 Vai al contenuto
Vai al contenuto 
Estrusione di gomma siliconica: Soluzioni di stampaggio esperte
Scoprite i servizi di stampaggio per estrusione di gomma siliconica offerti dai nostri esperti. Raggiungete precisione ed efficienza con la nostra tecnologia all'avanguardia e il nostro team di esperti.

La guida completa allo stampaggio per estrusione della gomma siliconica
Che cos'è lo stampaggio per estrusione della gomma siliconica?
Stampaggio per estrusione di gomma siliconica è un processo di produzione ad alto volume in cui un composto di silicone non vulcanizzato, appositamente formulato, viene forzato, o "estruso", attraverso un utensile in acciaio sagomato, chiamato "macchina". dado. Questa azione forma un profilo continuo a sezione costante, che viene poi vulcanizzato (polimerizzato) per stabilizzarne la forma e conferirgli le proprietà fisiche finali.
Principio fondamentale: Il processo si basa su pressione e calore. Una vite estrusore genera pressione per spingere il materiale siliconico malleabile attraverso la matrice. Il profilo estruso passa quindi attraverso una camera o un tunnel di riscaldamento dove viene avviata la reazione di polimerizzazione, trasformando l'estruso morbido e gommoso in una gomma solida ed elastica.
Concetti di base:
① Materiale termoindurente: A differenza dei materiali termoplastici, che possono essere fusi e rimodellati ripetutamente, il silicone è un termoindurente. Il processo di indurimento, noto come vulcanizzazione, crea legami incrociati irreversibili tra le catene polimeriche. Una volta indurito, il pezzo in silicone non può essere fuso nuovamente.
② Chimica del polisilossano: La gomma siliconica si basa su una spina dorsale di silicio-ossigeno (Si-O) e non di carbonio come la maggior parte delle gomme organiche. Questa struttura chimica unica è responsabile delle sue eccezionali proprietà, tra cui la stabilità alle alte temperature e l'inerzia chimica.

Classificazioni e tipi di estrusione di silicone
L'estrusione di silicone può essere classificata in base a diversi fattori chiave, tra cui il sistema di polimerizzazione, la forma della materia prima e la forma del prodotto finale.
1. Classificazione per sistema di polimerizzazione:
① Silicone polimerizzato con perossido: Si tratta di un metodo tradizionale ed economico. Un catalizzatore di perossido viene mescolato al composto di silicone. Quando viene riscaldato, il perossido si decompone in radicali liberi, che avviano la reticolazione delle catene polimeriche. Questo metodo può talvolta produrre sottoprodotti (come l'acido diclorobenzoico) che possono dover essere rimossi attraverso un processo di post-curing, soprattutto per applicazioni alimentari o mediche.
② Silicone polimerizzato al platino (polimerizzazione per addizione): Questo sistema utilizza un catalizzatore a base di platino. Si tratta di un processo più pulito che non produce sottoprodotti nocivi, il che lo rende la scelta preferita per le applicazioni ad alta purezza come gli impianti medici, i tubi farmaceutici e gli articoli a contatto con gli alimenti. I siliconi polimerizzati al platino offrono una trasparenza superiore, proprietà meccaniche migliori e sono meno inclini a ingiallire nel tempo.
2. Classificazione per forma della materia prima:
① Estrusione di gomma ad alta consistenza (HCR): La gomma HCR, nota anche come gomma polimerizzata a caldo, è il materiale più comune per l'estrusione del silicone. Ha una viscosità molto elevata, simile a una pasta spessa o a un impasto. Viene tipicamente fornita in tronchi o strisce e alimentata nell'estrusore da un mulino di alimentazione.
Estrusione di gomma siliconica liquida (LSR): Sebbene l'LSR sia utilizzato prevalentemente nello stampaggio a iniezione, esistono processi di estrusione specializzati. L'LSR ha una viscosità molto più bassa ed è un sistema a due parti (componenti A e B) che vengono pompati, miscelati e poi inseriti direttamente nell'estrusore. Questo metodo è meno comune, ma può essere vantaggioso per profili complessi e di alta precisione.
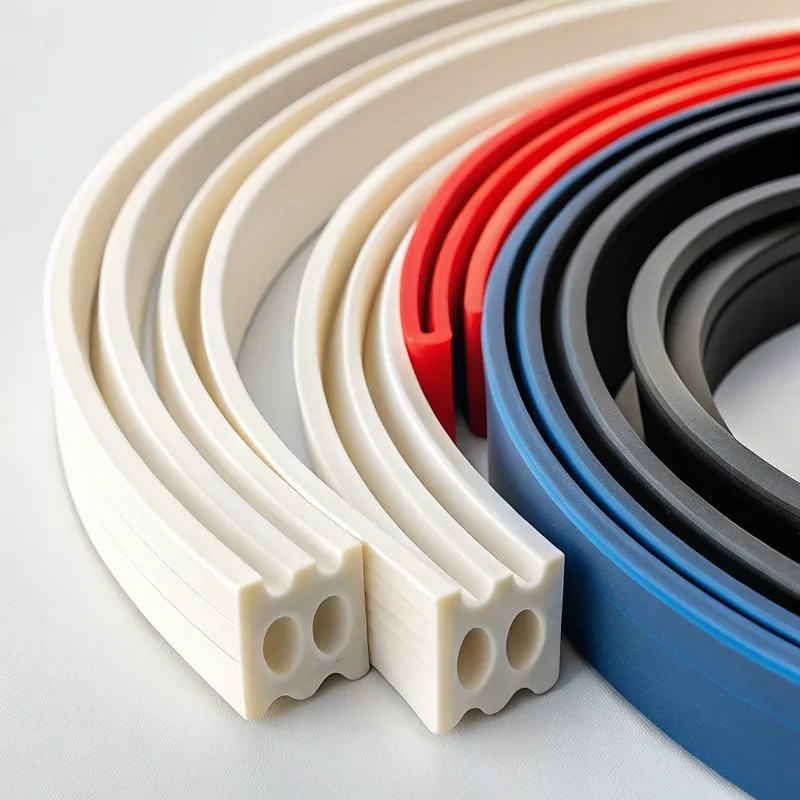
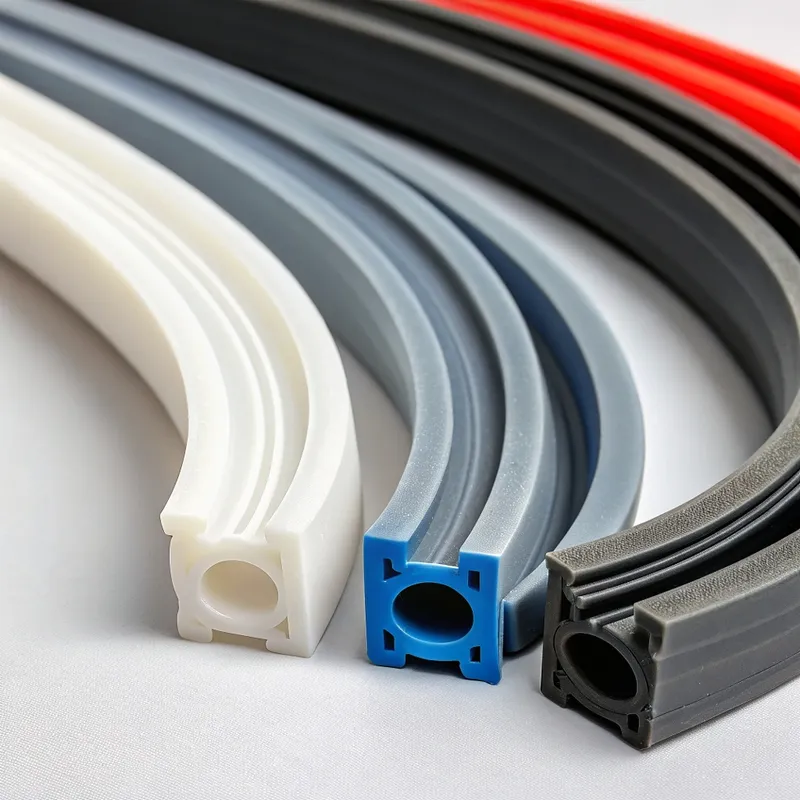
3. Classificazione per forma di prodotto:
Tubi in silicone e tubi flessibili: Profili cavi utilizzati per il trasferimento di fluidi, aria o fili elettrici.
② Cordoni solidi in silicone: Profili solidi e rotondi utilizzati per applicazioni di tenuta (stock di cordicelle O-ring).
③ Profili e forme in silicone: Sezioni trasversali complesse e personalizzate come P-strips, D-seals, U-channels e altre guarnizioni personalizzate.
④ Strisce e fogli di silicone: Profili piatti e rettangolari che possono essere tagliati a misura o forniti in rotoli continui.

Scenari applicativi e casi d'uso tipici
Le proprietà uniche del silicone rendono i suoi prodotti estrusi indispensabili in numerosi settori.
① Medico e sanitario: Grazie alla biocompatibilità, alla sterilizzabilità (autoclave, EtO, gamma) e all'inerzia, il silicone è il materiale preferito per cateteri, tubi di drenaggio, tubi per pompe peristaltiche e guarnizioni per apparecchiature mediche.
② Alimenti, bevande e prodotti lattiero-caseari: I tubi in silicone conformi alla FDA sono ampiamente utilizzati per il trasferimento di liquidi nelle applicazioni di lavorazione degli alimenti, di erogazione delle bevande e nel settore lattiero-caseario. Non conferisce sapore o odore e può sopportare cicli di pulizia ad alta temperatura (CIP/SIP).

③ Aerospaziale e automobilistico: Le guarnizioni, le tenute e i tubi in silicone estruso sono fondamentali per le prestazioni a temperature estreme. Sono utilizzati per le guarnizioni di porte e finestrini, per le guarnizioni del vano motore, per l'isolamento di fili e cavi e per i tubi di trasferimento dei fluidi che resistono al calore, all'ozono e alla degradazione dei raggi UV.
④ Elettronica: Le eccellenti proprietà dielettriche del silicone lo rendono ideale per isolare fili e cavi ad alta tensione. Viene anche utilizzato per creare guarnizioni e sigilli protettivi per gli involucri elettronici, per proteggerli dall'umidità e dalla polvere (classificazione IP).
⑤ Costruzione e architettura: Le guarnizioni in silicone, i giunti di dilatazione e le guarnizioni per vetri offrono soluzioni di tenuta durature e resistenti alle intemperie per finestre, porte e sistemi di facciate continue.
⑥ Macchinari industriali: Utilizzato per guarnizioni e tubi di lunga durata in un'ampia gamma di apparecchiature industriali, offre prestazioni affidabili in presenza di calore elevato e di esposizione chimica.
Quali sono i vantaggi dell'estrusione di silicone?
L'estrusione di silicone offre una potente combinazione di proprietà del materiale ed efficienza produttiva.
① Eccezionale resistenza alla temperatura: Il silicone mantiene la sua flessibilità e integrità in un ampio intervallo di temperature, in genere da -60°C a +230°C (da -75°F a +450°F), con gradi speciali che si estendono ulteriormente.
② Eccellente resistenza ambientale: Presenta una resistenza superiore all'ozono, ai raggi UV e agli agenti atmosferici in generale, che lo rende ideale per le applicazioni all'esterno senza incrinarsi o deteriorarsi.
③ Biocompatibilità e purezza: I siliconi per uso medico e alimentare sono atossici, ipoallergenici e non favoriscono la crescita microbica, rendendoli sicuri per le applicazioni sensibili.
④ Inerzia chimica: Il silicone è resistente a molti prodotti chimici, all'acqua e agli oli, anche se presenta dei punti deboli nei confronti di alcuni solventi e acidi forti.
⑤ Flessibilità ed elasticità eccellenti: Ha un basso set di compressione, il che significa che può essere compresso ripetutamente e ritornare alla sua forma originale, il che è fondamentale per una sigillatura efficace.
⑥ Isolamento elettrico: Il silicone è un fantastico isolante elettrico, che lo rende una scelta primaria per il rivestimento di fili e cavi.
⑦ Alto livello di personalizzazione: Il processo di estrusione consente di produrre in modo efficiente profili personalizzati complessi e un'ampia gamma di colori.

Quali sono gli svantaggi e le limitazioni dell'estrusione di silicone?
Nessun processo è perfetto. È importante essere consapevoli dei limiti dell'estrusione di silicone.
① Resistenza meccanica inferiore: Rispetto a molte gomme organiche (come EPDM o Neoprene), il silicone standard ha una minore resistenza alla trazione, alla lacerazione e all'abrasione. Non è adatto per applicazioni dinamiche che comportano un elevato attrito o un abuso fisico.
② Costo del materiale più elevato: Le materie prime siliconiche sono generalmente più costose delle gomme di base, il che può influire sull'efficacia dei costi per le applicazioni non critiche.
③ Suscettibilità a determinati fluidi: Il silicone si gonfia e si degrada se esposto a determinati carburanti, oli e solventi a base di idrocarburi. La scelta del materiale deve essere accuratamente adattata all'ambiente chimico.
④ Sfide di elaborazione: La natura "appiccicosa" del silicone non polimerizzato può talvolta comportare difficoltà di manipolazione e lavorazione. Inoltre, richiede un ambiente di produzione pulito, poiché può attirare polvere e contaminanti.
⑤ Limitazione della sezione trasversale costante: L'estrusione è intrinsecamente limitata alla produzione di pezzi con una sezione trasversale uniforme lungo tutta la lunghezza. Caratteristiche come sottosquadri, spessori di parete variabili o connettori integrati non sono possibili solo con questo processo.
Confronto con tecnologie alternative
| Tecnologia | Punti di forza | Il migliore per | Principali debolezze |
|---|---|---|---|
| Estrusione di silicone | Eccellente resistenza termica/ambientale, biocompatibilità, produzione continua. | Guarnizioni, guarnizioni, tubi e profili a sezione costante. | Resistenza all'abrasione inferiore, limitata ai profili 2D, costo del materiale più elevato. |
| Estrusione di TPE | Costo inferiore, buona resistenza all'abrasione, riciclabilità (termoplastica). | Guarnizioni per autoveicoli, beni di consumo e applicazioni in cui il calore estremo non è un fattore determinante. | Intervallo di temperatura significativamente inferiore, meno resiliente (set di compressione più elevato). |
| Stampaggio a iniezione di silicone | Crea pezzi 3D complessi, ad alta precisione, eccellenti per il sovrastampaggio. | Componenti 3D come pulsanti, tastiere, guarnizioni complesse e parti di dispositivi medici. | Costi di attrezzaggio più elevati, processo non continuo, limitazioni delle dimensioni dei pezzi. |
Stampaggio per estrusione della gomma siliconica: Una guida completa
Imparate a conoscere il processo di stampaggio per estrusione della gomma siliconica. La nostra guida di esperti copre i principi chiave, le applicazioni, le migliori pratiche di progettazione e le soluzioni ai problemi più comuni.
La guida completa allo stampaggio per estrusione della gomma siliconica
Caratteristiche e proprietà principali del silicone estruso
Quando si specifica un componente in silicone estruso, gli ingegneri fanno riferimento a questi indicatori critici di prestazione:
① Durezza (Durometro): Misurato sulla scala Shore A, indica la resistenza del materiale all'indentazione. I valori tipici per gli estrusi vanno da 20 (molto morbidi) a 80 (solidi) Shore A.

② Resistenza alla trazione: La sollecitazione massima che il materiale può sopportare durante l'allungamento prima di rompersi, misurata in PSI o MPa.
③ Allungamento a rottura: L'aumento percentuale della lunghezza che il materiale può raggiungere prima di rompersi. È una misura della sua "elasticità".
④ Resistenza allo strappo: La resistenza del materiale alla propagazione di una lacerazione, una proprietà critica per le guarnizioni che possono essere tese su angoli vivi.
⑤ Set di compressione: Misura la capacità del materiale di ritornare allo spessore originale dopo essere stato sottoposto a uno stress di compressione prolungato a una temperatura specifica. Un basso set di compressione è essenziale per una tenuta affidabile e a lungo termine.
⑥ Rigidità dielettrica: Il campo elettrico massimo che un materiale può sopportare senza rompersi, misurato in Volt per mil (V/mil).
Il processo centrale dello stampaggio per estrusione del silicone
Il viaggio dal composto grezzo al prodotto finito prevede diverse fasi distinte e attentamente controllate.
Fase 1: Preparazione del materiale e composizione:
Il processo inizia con il polimero siliconico di base (HCR). Questo viene posto su un mulino a due rulli dove vengono mescolati gli additivi. Questi possono includere pigmenti per il colore, cariche (come la silice fumata) per migliorare le proprietà meccaniche e il catalizzatore (perossido o platino) per la polimerizzazione. Il composto viene accuratamente miscelato per garantire l'uniformità e quindi formato in strisce o tronchi continui pronti per l'estrusore.
Fase 2: alimentazione:
La striscia di silicone preparata viene inserita nella tramoggia dell'estrusore. Per l'HCR, spesso i rulli aiutano a spingere il materiale appiccicoso nella canna dell'estrusore.
Fase 3: estrusione:
All'interno del cilindro riscaldato, una vite rotante trasporta il silicone in avanti. L'azione meccanica della vite e il calore del cilindro agiscono per ammorbidire il materiale e creare pressione. Questa pressione spinge il composto di silicone omogeneizzato attraverso la piccola apertura dello stampo, che viene lavorato con precisione per ottenere la sezione finale desiderata del pezzo.
Fase 4: polimerizzazione (vulcanizzazione):
Quando il profilo esce dallo stampo, è ancora in uno stato morbido e non polimerizzato. Entra immediatamente in un tunnel o in un forno di polimerizzazione. I metodi più comuni sono:
Tunnel di vulcanizzazione ad aria calda (HAV): Il profilo viaggia su un nastro trasportatore attraverso un lungo forno dove l'aria calda, in genere a 200-450°C, polimerizza il silicone. Questo è il metodo più utilizzato.
② Tunnel a infrarossi (IR): Le lampade a infrarossi ad alta intensità assicurano un trasferimento di calore rapido ed efficiente, che spesso si traduce in una maggiore velocità della linea.
③ Polimerizzazione con bagno di sale: L'estruso passa attraverso un bagno di sale fuso. Questo metodo consente un trasferimento di calore molto rapido e uniforme, ma oggi è meno diffuso a causa di problemi ambientali e di sicurezza.
Fase 5: Post-indurimento (facoltativo ma consigliato):
Dopo la polimerizzazione primaria, alcuni pezzi, soprattutto quelli realizzati con sistemi al perossido o per applicazioni critiche, vengono sottoposti a un ciclo di post-cura. I pezzi vengono posti in un forno discontinuo per diverse ore (ad esempio, 4 ore a 200°C) per rimuovere eventuali sottoprodotti volatili e stabilizzare ulteriormente le proprietà fisiche del materiale, in particolare l'indurimento per compressione.
Fase 6: Raffreddamento, taglio e finitura:
Il profilo polimerizzato viene raffreddato, spesso ad aria o a bagnomaria. Può quindi essere tagliato a lunghezze specifiche con taglierine a lama volante in linea, arrotolato su bobine o sottoposto a operazioni secondarie come la stampa, l'applicazione di adesivo o la giunzione per formare O-ring.

Parametri chiave e fattori d'influenza nel processo
Il controllo del processo di estrusione è un delicato equilibrio di molteplici variabili.
① Velocità della vite (RPM): Influenza direttamente la velocità di produzione. Velocità più elevate aumentano la produttività, ma possono anche generare un calore di taglio eccessivo, che potrebbe causare una polimerizzazione prematura (bruciatura) nel cilindro.
② Temperatura della canna e dello stampo: Deve essere attentamente controllato per mantenere il silicone sufficientemente malleabile da scorrere senza innescare la reazione di polimerizzazione all'interno dell'estrusore.
③ Design dello stampo: La geometria dello stampo è fondamentale. Deve essere progettata per compensare morire gonfiati-la tendenza dell'estruso a espandersi dopo l'uscita dalla matrice. Ciò richiede esperienza e spesso diverse iterazioni.
④ Temperatura e tempo di polimerizzazione: Questi devono essere sufficienti per ottenere una polimerizzazione completa in tutta la sezione trasversale del pezzo. Una polimerizzazione insufficiente produce un prodotto debole e appiccicoso, mentre un calore eccessivo può causare una degradazione. Il tempo è controllato dalla lunghezza del forno e dalla velocità della linea.
⑤ Velocità di linea: La velocità del nastro trasportatore deve essere sincronizzata con l'uscita dell'estrusore per evitare che il profilo si allunghi o si afflosci, distorcendo le sue dimensioni.
Guida alla progettazione e migliori pratiche per le estrusioni di silicone
Seguendo questi principi di progettazione si otterranno pezzi più fabbricabili ed economici.
① Semplificare il profilo: Più semplice è la sezione trasversale, più facile è il controllo delle dimensioni e più basso è il costo degli utensili. Evitare caratteristiche inutilmente complesse.
② Mantenere uno spessore uniforme delle pareti: Variazioni drastiche nello spessore delle pareti possono causare una polimerizzazione non uniforme, distorsioni e instabilità dimensionale. Cercate di ottenere l'uniformità, laddove possibile.
③ Incorporare raggi generosi: Evitare gli spigoli interni ed esterni. Gli angoli taglienti sono punti di concentrazione delle tensioni e possono essere difficili da riempire completamente e in modo coerente durante l'estrusione. Si raccomanda un raggio di almeno 0,5 mm (0,020″).
④ Evitare sezioni cave con pareti sottili: Le sezioni cave a parete sottile sono soggette a collasso o distorsione prima della completa maturazione. Se è necessario creare una cavità, assicurarsi che le pareti siano sufficientemente robuste da sostenersi da sole.
⑤ Comprendere e specificare le tolleranze: Le tolleranze industriali standard per gli estrusi di silicone sono tipicamente definite dall'Association for Rubber Products Manufacturers (ARPM) nel suo Rubber Handbook (Classe 2 per la precisione, Classe 3 per il commercio). Specificare le tolleranze più strette solo se necessario, in quanto ciò aumenta i costi.
⑥ Definire chiaramente le specifiche dei materiali: Non chiedete solo "silicone". Specificate la durezza (durometro), il colore, i requisiti di conformità (ad esempio, FDA 21 CFR 177.2600, USP Classe VI) e tutte le proprietà critiche delle prestazioni, come il set di compressione o l'intervallo di temperatura.
Problemi comuni nell'estrusione di silicone e come risolverli
| Problema | Cause potenziali | Soluzioni |
|---|---|---|
| Gonfiamento dello stampo / Dimensioni errate | La progettazione dello stampo non tiene conto dell'espansione del materiale. Lotto di materiale incoerente. Velocità di linea o uscita dell'estrusore non corretta. | Modificare le dimensioni degli orifizi degli stampi. Pre-test e certificazione dei lotti di materiale. Sincronizzare la velocità della linea e il numero di giri della vite. |
| Porosità (bolle in parte) | Umidità nella materia prima. Intrappolamento di aria durante l'alimentazione. Temperatura di polimerizzazione troppo elevata, che provoca l'ebollizione dei volatili. | Asciugare accuratamente il composto prima dell'uso. Assicurare una corretta tecnica di alimentazione. Ridurre la temperatura del forno di polimerizzazione. |
| Difetti superficiali (rugosità, vaiolatura) | Contaminazione della mescola. Scorch (polimerizzazione prematura) nell'estrusore. Superficie della matrice danneggiata o sporca. | Utilizzare un ambiente di camera bianca per il compounding. Abbassare la temperatura del cilindro. Pulire e lucidare regolarmente la matrice. |
| Polimerizzazione incompleta (superficie appiccicosa) | Tempo o temperatura di polimerizzazione insufficiente. La velocità della linea è troppo alta per il forno. Rapporto catalizzatore non corretto. | Ridurre la velocità della linea. Aumentare la temperatura del forno. Verificare i registri di composizione del materiale. Eseguire la post-cura. |
| Distorsione o deformazione | Raffreddamento non uniforme. Spessore della parete non uniforme. Supporto inadeguato del profilo in uscita dallo stampo. | Ottimizzare il sistema di raffreddamento (getti d'aria, bagno d'acqua). Riprogettare il pezzo per ottenere pareti uniformi. Regolare l'altezza del trasportatore e i rulli di supporto. |
Tecnologie e concetti correlati
1. Processo a monte - Compounding del silicone:
Questa è la prima fase critica in cui i polimeri siliconici di base vengono miscelati con cariche, additivi e catalizzatori per creare il grado specifico di HCR richiesto per un'applicazione. La qualità del pezzo estruso finale dipende in larga misura dalla qualità e dalla coerenza del processo di compoundazione.
2. Processo a valle - Fabbricazione e assemblaggio:
I profili estrusi sono raramente il prodotto finale. I processi a valle includono:
① Splicing: Taglio a misura di un cavo estruso e incollaggio delle estremità per creare un O-ring personalizzato.
② Applicazione dell'adesivo: Applicazione di un nastro adesivo sensibile alla pressione (PSA) su un lato di un profilo per facilitare l'installazione.
③ Stampa e marcatura: Aggiunta di numeri di parte, loghi o segni di allineamento sulla superficie.
3. Co-estrusione:
Un processo più avanzato in cui due o più estrusori alimentano materiali diversi (ad esempio, diversi colori o durezze di silicone) in un unico stampo per creare un profilo integrato multimateriale. Ad esempio, una guarnizione può avere una base rigida per il fissaggio e un bulbo morbido per la sigillatura.
4. Stampaggio a iniezione di silicone:
Come già detto, si tratta di un processo complementare utilizzato per creare parti in silicone complesse e tridimensionali. Viene spesso scelto per componenti che non possono essere realizzati con una sezione trasversale costante.
5. Stampaggio a compressione del silicone:
Il metodo più antico per lo stampaggio del silicone. Una carica di materiale pre-pesato viene inserita in una cavità dello stampo riscaldata e lo stampo viene chiuso sotto pressione, costringendo il materiale a riempire la cavità e a polimerizzare. È adatto per la produzione di volumi medio-bassi di pezzi come guarnizioni e cuscinetti.


Primo piano di mattoncini colorati in plastica di vari colori, tra cui viola, blu, verde e giallo, impilati insieme.
Punti Chiave – Una macchina per lo stampaggio a iniezione ad alta velocità è definita da velocità di iniezione di 300–600 mm/s e velocità di chiusura superiori a 500 mm/s, rispetto alle 100–200 mm/s delle macchine standard—consentendo cicli

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Key Takeaways – Family molds produce multiple different parts in one shot, but a single compromised process window affects all cavities simultaneously. – MUD (Master Unit Die) systems use interchangeable

Che cos'è una macchina per lo stampaggio a iniezione ad alta velocità?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
Soluzioni di ottimizzazione fornite Gratuitamente
- Fornire feedback sulla progettazione e soluzioni di ottimizzazione
- Ottimizzazione della struttura e riduzione dei costi di stampaggio
- Parlare direttamente con gli ingegneri

