 Vai al contenuto
Vai al contenuto 

Lo stampaggio a iniezione è un importante processo produttivo utilizzato oggi per produrre pezzi per un'ampia gamma di prodotti. Questo processo si basa sulla collaborazione di canali e porte per garantire efficienza e alta qualità. La comprensione di questi componenti è indispensabile per chiunque sia coinvolto nello stampaggio a iniezione, sia che si tratti di un progettista, di un ingegnere meccanico o di un semplice appassionato. In questo post del blog, faremo un'immersione profonda nell'argomento delle guide e delle porte, esplorando il loro funzionamento, i diversi tipi, la loro progettazione e il loro impatto sull'intero processo di stampaggio. processo di stampaggio a iniezione.

Corridori
Le guide di scorrimento in un processo di stampaggio a iniezione sono i canali in cui scorre il materiale plastico. L'abilità e la maestria nella realizzazione delle guide hanno una grande influenza su alcuni fattori importanti, come la qualità dello stampaggio, il ciclo di stampaggio e il costo dell'impianto.

Le guide servono come canali principali che trasportano la plastica fusa dall'ugello della macchina di stampaggio a iniezione. Questi canali sono i sistemi di trasporto verso il cancello e fungono da percorsi per la plastica fusa. Devono essere progettati in modo da essere corti e avere meno curve, in modo da fornire una minore resistenza e una minore perdita di calore. Le guide di scorrimento sono solitamente di forma triangolare o circolare.
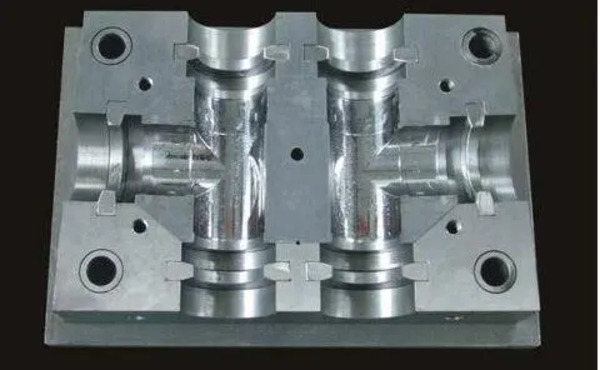
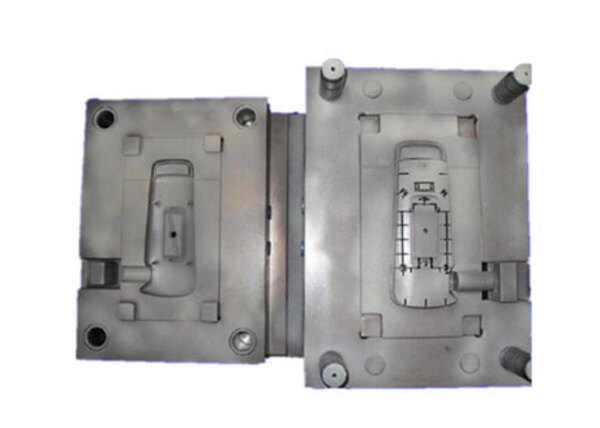
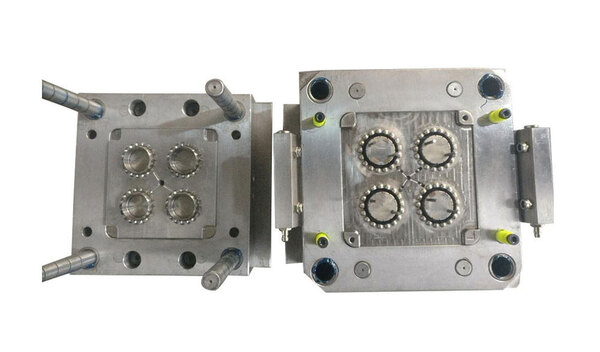
Per gli stampi con cavità multiple, la scelta delle guide di scorrimento è importante per ottenere la precisione dimensionale dei pezzi. La figura seguente mostra una tipica disposizione delle guide di scorrimento per uno stampo a cavità multiple.

Classificazione dei corridori
Il design delle guide di scorrimento per gli stampi per materie plastiche comprende principalmente guide lineari, circolari, puntiformi e a ventaglio. Tra questi, le guide lineari e circolari sono i due tipi più comuni.
I canali lineari sono costituiti da materiale plastico fuso che scorre nella cavità dello stampo attraverso canali lineari. Si caratterizzano per la loro semplicità, la facilità di realizzazione e l'elevata efficienza produttiva. Tuttavia, le guide lineari tendono a lasciare punti morti, a generare bolle e non sono facili da eliminare i punti di rottura, per cui non sono comunemente utilizzate nei prodotti di alta precisione.
Tuttavia, le guide circolari sono diverse. Percorrono l'intero perimetro della cavità dello stampo con guide lineari che entrano da diverse direzioni. Hanno dei vantaggi. Rendono la fusione della plastica più uniforme e la pressione più omogenea. Ma sono più complicati da progettare e realizzare. E possono causare problemi. Non si adattano bene. E possono creare una materozza.

Principi di progettazione dei corridori
1. Evitare di fare troppe torsioni e giri. Questi aumentano i difetti e la resistenza al flusso che derivano da una geometria troppo complicata dei pezzi e dal flusso nelle materie plastiche.
2. Utilizzare una vite più corta per ridurre il ciclo di iniezione e il tempo di riempimento dello stampo.
3. Rastremare le dimensioni del canale di scorrimento man mano che si procede lungo il percorso del flusso per evitare bolle d'aria e mantenere il flusso di plastica.
4. Assicuratevi che il collegamento tra la cavità dello stampo e il canale di colata sia corretto per ridurre al minimo gli impatti e le compressioni durante il riempimento del polimero, in modo da ottenere una superficie più bella e meno difetti.
Tipi di corridori comuni
1. Tipo di ugello (punto) Corridore
I canali di scorrimento a ugelli utilizzano ugelli multipli collegati alla cavità dello stampo, formando piccoli punti all'uscita degli ugelli, adatti alla produzione di prodotti in plastica piccoli o molto fini.
2. Corridore caldo
I canali caldi riscaldano la plastica allo stato liquido con tubi riscaldanti e poi iniettano la plastica nella cavità dello stampo attraverso un ugello. Evitano efficacemente problemi come bolle e restringimenti, rendendoli adatti alla produzione di prodotti in plastica di alta precisione.

3. Corridore di trincea
I canali di colata sono scanalature profonde ricavate nello stampo, con il materiale fuso che viene alimentato in diverse cavità attraverso tubi di derivazione. Offrono vantaggi quali la lunghezza ridotta dei canali e l'elevata scorrevolezza, adatti a prodotti di grandi dimensioni, lunghi o con pareti spesse.
4. Corridore a ventaglio
Le guide a ventaglio dividono la pista in più rami, ciascuno con un'angolazione diversa. In questo modo, il materiale fuso viene distribuito in modo uniforme nelle varie cavità. È adatto alla produzione di prodotti di stampaggio di materie plastiche a più cavità.

Cancelli
Quando si tratta di sistemi di cancelli, la progettazione è fondamentale. È necessario decidere dove collocare i cancelli, quanti saranno, che aspetto avranno e quanto saranno grandi. I compiti principali dei cancelli sono:
Per controllare quanta plastica fusa entra nella cavità dello stampo e dove va a finire.
Per mantenere la plastica nella cavità dello stampo e impedire che risalga lungo le guide prima che sia diventata dura.
Per produrre calore schiacciando la plastica e facendola sfregare contro di sé.
Per facilitare l'eliminazione dei corridori una volta che il prodotto è diventato duro e non ne avete più bisogno.
Classificazione
Stampo a iniezione I cancelli si dividono in cancelli non restrittivi e cancelli restrittivi.
1. Cancello non restrittivo
La figura seguente mostra cancelli non restrittivi, chiamati anche cancelli diretti. Questo tipo di porta ha un design semplice dello stampo, è facile da usare e da modellare e riduce il ritiro. Tuttavia, questo tipo di porta aumenta il tempo del ciclo di stampaggio ed è soggetta a difetti di stampaggio come cricche, deformazioni e tensioni residue.

2. Cancello restrittivo
A causa della sezione trasversale ridotta, le paratoie restrittive sono solitamente progettate per solidificare rapidamente. I vantaggi delle paratoie restrittive sono:
① Minori tensioni residue e deformazioni intorno al cancello, riducendo i difetti di stampaggio come cricche, deformazioni e deformazioni.
② Minore pressione di iniezione all'interno della cavità dello stampo, che consente di ottenere una maggiore area di proiezione del prodotto.
③ Tempo di chiusura del cancello più rapido, per ridurre il ciclo di stampaggio.
④ Migliore qualità del prodotto grazie all'eliminazione delle lavorazioni secondarie.
Sei tipi di cancelli restrittivi
① Cancello laterale
Lo spessore di una porta laterale è solitamente 30%-40% dello spessore della parete del pezzo. La larghezza è circa tre volte lo spessore della parete del pezzo. Le porte laterali possono essere utilizzate con quasi tutte le materie plastiche. Le porte a sovrapposizione e le porte a raggiera sono varianti delle porte laterali.
② Fan Gate
I cancelli a ventaglio sono utilizzati per prodotti piatti e hanno una sezione trasversale ampia e piatta che elimina efficacemente i difetti del cancello.

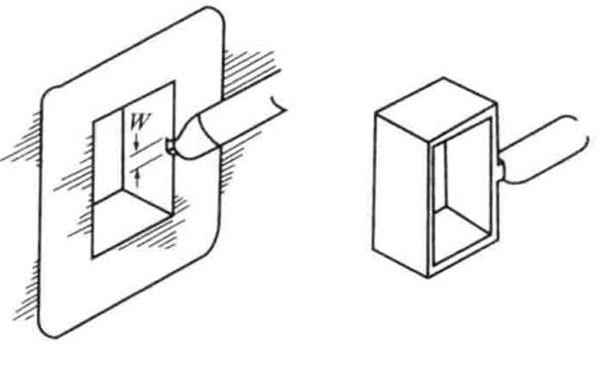
③ Film Gate
L'immagine sottostante mostra un tipico design di gate a film. È della stessa larghezza del pezzo, ma molto più sottile. Le porte a film, come le porte a ventaglio, eliminano efficacemente le sollecitazioni e le deformazioni del pezzo.

④ Disk Gate
Le porte a disco sottili sono utilizzate per circondare parti a forma di disco o di anello per evitare la formazione di linee di saldatura. Una variante del cancello a disco è il cancello ad anello.

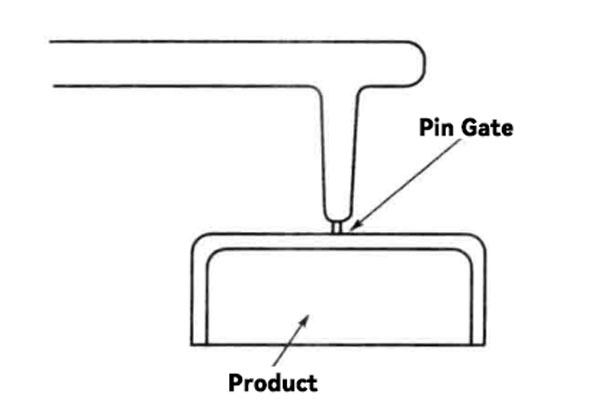
⑤ Pin Gate
Le porte a pin si trovano solitamente al centro del pezzo e sono spesso utilizzate per il gating a più punti. A causa del diametro ridotto, di solito 0,8-1,2 mm, può verificarsi un'elevata resistenza al flusso. Si consiglia di utilizzare materiali plastici a bassa viscosità o pressioni di iniezione elevate per evitare il riempimento insufficiente.
Caratteristiche delle porte a pin:
- Selezione meno rigorosa della posizione del cancello
- Bassa tensione residua intorno al gate
- Bilanciamento del gate più semplice per stampi a più cavità
- Per i prodotti con grandi aree di proiezione, i pin gates multipli riducono efficacemente la deformazione del prodotto.
- I cancelli a perno sono facili da tagliare e, per gli stampi a tre piastre, è facile ottenere il taglio automatico del cancello, il che rende
- Separazione facile tra prodotto e cancello.
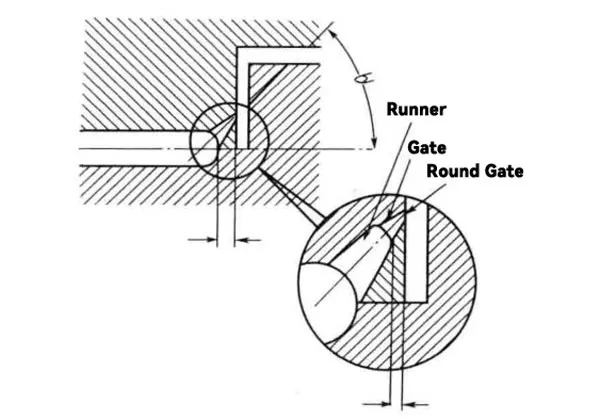
⑥ Porta del sottomarino
Ecco un'immagine delle porte sottomarine. Normalmente, la porta si trova sulla superficie di separazione dello stampo. Mentre la guida di scorrimento si trova sulla superficie di separazione, la porta si trova solitamente sulla piastra mobile o fissa dello stampo e talvolta sulla cavità. Sebbene siano simili alle porte a perno, l'aspetto positivo delle porte sottomarine è che possono essere utilizzate anche con stampi a due piastre. Il cancello cade automaticamente quando si espelle il prodotto stampato.
Equilibrio del cancello
Per gli stampi a più cavità, è importante ottenere un riempimento uniforme di plastica fusa in ogni cavità. Poiché la pressione del polimero diminuisce man mano che la plastica fusa fluisce dal canale alla fine della cavità, il bilanciamento del gate deve ottimizzare la lunghezza, la larghezza e la profondità del gate.
Un design bilanciato delle porte e dei canali di scorrimento può prevenire difetti di stampaggio come segni di flusso, restringimento, sotto-riempimento, fluttuazioni dimensionali e variazioni di peso durante lo stampaggio vero e proprio.
Principi di progettazione di porte per stampi a iniezione
1. Il cancello deve essere posizionato in modo da non lasciare segni o danneggiare le parti importanti del prodotto.
2. Semplificate il cancello in modo che la plastica scorra senza problemi e non faccia bolle o lasci buchi.
3. La porta deve avere le dimensioni giuste per il prodotto. Se è troppo grande, ci vorrà troppo tempo per riempire lo stampo. Se è troppo piccolo, dovrete esercitare una pressione eccessiva per far entrare la plastica nello stampo.
4. Il punto in cui il cancello incontra il prodotto deve essere il più liscio possibile per evitare di lasciare segni e perdere materiale durante la rifinitura.
5. Si consiglia di utilizzare il minor numero possibile di porte, perché la presenza di più porte può causare un flusso irregolare della plastica, che farà sì che i pezzi risultino di dimensioni diverse.

Considerazioni
I fattori fondamentali da considerare quando si posizionano i cancelli sono il design del pezzo, il flusso e i requisiti di utilizzo del prodotto finale. Ricordare i seguenti punti:
1. Per garantire che la perdita di pressione sia la più ridotta possibile, il cancello deve essere posizionato il più vicino possibile al pezzo grande. In questo modo, l'intersezione del fronte di flusso della resina si raffredderà meno e si otterrà una linea di saldatura migliore. La dimensione della porta deve essere scelta correttamente in modo che la resina possa riempire lo stampo con una pressione e una velocità ragionevoli.
2. La lunghezza di transizione del cancello deve essere la più breve possibile.
3. La porta di collisione aiuta a far scorrere il fluido in entrata direttamente contro la parete o il nucleo della cavità dello stampo, in modo da evitare vortici.
4. Per evitare la presenza di aria nella resina, assicurarsi che l'aria del flusso di resina dal cancello vada nella scanalatura di sfiato.
5. Collocare il cancello in un punto in cui la resina possa fluire dalle aree a parete spessa a quelle a parete sottile; mantenere le linee di saldatura basse e stare lontani dalle aree di impatto e di stress.
6. Per ridurre i vortici, i punti irradiati e gli aloni del cancello, assicurarsi che il cancello abbia l'angolo giusto con la guida.

7. Se si cancella proprio sulle superfici decorative, si possono ottenere difetti superficiali.
Controlli di progettazione per guide e cancelli
(1) È necessario il bilanciamento del corridore?
(2) Il diametro della punta del cancello corrisponde al diametro del stampaggio a iniezione ugello della macchina?
(3) Lo spessore della paratoia soddisfa i requisiti di portata?
(4) La forma della sezione trasversale del canale è adeguata?
(5) Qual è l'area della sezione trasversale della guida?
(6) Qual è il raggio idraulico medio del canale?
(7) Qual è il peso del corridore?
(8) È richiesta la trazione del corridore?

(9) Il rapporto tra il traino del corridore e il cancello è appropriato?
(10) Il binario di scorrimento può essere agevolmente sformato?
(11) Il corridore può essere espulso senza problemi?
(12) Qual è il metodo di rimozione del corridore? (Caduta libera, robot di rimozione (direzione))
(13) La posizione del cancello è adeguata?
(14) Il numero di porte è adeguato?
(15) Il metodo del cancello è appropriato?
(16) È possibile prevedere la posizione della linea di saldatura?
(17) È possibile prevedere la posizione delle fossette?
(18) Qual è la dimensione della sezione trasversale della porta?

(19) Il metodo di taglio del cancello è chiaro?
(20) La gestione della qualità è possibile dopo il taglio del cancello?
(21) Qual è la vita utile del cancello?
(22) La parte del cancello deve essere predivisa in parti separate?
(23) Il metodo di misurazione delle dimensioni di lavorazione della parte del cancello è chiaro?
(24) Qual è il materiale dello stampo della parte del cancello?
(25) Qual è la durezza della parte del cancello?

Conclusione
Le guide e le porte negli stampi a iniezione sono importanti per la processo di stampaggio a iniezionema è importante conoscere la differenza tra i due. Le guide sono canali di avvolgimento utilizzati per guidare la plastica fusa dalla macchina a iniezione nella cavità dello stampo per formare i prodotti. Le porte sono canali che vanno direttamente dalla macchina di iniezione allo stampo. Vengono utilizzati per fondere i pellet di plastica nella macchina a iniezione e quindi iniettare il materiale fuso nello stampo per formare i prodotti. La progettazione corretta del canale e il controllo del gate sono importanti nello stampaggio a iniezione per garantire la qualità dei prodotti e l'efficienza della produzione. Sono necessari nella produzione di prodotti in plastica.
Inoltre, progettazione di stampi a iniezione devono prendere in considerazione la progettazione di gate e canali. Questo include i requisiti del prodotto, le caratteristiche del materiale e i requisiti del processo di stampaggio a iniezione per ottenere la migliore qualità del prodotto. Nella progettazione pratica, dobbiamo regolare e ottimizzare in base alle condizioni reali, per migliorare e potenziare continuamente la capacità di progettazione.







