 Vai al contenuto
Vai al contenuto 

Introduzione: Gli stampi sono importantissimi nell'industria di oggi e la loro qualità influisce direttamente sulla qualità dei prodotti.

La plastica stampaggio a iniezione Il processo di produzione degli stampi è generalmente suddiviso in: personalizzazione del cliente, progettazione dello stampo, produzione dello stampo, ispezione e prova dello stampo, modifica e riparazione dello stampo, manutenzione dello stampo.
Personalizzazione del cliente
La produzione di stampi in plastica inizia con i tecnici del cliente che forniscono al costruttore di stampi i disegni del prodotto. Il produttore di stampi prende i dati del prodotto, li mastica e li sputa sotto forma di elenco di attività di produzione di stampi in plastica. Questa è l'ingegneria del cliente.

Requisiti di produzione delle parti in plastica
È necessario comprendere i requisiti tecnici dei pezzi, ad esempio se possono essere lavorati, se possono essere dimensionati con precisione, ecc.
Ad esempio, quali sono i requisiti per l'aspetto, la trasparenza del colore e le prestazioni delle parti in plastica? La struttura geometrica, l'inclinazione, l'inserto, ecc. delle parti in plastica sono ragionevoli? Qual è il grado consentito di difetti di stampaggio, come segni di saldatura e fori di restringimento, e se sono previste lavorazioni successive come verniciatura, galvanica, serigrafia e foratura.

Valutare se le tolleranze dimensionali sono strette e se è possibile stampare un pezzo in plastica che soddisfi i requisiti. Inoltre, è necessario conoscere i parametri di plastificazione e di processo della plastica fusa.
Informazioni sul processo
Comprendere i requisiti del metodo dello stampo a iniezione, del modello di macchina per la birra, delle prestazioni della resina plastica, del tipo di struttura dello stampo, ecc.

Il materiale di stampaggio deve essere sufficientemente resistente per la parte in plastica, scorrere bene, essere uguale dappertutto, essere uguale in tutte le direzioni e non cambiare quando si scalda.
A seconda dello scopo della parte in plastica e della successiva lavorazione, il materiale di stampaggio deve essere adatto alla tintura, alla placcatura in metallo, all'aspetto, all'elasticità e alla flessibilità, alla trasparenza o alla lucentezza, all'adesione (come nel caso delle onde sonore) o alla saldatura.
Seleziona le attrezzature per lo stampaggio
Capacità di iniezione, pressione di chiusura, pressione di iniezione, unità di iniezione, dimensioni di installazione dello stampo, dispositivo di espulsione e dimensioni, diametro del foro dell'ugello e raggio sferico dell'ugello, dimensioni dell'anello di posizionamento del manicotto a saracinesca, spessore massimo e minimo dello stampo, corsa della sagoma, ecc.
Piano specifico per la struttura della muffa
Stampo a due piastre, stampo a tre piastre. Se la struttura dello stampo è affidabile, se soddisfa la tecnologia di processo (come la forma geometrica, la finitura superficiale e l'accuratezza dimensionale, ecc.) e i requisiti economici di produzione delle parti in plastica (basso costo del pezzo, alta efficienza produttiva, funzionamento continuo dello stampo, lunga durata, risparmio di manodopera, ecc.)
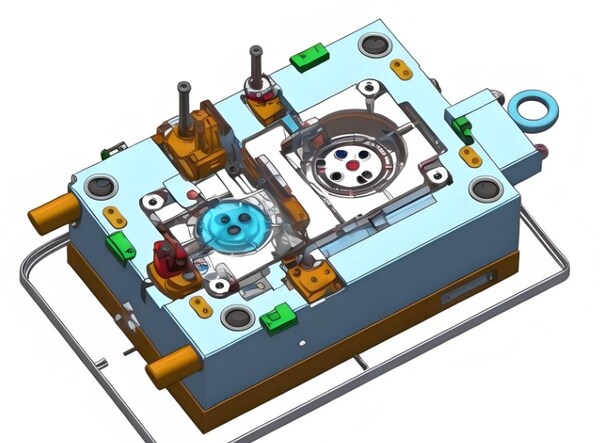
Progettazione della struttura dello stampo
Per realizzare un buon stampo, sono necessarie buone attrezzature di lavorazione e stampisti esperti. Ma la cosa più importante è avere una buona progettazione dello stampo. Soprattutto per gli stampi complessi, la qualità del progetto dello stampo rappresenta più dell'80% della qualità dello stampo.
Un buon progetto di stampo è: con la premessa di soddisfare i requisiti del cliente, il costo di lavorazione è basso, la difficoltà di lavorazione è piccola e il tempo di lavorazione è breve.
Per ottenere questo risultato, è necessario non solo comprendere appieno i requisiti del cliente, ma anche capire le stampaggio a iniezione macchina, struttura dello stampo, tecnologia di lavorazione e capacità di lavorazione della propria fabbrica di stampi.
La struttura dello stampo è determinata dal tipo di macchina per lo stampaggio a iniezione e dalle caratteristiche delle parti in plastica. Durante la progettazione, è necessario concentrarsi sui seguenti aspetti: specifiche tecniche della macchina per lo stampaggio a iniezione; prestazioni di processo delle materie plastiche; sistema di colata, compresi i canali, le porte, ecc;
Parti di stampaggio; parti strutturali comunemente utilizzate; meccanismo di posizionamento; meccanismo di espulsione; controllo della temperatura dello stampo; scarico; materiale dello stampo.Quando si progetta uno stampo, è necessario pensare a molti aspetti e scegliere una buona forma che faccia funzionare bene lo stampo.
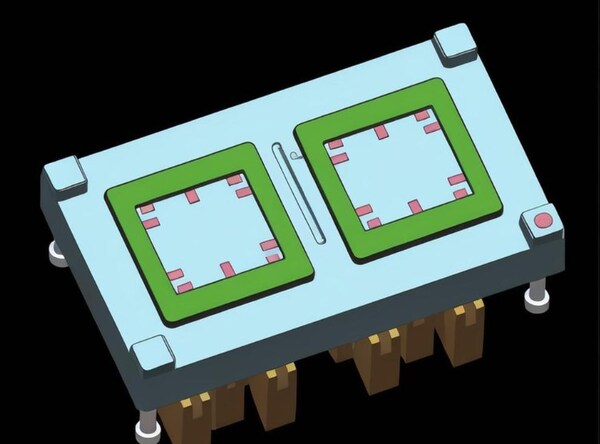
Classifica delle parti in plastica
La classificazione dei pezzi in plastica consiste nel mettere in ordine uno o più pezzi in plastica di cui si ha bisogno, in base al modo in cui si intende produrli e a ciò che il cliente desidera.

La classificazione delle parti in plastica integra la struttura dello stampo e la lavorabilità della plastica e influisce direttamente sul successivo processo di stampaggio a iniezione. La struttura dello stampo corrispondente deve essere presa in considerazione durante la classificazione e la classificazione deve essere regolata in base al rispetto della struttura dello stampo.
Dal punto di vista del processo di stampaggio a iniezione, è necessario considerare i seguenti punti per la classificazione:

a. Lunghezza della guida; b. Scarto della guida; c. Posizione della porta; d. Bilanciamento dell'alimentazione della colla; e. Bilanciamento della pressione della cavità. Per quanto riguarda la struttura dello stampo, è necessario considerare i seguenti punti: a. Assicurarsi che soddisfi i requisiti della colla sigillante.
b. Assicurarsi che la struttura dello stampo abbia spazio sufficiente: verificare se c'è spazio sufficiente per la base del canale di colata, il canale di colata, la linea di separazione e gli altri spazi necessari; verificare se la struttura dello stampo è sufficientemente robusta; verificare se ci sono interferenze tra più parti in movimento; verificare che la posizione della boccola non interferisca con la posizione del perno di espulsione.
c. Tenere conto delle viti, dell'acqua di raffreddamento e del dispositivo di espulsione: quando si stila la classifica, considerare come le viti e gli espulsori influiscono sui fori dell'acqua di raffreddamento.
d. Assicurarsi che il rapporto tra lunghezza e larghezza dello stampo sia equilibrato: lo stampo deve essere il più compatto possibile, con un buon rapporto tra lunghezza e larghezza, e tenere conto di come si adatterà allo stampo. stampaggio a iniezione macchina.

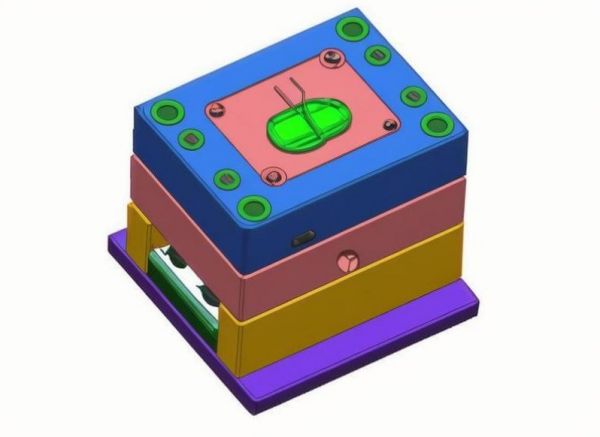
Separazione
Scegliere la corretta superficie di separazione, considerare la distanza di tenuta, costruire un piano di riferimento, bilanciare la pressione laterale, appiattire la superficie di contatto dell'ugello, gestire il contatto e la penetrazione di piccoli fori, evitare l'acciaio tagliente e considerare in modo completo l'aspetto del prodotto.
Verifica della troncatura e miglioramento della resistenza dello stampo
Scegliere la giusta superficie di separazione, considerare la distanza di tenuta, costruire un piano di riferimento, bilanciare la pressione laterale, appiattire la superficie di contatto dell'ugello, gestire il contatto e la penetrazione di piccoli fori, evitare l'acciaio tagliente e considerare globalmente l'aspetto del prodotto.
Per assicurarsi che lo stampo possa funzionare normalmente, è necessario verificare non solo la resistenza complessiva dello stampo, ma anche la resistenza della struttura locale dello stampo.
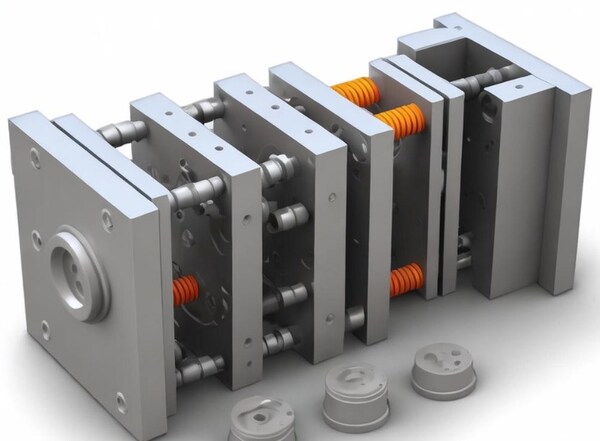
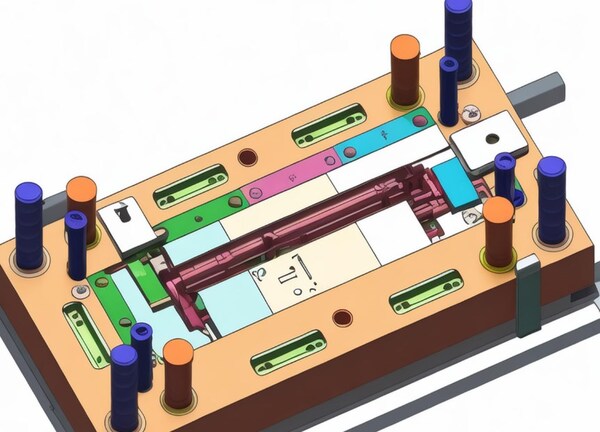
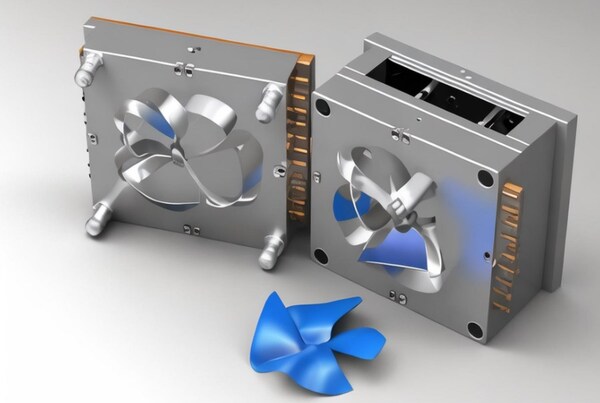
Progettazione di parti di stampo
Le parti dello stampo possono essere suddivise in due tipi: parti di formazione e parti strutturali. Le parti di formatura sono quelle che partecipano direttamente alla formazione dello spazio della cavità, come lo stampo concavo (cavità), il punzone (nucleo), l'inserto, la slitta, ecc.
Le parti strutturali sono quelle utilizzate per l'installazione, il posizionamento, la guida, l'espulsione e varie azioni durante il processo di formatura, come gli anelli di posizionamento, gli ugelli, le viti, le aste di trazione, gli espulsori, gli anelli di tenuta, le piastre di trazione a distanza fissa, i ganci, ecc.
Quando dividiamo gli inserti, consideriamo principalmente i seguenti aspetti: assenza di acciaio tagliente, acciaio sottile, facilità di lavorazione, facilità di regolazione delle dimensioni e di riparazione, garanzia di resistenza delle parti stampate, facilità di assemblaggio, nessun impatto sull'aspetto e considerazione completa del raffreddamento (dopo che gli inserti sono stati realizzati, è difficile raffreddare localmente e la situazione di raffreddamento deve essere considerata).

Nella progettazione di parti strutturali, il principio generale per la disposizione dei perni di espulsione e dei canali di raffreddamento è quello di disporre prima i perni di espulsione, poi i canali di raffreddamento e infine regolare i perni di espulsione. Tuttavia, nella produzione reale, spesso si tiene conto della modifica dello stampo.

Una volta terminato lo stampo, i canali di raffreddamento non vengono avviati immediatamente. Possono essere aperti solo dopo che lo stampo è stato modificato per un certo periodo di tempo in base alla situazione di modifica.
Disposizione del manicotto di espulsione:
Il manicotto di espulsione viene generalmente utilizzato per la posizione della colonna dello stampo. Inoltre, per la posizione dell'osso più profondo, il perno di espulsione è facile da espellere e il manicotto di espulsione può essere utilizzato anche per aggiungere osso per facilitare l'espulsione. In generale, lo spessore della parete del manicotto di espulsione è >=1 mm e il manicotto di espulsione e l'ago di espulsione vengono ordinati insieme.

Nella progettazione strutturale, l'altezza della colonna non deve essere troppo elevata, altrimenti l'ago del manicotto si piega facilmente e risulta difficile da espellere. Per quanto riguarda la progettazione e la selezione di altre parti strutturali, come anelli di posizionamento, ugelli, viti, aste di trazione, anelli di tenuta, piastre di trazione a distanza fissa, ganci, molle, ecc.
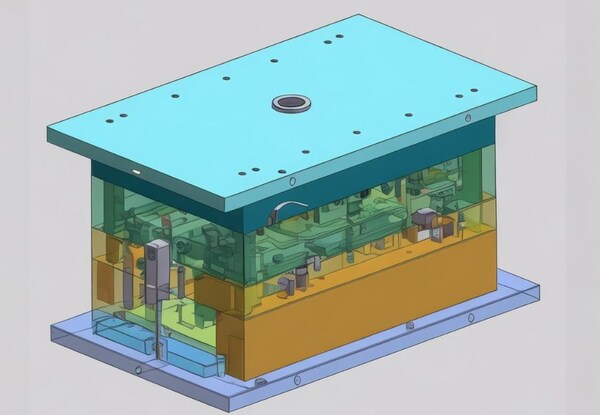
Produzione di disegni di stampi
I disegni degli stampi sono documenti importanti che convertono le intenzioni progettuali in produzione di stampi. In genere, devono essere disegnati secondo gli standard nazionali e devono essere combinati con i metodi di disegno abituali di ogni fabbrica.

I disegni degli stampi comprendono i disegni generali della struttura di assemblaggio e i relativi requisiti tecnici, nonché i disegni di tutti i pezzi, compresi i vari inserti.
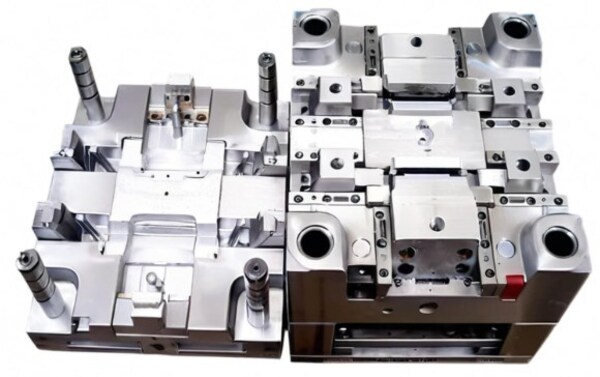
Produzione di stampi
Programmazione e rimozione degli elettrodi
Una volta terminata la progettazione dello stampo, è necessario creare programmi CNC e decidere se estrarre gli elettrodi per l'elettroerosione in base alle condizioni di lavorazione di ciascun pezzo.

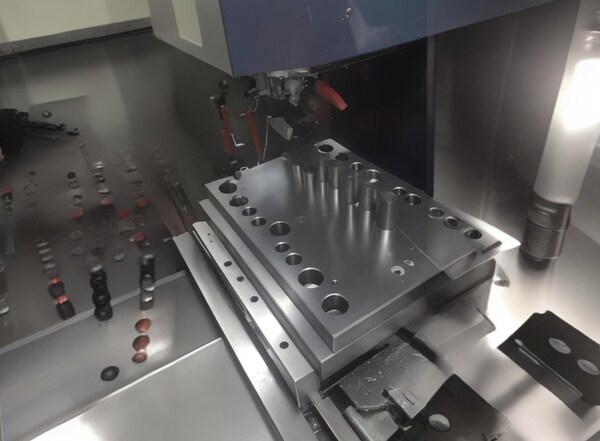
Lavorazione meccanica
La lavorazione meccanica dello stampo comprende la lavorazione CNC, l'elettroerosione, il taglio a filo, la foratura profonda, ecc. Dopo aver ordinato la base dello stampo e i materiali, lo stampo si trova solo in uno stato di lavorazione grezzo o solo in materiale d'acciaio. A questo punto, è necessario eseguire una serie di lavorazioni meccaniche in base all'intenzione progettuale dello stampo per realizzare vari pezzi.

La lavorazione CNC, nota anche come lavorazione a controllo numerico computerizzato, è un processo di lavorazione che richiede diverse operazioni di lavorazione, selezione degli utensili, parametri di lavorazione e altri requisiti. Chi è interessato può trovare informazioni pertinenti per imparare.

L'elettroerosione, o lavorazione a scarica elettrica, è un processo di lavorazione che utilizza le scariche elettriche per erodere i materiali al fine di raggiungere le dimensioni desiderate, quindi può lavorare solo materiali conduttivi. Gli elettrodi utilizzati sono solitamente di rame e grafite.
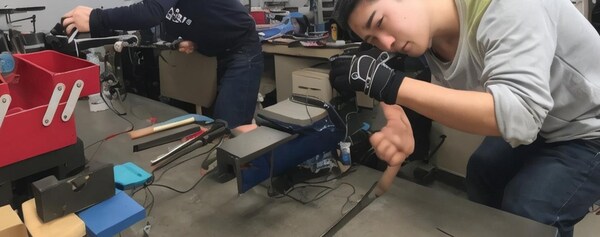
Montaggio della panchina
Il lavoro al banco è una parte molto importante del processo di costruzione degli stampi e deve essere svolto durante l'intero processo di produzione degli stampi. Il lavoro al banco, l'assemblaggio dello stampo, la tornitura, la fresatura, la rettifica e la foratura sono tutte attività qualificate.

Salvataggio e lucidatura dello stampo
La lavorazione e la lucidatura degli stampi è il processo di utilizzo di carta vetrata, pietra oleosa, pasta diamantata e altri strumenti e materiali per elaborare le parti dello stampo dopo la lavorazione CNC, EDM e al banco e prima dell'assemblaggio dello stampo.

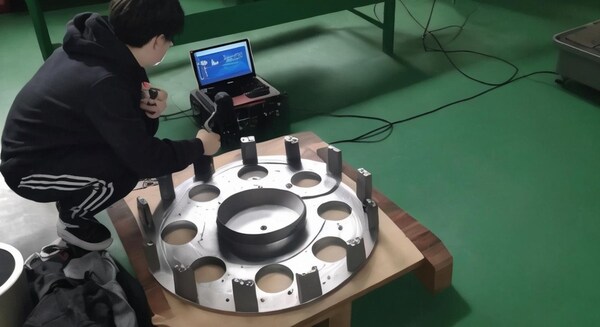
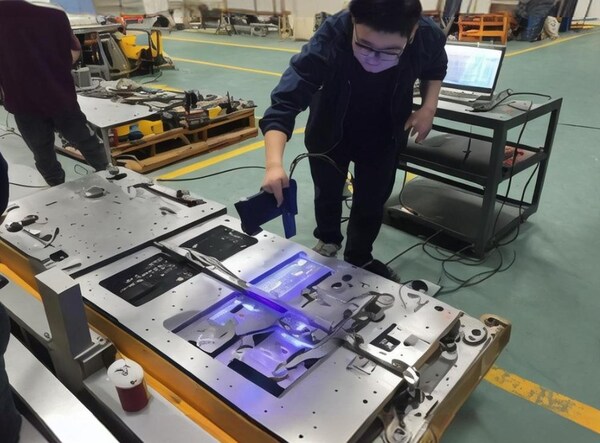
Ispezione della muffa
Un buon stampo deve soddisfare i seguenti standard di accettazione.
Qualità dell'aspetto
Un buon stampo deve avere un aspetto piatto e liscio, senza graffi, protuberanze e deformazioni evidenti. La targhetta dello stampo deve essere chiara e completa, con caratteri e numeri disposti in modo ordinato, e deve essere fissata sul piede dello stampo vicino alla sagoma e all'angolo di riferimento.
Razionalità strutturale
La struttura dello stampo deve essere ragionevole e stabile e tutti i componenti devono essere installati saldamente senza allentamenti.
L'anello di posizionamento, il manicotto a saracinesca, il manicotto di espulsione e gli altri componenti dello stampo devono soddisfare i requisiti di progettazione, essere installati nella posizione corretta e non presentare danni e deformazioni evidenti. Allo stesso tempo, la superficie di separazione dello stampo deve essere priva di giunture e le azioni di apertura e chiusura devono essere fluide e senza rumori anomali.
Precisione dimensionale
Il controllo dell'accuratezza dimensionale dello stampo è importante per garantire la precisione del prodotto. Pertanto, quando si ottiene lo stampo, è necessario controllarne rigorosamente l'accuratezza dimensionale. Le dimensioni della sagoma e delle parti dello stampo devono essere conformi ai requisiti di progettazione.

La precisione della posizione dei fori di posizionamento, delle porte, dei fori di espulsione, ecc. deve soddisfare i requisiti di produzione. Inoltre, l'altezza di chiusura dello stampo e la corsa massima di apertura dello stampo devono soddisfare i requisiti del sistema elettrico. stampaggio a iniezione macchine.
Dettagli di produzione
Un buon stampo deve essere perfezionato anche nei dettagli di produzione. Ad esempio, la sfera R del manicotto a saracinesca deve essere più grande della sfera R dell'ugello della macchina per lo stampaggio a iniezione per garantire flussi di plastica fusa uniformi; il diametro di ingresso del manicotto a saracinesca deve essere più grande del diametro della porta di iniezione dell'ugello per evitare l'iniezione durante l'iniezione.
Inoltre, il sistema di raffreddamento dello stampo deve essere progettato in modo adeguato per garantire un raffreddamento uniforme e ridurre lo stress interno del prodotto dopo lo stampaggio.
Modifica dello stampo
Una volta testato, lo stampo viene modificato in base alla situazione del test dello stampo. Inoltre, dopo che l'ingegnere ha confermato la parte in plastica, la struttura della parte in plastica deve essere modificata di conseguenza.

Dal momento che lo stampo è stato fatto, tutti i cambiamenti sono più problematici, e a volte anche più difficili del rifacimento. Dobbiamo trovare il modo migliore per cambiare in base alla situazione specifica.
Riprogettare lo stampo
Per risolvere completamente il problema, è necessario riprogettare lo stampo. Si ottimizza la struttura dello stampo, la superficie di separazione, la posizione della porta e così via, in base ai problemi dello stampo originale. È inoltre necessario considerare la selezione dei materiali dello stampo e ottimizzare il processo di trattamento termico per migliorare la durata e la resistenza dello stampo.

Ad esempio, se la superficie di divisione dello stampo è irregolare e causa un riempimento insufficiente della colata, è possibile riprogettare la superficie di divisione per rendere il riempimento della colata più uniforme.
Modifica dei parametri dello stampo
La modifica dei parametri dello stampo è un metodo relativamente semplice e veloce per modificarlo. Regolando parametri quali le dimensioni dello stampo, la precisione e la rugosità della superficie, è possibile migliorare la qualità e l'efficienza produttiva del prodotto.

In questo modo è possibile ottenere una produzione di massa e ad alto volume. Ad esempio, regolando le dimensioni e la posizione della porta, è possibile ottimizzare il processo di riempimento della colata e migliorare la qualità del prodotto; riducendo la rugosità superficiale dello stampo, è possibile ridurre i residui di prodotto e migliorare l'efficienza produttiva.
Sostituzione degli accessori per stampi
La sostituzione degli accessori dello stampo è un modo popolare e relativamente economico per modificare gli stampi. Per le parti dello stampo soggette a usura e a guasti, come la cavità, l'anima, il manicotto della porta e così via, si può scegliere di sostituirle con materiali o trattamenti superficiali più resistenti all'usura e alla corrosione.

Potete anche scegliere componenti di stampo più avanzati in base alle vostre effettive esigenze di produzione, per migliorare l'efficienza produttiva e la qualità del prodotto. Ad esempio, la sostituzione della cavità facilmente usurabile con materiali altamente resistenti all'usura può aumentare efficacemente la durata dello stampo.
Riparazione della muffa
Riparazione della saldatura ad arco di argon
L'arco che si crea tra il filo che viene alimentato e l'oggetto da saldare è quello che si usa per riscaldarlo, e il gas che esce dall'ugello della torcia di saldatura è quello che protegge l'arco in modo da poter saldare.

Attualmente, la saldatura TIG è il metodo più comune e può essere utilizzata per la maggior parte dei grandi metalli, come l'acciaio normale e l'acciaio fantasia. La saldatura MIG va bene per l'acciaio inossidabile, l'alluminio, il magnesio, il rame, il titanio, lo zirconio e le leghe di nichel.
È molto economica, quindi la gente la usa spesso per riparare gli stampi, ma ha alcuni problemi, come la formazione di una grande zona colpita dal calore e di grandi saldature. Le persone stanno iniziando a usare il laser per riparare gli stampi invece della saldatura MIG, perché è più precisa.

Riparazione della placcatura a spazzola
La tecnologia di placcatura a pennello utilizza uno speciale alimentatore in corrente continua. Il polo positivo dell'alimentatore è collegato alla penna di placcatura come anodo durante la placcatura a pennello; il polo negativo dell'alimentatore è collegato al pezzo da lavorare come catodo durante la placcatura a pennello.
La penna di placcatura utilizza solitamente blocchi di grafite fine di elevata purezza come materiali anodici. I blocchi di grafite sono avvolti da maniche di cotone e poliestere resistenti all'usura. Quando si lavora, si regola il componente di alimentazione a una tensione adeguata.
Quindi si riempie la penna di placcatura con il liquido di placcatura. Si muove la penna di placcatura avanti e indietro sulla superficie del pezzo riparato a una certa velocità relativa. Si mantiene una certa pressione fino a formare uno strato di deposito metallico uniforme e ideale.
Quando la penna di placcatura tocca la superficie del pezzo riparato, gli ioni metallici presenti nel liquido di placcatura si spostano sulla superficie del pezzo grazie alla forza del campo elettrico. Ricevono elettroni sulla superficie e si trasformano in atomi di metallo. Questi atomi di metallo si depositano e cristallizzano per formare uno strato di placcatura. In questo modo si ottiene lo strato di deposizione uniforme desiderato sulla superficie di lavoro della cavità dello stampo in plastica riparato.
Riparazione di superfici laser
La saldatura laser è un metodo di saldatura che utilizza un raggio laser focalizzato da un flusso di fotoni monocromatici coerenti ad alta potenza come fonte di calore. Questo metodo di saldatura prevede solitamente la saldatura laser a potenza continua e la saldatura laser a potenza impulsiva.
Il vantaggio della saldatura laser è che non deve essere eseguita nel vuoto, ma lo svantaggio è che la sua penetrazione non è così forte come quella della saldatura a fascio elettronico.

La saldatura laser è in grado di eseguire un controllo preciso dell'energia e di realizzare la saldatura di dispositivi di precisione. Può essere applicata a molti metalli, soprattutto per risolvere la saldatura di alcuni metalli difficili da saldare e di metalli dissimili. È stata ampiamente utilizzata nella riparazione degli stampi.
Manutenzione della muffa
Assicurarsi che l'ambiente di utilizzo della muffa sia asciutto ed evitare l'umidità
Se l'ambiente è umido, la superficie dello stampo è soggetta a ruggine, che influisce sulla qualità della superficie e sulla durata dello stampo. Pertanto, quando si conserva lo stampo, è opportuno scegliere un luogo asciutto e ventilato e utilizzare materiali protettivi a prova di umidità.

Pulire regolarmente la superficie della muffa
Quando si utilizza lo stampo, questo si ricopre di vernice, olio e altri elementi che ne compromettono l'effetto d'uso. Pertanto, la superficie dello stampo deve essere pulita regolarmente con un detergente per garantire che la superficie sia liscia ed evitare difetti che influiscono sulla qualità.

Utilizzare correttamente lo stampo
Lo stampo è stato progettato e realizzato in determinate condizioni d'uso, pertanto è necessario prestare particolare attenzione quando lo si utilizza, evitare di utilizzare quantità eccessive durante il funzionamento e rispettare le procedure operative per garantire che lo stampo non venga danneggiato o presenti problemi di qualità durante l'uso a lungo termine.

Lubrificazione e manutenzione frequenti
Lo stampo ha bisogno della collaborazione delle parti mobili durante l'uso, pertanto le parti mobili dello stampo devono essere lubrificate frequentemente per evitare che si blocchino o si inceppino a causa dell'usura durante il funzionamento.
Attenzione al metodo di conservazione
Quando si conserva lo stampo per lungo tempo, non si vuole che si rovini. Per questo motivo, quando lo conservate, dovete metterlo su una superficie piana e puntellarlo con qualcosa in modo che non si pieghi mentre non lo usate.

Conclusione
Gli stampi a iniezione di plastica sono importantissimi nell'industria di oggi. Se volete che il vostro prodotto finale sia buono, avete bisogno di un buon stampo. È necessario assicurarsi che la progettazione dello stampo sia buona, che la costruzione dello stampo sia buona e che ci si prenda cura dello stampo.
È necessario assicurarsi di fare un buon lavoro con il cliente, la progettazione dello stampo, la costruzione dello stampo, la prova dello stampo, la modifica dello stampo e la manutenzione dello stampo. Se non fate un buon lavoro con tutti questi aspetti, il vostro stampo non sarà buono. Pertanto, è necessario continuare a lavorare sulla tecnologia e sul processo per assicurarsi di poter produrre buoni stampi.







