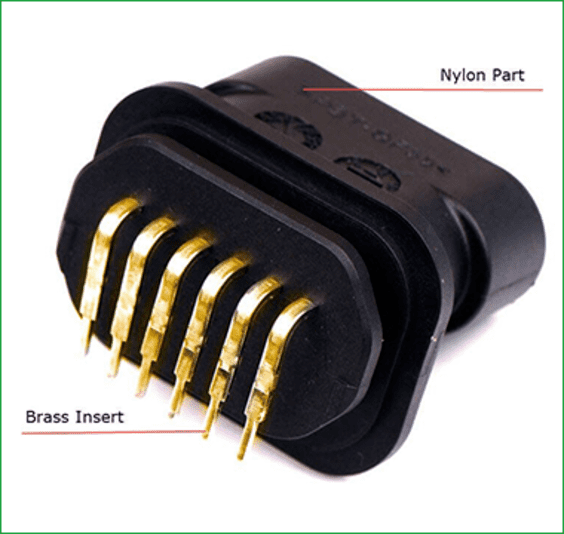
金属インサート 射出成形品 は、プラスチック製品の加工強度を向上させ、製品の機能(製品の導電性を向上させたり、製品と他の部品との接続を容易にしたりなど)を高めるために使用される。

インサート射出成形の特徴
- 樹脂の成形や曲げ加工のしやすさと、金属の剛性、強度、耐熱性を組み合わせることで、複雑で繊細な金属と樹脂の一体化製品を作ることができる。
- 特に、樹脂の絶縁機械的特性と金属の電気伝導性の組み合わせは、以下のことを可能にする。 インサート成形部品 電気製品の基本的な機能を満たすための製品。
- 複数のねじインサートの先行成形の組み合わせは、製品ユニットの組み合わせの後工程をより合理的にする。

- インサート製品は金属に限らず、布、紙、ワイヤー、プラスチック、ガラス、木材、ワイヤーコイル、電気部品なども含まれる。
- ゴム製ガスケットのリジッド成形品やフレキシブル成形品の場合、シールコイルを配置する複雑な作業は、次のようにして省くことができる。 射出成形 を基板上に形成することで、後工程の組み立てを自動化することが容易になる。
- 溶融材料を金属インサートに接合するため、金属部品インサート間の隙間を圧入成形法よりも狭く設計することができ、より信頼性の高い複合製品を成形することができる。

- 適切な樹脂と成形条件を選択することで、変形や破損しやすい製品(ガラス、コイル、電気部品など)でも、樹脂を封入して固定することができる。
- 適切な金型構造を選択することで、挿入された製品も完全に樹脂に封入することができます。
- 竪型射出成形機、ロボット、そして インサート成形 装置は自動生産を実現できる。
- インサートを成形した後、コアの穴を取り除くことで、中空溝を持つ製品にすることができる。

インサート射出成形の利点は何ですか?
- 成形後の組み立てを削減
- プラスチック射出前に、多くのサイズと種類のインサートを金型キャビティに直接入れることができるため、二次的な作業が不要になり、インサートとプラスチックがしっかりとフィットするため、組み立てと人件費を節約できます。
- 小型軽量化
- サイズと重量の問題から、金属からプラスチック部品への需要がいくつかの産業で増加している。
- 金属からプラスチックへの変換は、様々な方法で部品の効率を向上させることができる。
- 部品の軽量化
- 生産コストの削減
- 腐食を避ける
- 耐久性の向上
- 設計者は、本来のプラスチック部分よりも強く、耐久性があり、信頼性の高い部品を作る機能を統合することができます。
- 製品デザインの強化
- プラスチックだけでは不可能な機能の統合が可能
- 設計の柔軟性を高める
- より強く、より耐久性のある部品設計

インサート成形作業
手動インサート装填
手動インサート装填作業では、オペレーターが成形プロセス中にインサートを金型に装填します。手動ローディングは、少量のアプリケーションや、1つの部品に複数の異なるインサートがある場合に一般的です。
手動ローディングは、少量生産アプリケーションにとっ てシンプルで効果的です。フルタイムのオペレーターがいれば、マニュアルローディングにより、追加コストをほとんどかけることなく、詳細な部品検査、組立、梱包、組み立てを行うことができます。
しかし、大量生産のプロジェクトでは、手作業でインサートを装填するのはコストがかかりすぎたり、非効率になったりする可能性がある。

自動装填インサート
自動化された設備は、部品の単価を下げるために使用することができ、コスト削減は2つの方法で実現される。
まず 射出成形機フルタイムのオペレーターが不要になるため、運転コストが削減される。
第二に、ロボット・システムはオペレーターよりも速くインサートを金型に装填できるため、時間当たりの生産数が増え、単価が下がる。
概要
この記事を通して、我々は以下のような知識について学んだ。 インサート成形また、インサート成形時にインサートをあらかじめ予熱する必要があり、応力集中やクラック、インサート周辺の固さに関する問題が発生しやすい。
実際のプロジェクト制作においては、以下のような関連する経験を検証することが推奨される。 射出成形工場そうすることで、起こりうる問題に対して計画を立て、プロジェクトの円滑な実施を確保することができる。







