 Skip to content
Skip to content 

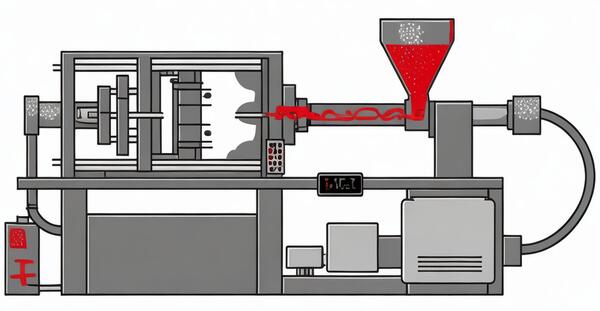
Introduction : Dans le processus de moulage par injection, la vitesse est un paramètre très important. La vitesse d'injection, définie par des paramètres tels que le cylindre d'injection, la pression d'injection p, la vitesse de la vis, la pression de la pompe et la phase de remplissage, influence directement la qualité du produit et l'efficacité de la production.

La vitesse d'injection, définie par des paramètres tels que le cylindre d'injection, la pression d'injection p, la vitesse de la vis, la pression de la pompe et l'étape de remplissage, influence directement la qualité du produit et l'efficacité de la production. Voici quelques informations de base sur la vitesse d'injection :
Qu'est-ce que la vitesse d'injection ? ?
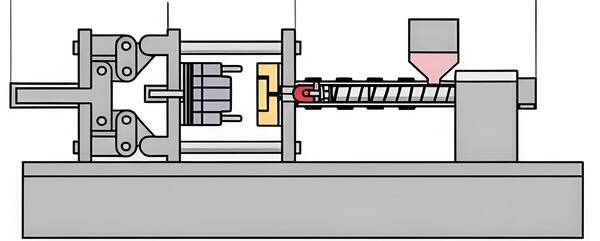
La vitesse d'injection est le déplacement de la vis d'injection par unité de temps. Elle a une incidence directe sur la qualité et l'efficacité de la production du produit.

Pour remplir la matière fondue dans la cavité du moule et obtenir des produits de densité uniforme et de haute précision, la matière fondue doit être remplie dans la cavité du moule dans un laps de temps donné pour un remplissage rapide du moule.
Si la vitesse d'injection est lente, le temps de remplissage du matériau fondu est long, et le produit est susceptible de présenter des joints froids, une densité inégale, des contraintes élevées et d'autres inconvénients.
L'injection à grande vitesse permet de réduire la différence de température de la matière en fusion dans la cavité du moule, d'améliorer l'effet de transmission de la pression et d'obtenir des produits de précision avec une densité uniforme et de faibles contraintes.
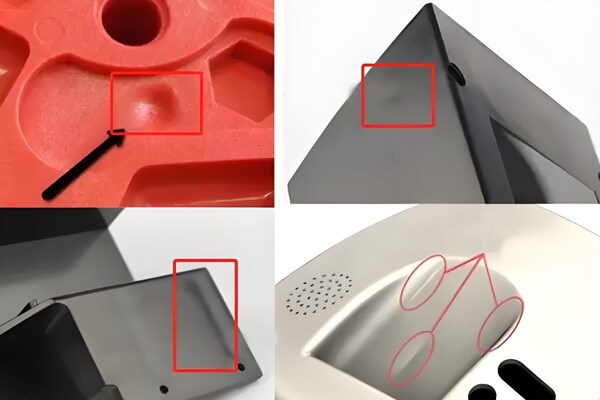
Mais si la vitesse d'injection est trop élevée, la matière en fusion s'écoulera facilement de manière irrégulière à travers la porte et à d'autres endroits, ce qui entraînera une combustion de la matière, une entrée de gaz, une mauvaise évacuation et affectera directement la qualité de la surface du produit.
Parallèlement, si la vitesse d'injection est trop élevée, il n'est pas facile d'obtenir une commutation stable entre la pression d'injection et la pression de maintien, et le produit déborde souvent en raison de la surpression.
Lors de l'injection, la vitesse de chaque point de la porte et la section transversale de la cavité sont inégales. Lors du processus d'injection, le fluide doit être injecté lentement après avoir pénétré dans la cavité.

Dans la phase finale, la vitesse d'injection doit être accélérée pour assurer la plénitude, c'est pourquoi la vitesse d'injection doit être contrôlée par étapes.
L'augmentation de la vitesse d'injection augmente la pression de remplissage. Le remplissage à grande vitesse permet de maintenir la matière fondue à une température plus élevée, de réduire la viscosité et la perte de résistance du fluide, et donc d'augmenter la pression dans l'empreinte.

En même temps, elle peut également ralentir le refroidissement, et le produit est uniforme et dense. Toutefois, si la vitesse est trop élevée, l'écoulement de la matière fondue sera instable et le moule gonflera.
En outre, la détermination de la vitesse d'injection doit être basée sur différentes structures et tailles de moules, différents systèmes de canaux et différentes propriétés de polymères.

Quels sont les facteurs qui influencent la vitesse d'injection ?
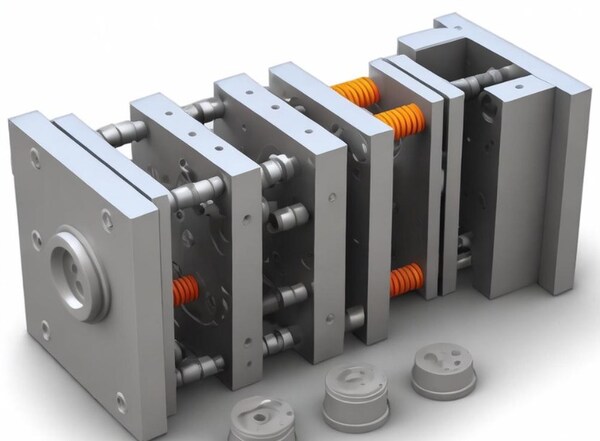
Conception des moules
Les exigences en matière de vitesse d'injection varient selon les matières plastiques. En général, les plastiques à haute viscosité nécessitent des vitesses d'injection plus faibles. Par exemple, le polyéthylène basse densité nécessite une vitesse d'injection plus faible pour éviter une production de chaleur, une déformation ou un rétrécissement excessifs.
Lors de l'injection de plastique ABS, une vitesse d'injection plus élevée est nécessaire pour garantir que la surface de la pièce en plastique est lisse et ne produit pas de lignes chaudes ou d'émulsification.
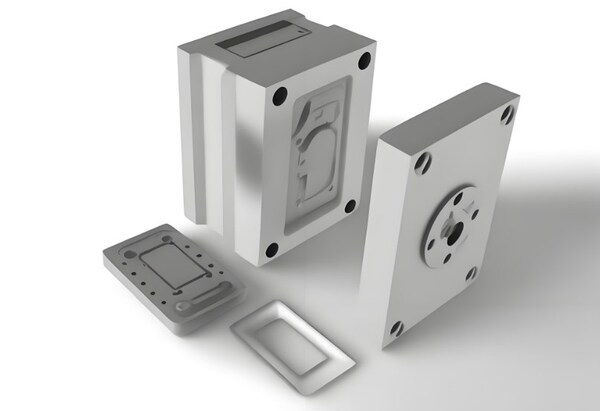
Géométrie du moule
La géométrie du moule est également un facteur : les pièces à parois minces nécessitent la vitesse d'injection la plus élevée ; les pièces à parois épaisses ont besoin d'une courbe de vitesse lente-rapide-lente pour éviter les défauts ; pour garantir la qualité de la pièce, le réglage de la vitesse d'injection doit faire en sorte que le débit du front de fusion reste le même.

La structure et la construction du moule sont directement liées à la qualité du moulage et à la vitesse d'injection de la pièce en plastique.
Par exemple, si le moule a une grande cavité, vous devez injecter le plastique à grande vitesse pour remplir toute la cavité. Si le moule a une petite cavité, vous devez injecter le plastique à faible vitesse pour éviter d'endommager le moule.

Propriétés des matériaux
Les propriétés des matériaux sont très importantes, car les polymères peuvent se briser sous l'effet de différentes contraintes.
Si vous augmentez la température du moule, vous risquez d'oxyder et de décomposer la structure chimique, mais en même temps, vous la décomposerez moins par cisaillement parce que la température élevée rend le matériau moins visqueux et réduit la contrainte de cisaillement.

Il ne fait aucun doute que la vitesse d'injection en plusieurs étapes est très utile pour le moulage de matériaux sensibles à la chaleur tels que le PC, le POM, l'UPVC et leurs formulations.
Modèle de machine d'injection
La vitesse d'injection est directement influencée par les paramètres de la machine d'injection, tels que le tonnage, la pression d'huile et le volume d'injection.

En général, lorsque des machines d'injection de grande taille sont injectées, elles nécessitent une pression et un volume d'injection plus élevés, et la vitesse d'injection est plus rapide. Les petites machines à injecter sont sujettes à des fissures ou à des défauts dans les pièces en plastique en raison d'une vitesse d'injection excessive.
Compétences des opérateurs
Les compétences de l'opérateur ont également une incidence directe sur la vitesse d'injection. Par exemple, un bon opérateur peut régler la vitesse d'injection en fonction du type de machine d'injection et des caractéristiques du plastique afin de garantir un processus d'injection fluide et une bonne qualité des pièces en plastique.

Autres restrictions de débit et facteurs instables
Lors du réglage du segment de vitesse, vous devez tenir compte de la géométrie du moule, des autres restrictions d'écoulement et des facteurs d'instabilité. Vous devez bien comprendre le processus de moulage par injection et connaître les matériaux, faute de quoi il sera difficile de contrôler la qualité du produit.
Comme il est difficile de mesurer directement le débit de matière fondue, il peut être calculé indirectement en mesurant la vitesse d'avancement de la vis ou la pression dans la cavité (pour s'assurer que le clapet anti-retour ne fuit pas).
Débit de matière fondue
Le débit de la matière fondue est très important car il affecte l'orientation moléculaire et l'état de surface de la pièce ; lorsque le front de la matière fondue atteint la structure transversale, il doit être ralenti ; pour les moules complexes à diffusion radiale, le débit de la matière fondue doit être augmenté de manière régulière.
Les canaux longs doivent être remplis rapidement pour réduire le refroidissement du front de fusion, mais l'injection de matériaux à haute viscosité, tels que le PC, est une exception, car une vitesse trop rapide amènera du matériau froid dans la cavité par l'entrée d'eau.Pour éviter les défauts causés par le ralentissement du flux à l'entrée d'eau, vous pouvez régler la vitesse d'injection.
Lorsque la matière fondue traverse la buse et la goulotte jusqu'à l'entrée d'eau, la surface du front de fusion peut s'être refroidie et solidifiée, ou la matière fondue peut stagner en raison du rétrécissement soudain de la goulotte jusqu'à ce que la pression soit suffisante pour pousser la matière fondue à travers l'entrée d'eau, ce qui provoquera un pic de pression à travers l'entrée d'eau.
Si la pression est trop élevée, elle endommagera le matériau et provoquera des défauts de surface tels que des marques d'écoulement et des brûlures à l'entrée de l'eau. Vous pouvez y remédier en ralentissant juste avant l'arrivée d'eau.
Cela arrêtera le cisaillement excessif à l'entrée de l'eau, et vous pourrez alors accélérer la vitesse d'injection pour revenir à ce qu'elle était. Il est difficile de contrôler la vitesse d'injection pour ralentir à l'entrée de l'eau, il est donc préférable de ralentir à la fin du canal.
Comment contrôler la vitesse d'injection ?
La vitesse d'injection de la machine de moulage par injection est la vitesse à laquelle la matière plastique est injectée dans le moule. Elle influe sur le temps nécessaire au plastique pour remplir le moule et sur la manière dont la pression est répartie dans le moule.

Vous devez ajuster la vitesse d'injection en fonction du produit spécifique et de la matière plastique que vous utilisez. Voici quelques moyens de contrôler la vitesse d'injection :
Contrôle conventionnel Contrôle des vannes
La vitesse d'injection est réglée en contrôlant la valve qui contrôle le flux d'huile. Cette méthode est généralement utilisée dans les machines de moulage par injection simples et a une fonction de réglage de la vitesse relativement basique.

Contrôle conventionnel Contrôle des vannes
Le système d'injection est entraîné par un servomoteur et la vitesse d'injection est contrôlée en ajustant la vitesse du moteur. Cette méthode offre une précision et une vitesse de réponse plus élevées et convient aux processus de moulage par injection à forte demande.
Contrôle des vannes proportionnelles
La vanne proportionnelle contrôle le débit par un signal électromagnétique, de sorte que la vitesse d'injection peut être ajustée et contrôlée avec précision.

Comment régler la vitesse d'injection ?
Sélectionner la vitesse d'injection en fonction des caractéristiques du produit
Choisissez la vitesse d'injection en fonction des différentes caractéristiques du produit, telles que la structure du produit, la taille, l'épaisseur, le matériau et d'autres facteurs.différents produits nécessitent différentes vitesses d'injection, et vous devez ajuster la vitesse d'injection pour obtenir le meilleur effet de moulage.
Procéder à des ajustements raisonnables
Vous devez ajuster la vitesse d'injection en fonction de la situation réelle. N'allez pas trop vite ou trop lentement, ou vous n'obtiendrez pas grand-chose.

Utiliser une technologie de traitement scientifique
Utiliser une technologie scientifique et raisonnable de traitement du moulage par injection, combinée à l'expérience de production, aux conditions réelles, à la performance moyenne et à d'autres facteurs pour l'optimisation.
La technologie de traitement scientifique permet de maximiser l'adéquation entre la vitesse d'injection et les caractéristiques du produit afin d'obtenir le meilleur effet de traitement.

Comment choisir la vitesse d'injection ?
En fonction de l'écoulement de la matière fondue pendant le processus d'injection, on divise généralement la vitesse d'injection en cinq parties :
Remplissage à grande vitesse
La première partie est constituée du canal principal et du canal secondaire. En principe, le remplissage à grande vitesse est utilisé, ce qui peut raccourcir le cycle de moulage, mais il faut tenir compte du fait que cette injection à grande vitesse ne doit pas entraîner une mauvaise qualité de surface.
Vitesse d'injection faible
La deuxième partie est la porte et la partie produit près de la porte. Cette étape permet d'apporter les modifications nécessaires en fonction des matières premières et des formes de la porte.
En général, il est préférable d'utiliser une vitesse d'injection plus faible, en particulier pour les résines à haute viscosité comme le PC, le PMMA, l'ABS, etc., et les portillons latéraux (portillons droits, comme les feuilles transparentes des armoires, les couvercles des portes des machines à fenêtres, les lames longitudinales, etc.

Si le portail est un portail en pointe ou un portail en tunnel et que le matériau est une résine à faible viscosité comme le PP, le PA, le PBT, etc., et que les exigences en matière de qualité de surface près du portail ne sont pas élevées, l'injection à grande vitesse peut être utilisée.
Principes de l'injection à grande vitesse
La troisième partie est la partie principale de la pièce moulée, c'est-à-dire que le produit près de la porte est rempli à hauteur d'environ 70% à 80% du poids de la pièce moulée.

Cette pièce utilise l'injection à grande vitesse pour raccourcir le cycle de moulage, réduire le changement de viscosité de la matière fondue dans la cavité du moule métallique, améliorer la brillance de la surface du produit et réduire la déformation causée par la diminution de la pression plastique pendant le remplissage du moule. Elle peut améliorer la résistance et l'aspect de la ligne de soudure.
Injection à vitesse moyenne
La quatrième partie est remplie d'environ 85% à 90%. Cette pièce est injectée à vitesse moyenne. L'objectif est d'assurer la transition vers l'injection à faible vitesse de l'étape suivante et d'éviter que le produit moulé ne soit trop épais et ne s'affaisse en raison d'une porte inégale.

Injection à basse vitesse
La cinquième étape est le remplissage final de la cavité. L'utilisation d'une faible vitesse d'injection permet d'éviter les marques de clignotement et de brûlure et d'améliorer la stabilité de la taille et du poids du produit. En même temps, elle permet de contrôler et de réduire la pression de serrage.
Quels sont les problèmes qui peuvent être résolus en ajustant la vitesse d'injection ? ?
En contrôlant la vitesse d'injection de la dernière étape, nous pouvons éviter ou réduire les défauts tels que le clignotement, la brûlure et l'air piégé.

Flash
Le ralentissement en fin de remplissage permet d'éviter le suremballage, la formation de bavures et la réduction des contraintes résiduelles. La réduction de la vitesse de purge, en particulier à la fin de l'injection, peut également résoudre le problème de l'air piégé causé par une mauvaise purge à la fin de la voie d'écoulement ou les problèmes de pression de remplissage minimale.

Coup court
Le court-circuit se produit lorsque la matière fondue ralentit à l'entrée de l'eau ou lorsqu'elle se solidifie et bloque l'écoulement localement. Vous pouvez résoudre ce problème en augmentant la vitesse d'injection juste après l'entrée d'eau ou le blocage local de l'écoulement.

Les défauts tels que les marques d'écoulement, les brûlures à l'entrée de l'eau, la rupture moléculaire, la délamination et le pelage des matériaux thermosensibles sont dus à un cisaillement trop important lorsqu'ils passent par l'entrée de l'eau.
Les parties lisses dépendent de la vitesse d'injection et les matériaux chargés de fibres de verre sont particulièrement sensibles, notamment le nylon. Les taches sombres (motifs ondulés) sont causées par l'instabilité de l'écoulement due à des changements de viscosité. Une distorsion de l'écoulement peut provoquer des motifs ondulés ou un brouillard inégal, et le défaut exact dépend de l'importance de l'instabilité de l'écoulement.

Lorsque la matière fondue passe par l'entrée d'eau, l'injection à grande vitesse provoque un cisaillement important et les plastiques sensibles à la chaleur sont brûlés. Cette matière brûlée traverse la cavité, atteint le front d'écoulement et apparaît à la surface de la pièce.
Modèle de tir
Pour éviter ce phénomène, le réglage de la vitesse d'injection doit faire en sorte que la zone des conduites d'écoulement se remplisse rapidement, puis passe lentement à travers l'entrée d'eau. La recherche de ce point de transition de la vitesse est l'essence même du problème. S'il est trop précoce, le temps de remplissage sera excessivement long.

S'il est trop tard, l'inertie excessive de l'écoulement provoquera un effet de grenaille. Plus la viscosité de la matière fondue est faible et plus la température du tonneau est élevée, plus la tendance à la formation d'un motif de grenaille est évidente. Étant donné que les petites entrées d'eau nécessitent une injection à grande vitesse et à haute pression, elles constituent également un facteur important conduisant à des défauts d'écoulement.
Rétrécissement
Pour réduire le retrait, il faut améliorer la transmission de la pression et réduire la perte de charge. Une température de moule basse et une vitesse d'avance lente de la vis réduiront la longueur du flux, ce qui nécessitera une vitesse d'injection élevée pour compenser.
Un écoulement rapide réduit la perte de chaleur, et la chaleur générée par un cisaillement élevé entraîne une augmentation de la température de la matière fondue et ralentit le taux d'épaississement de la couche externe de la pièce. L'intersection de la cavité doit être suffisamment épaisse pour éviter une chute de pression trop importante, sinon un retrait se produira.
Conclusion
En conclusion, la vitesse d'injection est très importante dans le processus de moulage par injection. En contrôlant la vitesse d'injection, vous pouvez améliorer l'aspect du produit, fabriquer davantage de produits et vous assurer que le produit a la bonne taille et est solide.
Des matériaux différents, des structures de moules différentes et des exigences de produits différentes nécessitent un ajustement minutieux et un contrôle précis de la vitesse d'injection afin d'obtenir le meilleur effet de moulage.
Par conséquent, une compréhension approfondie du processus de moulage par injection et des propriétés des matériaux, ainsi que des pratiques de production scientifiques, apporteront un soutien essentiel à l'optimisation de la production de moulage par injection.







