 Vai al contenuto
Vai al contenuto 
Servizi di stampa 3D a getto multiplo (MJF)
Scoprite i nostri servizi professionali di stampa 3D Multi Jet Fusion (MJF) per ottenere parti robuste e dettagliate con tempi di consegna rapidi.

Risorse per La guida completa alla stampa 3D a getto multiplo (MJF)
Che cos'è la stampa 3D a getto multiplo (MJF)?
Multi Jet Fusion (MJF) è una tecnologia di produzione additiva ad alta velocità e di livello industriale sviluppata e introdotta da HP (Hewlett-Packard). Appartiene alla fusione del letto di polvere di processi di stampa 3D. Nel suo nucleo, MJF costruisce prototipi funzionali e parti di produzione per uso finale da una polvere termoplastica granulare, strato per strato, con un livello di velocità, dettaglio e qualità dei pezzi che la posiziona come tecnologia leader sia per la prototipazione rapida che per la produzione in serie.
A differenza di altri metodi di fusione a letto di polvere che utilizzano un singolo laser per tracciare e sinterizzare la geometria di un pezzo (come la SLS), la MJF impiega un processo unico, esteso a tutta l'area. Utilizza una matrice a getto d'inchiostro per applicare selettivamente gli agenti chimici sull'intera superficie del letto di polvere in un unico passaggio. Questa differenza fondamentale è la chiave della sua eccezionale velocità e produttività, che consente di produrre pezzi robusti e di alta qualità a un costo per pezzo inferiore rispetto a molte alternative.
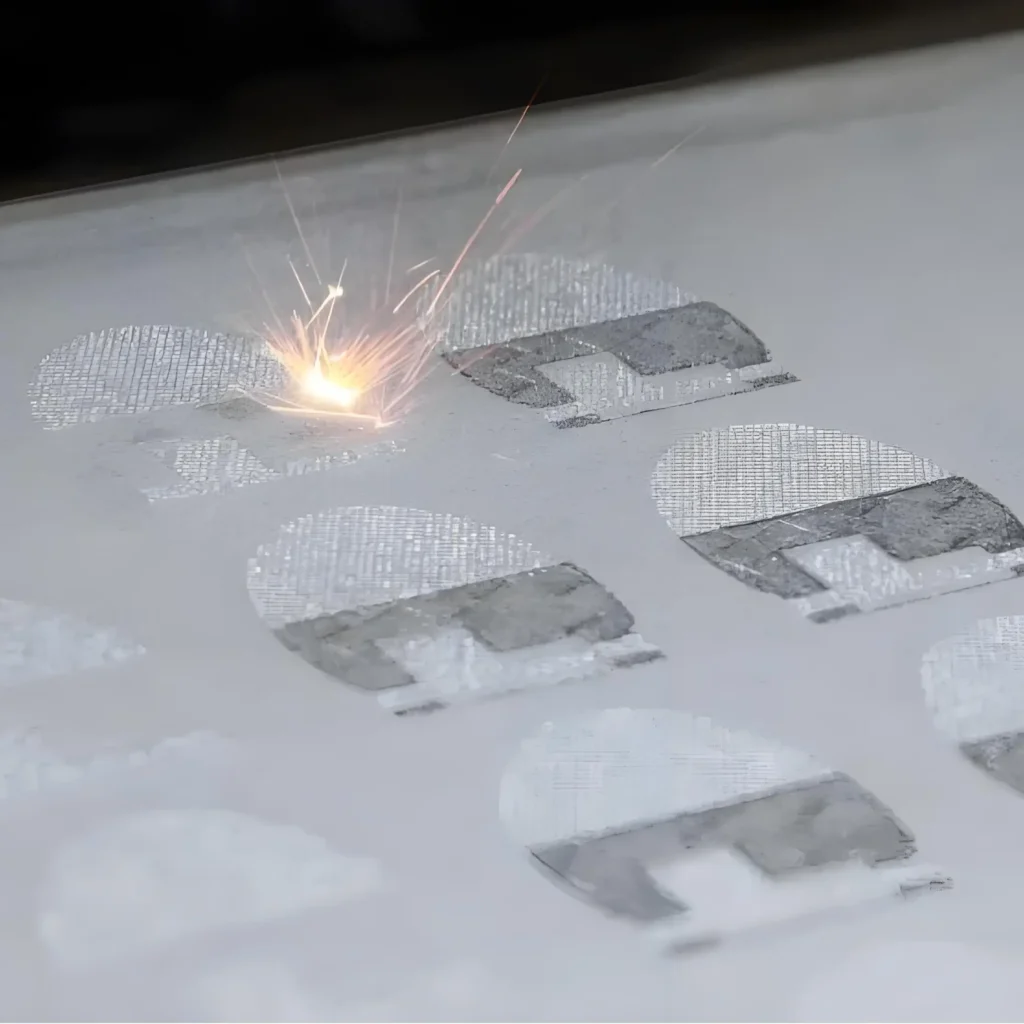
1. Il principio fondamentale: Fusione del letto di polvere con un agente di dettaglio:
L'innovazione di MJF risiede nell'uso di due agenti liquidi primari: un agente di fusione e un agente di dettaglio.
- Agente di fusione: Si tratta di un inchiostro nero termoconduttivo. Viene iniettato con precisione sulle aree del letto di polvere destinate a diventare il pezzo solido. Quando viene applicata l'energia a infrarossi, questo agente assorbe il calore, facendo fondere le particelle di polvere sottostanti.
- Agente per la cura dei dettagli: Questo agente viene iniettato intorno al contorno esterno del pezzo. La sua funzione principale è quella di inibire la fusione. Agisce come isolante termico, impedendo alla polvere sul bordo del pezzo di fondere. In questo modo si crea una netta transizione termica tra le zone fuse e quelle non fuse, ottenendo bordi netti, una definizione fine degli elementi e una finitura superficiale più liscia di quanto sarebbe possibile altrimenti.
Questo sistema a doppio agente consente a MJF di controllare a livello di voxel le proprietà del pezzo, il che rappresenta una pietra miliare del potenziale della tecnologia per gli sviluppi futuri di materiali e proprietà.
2. Come MJF si distingue nel panorama della produzione additiva:
La MJF non è solo un miglioramento incrementale rispetto alle tecnologie esistenti, ma rappresenta un cambiamento paradigmatico nella stampa 3D a base di polveri. Colma il divario tra la libertà di progettazione della stampa 3D e l'efficienza produttiva necessaria per la produzione.
- Per la prototipazione: Offre la possibilità di creare prototipi altamente funzionali e durevoli che imitano fedelmente le proprietà meccaniche dei pezzi finali stampati a iniezione.
- Per la produzione: La velocità, la consistenza e l'economicità ne fanno una valida alternativa ai metodi di produzione tradizionali, come lo stampaggio a iniezione, per i volumi di produzione medio-bassi, i pezzi personalizzati e le geometrie complesse impossibili da stampare.
Come funziona la tecnologia Multi Jet Fusion?
1. Il processo di stampa MJF passo dopo passo:
Fase 1: Deposizione del materiale
Il processo inizia all'interno della camera di costruzione. Un meccanismo di ri-copertura spazza uno strato sottile e preciso di polvere termoplastica (ad esempio, PA 12) sulla piattaforma di costruzione, creando un letto di polvere fresco e uniforme. La camera è preriscaldata a una temperatura appena inferiore al punto di fusione del materiale, che riduce al minimo l'energia necessaria per la fusione e aiuta a prevenire le deformazioni.
Fase 2: Applicazione dell'agente
Questa è la fase fondamentale del processo MJF. Una testina di stampa a getto d'inchiostro, simile a quelle che si trovano nelle stampanti di carta 2D ma molto più avanzate, passa sopra il letto di polvere. Questo carrello contiene migliaia di ugelli in grado di gettare minuscole gocce (picolitri) di agenti chimici con estrema precisione. Mentre si muove, esegue due azioni simultaneamente:
- Il ruolo dell'agente di fusione: La testina di stampa deposita selettivamente l'agente di fusione sulle aree della polvere che corrispondono alla sezione trasversale del pezzo per quello specifico strato. Questo agente è progettato per essere un assorbitore di radiazioni infrarosse altamente efficace. In sostanza, "dipinge" la fetta del modello 3D sulla polvere.
- Il ruolo dell'agente di dettaglio: Contemporaneamente, la testa di stampa applica l'agente di dettaglio lungo il perimetro della geometria del pezzo. Questo agente ha proprietà che inibiscono la fusione. Raffredda il confine, impedendo al calore di diffondersi e di fondere parzialmente la polvere sciolta circostante. Questo preciso controllo termico è ciò che consente a MJF di ottenere bordi netti e dettagli precisi.
Fase 3: Applicazione dell'energia e fusione
Subito dopo l'applicazione degli agenti, una fonte di energia a infrarossi (una serie di lampade ad alta potenza) passa sull'intero letto di polvere. Le aree trattate con l'agente fusore nero assorbono rapidamente questa energia, facendo salire la loro temperatura al di sopra del punto di fusione del materiale. La polvere in queste aree si scioglie e si fonde in uno strato solido. La polvere non trattata e le aree trattate con l'agente di dettaglio non assorbono la stessa energia e rimangono come polvere sciolta.
Fase 4: Completamento e ripetizione degli strati
Una volta fuso lo strato, la piattaforma di costruzione si abbassa dello spessore di un singolo strato (in genere circa 80 micron). Il ri-copritore deposita quindi un nuovo strato di polvere e l'intero ciclo (fasi 1-4) si ripete. Questo processo continua strato per strato fino al completamento dell'intero pezzo o lotto di pezzi. Poiché i pezzi sono sostenuti dalla polvere non fusa circostante, non sono necessarie strutture di supporto dedicate, il che consente di realizzare geometrie complesse e di annidare più pezzi all'interno del volume di costruzione per massimizzare l'efficienza.

2. Post-stampa: Il processo di raffreddamento e disimballaggio:
Una volta completata la fase di stampa, l'intera unità di costruzione, contenente i pezzi fusi e la polvere sciolta circostante, viene spostata dalla stampante a una stazione di lavorazione separata.
- ① Raffreddamento controllato: L'unità di costruzione deve raffreddarsi lentamente e in condizioni controllate. Si tratta di una fase critica per garantire l'accuratezza del pezzo e le proprietà meccaniche ottimali. Affrettare il processo di raffreddamento può causare deformazioni e tensioni interne. Questo periodo di raffreddamento è una parte importante del flusso di lavoro complessivo di MJF e può richiedere diverse ore.
- ② Estrazione di parti: Dopo il raffreddamento, l'unità di costruzione viene disimballata. Il blocco di parti fuse e di polvere non fusa viene spezzettato. La maggior parte della polvere sfusa viene rimossa e raccolta per il riciclaggio.
- ③ Rimozione della polvere: I pezzi vengono quindi spostati in una stazione di pulizia, dove la polvere non fusa residua viene rimossa meticolosamente, in genere utilizzando la granigliatura o l'aria compressa. In questo modo si ottengono i pezzi finiti, che presentano una finitura superficiale grigia opaca e leggermente ruvida.

La polvere recuperata viene mescolata con una certa percentuale di polvere fresca (un processo chiamato "refresh") e può essere utilizzata nelle costruzioni successive. Questo elevato tasso di riutilizzo (in genere 80-90%) rende l'MJF un processo più sostenibile ed economico rispetto ad altre tecnologie a letto di polvere che presentano tassi di refresh inferiori.
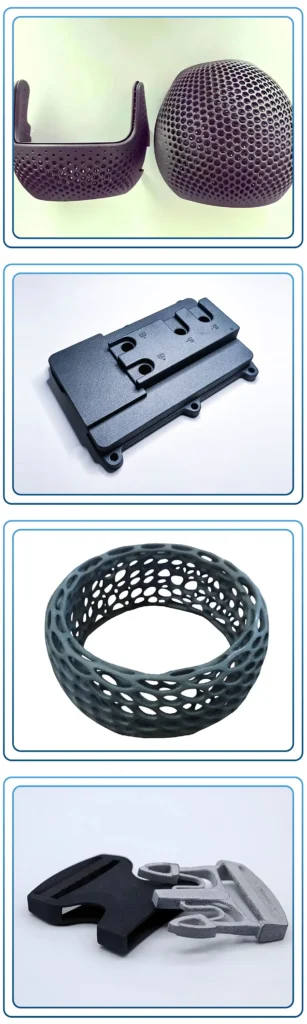
Quali sono le applicazioni tipiche di MJF?
La combinazione unica di velocità, economicità e robuste proprietà dei materiali rende la fusione a getto multiplo una tecnologia estremamente versatile, adatta a una vasta gamma di applicazioni che abbracciano l'intero ciclo di vita del prodotto.
1. Prototipazione funzionale:
MJF eccelle nella creazione di prototipi funzionali ad alta fedeltà, in grado di resistere a test rigorosi.
- Test di forma, adattamento e funzionalità: Gli ingegneri possono produrre prototipi con proprietà meccaniche quasi identiche a quelle dei pezzi destinati all'uso finale, consentendo di testare in modo realistico assemblaggi, incastri e componenti mobili.
- Iterazione rapida: La velocità del processo MJF consente ai team di progettazione di passare rapidamente dal modello CAD alla parte fisica, di testarla, di identificare i difetti e di iterare il progetto in pochi giorni anziché in settimane. Questo accelera l'intero ciclo di sviluppo del prodotto.
- Prototipi resistenti e durevoli: A differenza delle tecnologie di prototipazione più fragili, i componenti MJF realizzati con materiali come PA 11 e PA 12 sono tenaci, resistenti agli agenti chimici e in grado di sopportare le sollecitazioni fisiche, il che li rende ideali per i test sul campo.
2. Parti di produzione per uso finale:
È qui che la MJF brilla e si distingue da molte altre tecnologie di stampa 3D. Non è solo uno strumento di prototipazione, ma una soluzione di produzione legittima.
① Componenti per autoveicoli:
L'industria automobilistica si avvale di MJF sia per la prototipazione che per la produzione di componenti interni, esterni e sotto il cofano non critici.
- Esempi: Staffe, clip, alloggiamenti per fluidi, componenti del cruscotto, pezzi di rivestimento personalizzati e condotti.
- Vantaggi: La resistenza chimica della PA 12 agli oli e ai fluidi, la sua durata e la capacità di produrre strutture complesse e leggere sono vantaggi fondamentali.
② Dispositivi medici e sanitari:
I materiali MJF come il PA 12 sono biocompatibili (certificati USP Classe I-VI e guida della FDA statunitense per i dispositivi con superficie cutanea intatta) e possono essere sterilizzati, rendendoli adatti a un'ampia gamma di applicazioni mediche.
- Esempi: Guide chirurgiche, modelli ortopedici, ortesi e protesi personalizzate, alloggiamenti per dispositivi medici e attrezzature di laboratorio.
- Vantaggi: Capacità di creare parti specifiche per il paziente, canali interni complessi e progetti leggeri con dettagli eccellenti.
③ Beni di consumo ed elettronica:
MJF viene utilizzato per produrre alloggiamenti, custodie e componenti interni durevoli per una serie di prodotti di consumo.
- Esempi: Corpi di droni, involucri elettronici personalizzati, componenti per cuffie e involucri protettivi.
- Vantaggi: Eccellente finitura superficiale (soprattutto dopo la post-elaborazione), elevato livello di dettaglio e resistenza alle cadute e all'uso quotidiano.
④ Dime, attrezzature e utensili industriali:
I reparti produttivi traggono immensi vantaggi dalla capacità di MJF di produrre rapidamente utensili personalizzati.
- Esempi: Dime di montaggio, calibri di controllo, guide di foratura e utensili di fine braccio per la robotica.
- Vantaggi: La sostituzione di utensili metallici pesanti, costosi e lenti da produrre con alternative leggere, ergonomiche ed economiche stampate in 3D migliora l'efficienza della linea di produzione e la sicurezza degli operatori.
3. Geometrie complesse e strutture reticolari:
Poiché l'MJF non richiede strutture di supporto, consente una libertà di progettazione senza precedenti. Ciò è particolarmente prezioso per le applicazioni che beneficiano della complessità geometrica.
- Strutture a reticolo: Gli ingegneri possono progettare pezzi con strutture reticolari interne complesse per ridurre il peso e l'uso di materiali, mantenendo l'integrità strutturale. Questo aspetto è fondamentale nelle applicazioni aerospaziali e automobilistiche ad alte prestazioni.
- Consolidamento delle parti: Più singoli componenti di un assemblaggio possono essere riprogettati e stampati come un unico pezzo complesso. Ciò riduce i tempi di assemblaggio, elimina i potenziali punti di guasto e semplifica la catena di fornitura.

MJF è adatto sia alla prototipazione che alla produzione?
Assolutamente sì. Una delle proposte di valore più interessanti della fusione a getto multiplo è la sua duplice capacità di essere uno strumento potente sia per le fasi iniziali dello sviluppo del prodotto sia per le fasi finali della produzione.
1. MJF per la prototipazione rapida:
MJF è emersa come una scelta superiore per la creazione di prototipi funzionali di alta qualità.
- Velocità: Il processo di stampa ad area consente a MJF di produrre prototipi molto più velocemente rispetto a tecnologie come FDM o SLS, soprattutto quando il volume di costruzione è ricco di parti multiple. Un'intera costruzione di prototipi può spesso essere completata in una notte.
- Parità funzionale: I componenti MJF presentano proprietà meccaniche eccellenti e quasi isotrope. Ciò significa che la resistenza e il comportamento di un prototipo sono estremamente coerenti indipendentemente dal suo orientamento nella camera di costruzione. Questa prevedibilità è fondamentale per i test funzionali, poiché il prototipo si comporta come un pezzo stampato a iniezione.
- Proprietà del materiale: I prototipi realizzati in PA 12 o PA 11 non servono solo per la valutazione visiva. Sono robusti, durevoli e resistenti agli agenti chimici, consentendo di effettuare test in scenari reali che distruggerebbero i prototipi di altre tecnologie.

2. MJF per la produzione in serie:
MJF è stato progettato da zero pensando alla produzione. Diversi fattori la rendono un'alternativa valida e spesso superiore alla produzione tradizionale per determinate applicazioni.
- Scalabilità economica: Il costo per pezzo con MJF è altamente competitivo, in particolare per i volumi medio-bassi (da centinaia a migliaia di unità). L'alta velocità, la capacità di annidare i pezzi in modo denso nel volume di costruzione e l'alto tasso di riutilizzo della polvere contribuiscono a creare un'economia favorevole che sfida lo stampaggio a iniezione per queste quantità.
- Coerenza e ripetibilità: Le stampanti MJF offrono un controllo di processo eccezionale, che si traduce in un'elevata precisione dimensionale e ripetibilità da pezzo a pezzo. Ciò garantisce che il millesimo pezzo sia praticamente identico al primo, un requisito irrinunciabile per gli ambienti di produzione.
- Agilità della catena di approvvigionamento: MJF consente la produzione on-demand e l'inventario digitale. Invece di immagazzinare i pezzi fisici, le aziende possono immagazzinare i file digitali e stampare i pezzi secondo le necessità. In questo modo si riducono i costi di stoccaggio, si minimizzano gli sprechi dovuti a scorte obsolete e si consente la produzione localizzata, accorciando i tempi di consegna.
- Personalizzazione di massa: MJF rende economicamente fattibile la produzione di prodotti personalizzati o su scala. Non essendoci utensili, ogni pezzo di una costruzione può essere unico senza dover sostenere costi aggiuntivi.

3. Il ponte tra: Dal prototipo alla produzione con un'unica tecnologia:
L'utilizzo di MJF sia per la prototipazione che per la produzione crea una transizione senza soluzione di continuità. Il prototipo testato e convalidato è realizzato con lo stesso materiale e lo stesso processo della parte finale di produzione. Ciò elimina i rischi e le fasi di riconvalida che spesso si verificano quando si passa da una tecnologia di prototipazione (ad esempio, FDM) a una tecnologia di produzione (ad esempio, lo stampaggio a iniezione). Questa continuità riduce i rischi del processo di sviluppo del prodotto e accelera notevolmente il time-to-market.
Quali sono i materiali comunemente utilizzati nella stampa 3D MJF?
Anche se la selezione dei materiali per la MJF è più curata rispetto ad altre tecnologie come la FDM, i materiali disponibili sono altamente ingegnerizzati per le prestazioni e coprono un'ampia gamma di applicazioni industriali. Il portafoglio è in continua espansione, ma i materiali principali sono i robusti materiali termoplastici.
1. Poliammidi (nylon):
I nylon sono la pietra miliare della stampa MJF, noti per il loro eccellente equilibrio di forza, flessibilità e resistenza termica/chimica.
① PA 12 (il materiale per il lavoro):
HP 3D High Reusability PA 12 è il materiale più comune e versatile per MJF. È un materiale termoplastico robusto con eccellenti proprietà generali.
Proprietà e benefici:
- Elevata resistenza e rigidità: Fornisce parti robuste e durevoli.
- Buona resistenza chimica: Resistente a oli, grassi, idrocarburi alifatici e alcali.
- Eccellente risoluzione dei dettagli: In grado di produrre tratti fini e bordi nitidi.
- Biocompatibilità: Certificato per applicazioni mediche che prevedono il contatto con la pelle.
- Elevata riutilizzabilità: I tassi di riutilizzo della polvere leader del settore (circa 80% di polvere riciclata per 20% di polvere vergine) la rendono economicamente vantaggiosa e più sostenibile.
Usi comuni: Prototipi funzionali, maschere e dispositivi di produzione, dispositivi medici, componenti automobilistici e assemblaggi complessi. È il materiale ideale per la maggior parte delle applicazioni MJF.
② PA 11 (L'alternativa biobased):
La PA 11 HP 3D ad alta riutilizzabilità è prodotta da una risorsa rinnovabile (olio di ricino), il che la rende una scelta più rispettosa dell'ambiente. Offre proprietà meccaniche diverse rispetto alla PA 12.
Proprietà e benefici:
- Duttilità e resistenza agli urti superiori: Il PA 11 è meno fragile del PA 12 e offre un maggiore allungamento a rottura. Questo lo rende ideale per le parti che devono piegarsi senza rompersi, come gli incastri a scatto, le cerniere vive e i componenti soggetti a urti.
- Migliori proprietà isotropiche: Presenta proprietà meccaniche ancora più costanti su tutti gli assi.
- A base biologica: Offre un'opzione di materiale più sostenibile.
Usi comuni: Protesi, attrezzature sportive, componenti di droni e qualsiasi applicazione che richieda elevata tenacità e resistenza alla fatica.
③ PA 12 caricata a vetro (PA 12 GB):
HP 3D High Reusability PA 12 with Glass Beads (GB) è un materiale composito contenente un riempitivo in perle di vetro 40%.
Proprietà e benefici:
- Maggiore rigidità e stabilità dimensionale: Le microsfere di vetro aumentano significativamente la rigidità del materiale e ne riducono la tendenza a deformarsi, rendendolo ideale per i pezzi che richiedono un'elevata rigidità e devono mantenere tolleranze strette sotto carico o variazioni di temperatura.
- Maggiore resistenza all'usura: Offre una migliore resistenza all'usura abrasiva.
Usi comuni: Alloggiamenti, involucri, attrezzature e utensili che richiedono stabilità e rigidità a lungo termine. Non è adatto a parti che richiedono un'elevata resistenza agli urti o flessibilità.


2. Poliuretano termoplastico (TPU):
Per MJF sono disponibili materiali come BASF Ultrasint® TPU01, che consentono di produrre parti flessibili e simili alla gomma.
Proprietà e benefici:
- Flessibilità ed elasticità: Offre un'eccellente resistenza al rimbalzo e allo strappo. Può essere allungato e compresso ripetutamente senza subire deformazioni permanenti.
- Elevata resistenza all'usura e all'abrasione: Estremamente durevole per le applicazioni che richiedono attrito.
- Buon assorbimento degli urti: Ideale per ammortizzare e smorzare le vibrazioni.
Usi comuni: Guarnizioni, guarnizioni, tubi, soffietti, pinze, ruote e strutture reticolari protettive per attrezzi o calzature sportive.


Come si colloca la MJF rispetto ad altre tecnologie di stampa 3D?
La scelta della giusta tecnologia di stampa 3D dipende dai requisiti specifici dell'applicazione, come velocità, proprietà dei materiali, costi e livello di dettaglio desiderato. Ecco come la MJF si posiziona rispetto ad altre tecnologie industriali comuni.
1. MJF vs. sinterizzazione laser selettiva (SLS):
La SLS è la tecnologia più vicina alla MJF, in quanto entrambi sono processi di fusione a letto di polvere. Tuttavia, le differenze principali determinano quale sia la migliore per un determinato lavoro.
① Similitudini:
- Entrambi utilizzano polveri termoplastiche (più comunemente Nylon 12).
- Entrambi sono autoportanti, eliminando la necessità di strutture di supporto dedicate.
- Entrambi producono pezzi resistenti e funzionali adatti alle applicazioni finali.
② Differenze chiave:
- Metodo e velocità di fusione: La SLS utilizza un singolo laser ad alta potenza per tracciare la geometria del pezzo punto per punto. MJF utilizza una matrice a getto d'inchiostro e una lampada a infrarossi per fondere un intero strato in una sola volta. Questo rende MJF significativamente più veloce (fino a 10 volte in alcuni casi), soprattutto per le costruzioni con molti pezzi piccoli o grandi aree trasversali.
- Dettaglio e finitura superficiale: L'agente di dettaglio in MJF fornisce un migliore controllo termico al confine del pezzo, che in genere si traduce in dettagli più nitidi e una finitura superficiale leggermente più liscia rispetto a SLS.
- Riutilizzabilità del materiale: La MJF vanta un tasso di aggiornamento della polvere più elevato (in genere 80% riciclati), mentre la SLS spesso richiede una miscela 50/50 di polvere riciclata e vergine. Questo rende MJF più conveniente e sostenibile in termini di consumo di materiali.
- Proprietà delle parti: I pezzi MJF sono generalmente più isotropi e presentano una maggiore resistenza alla trazione e densità rispetto alle loro controparti SLS, il che li rende meccanicamente superiori.
Quando scegliere MJF rispetto a SLS?
Scegliete MJF per i volumi di produzione più elevati, per le applicazioni in cui la velocità è fondamentale, per i pezzi che richiedono le migliori prestazioni meccaniche possibili e i dettagli più fini e quando il costo per pezzo è un fattore primario.
Stampa 3D SLS
2. MJF vs. Fused Deposition Modeling (FDM):
La FDM è una tecnologia basata sull'estrusione che costruisce pezzi depositando un filamento fuso strato per strato.
① Differenze chiave:
- Proprietà meccaniche (isotropia): Le parti FDM sono anisotropo, il che significa che sono significativamente più deboli sull'asse Z (tra gli strati) che sul piano XY. Le parti MJF sono quasi isotropoLa resistenza è estremamente costante in tutte le direzioni. Ciò rende l'MJF di gran lunga superiore per le parti funzionali che saranno sottoposte a carico.
- Finitura e dettaglio della superficie: MJF produce pezzi con una texture fine e granulare e una risoluzione delle caratteristiche molto più elevata. I pezzi FDM presentano linee di strato visibili e faticano a gestire dettagli fini e geometrie complesse senza strutture di supporto significative.
- Libertà di progettazione: La natura autoportante del letto di polvere MJF consente di creare geometrie estremamente complesse, canali interni e assemblaggi annidati che sono impossibili o poco pratici da stampare con FDM a causa della sua dipendenza da strutture di supporto.
- Velocità e scalabilità: Per un singolo pezzo di piccole dimensioni, la FDM potrebbe essere più veloce. Per la produzione di più pezzi contemporaneamente, MJF è nettamente superiore grazie alla capacità di annidare i pezzi e al processo di stampa su tutta l'area.
Quando scegliere MJF rispetto a FDM?
Scegliete MJF quando sono richieste prestazioni meccaniche, precisione dimensionale, geometrie complesse e una finitura superficiale professionale. La FDM è più adatta per modelli iniziali a basso costo, geometrie semplici e applicazioni in cui le proprietà anisotrope sono accettabili.
Stampa 3D FDM
3. MJF vs. Stereolitografia (SLA):
La SLA è una tecnologia di fotopolimerizzazione a tino che utilizza un laser UV per polimerizzare la resina fotopolimerica liquida strato per strato.
① Differenze chiave:
- Proprietà e durata del materiale: Le resine SLA, pur offrendo dettagli incredibili, sono generalmente più fragili e meno durevoli dei materiali termoplastici di grado ingegneristico utilizzati in MJF. Le parti in MJF (come la PA 12) sono resistenti, flessibili e adatte ad applicazioni funzionali complesse. Le parti SLA sono migliori per i modelli visivi e le applicazioni in cui è necessaria un'elevata rigidità ma non la resistenza agli urti.
- Finitura superficiale: SLA produce il finitura superficiale più liscia di qualsiasi tecnologia di stampa 3D, rendendola ideale per prototipi estetici, modelli di presentazione e modelli per la fusione. I pezzi MJF grezzi hanno una texture granulare, che può essere migliorata con la post-elaborazione.
- Focus sull'applicazione: MJF si rivolge a prototipi funzionali e parti di produzione. Lo SLA è lo standard di riferimento per modelli visivi ad alto dettaglio, prototipi di forma e modelli di fusione.
- Costo: Per i componenti funzionali, la MJF è generalmente più conveniente, soprattutto in scala.
Quando scegliere MJF rispetto a SLA?
Scegliete MJF per qualsiasi applicazione che richieda durata, resistenza agli urti, resistenza chimica e buone proprietà meccaniche per l'uso reale. Scegliete la SLA quando la priorità assoluta è una finitura superficiale ultra-liscia, simile a quella di un'iniezione, per scopi visivi o per la creazione di modelli master.

Stampa 3D SLA
Stampa 3D a getto multiplo (MJF)
Scoprite come funziona la stampa 3D Multi Jet Fusion (MJF), i suoi principali vantaggi, i materiali compatibili e perché è ideale per i prototipi funzionali e le parti di uso finale.

Risorse per La guida completa alla stampa 3D a getto multiplo (MJF)
Quali sono i principali vantaggi dell'utilizzo di MJF?
La fusione a getto multiplo offre un'interessante serie di vantaggi che la rendono una scelta di primo piano per la produzione moderna.
1. Velocità e produttività eccezionali:
Il processo di fusione a singolo passaggio e su tutta l'area è il fulcro della velocità di MJF. Elaborando un intero strato in una sola volta, può produrre pezzi a velocità fino a 10 volte superiori rispetto a tecnologie concorrenti come SLS e FDM, riducendo drasticamente i tempi di consegna sia per i prototipi che per le serie.
2. Proprietà meccaniche e isotropia superiori:
I pezzi MJF presentano le migliori proprietà isotropiche della categoria, vale a dire una resistenza e una durata quasi uniformi nelle direzioni X, Y e Z. Si tratta di un vantaggio critico rispetto a FDM e persino di un miglioramento rispetto a SLS, che consente di ottenere pezzi prevedibili e affidabili che funzionano come le loro controparti stampate a iniezione.
3. Alta precisione e risoluzione dei dettagli:
La combinazione di una testina di stampa a getto d'inchiostro ad alta risoluzione (1200 DPI) e dell'esclusivo agente di dettaglio consente a MJF di produrre pezzi con una definizione fine degli elementi (fino a 0,5 mm), bordi nitidi ed eccellente precisione dimensionale.
4. Costo-efficacia per lotti medio-piccoli:
L'alta velocità, l'efficiente nesting dei pezzi (riempimento del volume di costruzione in 3D) e il tasso di riutilizzo della polvere, leader nel settore, si combinano per offrire un basso costo per pezzo. Ciò la rende una soluzione di produzione economicamente valida per le serie troppo piccole per lo stampaggio a iniezione.
5. Libertà di progettazione (non sono necessarie strutture di supporto):
Come la SLS, i pezzi MJF sono supportati dal letto di polvere non fusa in cui vengono stampati. Ciò elimina la necessità di generare e post-elaborare strutture di supporto, consentendo la creazione di caratteristiche interne intricate, geometrie complesse e gruppi mobili pronti all'uso stampati in un unico pezzo.
6. Elevata riutilizzabilità del materiale:
Con tassi di riciclo della polvere fino a 20% di materiale vergine per costruzione, MJF minimizza gli scarti e riduce i costi dei materiali. Ciò lo rende una scelta più sostenibile ed economica rispetto ad altri processi a letto di polvere con tassi di riciclabilità inferiori.

Quali sono i limiti della fusione multigetto?
Sebbene l'MJF sia una tecnologia potente, è importante comprenderne i limiti per determinare se è la soluzione giusta per il vostro progetto.
1. Selezione limitata di materiali:
Rispetto a tecnologie come la FDM, il portafoglio di materiali per la MJF è attualmente più ridotto e si concentra principalmente su nylon e TPU. Sebbene i materiali disponibili siano altamente performanti, i progetti che richiedono materiali specifici come ABS, PC o ULTEM ad alta temperatura potrebbero dover ricorrere ad altri processi.
2. Finitura superficiale e colore intrinseci:
I pezzi MJF grezzi sono di colore grigio o nero (a seconda del materiale) e hanno una finitura superficiale opaca e leggermente granulosa, simile a una zolletta di zucchero. Anche se questo aspetto può essere migliorato in modo significativo con la post-elaborazione (come la tintura o la levigatura a vapore), non è paragonabile alla levigatezza di SLA o dello stampaggio a iniezione.
3. Tempo di raffreddamento richiesto:
Una parte importante del flusso di lavoro MJF è il ciclo di raffreddamento controllato. L'unità di costruzione deve raffreddarsi per un periodo approssimativamente pari al tempo di stampa per evitare deformazioni e garantire proprietà ottimali dei pezzi. Ciò significa che anche se un lavoro di stampa termina in 12 ore, i pezzi non saranno pronti per l'estrazione e la pulizia prima di 12 ore, con un impatto sul vero "time-to-part".
4. Non ideale per pezzi molto grandi:
Il volume di costruzione delle macchine MJF è generoso ma limitato (ad esempio, circa 380 x 284 x 380 mm per la serie 5200 di HP). Per i pezzi che superano queste dimensioni, è necessario spezzarli in pezzi più piccoli e assemblarli dopo la stampa, oppure utilizzare una tecnologia diversa con una piattaforma di costruzione più grande (come FDM o SLA di grande formato).
5. Costo iniziale dell'apparecchiatura più elevato:
Per le aziende che desiderano portare la tecnologia all'interno dell'azienda, l'investimento iniziale in un sistema MJF industriale (compresa la stampante, la stazione di lavorazione e i materiali) è notevole. Per questo motivo molte aziende scelgono di sfruttare la tecnologia attraverso un fornitore di servizi come noi.

Quali sono le linee guida di progettazione per la stampa 3D MJF?
La progettazione di parti specifiche per MJF garantisce il raggiungimento dei migliori risultati possibili in termini di qualità, precisione e resistenza. L'osservanza di queste linee guida ridurrà al minimo gli errori di stampa e ottimizzerà i pezzi per il processo.
1. Considerazioni chiave sulla progettazione:
① Spessore della parete:
- Minimo consigliato: 0,5 mm per elementi molto piccoli. Per i pezzi robusti, uno spessore minimo della parete di 1 mm è altamente raccomandato.
- Massimo: Evitare sezioni troppo spesse e solide, perché possono accumulare calore in eccesso, causando potenziali imprecisioni o deformazioni. Se possibile, scavate le sezioni più grandi.
② Dimensioni e diametri dei fori:
- Minimo: Per i fori verticali (perpendicolari agli strati), il diametro minimo di 0,5 mm è possibile.
- Le migliori pratiche: Progettare fori leggermente più grandi di quelli previsti per tenere conto di lievi restringimenti. Per i fori filettati, è meglio stamparli sottodimensionati e poi batterli in post-produzione per ottenere una qualità ottimale della filettatura.
③ Dimensione e risoluzione delle caratteristiche:
- Dettagli in rilievo/sovrimpressione: Per i dettagli di testo o di superficie, assicurarsi che abbiano un'altezza/profondità minima di 0,5 mm e uno spessore della linea di almeno 0,5 mm essere chiaramente leggibili.
- Caratteristiche più piccole: MJF può risolvere caratteristiche fino a 0,5 mm. Qualsiasi cosa più piccola potrebbe non essere stampata con successo.
④ Distanze per gli assiemi:
- Per le parti che devono incastrarsi o muoversi insieme (ad esempio, incastri a scatto, cerniere, parti che si incastrano), è necessario un gioco minimo di 0,4 mm è consigliato. Per i pezzi che richiedono un accoppiamento più lasco, aumentare a 0,6 mm o più.
⑤ Warping e grandi superfici piane:
- Superfici molto grandi, piatte e sottili (come una grande piastra di base) possono essere soggette a deformazioni durante il processo di raffreddamento.
- Mitigazione: Aggiungete nervature o tasselli per aumentare la rigidità o, se possibile, orientate il pezzo ad angolo nella costruzione. Anche spezzare le grandi aree piatte con una sottile texture può essere d'aiuto.
⑥ Incavi e fori di fuga:
- Per risparmiare materiale, ridurre il peso e i costi, si consiglia di scavare modelli solidi di grandi dimensioni.
- Fori di fuga: Se una parte è incavata, si mosto includere almeno due fori di fuga per consentire la rimozione della polvere non fusa dopo la stampa. Il diametro minimo consigliato per un foro di fuga è 2 mm, ma è meglio che sia più grande (4-5 mm) per facilitare la pulizia.

2. Tabella riassuntiva delle raccomandazioni di progettazione:
| Caratteristica | Minimo consigliato | Le migliori pratiche |
|---|---|---|
| Spessore della parete | 0,5 mm | 1,0 mm o superiore |
| Diametro del foro | 0,5 mm | 1,0 mm (rubinetto per filettatura) |
| Spazio libero (gruppi) | 0,4 mm | 0,6 mm per allentamenti |
| Dettaglio inciso/stampato | 0,5 mm di profondità/altezza | 1,0 mm per una maggiore chiarezza |
| Fori di fuga (per l'incavo) | 2,0 mm di diametro (2 fori) | Diametro 4,0 mm+ |
Quali opzioni di post-elaborazione sono disponibili per le parti MJF?
I pezzi MJF grezzi sono completamente funzionali, ma è possibile applicare una serie di opzioni di post-lavorazione per migliorarne l'estetica, la finitura superficiale e le proprietà funzionali specifiche.
1. Post-elaborazione standard:
Rimozione della polvere (granigliatura): Questa è una fase standard e necessaria per tutti i pezzi MJF. Dopo essere stati estratti dalla polvere sciolta, i pezzi vengono puliti meticolosamente in una cabina di sabbiatura utilizzando mezzi come le perle di vetro. In questo modo vengono rimossi tutti i residui di polvere, ottenendo una superficie pulita, opaca e leggermente strutturata. Questa è la finitura standard dei pezzi MJF.
2. Miglioramenti estetici e funzionali:
① Tintura:
Questo è il modo più comune ed economico per colorare i pezzi MJF. Poiché il materiale di base è poroso, accetta facilmente il colorante.
- Processo: I pezzi vengono immersi in un bagno di tintura calda, che penetra nella superficie, fornendo un colore intenso, ricco e duraturo.
- Colori comuni: Il nero è la scelta più popolare perché crea una finitura molto uniforme e professionale che nasconde le piccole imperfezioni. Sono disponibili anche altri colori come il blu, il rosso, il verde e il giallo.
- Risultato: Un colore resistente ai graffi che non si scheggia o si sfalda.
② Vapor Smoothing:
Si tratta di una tecnica di post-elaborazione trasformativa che migliora notevolmente la finitura superficiale.
- Processo: Il pezzo viene esposto a un solvente vaporizzato in una camera controllata. Il vapore fonde la superficie esterna del pezzo a livello microscopico, levigando la grana e sigillando la superficie.
- Risultato: Finitura superficiale liscia e semilucida che ricorda da vicino la plastica stampata a iniezione. Inoltre, migliora l'allungamento a rottura e rende il pezzo impermeabile e più facile da pulire.
③ Pittura e rivestimento:
Per esigenze specifiche di colore (ad esempio, corrispondenza con Pantone) o proprietà protettive speciali, i componenti MJF possono essere verniciati o rivestiti.
- Processo: I pezzi vengono in genere primerizzati per creare una base uniforme, quindi verniciati con vernici di tipo automobilistico o altre vernici specializzate. È possibile applicare rivestimenti come il Cerakote per migliorare la durezza, la resistenza all'usura e la resistenza chimica.
- Risultato: Opzioni di colore illimitate e proprietà superficiali personalizzate.
④ Lavorazione e maschiatura:
Per le caratteristiche che richiedono una precisione estremamente elevata che la stampa 3D non può raggiungere, le parti MJF possono essere lavorate secondariamente.
- Processo: Le superfici critiche possono essere fresate o tornite e i fori possono essere forati e maschiati per creare filettature forti e affidabili per le viti metalliche.
- Risultato: Un pezzo ibrido che combina la libertà di progettazione della MJF con la precisione della produzione sottrattiva tradizionale.
Domande frequenti sulla stampa 3D MJF
I tempi di consegna possono variare in base alle dimensioni dei pezzi, alla quantità e alla post-elaborazione richiesta. Tuttavia, grazie alla velocità di questa tecnologia, i tempi di consegna standard sono spesso di 3-5 giorni lavorativi per i pezzi con finitura standard di sabbiatura.
I componenti MJF sono eccezionalmente resistenti e durevoli, soprattutto quelli realizzati in PA 12 e PA 11. Le loro proprietà quasi isotrope li rendono affidabili in caso di sollecitazioni provenienti da qualsiasi direzione. Le loro proprietà quasi isotrope li rendono affidabili in presenza di sollecitazioni provenienti da qualsiasi direzione, rendendoli adatti ad applicazioni funzionali e a componenti di uso finale esigenti.
Un pezzo MJF grezzo, sabbiato a perline, ha una finitura grigia opaca con una struttura leggermente granulosa, spesso paragonata a una zolletta di zucchero o a una carta vetrata molto fine. Questa finitura può essere notevolmente migliorata con una post-elaborazione come la levigatura a vapore.
Un pezzo MJF grezzo presenta una certa microporosità e non è garantito che sia impermeabile. Tuttavia, l'applicazione di una fase di post-elaborazione come la levigatura a vapore sigilla la superficie, rendendo il pezzo impermeabile e adatto ad applicazioni con fluidi.
Rispetto a molti metodi di produzione, la MJF ha forti credenziali di sostenibilità. L'alto tasso di riutilizzabilità delle polveri (spesso 80% o più) riduce significativamente gli sprechi di materiale. Inoltre, la produzione di pezzi su richiesta elimina gli sprechi associati alla sovrapproduzione e alle scorte obsolete comuni nella produzione tradizionale.

Perché dovreste scegliere noi per le vostre esigenze di stampa 3D MJF?
Il nostro team ha una profonda esperienza nella tecnologia Multi Jet Fusion (MJF). Dalla fase iniziale di prototipazione alla produzione finale, forniamo una guida alla progettazione per la produzione (DFM) per garantire che i vostri pezzi siano funzionali e convenienti.
Utilizziamo stampanti HP Jet Fusion avanzate per produrre pezzi ad alta risoluzione, dimensionalmente precisi e ripetibili. Sia che abbiate bisogno di un singolo prototipo o di una grande produzione, abbiamo la capacità e la precisione necessarie per soddisfare le vostre esigenze.
Offriamo una selezione di materiali MJF ad alte prestazioni, tra cui PA 11, PA 12, PA 12 GB e TPU flessibile. Tutti i materiali sono accuratamente selezionati per garantire resistenza meccanica, durata ed eccellente finitura superficiale.
Grazie alla produzione interna e ai flussi di lavoro ottimizzati, possiamo consegnare i pezzi rapidamente, spesso entro 3-7 giorni a seconda della complessità e del volume, in modo che il vostro progetto non subisca mai ritardi.
Dalla levigatura e tintura a vapore alla post-lavorazione e all'assemblaggio, offriamo una gamma di servizi di finitura per aiutare i vostri pezzi MJF a soddisfare i requisiti funzionali ed estetici.
Serviamo clienti in tutto il mondo con una logistica affidabile e un'assistenza tecnica in lingua inglese. Le vostre domande riceveranno una risposta entro 12 ore.

How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper

How to Achieve Uniform Wall Thickness in Rib Design for Injection Molding?
Key Takeaways Achieving uniform wall thickness in rib design is critical for preventing cosmetic defects like sink marks and voids while maintaining structural integrity. The “golden rule” is maintaining a

How Does Gate Location Influence Injection Molded Part Quality?
Key Takeaways – Gate location determines the flow pattern of molten plastic, directly influencing structural strength, warpage, and cosmetic appearance. – Submarine (tunnel) gates offer automatic degating and clean aesthetics
Soluzioni di ottimizzazione fornite Gratuitamente
- Fornire feedback sulla progettazione e soluzioni di ottimizzazione
- Ottimizzazione della struttura e riduzione dei costi di stampaggio
- Parlare direttamente con gli ingegneri

