 Vai al contenuto
Vai al contenuto 

Il PMMA è comunemente noto come plexiglass, acrilico, ecc. Il nome chimico è polimetilmetacrilato.
L'acido acrilico e i suoi esteri come materia prima di polimerizzazione del polimero sono collettivamente noti come esteri acrilici, la plastica corrispondente è collettivamente nota come plastica dell'acido poliacrilico, che è più ampiamente utilizzata nel polimetilmetacrilato.
Codice di abbreviazione del polimetilmetacrilato per PMMA stampo a iniezioneGuida alla Lavorazione per Stampaggio a Iniezione PMMA | ZetarMold.
Elevata resistenza meccanica, certa resistenza al calore e al freddo, resistenza alla corrosione, buone proprietà isolanti, stabilità dimensionale, facile da modellare, consistenza fragile, facile da sciogliere in solventi organici, la durezza superficiale non è sufficiente, facile da strofinare i capelli, può essere utilizzato per parti strutturali trasparenti che richiedono una certa resistenza, come tazze di olio, luci, parti di strumenti, lenti ottiche, regali decorativi e così via.

Tipi di materiali PMMA
Il plexiglass può essere suddiviso in quattro tipi in base al suo aspetto.
Il plexiglas incolore e trasparente è il materiale più comune e più utilizzato.
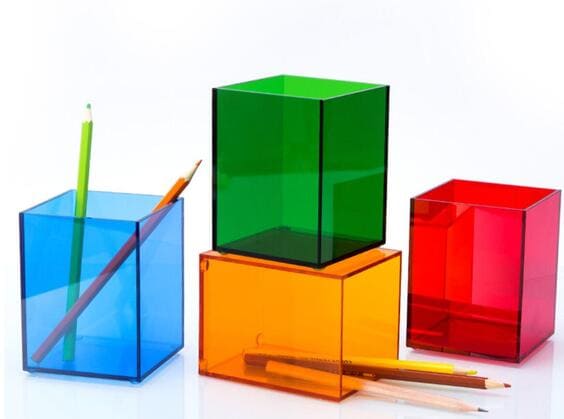
1. Plexiglass trasparente colorato: comunemente noto come lastra colorata. La trasmissione della luce è morbida e le scatole luminose e gli oggetti di artigianato realizzati con questo materiale fanno sentire le persone a proprio agio e generose.
2. Il plexiglass colorato si divide in: trasparente colorato, traslucido colorato, opaco colorato tre.
Il plexiglass magnetico non è brillante come il plexiglass perlato, è fragile e facile da rompere; è adatto alla realizzazione di quadranti, scatole, apparecchiature mediche e persone, materiali per la modellazione di animali.
Transparent plexiglass: high transparency, suitable for the PMMA injection molding production of lamps and lanterns. Chandeliers made of it, exquisite, crystal clear.
Il plexiglass traslucido è simile al vetro smerigliato, con un riflesso morbido, e l'artigianato realizzato con esso fa sentire le persone a proprio agio e generose.
3. Plexiglass perlescente: si ottiene aggiungendo al plexiglass generale polvere perlescente o polvere fluorescente.
Questo tipo di plexiglass ha colore e lucentezza, la finitura superficiale è elevata, la forma esterna di pressato a caldo dal stampo a iniezione, even after grinding and polishing, still maintain the injection molded pattern, the formation of a unique artistic effect.
Può essere utilizzato per realizzare personaggi, modelli di animali, marchi, decorazioni e materiali promozionali ed espositivi.
4. Plexiglass goffrato: suddiviso in trasparente, traslucido, incolore, fragile, facile da rompere, utilizzato per porte e finestre interne e altre decorazioni, con le caratteristiche di forma trasparente ma non trasparente, solitamente utilizzato in pareti divisorie interne o in porte e finestre che separano gli interni.

Caratteristiche principali del materiale PMMA
Il polimetilmetacrilato, comunemente noto come plexiglas e abbreviato in PMMA, presenta i vantaggi dell'elevata trasparenza, del prezzo contenuto e della facilità di lavorazione ed è spesso utilizzato come alternativa al vetro.
Il plexiglass è un importante materiale termoplastico sviluppato in precedenza, dotato di trasparenza, stabilità e resistenza agli agenti atmosferici, facile da tingere, facile da lavorare, di bell'aspetto e con un'ampia gamma di applicazioni nel settore delle costruzioni.
Alta trasparenza
Il plexiglass è il miglior materiale polimerico trasparente, con un tasso di trasmissione della luce di 92%, superiore a quello del vetro.
La lampada della lampada solare chiamata piccolo sole artificiale è fatta di quarzo, perché il quarzo può trasmettere completamente la luce ultravioletta. Il vetro ordinario può trasmettere solo 0,6% di luce ultravioletta, ma il plexiglass può trasmettere 73%.

Elevata resistenza meccanica
La massa molecolare relativa del plexiglass è di circa 2 milioni, si tratta di un composto polimerico a catena lunga e la catena che forma la molecola è molto morbida, pertanto la forza del plexiglass è relativamente elevata e la resistenza allo stiramento e all'impatto è 7-18 volte superiore a quella del vetro ordinario.
Il plexiglas viene sottoposto a un trattamento di riscaldamento e stiramento, in cui i segmenti della catena molecolare si dispongono in modo molto ordinato, in modo da aumentare notevolmente la tenacità del materiale.
Con un chiodo in questo plexiglass, anche se il chiodo è penetrato, il plexiglass non produce crepe. Questo tipo di plexiglass non si rompe in pezzi nemmeno dopo essere stato trapassato da un proiettile.
Pertanto, il trattamento di stiramento del plexiglas può essere utilizzato come vetro antiproiettile, ma anche come copertura della cabina di pilotaggio degli aerei militari.
Peso ridotto
La densità del plexiglass è di 1,18 g/cm3; a parità di dimensioni del materiale, il suo peso è solo la metà del vetro ordinario, l'alluminio metallico (un metallo leggero) 43%.
Facile da elaborare
Il plexiglass non solo può essere tagliato al tornio, alla macchina perforatrice per la foratura e può essere incollato in varie forme di apparati con acetone, cloroformio, ecc. ma può anche essere trasformato in grande per coprire la cabina di pilotaggio dell'aereo, in piccolo per le protesi dentarie e le staffe dentali e in altri prodotti colorati mediante stampaggio a soffio, iniezione, estrusione e altro. produzione di stampi in plastica metodi.

Proprietà fisiche dei materiali PMMA
Il polimetilmetacrilato ha buone proprietà meccaniche complessive ed è all'avanguardia tra le materie plastiche per uso generale. Le resistenze alla trazione, alla flessione e alla compressione sono superiori a quelle delle poliolefine, ma anche a quelle del polistirene e del cloruro di polivinile, ecc. La resistenza agli urti è più scarsa, ma anche leggermente migliore di quella del polistirene.
Le proprietà meccaniche, come la trazione, la flessione e la compressione, sono più elevate per le lastre di polimetilmetacrilato polimerizzato colato (ad esempio, le lastre di plexiglass per l'aviazione), che possono raggiungere il livello dei tecnopolimeri come la poliammide e il policarbonato.
In generale, la resistenza alla trazione del polimetilmetacrilato può raggiungere il livello di 50-77MPa, la resistenza alla flessione può raggiungere i 90-130MPa, il limite superiore di questi dati prestazionali ha raggiunto o addirittura superato alcuni tecnopolimeri.
L'allungamento a rottura è di soli 2%-3%, per cui le sue proprietà meccaniche sono fondamentalmente di plastica dura e fragile, con sensibilità all'intaglio, facile da incrinare sotto sforzo, ma la frattura non è così netta e irregolare come quella del polistirene e del vetro inorganico ordinario.
40℃ è una temperatura di transizione secondaria, che equivale alla temperatura alla quale il gruppo metilico laterale inizia a muoversi; oltre i 40℃, la tenacità e la duttilità del materiale migliorano. La durezza superficiale del polimetilmetacrilato è bassa e si graffia facilmente.

La resistenza del polimetilmetacrilato è correlata al tempo di azione della tensione e diminuisce con l'aumentare del tempo di azione. Le proprietà meccaniche del polimetilmetacrilato (plexiglass orientato) dopo l'orientamento a trazione sono notevolmente migliorate, così come la sensibilità all'intaglio.
La resistenza al calore del polimetilmetacrilato non è elevata e, sebbene la sua temperatura di transizione vetrosa raggiunga i 104°C, la temperatura massima di utilizzo continuo varia tra i 65°C e i 95°C con diverse condizioni di lavoro, la temperatura di deformazione termica è di circa 96°C (1,18 MPa) e il punto di rammollimento Vicat è di circa 113°C.
La resistenza al calore può essere migliorata mediante copolimerizzazione del monomero con metacrilato di acrilato o bis-estere di glicole.
Anche la resistenza al freddo del polimetilmetacrilato è scarsa, con una temperatura di infragilimento di circa 9,2°C.
La stabilità termica del polimetilmetacrilato è media, migliore di quella del cloruro di polivinile e della poliformaldeide, ma inferiore a quella della poliolefina e del polistirene; la temperatura di decomposizione termica è leggermente superiore a 270 ℃, la sua temperatura di scorrimento è di circa 160 ℃, per cui esiste ancora un'ampia gamma di temperature di lavorazione della fusione.
La conduttività termica e la capacità termica specifica del polimetilmetacrilato sono medie nella plastica, rispettivamente 0,19W/CM.K e 1464J/Kg.K.

Proprietà chimiche dei materiali PMMA
Resistenza ai reagenti chimici e ai solventi
Il PMMA è resistente agli acidi inorganici diluiti, ma gli acidi inorganici concentrati possono causarne l'erosione, resistente agli alcali, ma l'idrossido di sodio e l'idrossido di potassio caldi possono causarne la lisciviazione, resistente ai sali e ai grassi, resistente agli idrocarburi alifatici, insolubile in acqua, metanolo, glicerolo, ecc. ma può assorbire il rigonfiamento dell'alcool e produrre cricche da stress, non resistente a chetoni, idrocarburi clorurati e idrocarburi aromatici.
Il suo parametro di solubilità è di circa 18,8(J/CM3)1/2 e può essere disciolto in molti idrocarburi clorurati e aromatici, come dicloroetano, tricloroetilene, cloroformio, toluene, ecc. Anche l'acetato di vinile e l'acetone possono scioglierlo.
Il polimetilmetacrilato ha una buona resistenza a gas come l'ozono e il biossido di zolfo.
Resistenza agli agenti atmosferici
Il polimetilmetacrilato ha un'eccellente resistenza all'invecchiamento atmosferico. I suoi campioni sono stati sottoposti a test di invecchiamento naturale per 4 anni, con variazione di peso, leggera diminuzione della resistenza alla trazione e della trasmissione della luce, leggero ingiallimento del colore, diminuzione più evidente della resistenza alle strisce d'argento e leggero aumento della resistenza agli urti, e quasi nessuna variazione delle altre proprietà fisiche.
Infiammabilità
Il polimetilmetacrilato è molto facile da bruciare e l'indice di ossigeno finale è solo 17,3.
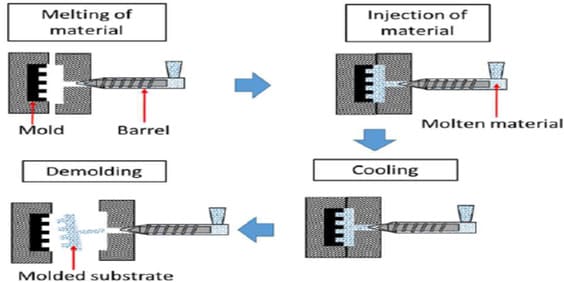
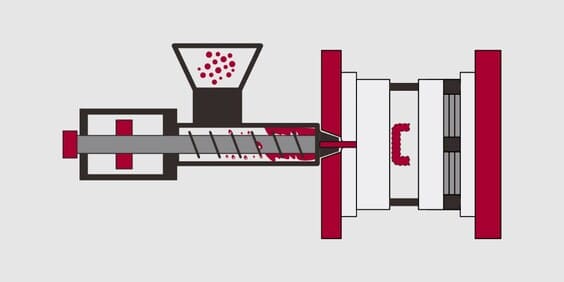
Processo di stampaggio a iniezione del PMMA
Trattamento della plastica
PMMA has certain water absorption, its water absorption rate reaches 0.3-0.4%, and manufacturing injection molding shall be below 0.1% of the temperature, usually 0.04%.
La presenza di acqua fa apparire sulla massa fusa bolle, linee d'aria, riduzione della trasparenza, ecc. Quindi deve essere asciugato.
La temperatura di essiccazione è di 80-90°C e il tempo di essiccazione è di 3 ore o più.
Il materiale riciclato può essere utilizzato 100% in alcuni casi, la quantità effettiva dipende dai requisiti di qualità, di solito può essere superiore a 30%, il materiale riciclato deve evitare l'inquinamento altrimenti influisce sulla trasparenza e sulla natura del prodotto finito.
Selezione della macchina per lo stampaggio a iniezione
PMMA has no special requirements for injection molding machine. Because of its high melt viscosity, the need for deeper screw grooves and larger diameter nozzle holes.
If the strength of the product is high, the screw with a larger aspect ratio should be used for low temperature plasticization. In addition, PMMA injection molding must use dry hopper to store the material.

Progettazione di stampi e cancelli
La temperatura dello stampo può essere di 60℃-80℃, il diametro del canale di flusso principale deve corrispondere alla conicità interna, l'angolo migliore è di 5°-7°.
Se si desidera iniettare prodotti di 4 mm o più, l'angolo dovrebbe essere di 7°, il diametro del canale di flusso principale dovrebbe essere di 8-10 mm, la lunghezza complessiva della porta non dovrebbe superare i 50 mm, per i prodotti con spessore della parete inferiore a 4 mm, il diametro del canale di flusso dovrebbe essere di 6-8 mm.
Per i prodotti con spessore della parete superiore a 4 mm, il diametro della guida deve essere di 8-12 mm. Per le porte a forma di bordo, di ventaglio e di pendente, la profondità dovrebbe essere di 0,7-0,9t (t è lo spessore della parete del prodotto) e il diametro delle porte a forma di ago dovrebbe essere di 0,8-2 mm; per i prodotti a bassa viscosità si dovrebbe utilizzare una dimensione inferiore.
I fori di sfiato comuni sono profondi da 0,05 a 0,07 mm e larghi 6 mm. La pendenza di sformatura è compresa tra 30′-1° e 35′-1°30°.
Temperatura di fusione
Può essere misurato con il metodo dell'iniezione d'aria: da 210℃ a 270℃, a seconda delle informazioni fornite dal fornitore.
Temperatura di iniezione
Disponibile per l'iniezione rapida, ma per evitare elevate sollecitazioni interne, si consiglia di utilizzare l'iniezione in più fasi, ad esempio lenta-veloce-lenta, ecc. Quando si iniettano pezzi spessi, si utilizza una velocità lenta.
Tempo di conservazione
Se la temperatura è di 260℃, il tempo di ritenzione non deve superare i 10 minuti al massimo; se la temperatura è di 270℃, il tempo di ritenzione non deve superare gli 8 minuti.
Quali sono le condizioni di processo per lo stampaggio a iniezione del PMMA?
Prestazioni del processo di stampaggio del PMMA
1. Il PMMA contiene metile laterale polare, c'è un assorbimento di umidità più evidente, il tasso di assorbimento dell'umidità è generalmente 0,3%- 0,4%, quindi lo stampaggio deve essere asciugato prima, condizioni di asciugatura per 80 ~ 85 ℃, 4 ~ 5h.
2. La viscosità della fusione del PMMA è elevata, la velocità di raffreddamento è più rapida, le parti in plastica sono facili da produrre stress interno, dopo lo stampaggio deve essere post-trattato.
3. Il PMMA è un materiale amorfo, stampaggio a iniezione Il tasso di contrazione e il campo di variazione sono piccoli, generalmente 0,5%-0,8%, quindi la precisione del prodotto è elevata.
4. A causa della scarsa fluidità della massa fusa di PMMA, per facilitare il riempimento della massa fusa è necessario utilizzare porte di grandi dimensioni.
5. Il PMMA fuso ha evidenti caratteristiche di fluido non newtoniano, la viscosità del fuso aumenta con la velocità di taglio e diminuisce significativamente, la viscosità del fuso è sensibile alle variazioni di temperatura.
6. Per ridurre la viscosità della massa fusa di PMMA, è possibile aumentare la pressione di stampaggio e la temperatura del materiale per ottenere una migliore fluidità.
7. Il PMMA ha un'ampia gamma di stampaggio a iniezione temperatura di lavorazione, la temperatura di inizio flusso di 160 ℃, la temperatura di decomposizione di 270 ℃.
8. Per facilitare il flusso della massa fusa di PMMA, la sezione trasversale della porta dello stampo deve essere corta e spessa, evitando di utilizzare una porta di sezione larga e sottile.
Le principali condizioni di stampaggio a iniezione del PMMA
Temperatura del barile
The thermal stability of PMMA injection molding is medium, the thermal decomposition temperature is slightly higher than 270℃, usually, for screw type injection molding machine, the barrel temperature is controlled at 180~230℃, while the plunger type injection molding machine is higher than the screw type by 20℃: about. The nozzle temperature is about 20℃ lower than the barrel temperature.
Temperatura dello stampo
Poiché la velocità di raffreddamento della massa fusa di PMMA è rapida, le parti in plastica sono facili da produrre sollecitazioni interne; pertanto, il controllo alto e basso di stampo a iniezione temperature is strict, and the general injection mold temperature is controlled at 40~80℃.
Pressione di iniezione
As the viscosity of PMMA melt is high and the flowability is poor, so the injection molded pressure should be high, the injection pressure is generally controlled at 80-120MPa, and the holding pressure is 40-60MPa.

Processo e precauzioni per lo stampaggio a iniezione di plastica PMMA
Essiccazione della plastica PMMA
PMMA has a certain water absorption, its water absorption rate reaches 0.3-0.4%, and PMMA injection molding shall be below 0.1% of the wetness, usually 0.04%.
La presenza di acqua fa apparire bolle, linee d'aria, diminuzione della trasparenza, ecc. È quindi necessario essiccare il prodotto. La temperatura di essiccazione è di 80-90°C e il tempo di essiccazione è di 3 ore o più.
Il materiale riciclato può essere utilizzato 100% in alcuni casi, la quantità effettiva dipende dai requisiti di qualità, di solito può essere superiore a 30%, il materiale riciclato per evitare l'inquinamento altrimenti influenzerà la trasparenza e la natura del prodotto finito.
Selezione della macchina per lo stampaggio a iniezione di plastica PMMA
PMMA has no special requirements for injection molding machine. Because of its high melt viscosity, the need for deeper screw grooves and larger diameter injection nozzle holes.
If the strength of the product requirements are high, it is necessary to use a larger aspect ratio of the screw to implement low-temperature plasticization. In addition, PMMA plastic injection molding must use dry hopper to store the material.
Progettazione di stampi e cancelli
La temperatura del stampi a iniezione può essere di 60℃-80℃, il diametro del canale di flusso principale deve corrispondere alla conicità interna, l'angolo migliore è di 5°-7°, se si vogliono iniettare prodotti di 4 mm o più, l'angolo deve essere di 7°.
The diameter of the main runner should be 8 to 10mm, and the overall length of the gate should not exceed 50mm. For plastic mold products with wall thickness less than 4mm, the runner diameter should be 6-8mm.
Il diametro della guida dovrebbe essere di 8-12 mm. La profondità del bordo, del ventaglio e del cancello pendente dovrebbe essere compresa tra 0,7 e 0,9t (t è lo spessore della parete del prodotto), mentre il diametro del cancello a forma di ago dovrebbe essere compreso tra 0,8 e 2 mm; per le basse viscosità si dovrebbe scegliere una dimensione inferiore.
I fori di sfiato comuni sono profondi 0,05 e larghi 6 mm, con una pendenza di rilascio di 30′-1° parte della cavità compresa tra 35′-1°30°.
Temperatura di fusione della plastica PMMA
Can be measured by air injection method: from 210℃~270℃, depending on the information provided by the supplier. Withdraw the back seat so that the nozzle of the injection molding machine leaves the main flow bushing, and then plasticize the injection manually, which is the counter-air injection.
Velocità e tempo di permanenza dell'iniezione di plastica PMMA
Available for fast injection molding production , but to avoid a high degree of internal stress, it is advisable to use multi-stage injection, such as slow-fast-slow, etc., and slow speed when injecting thick parts.
Nota: se la temperatura è di 260℃, il tempo di ritenzione non deve superare i 10 minuti al massimo; se la temperatura è di 270℃, il tempo di ritenzione non deve superare gli 8 minuti.
Vantaggi e svantaggi del materiale PMMA
L'acrilico, noto anche come PMMA o vantaggi del plexiglas, è il miglior nuovo materiale per la produzione di sanitari dopo la ceramica, rispetto ai tradizionali materiali ceramici, l'acrilico, oltre all'impareggiabile alta luminosità, presenta i seguenti vantaggi.
I vantaggi del materiale PMMA
1. Estetica del plexiglass: effetto specchio, squisita fattura, assenza di grinze e di cuciture;
2. L'effetto visivo del plexiglass: vari colori, forte impatto visivo.
3. Trasmissione della luce del plexiglass: il tasso di trasmissione della luce può raggiungere 96%, eccellente tasso di trasmissione della luce, luce morbida.
4. Resistenza agli urti del plexiglass: più di 200 volte rispetto ai normali prodotti in vetro, quasi nessun rischio di rottura;
5. La durata del plexiglass: il prodotto ha un'ottima protezione per la sorgente luminosa incorporata, prolungando la vita dei prodotti della sorgente luminosa;
6. Resistenza agli agenti atmosferici del plexiglass: Può mantenere il colore per lungo tempo e la buona qualità della lastra può essere utilizzata per 6-13 anni;
7. Il plexiglass è resistente alla fiamma: non si brucia spontaneamente ed è autoestinguente;
8. Risparmio energetico del plexiglass: ottima trasmissione della luce, riduzione relativa della sorgente luminosa, risparmio di elettricità, riduzione dei costi di utilizzo;
9. Ragionevolezza del plexiglass: design ragionevole e impermeabile e resistente all'umidità, struttura aperta, facile da pulire e mantenere, ecc.

Gli svantaggi del materiale PMMA
A causa della difficoltà di produzione dell'acrilico e del suo costo elevato, esistono sul mercato molti sostituti di bassa qualità e a basso costo.
Questi sostituti sono noti anche come "acrilici", infatti, è il normale pannello organico o composito noto anche come pannello sandwich.
La tavola organica ordinaria con il materiale organico ordinario di vetro fessurato più la colata di pigmento e diventa, la durezza della superficie è bassa, facile da sbiadire, con una levigatura fine l'effetto di lucidatura è scarso.
I pannelli compositi hanno solo uno strato molto sottile di superficie acrilica, il centro è in plastica ABS, l'uso di espansione e contrazione termica è facile alla delaminazione.
Vero o falso acrilico, può essere identificato dalla sezione trasversale della lastra della sottile differenza di colore e dell'effetto di lucidatura.
Campi di applicazione del materiale PMMA
Il plexiglass è ampiamente utilizzato, non solo nel commercio, nell'industria leggera, nell'edilizia, nell'industria chimica e così via. Nella produzione di plexiglass, nella decorazione pubblicitaria, il modello a sabbia è molto utilizzato, come ad esempio: insegne, cartelloni pubblicitari, pannelli luminosi e pannelli di lettere cinesi e inglesi.
La selezione dei materiali dipende dal progetto di modellazione, dal tipo di modellazione, dal tipo di plexiglass, dal colore, dalla varietà, e deve essere ripetutamente testata per ottenere l'effetto migliore. Con un buon progetto di modellazione, ma anche con un'accurata lavorazione e produzione, al fine di diventare un bel mestiere.
1. Applicazioni architettoniche: finestre, porte e finestre insonorizzate, coperture per luci, cabine telefoniche, ecc.
2. Applicazione pubblicitaria: light box, cartello, segnaletica, espositore, ecc.
3. Applicazioni nel settore dei trasporti: treni, automobili e altre porte e finestre di veicoli, ecc.
4. Applicazioni mediche: incubatrici per bambini, vari strumenti medico chirurgici Prodotti civili: servizi igienici, artigianato, cosmetici, staffe, acquari, ecc.
5. Applicazioni industriali: piastre e coperture per strumenti, ecc.
6. Applicazioni per l'illuminazione: lampade fluorescenti, lampadari, paralumi per lampioni, ecc.
7. Applicazioni domestiche: piatti per la frutta, scatole per i fazzoletti di carta, dipinti artistici in acrilico e altri prodotti di uso quotidiano per la casa.

Sintesi
Questo blog presenta i tipi di tecnopolimeri PMMA, le loro proprietà e le loro caratteristiche. modellamento a iniezione personalizzato processo, la selezione delle attrezzature, la modellazione del prodotto e le considerazioni sulla progettazione degli stampi nella produzione reale, nonché le soluzioni ai difetti più comuni.
In the actual PMMA material selection and injection molding product production, it is recommended to choose an experienced produttore di stampi a iniezione e fornitore di prodotti per lo stampaggio a iniezione di raccomandare un materiale PMMA adatto in termini di utilizzo del prodotto e di requisiti funzionali, aspetto, ecc. per garantire la corretta realizzazione del progetto.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






