 Skip to content
Skip to content 
Services d'impression 3D par Multi Jet Fusion (MJF)
Découvrez nos services professionnels d'impression 3D par Multi Jet Fusion (MJF) pour des pièces solides et détaillées dans des délais rapides.

Ressources pour Le guide complet de l'impression 3D par multijet (MJF)
Qu'est-ce que l'impression 3D par Multi Jet Fusion (MJF) ?
Multi Jet Fusion (MJF) est une technologie de fabrication additive industrielle à grande vitesse développée et introduite par HP (Hewlett-Packard). Elle appartient à la catégorie des fusion de lits de poudre de la famille des procédés d'impression 3D. À la base, le procédé MJF permet de fabriquer des prototypes fonctionnels et des pièces de production à usage final à partir d'une poudre thermoplastique granulaire, couche par couche, avec un niveau de rapidité, de détail et de qualité des pièces qui en fait une technologie de pointe pour le prototypage rapide et la production en série.
Contrairement aux autres méthodes de fusion sur lit de poudre qui utilisent un seul laser pour tracer et fritter la géométrie d'une pièce (comme le SLS), la technique MJF utilise un processus unique à l'échelle d'une zone. Il utilise une matrice à jet d'encre pour appliquer sélectivement des agents chimiques sur toute la surface du lit de poudre en un seul passage. Cette différence fondamentale est la clé de sa vitesse et de sa productivité exceptionnelles, permettant la production de pièces robustes et de haute qualité à un coût par pièce inférieur à celui de nombreuses autres solutions.
1. Le principe de base : Fusion du lit de poudre avec un agent de finition :
L'innovation de MJF réside dans l'utilisation de deux agents liquides primaires : un agent de fusion et un agent de détachement.
- Agent de fusion : Il s'agit d'une encre noire thermoconductrice. Elle est projetée avec précision sur les zones du lit de poudre destinées à devenir la pièce solide. Lorsque l'énergie infrarouge est appliquée, cet agent absorbe la chaleur, ce qui fait fondre et fusionner les particules de poudre sous-jacentes.
- Agent de nettoyage : Cet agent est projeté autour du contour extérieur de la pièce. Sa fonction première est d'empêcher la fusion. Il agit comme un isolant thermique, empêchant la poudre sur le bord de la pièce de fondre. Cela crée une transition thermique nette entre les zones fondues et non fondues, ce qui permet d'obtenir des bords nets, une définition fine des caractéristiques et une finition de surface plus lisse que ce qui serait possible autrement.
Ce système à double agent permet à MJF de contrôler les propriétés de la pièce au niveau du voxel, ce qui constitue la pierre angulaire du potentiel de la technologie pour les développements futurs en matière de matériaux et de propriétés.
2. Comment le CMJ se distingue dans le paysage de la fabrication additive :
Le MJF n'est pas simplement une amélioration progressive des technologies existantes ; il représente un changement de paradigme dans l'impression 3D à base de poudre. Elle comble le fossé entre la liberté de conception de l'impression 3D et l'efficacité de fabrication requise pour la production.
- Pour le prototypage : Il permet de créer des prototypes hautement fonctionnels et durables qui reproduisent fidèlement les propriétés mécaniques des pièces finales moulées par injection.
- Pour la production : Sa rapidité, sa cohérence et sa rentabilité en font une alternative viable aux méthodes de fabrication traditionnelles telles que le moulage par injection pour les séries de production de faible à moyen volume, les pièces personnalisées et les géométries complexes impossibles à mouler.
Comment fonctionne la technologie de fusion à jets multiples ?
1. Le processus d'impression du CMJ étape par étape :
Étape 1 : Dépôt de matériaux
Le processus commence à l'intérieur de la chambre de fabrication. Un mécanisme de recouvreur balaie une couche fine et précise de poudre thermoplastique (par exemple, PA 12) sur la plate-forme de construction, créant ainsi un lit de poudre frais et uniforme. La chambre est préchauffée à une température juste inférieure au point de fusion du matériau, ce qui minimise l'énergie nécessaire à la fusion et permet d'éviter les déformations.
Étape 2 : Candidature de l'agent
C'est l'étape déterminante du processus de CMJ. Une tête d'impression à jet d'encre, semblable à celles que l'on trouve dans les imprimantes papier 2D mais beaucoup plus perfectionnée, passe au-dessus du lit de poudre. Ce chariot contient des milliers de buses capables de projeter de minuscules gouttelettes (picolitres) d'agents chimiques avec une extrême précision. En se déplaçant, il effectue deux actions simultanées :
- Le rôle de l'agent de fusion : La tête d'impression dépose sélectivement l'agent de fusion sur les zones de la poudre qui correspondent à la section transversale de la pièce pour cette couche spécifique. Cet agent est conçu pour être un absorbeur de rayonnement infrarouge très efficace. Il "peint" essentiellement la tranche du modèle 3D sur la poudre.
- Le rôle de l'agent de détachement : Simultanément, la tête d'impression applique l'agent d'amélioration sur le périmètre de la géométrie de la pièce. Cet agent a des propriétés qui inhibent la fusion. Il refroidit la limite, empêchant la chaleur de se propager et de faire fondre partiellement la poudre libre environnante. C'est ce contrôle thermique précis qui permet à MJF d'obtenir des arêtes vives et des détails fins.
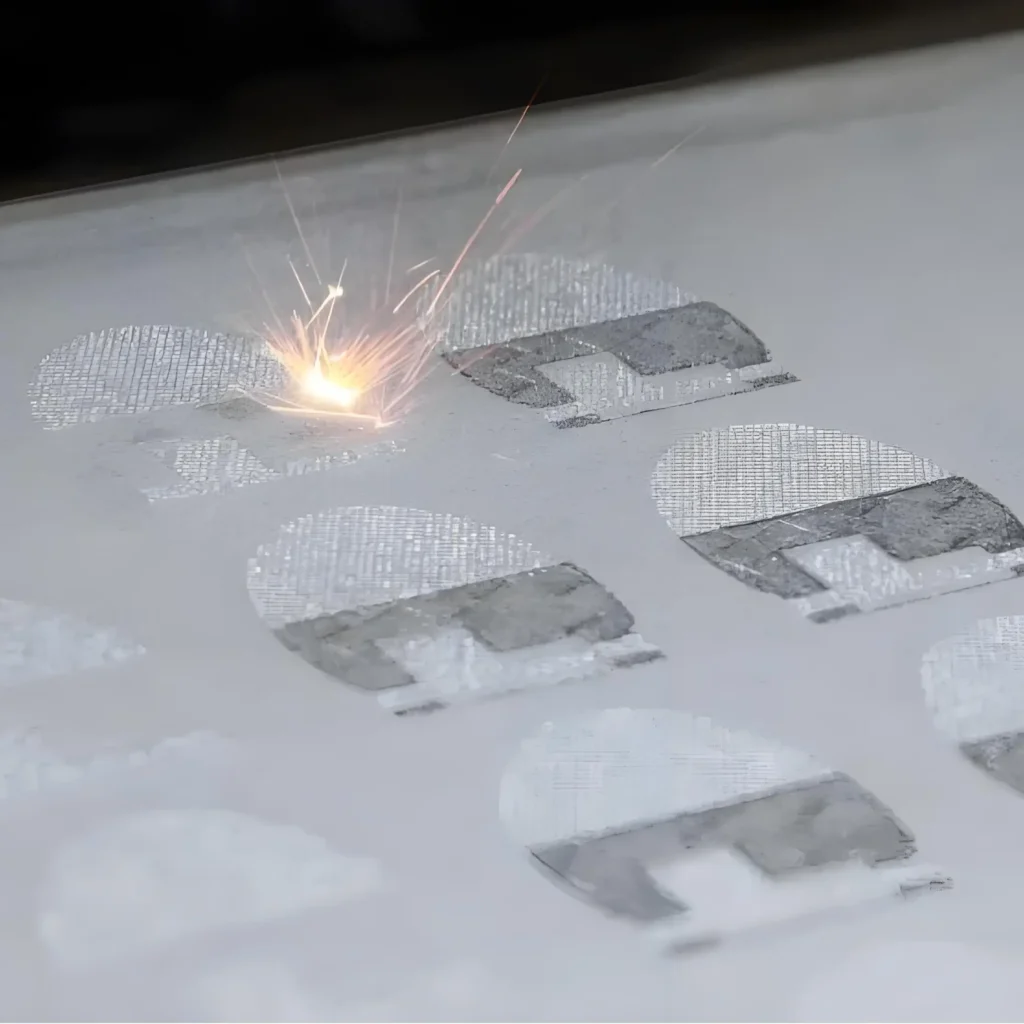
Étape 3 : Application de l'énergie et fusion
Immédiatement après l'application des agents, une source d'énergie infrarouge (un ensemble de lampes à haute puissance) passe sur l'ensemble du lit de poudre. Les zones traitées avec l'agent de fusion noir absorbent rapidement cette énergie, ce qui a pour effet d'élever leur température au-dessus du point de fusion du matériau. La poudre dans ces zones fond et fusionne en une couche solide. La poudre non traitée et les zones traitées avec l'agent de détail n'absorbent pas autant d'énergie et restent sous forme de poudre libre.
Étape 4 : Compléter et répéter les couches
Une fois la couche fusionnée, la plate-forme de construction s'abaisse de l'épaisseur d'une seule couche (généralement environ 80 microns). Le dispositif de rechargement dépose alors une nouvelle couche de poudre, et le cycle complet (étapes 1 à 4) se répète. Ce processus se poursuit couche par couche jusqu'à ce que l'ensemble de la pièce ou du lot de pièces soit terminé. Comme les pièces sont soutenues par la poudre non fondue qui les entoure, aucune structure de soutien spécifique n'est nécessaire, ce qui permet d'obtenir des géométries complexes et d'imbriquer plusieurs pièces dans le volume de construction pour maximiser l'efficacité.

2. Post-impression : Le processus de refroidissement et de déballage :
Une fois la phase d'impression terminée, l'ensemble de l'unité de construction, contenant les pièces fusionnées et la poudre libre environnante, est déplacé de l'imprimante vers une station de traitement séparée.
- ① Refroidissement contrôlé : L'unité de fabrication doit refroidir lentement et dans des conditions contrôlées. Il s'agit d'une étape critique pour garantir la précision des pièces et des propriétés mécaniques optimales. Un refroidissement trop rapide peut entraîner des déformations et des tensions internes. Cette période de refroidissement représente une part importante du flux de travail global du CMJ et peut prendre plusieurs heures.
- ② Extraction de pièces : Après refroidissement, l'unité de construction est déballée. Le bloc de pièces fusionnées et de poudre non fusionnée est brisé. La plus grande partie de la poudre libre est retirée et collectée pour être recyclée.
- ③ Elimination des poudres : Les pièces sont ensuite déplacées vers un poste de nettoyage où toute la poudre non fusionnée restante est méticuleusement enlevée, généralement à l'aide d'un jet de billes ou d'air comprimé. C'est ainsi que l'on obtient les pièces finies, dont la surface est légèrement rugueuse et d'un gris mat.

La poudre récupérée est mélangée à un certain pourcentage de poudre fraîche (un processus appelé "rafraîchissement") et peut être utilisée dans les constructions suivantes. Ce taux élevé de réutilisation (généralement 80-90%) fait du procédé MJF un procédé plus durable et plus rentable que d'autres technologies de lit de poudre qui ont des taux de rafraîchissement plus faibles.
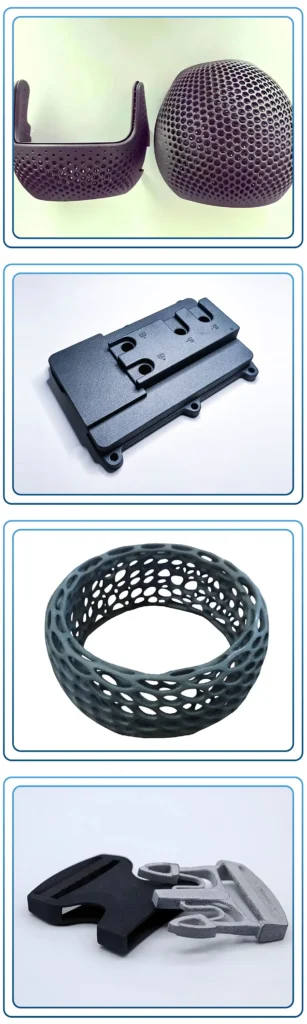
Quelles sont les applications typiques du CMJ ?
La combinaison unique de la vitesse, de la rentabilité et des propriétés robustes des matériaux fait de la fusion multijet une technologie très polyvalente convenant à une vaste gamme d'applications, couvrant l'ensemble du cycle de vie du produit.
1. Prototypage fonctionnel :
MJF excelle dans la création de prototypes fonctionnels de haute fidélité qui peuvent résister à des tests rigoureux.
- Test de forme, d'ajustement et de fonction : Les ingénieurs peuvent produire des prototypes dont les propriétés mécaniques sont presque identiques à celles des pièces utilisées, ce qui permet de tester de manière réaliste les assemblages, les encliquetages et les composants mobiles.
- Itération rapide : La rapidité du processus CMJ permet aux équipes de conception de passer rapidement du modèle CAO à la pièce physique, de la tester, d'identifier les défauts et d'améliorer la conception en quelques jours plutôt qu'en quelques semaines. Cela permet d'accélérer l'ensemble du cycle de développement du produit.
- Des prototypes résistants et durables : Contrairement aux technologies de prototypage plus fragiles, les pièces en CMJ fabriquées à partir de matériaux tels que le PA 11 et le PA 12 sont robustes, résistantes aux produits chimiques et peuvent supporter des contraintes physiques, ce qui les rend idéales pour les essais sur le terrain.
2. Pièces de production à usage final :
C'est là que le CMJ brille véritablement et se distingue de nombreuses autres technologies d'impression 3D. Il ne s'agit pas seulement d'un outil de prototypage, mais d'une solution de fabrication légitime.
① Composants automobiles :
L'industrie automobile fait appel à MJF pour le prototypage et la production de composants intérieurs, extérieurs et sous le capot qui ne sont pas critiques.
- Exemples : Supports, clips, boîtiers de fluides, composants du tableau de bord, pièces de garniture personnalisées et conduits.
- Avantages : La résistance chimique du PA 12 aux huiles et aux fluides, sa durabilité et sa capacité à produire des structures complexes et légères sont des avantages clés.
② Dispositifs médicaux et de santé :
Les matériaux MJF comme le PA 12 sont biocompatibles (certifiés USP Class I-VI et US FDA guidance for Intact Skin Surface Devices) et peuvent être stérilisés, ce qui les rend adaptés à une large gamme d'applications médicales.
- Exemples : Guides chirurgicaux, modèles orthopédiques, orthèses et prothèses sur mesure, boîtiers de dispositifs médicaux et équipements de laboratoire.
- Avantages : Capacité à créer des pièces spécifiques aux patients, des canaux internes complexes et des conceptions légères avec un excellent niveau de détail.
③ Biens de consommation et électronique :
Le MJF est utilisé pour produire des boîtiers durables, des boîtiers et des composants internes pour une variété de produits de consommation.
- Exemples : Carrosseries de drones, boîtiers électroniques personnalisés, composants d'écouteurs et boîtiers de protection.
- Avantages : Excellente finition de la surface (surtout après le post-traitement), grande précision des détails et résistance aux chutes et à l'utilisation quotidienne.
④ Gabarits, montages et outillages industriels :
Les ateliers de fabrication bénéficient énormément de la capacité de MJF à produire rapidement des outils sur mesure.
- Exemples : Gabarits d'assemblage, jauges de contrôle, guides de perçage et outils de fin de bras pour la robotique.
- Avantages : Le remplacement d'outils métalliques lourds, coûteux et lents à produire par des outils légers, ergonomiques et rentables imprimés en 3D améliore l'efficacité de la chaîne de production et la sécurité des opérateurs.
3. Géométries complexes et structures en treillis :
Comme le MJF ne nécessite pas de structures de soutien, il offre une liberté de conception sans précédent. Cette liberté est particulièrement précieuse pour les applications qui bénéficient d'une complexité géométrique.
- Structures en treillis : Les ingénieurs peuvent concevoir des pièces dotées de structures internes complexes en treillis afin de réduire le poids et l'utilisation de matériaux tout en préservant l'intégrité structurelle. Cet aspect est essentiel dans les applications aérospatiales et automobiles de haute performance.
- Consolidation partielle : Plusieurs composants individuels d'un assemblage peuvent être redessinés et imprimés sous la forme d'une seule pièce complexe. Cela permet de réduire le temps d'assemblage, d'éliminer les points de défaillance potentiels et de simplifier la chaîne d'approvisionnement.

Le CMJ est-il adapté à la fois au prototypage et à la production ?
Absolument. L'une des propositions de valeur les plus convaincantes de la fusion multijet est sa double capacité, qui en fait un outil puissant pour les étapes initiales du développement de produits et les étapes finales de la fabrication.
1. MJF pour le prototypage rapide :
MJF s'est imposé comme un choix supérieur pour la création de prototypes fonctionnels de haute qualité.
- Vitesse : Le processus d'impression sur toute la surface permet à MJF de produire des prototypes beaucoup plus rapidement que des technologies telles que FDM ou SLS, en particulier lorsque le volume de construction est rempli de pièces multiples. Une fabrication complète de prototypes peut souvent être réalisée en une nuit.
- Parité fonctionnelle : Les pièces en fibre de verre présentent d'excellentes propriétés mécaniques quasi isotropes. Cela signifie que la résistance et le comportement d'un prototype sont très cohérents, quelle que soit son orientation dans la chambre de fabrication. Cette prévisibilité est cruciale pour les essais fonctionnels, car le prototype se comporte comme une pièce moulée par injection.
- Propriétés du matériau : Les prototypes en PA 12 ou PA 11 ne servent pas uniquement à l'évaluation visuelle. Ils sont robustes, durables et chimiquement résistants, ce qui permet de réaliser des scénarios d'essai dans le monde réel qui détruiraient des prototypes issus d'autres technologies.

2. MJF pour la production en série :
MJF a été conçu dès le départ dans une optique de production. Plusieurs facteurs en font une alternative viable et souvent supérieure à la fabrication traditionnelle pour certaines applications.
- L'évolutivité économique : Le coût par pièce avec le procédé MJF est très compétitif, en particulier pour les séries de faible à moyen volume (de quelques centaines à quelques milliers d'unités). La vitesse élevée, la capacité d'imbriquer les pièces de manière dense dans le volume de construction et le taux élevé de réutilisation de la poudre sont autant d'éléments qui contribuent à une rentabilité favorable qui défie le moulage par injection pour ces quantités.
- Cohérence et répétabilité : Les imprimantes MJF offrent un contrôle exceptionnel des processus, ce qui se traduit par une grande précision dimensionnelle et une répétabilité pièce à pièce. Cela garantit que la millième pièce est pratiquement identique à la première, une exigence non négociable pour les environnements de production.
- Agilité de la chaîne d'approvisionnement : Le CMJ permet la fabrication à la demande et l'inventaire numérique. Au lieu de stocker des pièces physiques, les entreprises peuvent stocker des fichiers numériques et imprimer des pièces en fonction des besoins. Cela permet de réduire les coûts de stockage, de minimiser les déchets liés aux stocks obsolètes et de produire localement, ce qui raccourcit les délais de livraison.
- Personnalisation de masse : Le CMJ rend économiquement possible la production de produits personnalisés à grande échelle. Comme il n'y a pas d'outillage, chaque pièce d'une fabrication peut être unique sans entraîner de coûts supplémentaires.

3. Le pont entre les deux : Du prototype à la production avec une seule technologie :
L'utilisation de MJF pour le prototypage et la production crée une transition transparente. Le prototype qui a été testé et validé est fabriqué exactement dans le même matériau et selon le même procédé que la pièce de production finale. Cela élimine les risques et les étapes de revalidation qui se produisent souvent lors du passage d'une technologie de prototypage (par exemple, FDM) à une technologie de production (par exemple, le moulage par injection). Cette continuité désamorce le processus de développement du produit et accélère considérablement le délai de mise sur le marché.
Quels sont les matériaux couramment utilisés pour l'impression 3D de CMJ ?
Bien que la sélection des matériaux pour le MJF soit plus restreinte que pour d'autres technologies telles que le FDM, les matériaux disponibles sont très performants et couvrent une large gamme d'applications industrielles. Le portefeuille s'élargit continuellement, mais les principaux matériaux sont des thermoplastiques robustes.
1. Polyamides (Nylons) :
Les Nylons sont la pierre angulaire de l'impression MJF, connus pour leur excellent équilibre entre la solidité, la flexibilité et la résistance thermique/chimique.
① PA 12 (le matériau de base) :
HP 3D High Reusability Le PA 12 est le matériau le plus courant et le plus polyvalent pour le MJF. Il s'agit d'un thermoplastique robuste doté d'excellentes propriétés générales.
Propriétés et avantages :
- Résistance et rigidité élevées : Permet d'obtenir des pièces robustes et durables.
- Bonne résistance chimique : Résistant aux huiles, aux graisses, aux hydrocarbures aliphatiques et aux alcalis.
- Excellente résolution des détails : Capable de produire des caractéristiques fines et des bords nets.
- Biocompatibilité : Certifié pour les applications médicales impliquant un contact avec la peau.
- Grande capacité de réutilisation : Les taux de rafraîchissement de la poudre les plus élevés de l'industrie (environ 80% de poudre recyclée pour 20% de poudre vierge) en font un produit rentable et plus durable.
Utilisations courantes : Prototypes fonctionnels, gabarits de production, appareils médicaux, composants automobiles et assemblages complexes. C'est le matériau de prédilection pour la majorité des applications de CMJ.
② PA 11 (L'alternative bio) :
HP 3D High Reusability Le PA 11 est produit à partir d'une ressource renouvelable (l'huile de ricin), ce qui en fait un choix plus respectueux de l'environnement. Il offre des propriétés mécaniques différentes de celles du PA 12.
Propriétés et avantages :
- Ductilité et résistance aux chocs supérieures : Le PA 11 est moins fragile que le PA 12 et offre un allongement à la rupture plus élevé. Il est donc idéal pour les pièces qui doivent se plier sans se rompre, telles que les raccords rapides, les charnières vivantes et les composants soumis à des chocs.
- Propriétés isotropes améliorées : Il présente des propriétés mécaniques encore plus constantes sur tous les axes.
- Biosourcé : Offre une option de matériau plus durable.
Utilisations courantes : Prothèses, équipements sportifs, composants de drones et toute application nécessitant une grande robustesse et une résistance à la fatigue.
③ PA 12 chargé de verre (PA 12 GB) :
HP 3D High Reusability PA 12 with Glass Beads (GB) est un matériau composite contenant des billes de verre 40%.
Propriétés et avantages :
- Rigidité et stabilité dimensionnelle accrues : Les billes de verre augmentent considérablement la rigidité du matériau et réduisent sa tendance à se déformer, ce qui le rend idéal pour les pièces qui nécessitent une grande rigidité et doivent maintenir des tolérances serrées sous charge ou en cas de variations de température.
- Résistance accrue à l'usure : Offre une meilleure résistance à l'usure abrasive.
Utilisations courantes : Boîtiers, enceintes, montages et outillages nécessitant une stabilité et une rigidité à long terme. Il ne convient pas aux pièces nécessitant une grande résistance aux chocs ou une grande flexibilité.


2. Polyuréthane thermoplastique (TPU) :
Des matériaux tels que BASF Ultrasint® TPU01 sont disponibles pour MJF, permettant la production de pièces flexibles, semblables à du caoutchouc.
Propriétés et avantages :
- Flexibilité et élasticité : Il offre une excellente résistance au rebond et à la déchirure. Il peut être étiré et comprimé à plusieurs reprises sans déformation permanente.
- Résistance élevée à l'usure et à l'abrasion : Extrêmement durable pour les applications impliquant des frottements.
- Bonne absorption des chocs : Idéal pour amortir les vibrations.
Utilisations courantes : Joints, garnitures, tuyaux, soufflets, pinces, roues et structures de protection en treillis pour vêtements ou chaussures de sport.


Comment le MJF se compare-t-il aux autres technologies d'impression 3D ?
Le choix de la bonne technologie d'impression 3D dépend des exigences spécifiques de l'application, telles que la vitesse, les propriétés des matériaux, le coût et le niveau de détail souhaité. Voici comment la CMJ se compare à d'autres technologies industrielles courantes.
1. MJF vs. frittage sélectif par laser (SLS) :
La SLS est la technologie la plus proche du CMJ, car il s'agit dans les deux cas de procédés de fusion sur lit de poudre. Toutefois, des différences essentielles permettent de déterminer laquelle est la meilleure pour un travail donné.
① Similarités :
- Tous deux utilisent des poudres thermoplastiques (le plus souvent du Nylon 12).
- Les deux sont autoportants, ce qui élimine le besoin de structures de soutien dédiées.
- Tous deux produisent des pièces solides et fonctionnelles adaptées aux applications finales.
② Principales différences :
- Méthode de fusion et vitesse : La SLS utilise un seul laser de grande puissance pour tracer la géométrie de la pièce point par point. La technique MJF utilise une matrice à jet d'encre et une lampe infrarouge pour fusionner une couche entière en une seule fois. Cela permet de Le CMJ est nettement plus rapide (jusqu'à 10 fois dans certains cas), en particulier pour les constructions comportant de nombreuses petites pièces ou de grandes surfaces de section transversale.
- Détail et finition de la surface : L'agent de détail contenu dans le MJF permet un meilleur contrôle thermique à la limite de la pièce, ce qui se traduit généralement par des détails plus nets et une finition de surface légèrement plus lisse par rapport à la SLS.
- Réutilisation des matériaux : Le procédé MJF se targue d'un taux de rafraîchissement de la poudre plus élevé (généralement 80% recyclé), alors que le procédé SLS nécessite souvent un mélange 50/50 de poudre recyclée et de poudre vierge. Ce qui fait que le MJF est plus facile à utiliser que le SLS. Le CMJ plus rentable et plus durable en termes de consommation de matériaux.
- Propriétés partielles : Les pièces en MJF sont généralement plus isotropes et présentent une résistance à la traction et une densité plus élevées que leurs homologues en SLS, ce qui leur confère une supériorité mécanique.
③ Quand choisir le CMJ plutôt que le SLS ?
Choisissez MJF pour les productions en grande série, les applications où la vitesse est critique, les pièces nécessitant les meilleures performances mécaniques possibles et des détails fins, et lorsque le coût par pièce est un facteur primordial.
Impression 3D SLS
2. MJF vs. Fused Deposition Modeling (FDM) :
Le FDM est une technologie basée sur l'extrusion qui permet de fabriquer des pièces en déposant un filament en fusion couche par couche.
① Principales différences :
- Propriétés mécaniques (isotropie) : Les pièces FDM sont anisotropece qui signifie qu'elles sont beaucoup plus faibles dans l'axe Z (entre les couches) que dans le plan XY. Les pièces en CMJ sont presque isotropeLa résistance est très homogène dans toutes les directions. La CMJ est donc de loin supérieure pour les pièces fonctionnelles qui seront soumises à des charges.
- Finition et détails de la surface : La technique MJF produit des pièces avec une texture fine et granuleuse et une résolution des caractéristiques beaucoup plus élevée. Les pièces FDM présentent des lignes de couche visibles et peinent à traiter les détails fins et les géométries complexes sans structures de support significatives.
- Liberté de conception : La nature autoportante du lit de poudre MJF permet de créer des géométries extrêmement complexes, des canaux internes et des assemblages imbriqués qu'il est impossible ou peu pratique d'imprimer avec FDM en raison de sa dépendance à l'égard des structures de support.
- Vitesse et évolutivité : Pour une petite pièce unique, la FDM peut être plus rapide. Pour la production de plusieurs pièces à la fois, Le CMJ est largement supérieur en raison de sa capacité à imbriquer les pièces et de son processus d'impression à l'échelle de la zone.
② Quand choisir le CMJ plutôt que le FDM ?
Choisissez MJF lorsque des performances mécaniques, une précision dimensionnelle, une géométrie complexe et une finition de surface professionnelle sont requises. La FDM est mieux adaptée aux modèles de concept initial à faible coût, aux géométries simples et aux applications pour lesquelles les propriétés anisotropes sont acceptables.
Impression 3D FDM
3. MJF vs. stéréolithographie (SLA) :
L'ALS est une technologie de photopolymérisation en cuve qui utilise un laser UV pour durcir la résine photopolymère liquide couche par couche.
① Principales différences :
- Propriétés des matériaux et durabilité : Les résines SLA, tout en offrant des détails incroyables, sont généralement plus fragiles et moins durables que les thermoplastiques de qualité technique utilisés en CMJ. Les pièces en CMJ (comme le PA 12) sont résistantes, flexibles et conviennent à des applications fonctionnelles exigeantes. Les pièces SLA conviennent mieux aux modèles visuels et aux applications où une grande rigidité est nécessaire, mais pas la résistance aux chocs.
- Finition de la surface : L'ALS produit le finition de surface la plus lisse de toutes les technologies d'impression 3D, ce qui le rend idéal pour les prototypes esthétiques, les modèles de présentation et les modèles pour le moulage. Les pièces brutes en MJF ont une texture granuleuse, mais celle-ci peut être améliorée par un post-traitement.
- L'accent est mis sur l'application : Le CMJ s'adresse à prototypes fonctionnels et pièces de production. L'ANS est l'étalon-or en matière de des modèles visuels très détaillés, des prototypes adaptés à la forme et des modèles de moulage.
- Coût : Pour les pièces fonctionnelles, la CMJ est généralement plus rentable, surtout à grande échelle.
② Quand choisir le CMJ plutôt que l'ALS ?
Choisissez MJF pour toute application nécessitant une durabilité, une résistance aux chocs, une résistance chimique et de bonnes propriétés mécaniques pour une utilisation dans le monde réel. Choisissez SLA lorsque la priorité absolue est d'obtenir une finition de surface ultra lisse, semblable à un moule d'injection, à des fins visuelles ou pour la création de maîtres-modèles.

Impression 3D SLA
Impression 3D par fusion multijet (MJF)
Découvrez le fonctionnement de l'impression 3D par Multi Jet Fusion (MJF), ses principaux avantages, les matériaux compatibles et les raisons pour lesquelles elle est idéale pour les prototypes fonctionnels et les pièces d'utilisation finale.

Ressources pour Le guide complet de l'impression 3D par multijet (MJF)
Quels sont les principaux avantages de l'utilisation du CMJ ?
La fusion multijet offre un ensemble d'avantages convaincants qui en font un choix de premier plan pour la fabrication moderne.
1. Une rapidité et une productivité exceptionnelles :
Le processus de fusion en un seul passage et sur toute la surface est au cœur de la rapidité du procédé MJF. En traitant une couche entière en une seule fois, il permet de produire des pièces jusqu'à 10 fois plus vite que les technologies concurrentes telles que SLS et FDM, ce qui réduit considérablement les délais pour les prototypes et les séries de production.
2. Propriétés mécaniques supérieures et isotropie :
Les pièces en MJF présentent les meilleures propriétés isotropes de leur catégorie, ce qui signifie qu'elles ont une résistance et une durabilité presque uniformes dans les directions X, Y et Z. Il s'agit d'un avantage essentiel par rapport à la FDM et même d'une amélioration par rapport à la SLS. Il s'agit d'un avantage essentiel par rapport au FDM et même d'une amélioration par rapport au SLS, ce qui permet d'obtenir des pièces prévisibles et fiables qui fonctionnent comme leurs équivalents moulés par injection.
3. Haute précision et résolution des détails :
La combinaison d'une tête d'impression jet d'encre haute résolution (1200 DPI) et d'un agent de détaillage unique permet à MJF de produire des pièces avec une définition fine des caractéristiques (jusqu'à 0,5 mm), des arêtes nettes et une excellente précision dimensionnelle.
4. Rapport coût-efficacité pour les petits et moyens lots :
La vitesse élevée du MJF, l'imbrication efficace des pièces (remplissage du volume de construction en 3D) et le taux de réutilisation de la poudre le plus élevé de l'industrie se combinent pour offrir un faible coût par pièce. Cela en fait une solution de fabrication économiquement viable pour les séries de production trop petites pour un moulage par injection rentable.
5. Liberté de conception (aucune structure de soutien n'est nécessaire) :
Comme pour la SLS, les pièces en CMJ sont soutenues par le lit de poudre non fondue dans lequel elles sont imprimées. Il n'est donc pas nécessaire de générer et de post-traiter des structures de support, ce qui permet de créer des caractéristiques internes complexes, des géométries complexes et des assemblages mobiles prêts à l'emploi imprimés en une seule pièce.
6. Forte réutilisation des matériaux :
Avec des taux de rafraîchissement de la poudre aussi bas que 20% de matériau vierge par construction, le procédé MJF minimise les déchets et réduit les coûts des matériaux. Il s'agit donc d'un choix plus durable et plus économique que d'autres procédés de fabrication sur lit de poudre dont les taux de recyclabilité sont plus faibles.

Quelles sont les limites de la fusion à jets multiples ?
Bien que le CMJ soit une technologie puissante, il est important de comprendre ses limites pour déterminer s'il convient à votre projet.
1. Choix limité de matériaux :
Par rapport à des technologies comme le FDM, le portefeuille de matériaux pour le MJF est actuellement plus restreint et principalement axé sur les nylons et le TPU. Bien que les matériaux disponibles soient très performants, les projets nécessitant des matériaux spécifiques tels que l'ABS, le PC ou l'ULTEM à haute température devront peut-être se tourner vers d'autres procédés.
2. Finition de surface et couleur inhérentes :
Les pièces brutes en CMJ sont d'une couleur grise ou noire uniforme (selon le matériau) et présentent une surface légèrement granuleuse et mate, semblable à celle d'un morceau de sucre. Bien que cet aspect puisse être considérablement amélioré par un post-traitement (comme la teinture ou le lissage à la vapeur), il n'atteint pas la douceur de la SLA ou du moulage par injection.
3. Temps de refroidissement requis :
Le cycle de refroidissement contrôlé constitue une part importante du flux de travail du CMJ. L'unité de fabrication doit refroidir pendant une période à peu près égale à la durée de l'impression pour éviter les déformations et garantir des propriétés optimales des pièces. Cela signifie que même si un travail d'impression se termine en 12 heures, les pièces ne seront pas prêtes pour l'extraction et le nettoyage avant 12 heures, ce qui a un impact sur le véritable "temps de production".
4. Pas idéal pour les très grandes pièces :
Le volume de construction des machines MJF est généreux mais limité (par exemple, environ 380 x 284 x 380 mm pour la série 5200 de HP). Pour les pièces qui dépassent ces dimensions, elles doivent être divisées en pièces plus petites et assemblées après l'impression, ou une technologie différente avec une plate-forme de construction plus grande (comme FDM ou SLA de grand format) doit être utilisée.
5. Coût initial de l'équipement plus élevé :
Pour les entreprises qui souhaitent intégrer la technologie en interne, l'investissement initial dans un système de CMJ industriel (comprenant l'imprimante, la station de traitement et les matériaux) est substantiel. C'est pourquoi de nombreuses entreprises choisissent d'exploiter la technologie par l'intermédiaire d'un prestataire de services tel que nous.

Quelles sont les directives de conception pour l'impression 3D de CMJ ?
Concevoir des pièces spécifiquement pour le CMJ vous permettra d'obtenir les meilleurs résultats possibles en termes de qualité, de précision et de résistance. Le respect de ces directives minimisera les échecs d'impression et optimisera vos pièces pour le processus.
1. Principales considérations en matière de conception :
① Épaisseur de la paroi :
- Minimum recommandé : 0,5 mm pour les très petites pièces. Pour les pièces robustes, une épaisseur de paroi minimale de 1 mm est fortement recommandé.
- Maximum : Évitez les sections solides et trop épaisses, car elles peuvent accumuler un excès de chaleur, ce qui peut entraîner des imprécisions ou des déformations. Dans la mesure du possible, évidez les grandes sections.
② Taille et diamètre des trous :
- Minimum : Pour les trous verticaux (perpendiculaires aux couches), un diamètre minimum de 0,5 mm est possible.
- Meilleure pratique : Concevez des trous légèrement plus grands que prévu pour tenir compte d'un léger rétrécissement. Pour les trous filetés, il est préférable de les imprimer à une taille inférieure, puis de les tarauder en post-traitement pour obtenir une qualité de filetage optimale.
③ Taille et résolution de l'objet :
- Gaufré/Débossé Détails : Pour les textes ou les détails de surface, veillez à ce qu'ils aient une hauteur/profondeur minimale de 0,5 mm et une épaisseur de trait d'au moins 0,5 mm doivent être clairement lisibles.
- Caractéristiques les plus petites : MJF peut résoudre des caractéristiques jusqu'à 0,5 mm. Tout ce qui est plus petit risque de ne pas être imprimé avec succès.
④ Dégagements pour les assemblages :
- Pour les pièces qui doivent s'emboîter ou se déplacer ensemble (par exemple, les pièces encliquetables, les charnières, les pièces qui s'emboîtent les unes dans les autres), un espace minimum de 0,4 mm est recommandé. Pour les pièces nécessitant un ajustement plus lâche, augmentez cette valeur à 0,6 mm ou plus.
⑤ Warping et grandes surfaces planes :
- Les surfaces très grandes, plates et minces (comme une grande plaque de base) sont susceptibles de se déformer au cours du processus de refroidissement.
- Atténuation : Ajoutez des nervures ou des goussets pour augmenter la rigidité, ou orientez la pièce à un angle dans la construction si possible. Il peut également être utile de briser les grandes zones plates par une texturation subtile.
⑥ Creusement et trous d'évacuation :
- Pour économiser des matériaux, réduire le poids et diminuer les coûts, il est fortement recommandé d'évider les modèles solides de grande taille.
- Trous d'évacuation : Si une pièce est creusée, vous doit comporter au moins deux trous d'évacuation pour permettre l'élimination de la poudre non fondue après l'impression. Le diamètre minimum recommandé pour un trou d'évacuation est de 2 mmIl est possible d'utiliser des filtres à air, mais il est préférable d'utiliser des filtres plus grands (4-5 mm) pour faciliter le nettoyage.

2. Un tableau récapitulatif des recommandations en matière de conception :
| Fonctionnalité | Minimum recommandé | Meilleures pratiques |
|---|---|---|
| Épaisseur de la paroi | 0,5 mm | 1,0 mm ou plus |
| Diamètre du trou | 0,5 mm | 1,0 mm (taraudage pour les filets) |
| Dégagement (assemblages) | 0,4 mm | 0,6 mm pour des ajustements plus souples |
| Détails gravés/embossés | 0,5 mm de profondeur/hauteur | 1,0 mm pour une grande clarté |
| Trous d'évacuation (pour le creusement) | Diamètre de 2,0 mm (2 trous) | Diamètre de 4,0 mm et plus |
Quelles sont les options de post-traitement disponibles pour les pièces de CMJ ?
Les pièces brutes de CMJ sont entièrement fonctionnelles, mais une série d'options de post-traitement peuvent être appliquées pour améliorer leur esthétique, leur finition de surface et leurs propriétés fonctionnelles spécifiques.
1. Post-traitement standard :
Élimination des poudres (microbillage) : Il s'agit d'une étape standard et obligatoire pour toutes les pièces de MJF. Après avoir été extraites de la poudre libre, les pièces sont méticuleusement nettoyées dans une cabine de sablage à l'aide de matériaux tels que des billes de verre. Cette opération permet d'éliminer toute la poudre résiduelle et d'obtenir une surface propre, mate et légèrement texturée. C'est la finition standard des pièces MJF.
2. Améliorations esthétiques et fonctionnelles :
① Teinture :
Il s'agit de la méthode la plus courante et la plus rentable pour colorer les pièces en CMJ. Le matériau de base étant poreux, il accepte facilement le colorant.
- Processus : Les pièces sont immergées dans un bain de teinture chaud, qui pénètre la surface et donne une couleur profonde, riche et durable.
- Couleurs communes : Le noir est le choix le plus populaire car il crée une finition professionnelle très uniforme qui masque les petites imperfections. D'autres couleurs comme le bleu, le rouge, le vert et le jaune sont également disponibles.
- Résultat : Une couleur résistante aux rayures qui ne s'écaille pas.
② Lissage de la vapeur :
Il s'agit d'une technique de post-traitement transformatrice qui améliore considérablement la finition de la surface.
- Processus : La pièce est exposée à un solvant vaporisé dans une chambre contrôlée. La vapeur fait fondre la surface extérieure de la pièce à un niveau microscopique, lissant la texture granuleuse et scellant la surface.
- Résultat : Une finition de surface lisse et semi-brillante qui ressemble beaucoup au plastique moulé par injection. Il améliore également l'allongement à la rupture et rend la pièce étanche et plus facile à nettoyer.
③ Peinture et revêtement :
Pour des exigences de couleur spécifiques (par exemple, correspondance Pantone) ou des propriétés de protection spéciales, les pièces de MJF peuvent être peintes ou revêtues.
- Processus : Les pièces sont généralement apprêtées pour créer une base uniforme, puis peintes avec des peintures de qualité automobile ou d'autres peintures spécialisées. Des revêtements tels que Cerakote peuvent être appliqués pour améliorer la dureté, la résistance à l'usure et la résistance chimique.
- Résultat : Options de couleurs illimitées et propriétés de surface personnalisées.
④ Usinage et taraudage :
Pour les caractéristiques nécessitant une précision extrêmement élevée que l'impression 3D ne peut pas atteindre, les pièces en CMJ peuvent être usinées en second lieu.
- Processus : Les surfaces critiques peuvent être fraisées ou tournées, et les trous peuvent être percés et taraudés pour créer des filetages solides et fiables pour les vis à métaux.
- Résultat : Une pièce hybride qui combine la liberté de conception de la CMJ avec la précision de la fabrication soustractive traditionnelle.
Questions fréquemment posées à propos de MJF 3D Printing
Les délais peuvent varier en fonction de la taille de la pièce, de la quantité et du post-traitement requis. Toutefois, en raison de la rapidité de la technologie, les délais standard sont souvent aussi courts que 3 à 5 jours ouvrables pour les pièces avec une finition microbillée standard.
Les pièces en MJF sont exceptionnellement solides et durables, en particulier celles fabriquées en PA 12 et PA 11. Leurs propriétés quasi-isotropes signifient qu'elles sont fiables sous contrainte dans toutes les directions, ce qui les rend adaptées aux applications fonctionnelles exigeantes et aux pièces d'utilisation finale.
Une pièce brute en CMJ grenaillée présente une finition mate et grise avec une texture légèrement granuleuse, souvent comparée à un morceau de sucre ou à du papier de verre très fin. Cette finition peut être considérablement améliorée par un post-traitement tel que le lissage à la vapeur.
Une pièce brute en MJF présente une certaine microporosité et son étanchéité n'est pas garantie. Cependant, l'application d'une étape de post-traitement telle que le lissage à la vapeur scelle la surface, rendant la pièce étanche et adaptée aux applications impliquant des fluides.
Par rapport à de nombreuses méthodes de fabrication, le MJF a de solides références en matière de développement durable. Le taux élevé de réutilisation de la poudre (souvent 80% ou plus) réduit considérablement les déchets matériels. En outre, la production de pièces à la demande élimine les déchets liés à la surproduction et aux stocks obsolètes, fréquents dans la fabrication traditionnelle.

Pourquoi devriez-vous nous choisir pour vos besoins d'impression 3D de MJF ?
Notre équipe possède une grande expérience de la technologie de fusion à jets multiples (MJF). Depuis les premières étapes du prototypage jusqu'à la production finale, nous fournissons des conseils en matière de conception pour la fabrication (DFM) afin de garantir que vos pièces sont à la fois fonctionnelles et rentables.
Nous utilisons des imprimantes HP Jet Fusion de pointe pour produire des pièces à haute résolution, précises sur le plan dimensionnel et reproductibles. Que vous ayez besoin d'un prototype unique ou d'une grande série, nous avons la capacité et la précision nécessaires pour répondre à vos besoins.
Nous proposons une sélection de matériaux MJF haute performance, notamment le PA 11, le PA 12, le PA 12 GB et le TPU flexible. Tous les matériaux sont soigneusement sélectionnés pour garantir la résistance mécanique, la durabilité et une excellente finition de surface.
Grâce à notre production interne et à nos flux de travail rationalisés, nous pouvons livrer les pièces rapidement - souvent dans un délai de 3 à 7 jours en fonction de la complexité et du volume - afin que votre projet ne soit jamais retardé.
Du lissage à la vapeur et de la teinture au post-usinage et à l'assemblage, nous offrons une gamme de services de finition pour aider vos pièces de CMJ à répondre aux exigences fonctionnelles et esthétiques.
Nous servons des clients dans le monde entier grâce à une logistique fiable et à une assistance technique anglophone. Nous répondons à vos questions dans les 12 heures, c'est garanti.

What Are SPI Surface Finish Standards and How Do You Choose the Right One?
Key Takeaways – SPI standards standardize mold surface cosmetics from mirror polish (A) to textured blast (D). – High-gloss finishes (A-1 to A-3) increase tooling costs and require hardened steel

Remote Control Toy Car Wheels Family Mold
Remote Control Toy Car Wheels Family Mold From design challenges to market success—how we helped a California toy brand achieve their vision through innovative multi-cavity family mold solutions and professional

How Does ISO 13485 Ensure Safety in Medical Device Injection Molding?
In the high-stakes world of healthcare manufacturing, there is no margin for error. For procurement teams and engineers, partnering with an ISO 13485 certified molder1 is not just a badge
Solutions d'optimisation proposées Gratuitement
- Fournir un retour d'information sur la conception et des solutions d'optimisation
- Optimiser la structure et réduire les coûts de moulage
- Parler directement avec des ingénieurs en tête-à-tête

