 Vai al contenuto
Vai al contenuto 

Stampaggio a iniezione è un processo di produzione utilizzato per realizzare parti in plastica. Il processo prevede l'iniezione di plastica fusa in uno stampo, che viene poi raffreddato e indurito per formare la forma desiderata. In questo post discuteremo delle fasi di stampaggio a iniezione in dettaglio.

Che cos'è lo stampaggio a iniezione?
Stampaggio a iniezione è noto anche come stampaggio a iniezione, un metodo di iniezione e stampaggio.
I vantaggi del stampaggio a iniezione sono la velocità di produzione, l'alta efficienza, il funzionamento automatico, la varietà di colori, le forme da semplici a complesse, le dimensioni da grandi a piccole e le dimensioni precise dei prodotti.
I prodotti di stampaggio a iniezione sono facili da rinnovare e possono essere trasformati in pezzi di forma complessa, per cui lo stampaggio a iniezione è adatto alla produzione di massa e a prodotti di forma complessa.
A una certa temperatura dello stampo, il materiale plastico viene completamente fuso mediante miscelazione a vite, iniettato nella cavità dello stampo ad alta pressione e quindi polimerizzato mediante raffreddamento per ottenere il prodotto stampato.
Questo metodo è adatto alla produzione di massa di pezzi di forma complessa ed è uno dei metodi di lavorazione più importanti.
Qual è il processo di stampaggio a iniezione?
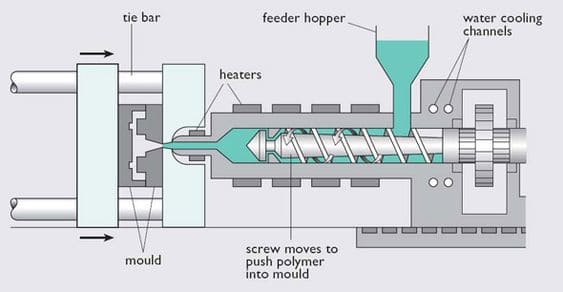
Stampaggio a iniezione è il processo che sfrutta le proprietà termofisiche delle materie plastiche per aggiungere i materiali dalla tramoggia alla botte, che viene riscaldata dall'anello di riscaldamento esterno alla botte per fondere i materiali.
Il materiale viene gradualmente plastificato, fuso e omogeneizzato dalla duplice azione del riscaldamento esterno e del taglio della vite.
Quando la vite ruota, il materiale viene spinto verso la testa della vite sotto l'azione dell'attrito e della forza di taglio della scanalatura della vite, che è stata fusa. Allo stesso tempo, la vite si ritira sotto l'azione contraria del materiale, in modo che la testa della vite formi uno spazio di stoccaggio per completare il processo di plastificazione.
Quindi, la vite inietta il materiale fuso nello spazio di stoccaggio nelle cavità dello stampo attraverso l'ugello ad alta velocità e ad alta pressione sotto l'azione della spinta del pistone del cilindro di iniezione.
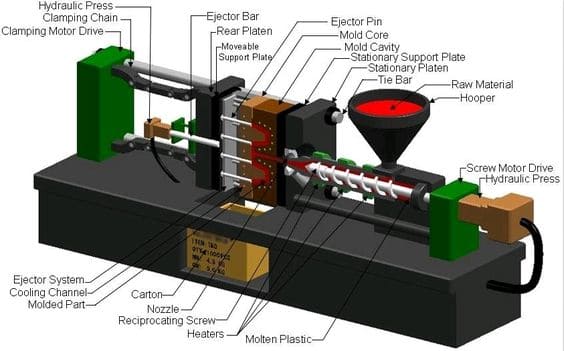
Dopo che il materiale fuso nella cavità è stato pressurizzato, raffreddato e polimerizzato, lo stampo viene aperto sotto l'azione del meccanismo di chiusura dello stampo e il prodotto modellato viene espulso dallo stampo dal dispositivo di espulsione.
In parole povere, stampaggio a iniezione è suddiviso in tre fasi: plastificazione della colata, stampaggio a iniezione, raffreddamento e modellazione.

I quattro elementi dello stampaggio a iniezione
Stampaggio a iniezione macchina
Materie prime in plastica
Condizioni di stampaggio
Flusso operativo della macchina di stampaggio a iniezione
Lavoro ausiliario - chiusura dello stampo - inserimento della sede - iniezione - mantenimento della pressione - raffreddamento (pompaggio della colla fusa) - schienale - apertura dello stampo - espulsione - prelievo del prodotto - schienale in alto - stampaggio a iniezione processo del ciclo macchina

Le fasi del processo di stampaggio a iniezione
1. Serraggio
Dopo aver verificato che non vi siano corpi estranei nello stampo o che l'inserto sia installato in posizione senza allentarsi, chiudere lo sportello di sicurezza anteriore e iniziare a chiudere lo stampo. Serraggio Prima che lo stampo venga iniettato con il materiale, entrambe le metà dello stampo devono essere chiuse. Esse vengono chiuse da un'unità di bloccaggio.
Quando lo stampo mobile e lo stampo fisso sono vicini, il sistema di espulsione di potenza e i sistemi a canale caldo del meccanismo di chiusura dello stampo passano automaticamente alla bassa pressione e alla bassa velocità (pressione di chiusura di prova), per poi passare all'alta pressione e bloccare lo stampo quando viene confermato che non ci sono corpi estranei nello stampo e che l'inserto non è allentato.
2. Posti a sedere in
Questa azione è generalmente disponibile solo all'inizio dello stampo di prova o quando vengono iniettati materiali speciali. Durante la normale produzione, la maggior parte delle sedi di iniezione sono fisse.
Dopo aver confermato che lo stampo ha raggiunto il livello di chiusura richiesto, la sede di iniezione viene spostata in avanti in modo che l'ugello si inserisca nella porta dello stampo e colleghi il canale ugello-canale di scorrimento stampo-cavità dello stampo.
3. Iniezione
Dopo aver confermato l'ugello e lo stampo, la vite applica la pressione al materiale fuso e inietta il materiale fuso nella parte anteriore del cilindro nella cavità dello stampo ad alta pressione e ad alta velocità, riempiendo infine la cavità con il materiale fuso.
Il riempimento dell'iniezione è la prima fase dell'intero ciclo di iniezione e il tempo viene conteggiato dall'inizio del processo di iniezione, quando lo stampo viene chiuso, fino al riempimento della cavità dello stampo a circa 95%.
In teoria, minore è il tempo di riempimento, maggiore è l'efficienza di stampaggio, ma in pratica il tempo di stampaggio o la velocità di iniezione sono soggetti a molte condizioni.
4. Pressione di mantenimento
Dopo che il materiale fuso è stato riempito nella cavità dello stampo, la vite mantiene ancora una certa pressione sul materiale fuso per evitare che il materiale fuso nella cavità dello stampo rifluisca e per rifornire il materiale fuso all'interno della cavità dello stampo a causa del processo di raffreddamento e del ritiro del materiale necessario per garantire la densità del prodotto, l'accuratezza dimensionale, le buone proprietà meccaniche, la vite si sposta in avanti di una piccola quantità quando mantiene la pressione.
Il ruolo della fase di pressione di mantenimento è quello di applicare continuamente una pressione per compattare la massa fusa e aumentare la densità della plastica (densificazione) per compensare il comportamento di ritiro della plastica.
Durante la pressione di mantenimento, la contropressione è elevata perché la cavità dello stampo è già riempita di plastica. Nel processo di compattazione della pressione di mantenimento, la stampaggio a iniezione La vite della macchina può avanzare lentamente solo per un piccolo movimento, e la portata della plastica è anche più lenta, il che è chiamato flusso di pressione di mantenimento.
Quando la plastica viene raffreddata e polimerizzata dalla parete dello stampo, la viscosità della massa fusa aumenta rapidamente, per cui la resistenza nella cavità dello stampo è notevole.
Nella fase successiva della pressione di mantenimento, la densità del materiale continua ad aumentare e il pezzo stampato si forma gradualmente. La fase di pressione di mantenimento deve continuare fino alla polimerizzazione e alla sigillatura del gate, quando la pressione della cavità nella fase di pressione di mantenimento raggiunge il valore massimo.

5. Raffreddamento (estrazione della colla fusa)
Quando la pressione di mantenimento viene esercitata fino a quando la massa fusa nella cavità aperta dello stampo perde la possibilità di rifluire dalla porta (cioè la porta è solidificata), allora la pressione può essere rimossa. Il prodotto continua a raffreddarsi, la vite ruota e i pellet di plastica che cadono dal serbatoio nel cilindro vengono trasportati in avanti con la rotazione della vite.
In questo processo di trasporto, il materiale viene gradualmente compattato, nella vite del barile al di fuori del riscaldamento e del calore di attrito della vite, il materiale viene gradualmente plastificato fuso, infine lo stato di flusso viscoso, e stabilire una certa pressione in modo che la vite nella rotazione dello stesso tempo indietro.
Quando la vite si ritira dalla valvola dosatrice, smette di plastificare e prepara il materiale per l'unità di iniezione successiva. La regolazione della contropressione rende il materiale più denso, esclude l'acqua e le sostanze a basso contenuto molecolare e plastifica in modo più uniforme.
All'arresto della rotazione di plastificazione, arretrare per un certo tratto per ridurre la pressione di fusione anteriore ed evitare la salivazione del materiale sull'ugello. Il pompaggio della colata e il raffreddamento del prodotto sono simultanei e, in genere, il tempo di iniezione non supera il tempo di raffreddamento del prodotto.
In stampi per stampaggio a iniezioneLa progettazione del sistema di raffreddamento è molto importante. Questo perché il prodotti in plastica stampata possono essere raffreddati e polimerizzati solo fino a una certa rigidità, e la deformazione dei prodotti plastici dovuta a forze esterne può essere evitata dopo lo stampaggio.
Poiché il tempo di raffreddamento rappresenta circa 70% - 80% dell'intero ciclo di stampaggio, un sistema di raffreddamento ben progettato può ridurre in modo significativo il tempo di stampaggio, aumentare stampaggio a iniezione produttività e ridurre i costi.
I sistemi di raffreddamento progettati in modo inadeguato allungano i tempi di stampaggio e aumentano i costi; un raffreddamento non uniforme provoca inoltre la deformazione dei prodotti in plastica.
6. Supporto del sedile
Dopo il dosaggio della plastificazione a vite, a volte per far sì che l'ugello non formi materiale freddo, l'ugello deve essere rimosso dallo stampo e sarà utilizzato per l'azione dello schienale.
Questa azione viene utilizzata insieme all'azione di fusione; esistono tre tipi di fusione: fusione fissa, prima della fusione, dopo la fusione; di solito si usa la fusione fissa e prima della fusione.
7. Raffreddamento
I tempi di raffreddamento del prodotto e di plastificazione della vite sono solitamente sovrapposti; in genere, il tempo di raffreddamento è più lungo del tempo di fusione.
Il prodotto deve essere raffreddato al di sotto della temperatura di transizione vetrosa del materiale prima di aprire lo stampo, in modo che il prodotto non si deformi quando viene espulso.
8. Apertura dello stampo
Il prodotto viene aperto in tempo dopo un raffreddamento sufficiente per abbreviare il ciclo di stampaggio e migliorare l'efficienza produttiva.
La pressione iniziale elevata e la bassa velocità di apertura dello stampo fanno uscire il prodotto dallo stampo fisso, seguita da una pressione di iniezione media e da un'alta velocità, passando a una bassa pressione e a una bassa velocità prima di terminare l'apertura dello stampo per evitare l'impatto e terminando l'azione di apertura dello stampo quando la distanza dell'apertura dello stampo è sufficiente per espellere ed estrarre il prodotto.
9. Espulsione
Una volta ottenuta la conferma dell'apertura dello stampo, il meccanismo di espulsione espelle il prodotto dallo stampo.
10. Estrarre il prodotto
In modalità semiautomatica, le materozze e tutti i prodotti vengono estratti manualmente dall'operatore; in modalità completamente automatica, le materozze e i prodotti o le materozze dei prodotti vengono estratti da un robot e cadono in modo affidabile e automatico.
11. Ritiro dell'espulsore
Quando il prodotto viene rilasciato dallo stampo, il perno dell'asta di espulsione rientra nella posizione originale.

Come stimare il tempo di ciclo dello stampaggio a iniezione?
Le fasi standard sopra descritte del stampaggio a iniezione Il ciclo può essere ripetuto per produrre prodotti in un ciclo batch.
Se la struttura del prodotto non è particolare, il tempo di iniezione è di circa 6 secondi, il tempo di mantenimento è di 10 secondi, il tempo di raffreddamento è di 25 secondi, il tempo di apertura più il tempo di espulsione è di 3 secondi, il tempo di prelievo robotizzato è di 3 secondi e se il prelievo manuale è di 6 secondi.







