 Ir al contenido
Ir al contenido 

Introducción: El moldeo por inyección es un proceso utilizado para fabricar muchas piezas de plástico. Funciona inyectando plástico fundido en un molde, donde se enfría y se endurece para darle la forma deseada. La gente utiliza el moldeo por inyección para fabricar piezas de coches, aparatos electrónicos, cosas que se compran y productos médicos, porque se pueden hacer muchas piezas del tamaño adecuado. En este artículo se explican los pasos del moldeo por inyección y por qué gusta a la gente.

Diseño y creación de moldes
Antes de la preparación del diseño
Enunciado de la tarea de diseño, familiarícese con la pieza de plástico, incluida su forma geométrica, los requisitos de uso de la pieza de plástico, las materias primas de la pieza de plástico, compruebe el proceso de moldeo de la pieza de plástico y aclare el modelo y las especificaciones de la máquina de moldeo por inyección.

Crear una tarjeta de proceso de moldeo
Resumen del producto, como dibujo, peso, grosor de la pared, área proyectada, dimensiones totales y si hay rebajes e inserciones. Resumen del plástico utilizado en el producto, como nombre del producto, modelo, fabricante, color y condiciones de secado.

Los principales parámetros técnicos de la máquina de moldeo por inyección elegida, como las dimensiones relevantes entre la máquina de inyección y el molde de montaje, el tipo de tornillo y la potencia. Presión y carrera de la máquina de moldeo por inyección. Moldeo por inyección condiciones, como temperatura, presión, velocidad, fuerza de sujeción, etc.

Pasos para diseñar la estructura de un molde de inyección
Determinar el número de cavidades . teniendo en cuenta factores como el volumen máximo de inyección, la fuerza de sujeción, los requisitos de precisión del producto y la rentabilidad. Elegir la superficie de separación. La estructura del molde debe ser sencilla, fácil de separar y no afectar a la apariencia y el uso de las piezas de plástico. Determine la disposición de la cavidad del molde e intente conseguir una disposición equilibrada. Determine el sistema de vertido, incluidos los canales principales, las correderas, las compuertas, los orificios de babeo en frío, etc.

Determinar el método de desmoldeo . diseñar diferentes métodos de desmoldeo para las distintas partes del molde donde quedan las piezas de plástico. Determinar la estructura del sistema de control de temperatura. El sistema de control de la temperatura viene determinado principalmente por el tipo de plástico. A la hora de decidir si el molde o el núcleo deben utilizar una estructura de insertos, tenga en cuenta la división proporcional de los insertos y su instalación al mismo tiempo, así como la facilidad de trabajo y los métodos de instalación y fijación.

Determinar el método de escape. Generalmente, el escape se puede conseguir a través de la superficie de separación del molde y el hueco entre el mecanismo de expulsión y el molde. Para moldes de inyección de gran escala y alta velocidad, debe diseñar el método de escape correspondiente.

En primer lugar, debe averiguar las dimensiones principales del molde de inyección. A continuación, puede utilizar las fórmulas para calcular las dimensiones de trabajo de las piezas moldeadas. Después, puede determinar el grosor de la pared lateral de la cavidad del molde, el grosor del suelo de la cavidad, la almohadilla del núcleo, la plantilla móvil y la placa de la cavidad modular. También hay que calcular el grosor y la altura de cierre del molde de inyección.

Basándose en las dimensiones principales del molde de inyección que ha diseñado y calculado, puede elegir una base de molde estándar para el molde de inyección. Debe intentar elegir piezas de molde estándar. Dibujar el boceto estructural del molde, dibujar el boceto estructural completo del molde de inyección y dibujar el diagrama de la estructura del molde son tareas muy importantes en el diseño de moldes.

Comprobar las dimensiones relevantes del molde y de la máquina de inyección. Comprobar los parámetros de la máquina de inyección utilizada: incluyendo el volumen máximo de inyección, la presión de inyección, la fuerza de cierre y el tamaño de la parte de montaje del molde, la carrera de apertura del molde y el mecanismo de expulsión. En la revisión del diseño estructural del molde de inyección, se realiza una revisión preliminar y se obtiene el consentimiento del usuario. Al mismo tiempo, es necesario confirmar y modificar los requisitos del usuario.

Crear un plano de montaje del molde. Muestre cómo encajan las piezas, los tamaños que deben tener, los números que tienen, los programas en los que están, los bloques de título que tienen y los requisitos técnicos para cada parte del molde de inyección (los requisitos técnicos son cosas como cómo se supone que funciona el molde, cómo se supone que funciona el sistema eyector, cómo se supone que funciona el sistema de extracción del núcleo).

cómo debe montarse el molde, por ejemplo, cuánto espacio hay entre las dos mitades del molde, cómo de paralelas son las dos mitades del molde; cómo debe utilizarse el molde; cómo debe protegerse el molde de la oxidación, cómo debe numerarse el molde, cómo debe grabarse el molde, cómo debe sellarse el molde con aceite, cómo debe almacenarse el molde;Requisitos para el molde y la inspección.

Dibujar planos de piezas de moldes. El orden para dibujar los planos de las piezas a partir de los planos de montaje del molde o de los planos de los componentes es: primero el interior, luego el exterior, primero lo complejo, luego lo simple, primero las piezas de conformación y luego las piezas estructurales. Revisar los planos de diseño. La revisión final del diseño del molde de inyección es la comprobación final del diseño del molde de inyección. Preste más atención al rendimiento de procesamiento de las piezas.

Preparación del material
Los materiales de moldeo por inyección incluyen principalmente: poliestireno (PS). Comúnmente conocido como cola dura, es un poliestireno granular incoloro, transparente y brillante con las siguientes propiedades: buenas propiedades ópticas, excelentes propiedades eléctricas, facilidad de moldeo y procesamiento, y buenas propiedades colorantes.

Polipropileno (PP)
Es un material granular incoloro, transparente o brillante, denominado PP, comúnmente conocido como cola blanda 100%, y es un plástico cristalino. Las propiedades del polipropileno son las siguientes: buena fluidez, excelente rendimiento de moldeo, excelente resistencia al calor, se puede hervir y esterilizar a 100 grados Celsius, alto límite elástico; buenas propiedades eléctricas.

Nylon (PA)
El nailon (PA) es un plástico de ingeniería fabricado con resina de poliamida, denominada PA. Hay PA6 PA66 PA610 PA1010, etc. El nylon tiene alta cristalinidad, alta resistencia mecánica, buena tenacidad, alta resistencia a la tracción, resistencia a la compresión, excelente resistencia a la fatiga, resistencia al desgaste, resistencia a la corrosión, resistencia al calor, no tóxico, y excelentes propiedades eléctricas.

Polioximetileno (POM)
El polioximetileno (POM), también conocido como Delrin, es un plástico de ingeniería. El POM tiene una estructura altamente cristalina, excelentes propiedades mecánicas, alto módulo elástico, gran rigidez y dureza superficial, y se conoce como "sustituto del metal". Tiene un bajo coeficiente de fricción, buena resistencia al desgaste y propiedades autolubricantes, sólo superado por el nailon, pero más barato que éste.

Buena resistencia a los disolventes, especialmente a los orgánicos, pero no resiste a los ácidos fuertes, álcalis y oxidantes. Tiene buena estabilidad dimensional y puede fabricar piezas de precisión. La contracción de moldeo es grande, la estabilidad térmica es mala y es fácil que se descomponga cuando se calienta.
Acrílico-Butadieno-Estireno (ABS)
El plástico ABS es un tipo de poliestireno modificado de alta resistencia, formado por tres compuestos: butadieno y estireno en una determinada proporción. Es de color marfil claro, opaco, no tóxico e insípido. Tiene una alta resistencia mecánica, una fuerte resistencia al impacto, una buena resistencia a la fluencia y posee las características de dureza, tenacidad y rigidez. La superficie de las piezas de plástico ABS puede galvanizarse y mezclarse con otros plásticos y caucho para mejorar sus propiedades, como (ABS + PC)

Policarbonato (PC)
También conocido como vidrio antibalas, es un material no tóxico, insípido, inodoro y transparente que es inflamable pero puede autoextinguirse cuando se aleja del fuego. Tiene una tenacidad y dureza especiales. Entre todos los materiales termoplásticos, tiene buena resistencia al impacto, excelente resistencia a la fluencia, buena estabilidad dimensional, alta precisión de moldeo; buena resistencia al calor (120 grados).

PC+ABS Aleación(PC+ABS )
Combina las ventajas del PC (plástico de ingeniería) y el ABS (plástico general) y mejora el rendimiento de ambos. Contiene componentes químicos de ABS y PC, con la buena fluidez y rendimiento de procesamiento de moldeo del ABS, y la resistencia al impacto y a los cambios de ciclo de frío y calor del PC. . La superficie puede rociarse con aceite, electrochaparse o rociarse con metal.

Inyección
Pasos de inyección de la máquina de moldeo por inyección
Añadir materiales
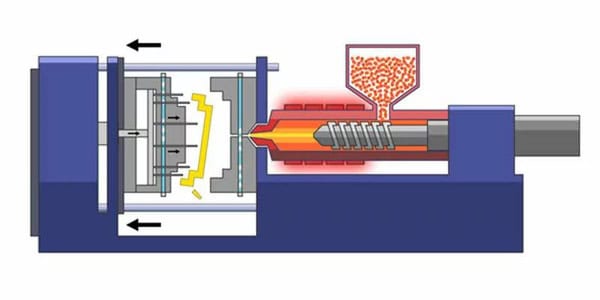
Antes de empezar a procesar con la máquina de inyección, es necesario poner los gránulos de plástico en bruto en la tolva de la máquina de inyección. A continuación, debe ajustar la temperatura de la máquina de inyección de acuerdo con los requisitos del producto. Después de eso, es necesario precalentar y fundir los gránulos de plástico para convertirlos en una masa fundida de plástico que fluye.
Montaje y fijación de moldes
El molde del producto moldeado se fija en la cámara del molde o en la mesa de inyección de la máquina de inyección, y el tamaño, la estructura, etc. del molde se ajustan mediante diversos sistemas de posicionamiento.

Cerrar el molde
Después de ajustar el molde, ponga en marcha el dispositivo de cierre de la máquina de inyección para cerrar el molde. Al cerrar el molde, tenga cuidado de no golpear la superficie del molde para evitar dañarlo.

Proceso de moldeo por inyección
Poner en marcha el sistema de plastificación de la máquina de inyección, y el tornillo de la máquina de inyección comienza a girar, transportando la masa fundida de plástico a la boquilla de inyección; a continuación, poner en marcha el sistema de inyección de la máquina de inyección, e inyectar la masa fundida en la cavidad de moldeo del molde; durante el moldeo por inyección Durante el proceso, parámetros como el volumen de inyección y la velocidad de inyección se ajustan en función de la estructura, el grosor y otros requisitos del producto. Una vez finalizada la inyección, se apaga la moldeo por inyección sistema y esperar a que el plástico se enfríe.

Apertura de moldes y retirada de material
Tras un cierto periodo de enfriamiento, el plástico fundido en la superficie del molde se solidifica gradualmente hasta convertirse en un producto de plástico sólido. En este momento, el dispositivo de apertura del molde de la máquina de inyección se enciende para separar el molde, y el sistema de desmoldeo se pone en marcha para extraer el producto de la cavidad del molde. Este proceso requiere ciertas habilidades y experiencia en función de la superficie irregular del producto.

Enfriamiento y solidificación
En los moldes de moldeo por inyección, el diseño del sistema de refrigeración es muy importante. Esto se debe a que sólo cuando los productos de plástico moldeados se enfrían y solidifican hasta alcanzar una cierta rigidez, se puede evitar que los productos de plástico se deformen debido a fuerzas externas después de ser desmoldeados.

Dado que el tiempo de enfriamiento representa entre 70% y 80% de todo el ciclo de moldeo, un sistema de enfriamiento bien diseñado puede acortar significativamente el tiempo de moldeo, mejorar la productividad y reducir los costes. moldeo por inyección productividad y reducir costes. Un sistema de refrigeración mal diseñado alargará el tiempo de moldeo y aumentará los costes; una refrigeración desigual provocará además alabeos y deformaciones en los productos de plástico.

Según los experimentos, el calor que entra en el molde procedente de la masa fundida se disipa generalmente de dos maneras. El 5% del calor se transfiere a la atmósfera por radiación y convección, y el 95% restante se conduce de la masa fundida al molde.

Debido a las tuberías de agua de refrigeración en el molde, el calor se conduce desde el plástico en la cavidad del molde a las tuberías de agua de refrigeración a través del marco del molde por conducción, y luego es transportado por el refrigerante por convección. Una pequeña cantidad de calor que no es transportada por el agua de refrigeración continúa siendo conducida en el molde, y luego escapa al aire después de entrar en contacto con el mundo exterior.

El proceso de moldeo por inyección consta de varias etapas: cierre del molde, llenado, envasado, enfriamiento y expulsión. El enfriamiento es lo que más tiempo lleva, normalmente entre 70% y 80% del tiempo total del ciclo. Por tanto, el tiempo de enfriamiento afecta a la duración del ciclo y al número de piezas producidas. Durante la expulsión, la pieza debe enfriarse por debajo de su temperatura de deflexión térmica para evitar que se alabee o deforme al extraerla del molde.

Expulsión y postprocesamiento
El moldeo por inyección es un proceso de fabricación habitual en el que se inyecta plástico fundido en un molde y, a continuación, se enfría y se solidifica. Pero debido a algunos problemas en el proceso de producción de piezas moldeadas por inyección, como burbujas, alabeo, etc., es necesario hacer algún post-procesamiento para hacerlo mejor. A continuación presentaremos algunas soluciones comunes de post-procesamiento para mejorar las piezas moldeadas por inyección.

Problema de burbujas en piezas moldeadas por inyección
Para resolver el problema de las burbujas en las piezas moldeadas por inyección, puede hacer lo siguiente. En primer lugar, asegúrese de que el molde tiene una buena ventilación para que el plástico pueda liberar gas cuando se inyecta. En segundo lugar, ajuste la temperatura y la presión de inyección para que el plástico no se caliente ni se presurice demasiado, lo que reducirá las burbujas. Por último, rocíe un agente antiburbujas en la superficie de la pieza moldeada por inyección para evitar que el gas penetre en el plástico.

Piezas moldeadas por inyección ComProblema de alabeo
Para resolver el problema del alabeo en las piezas moldeadas por inyección, puede hacer lo siguiente. En primer lugar, puede aumentar el grosor de la pieza moldeada por inyección para hacerla más rígida y menos propensa al alabeo. En segundo lugar, puede optimizar la velocidad y la presión de inyección para evitar el alabeo causado por una inyección demasiado rápida o demasiado lenta. En tercer lugar, puede añadir algunas estructuras de soporte al diseño de la pieza moldeada por inyección para hacerla más estable.

En cuarto lugar, puede mejorar el proceso de postprocesado cambiando el material que utiliza para la pieza moldeada por inyección. Por ejemplo, puede elegir un material con un índice de contracción menor para reducir la cantidad de la pieza que se contrae al enfriarse. También puede elegir un material con mejores propiedades de fluidez para reducir la posibilidad de burbujas y deformaciones. Elegir el material adecuado también puede mejorar la resistencia y el aspecto de sus piezas moldeadas por inyección.

Además de los planes de mejora de procesos mencionados, también debemos reforzar el control de calidad de los procesos de postprocesado. Por ejemplo, debemos asegurarnos de que las piezas moldeadas por inyección se enfrían uniformemente durante el proceso de enfriamiento para evitar alabeos causados por una contracción desigual. Además, debemos inspeccionar y probar a fondo las piezas moldeadas por inyección para garantizar que su calidad cumple los requisitos.

En resumen, si quiere hacer mejores piezas moldeadas por inyección, tiene que hacer mejores piezas después de moldearlas. Para ello, asegúrese de que el molde tiene buenos orificios de ventilación, ajuste la temperatura y la presión de la inyección, aumente el grosor de las piezas y utilice los materiales adecuados. Si haces estas cosas, podrás librarte de las burbujas y el alabeo. También hay que comprobar que las piezas estén en buen estado. Si haces estas cosas, podrás hacer mejores piezas y más rápido, y podrás hacer felices a tus clientes.

Ventajas del moldeo por inyección
El moldeo por inyección permite diseñar piezas complejas
El moldeo por inyección es ideal para fabricar piezas complejas, muchas piezas iguales y piezas iguales realmente buenas. Para fabricar muchas piezas iguales y realmente buenas, hay que tener en cuenta algunos aspectos importantes a la hora de diseñar la pieza.

Hay que diseñar la pieza de modo que funcione realmente bien con el moldeo por inyección. Si diseñas bien tu pieza, puedes hacer muchas piezas iguales y muy buenas, y puedes hacerlas tan complejas como quieras.

El moldeo por inyección puede mejorar la eficacia y la velocidad de producción
Hay un montón de buenas razones por las que ésta es la forma más común y eficiente de moldeo. En primer lugar, en comparación con otros métodos, el proceso de moldeo por inyección es más rápido y su alto rendimiento de producción lo hace más eficiente.

La velocidad depende de la complejidad y el tamaño del molde, pero sólo transcurren entre 15 y 120 segundos entre cada ciclo de moldeo. Como los tiempos entre ciclos son más cortos, se pueden fabricar más piezas moldeadas por inyección en un tiempo de producción determinado.

El moldeo por inyección es más resistente
Con los años, los plásticos se han hecho mucho más resistentes y duraderos. Los termoplásticos ligeros modernos pueden soportar incluso los entornos más duros igual de bien, si no mejor, que las piezas metálicas. Además, hay más de 25.000 materiales de ingeniería entre los que elegir para trabajos complejos de moldeo por inyección. También puede fabricar mezclas e híbridos de plásticos de alto rendimiento para satisfacer los requisitos y propiedades específicos de las piezas, como la alta resistencia a la tracción.

Aplicación del moldeo por inyección
Alimentación y bebidas
El moldeo por inyección es una forma excelente de fabricar piezas de distintos materiales. Esto es importante para sectores como el de la alimentación y las bebidas, que tienen que cumplir muchas normas sobre la seguridad de sus envases alimentarios. El moldeo por inyección permite utilizar plásticos que son seguros en contacto con los alimentos y no contienen sustancias químicas nocivas. Además, soportan temperaturas frías y calientes. Y como no cuesta mucho fabricar cosas con el moldeo por inyección, es perfecto para hacer cosas como envases de alimentos, tapas de bebidas, filtros y mucho más.

Piezas de construcción
Otro sector que utiliza la tecnología de moldeo por inyección es el de la construcción, donde las piezas de plástico personalizadas y complejas desempeñan un papel importante en la construcción de casas y estructuras. A menudo, estas piezas tienen que ser realmente buenas y encajar a la perfección. Por ejemplo, cuando se fabrican piezas de plástico para puertas y ventanas, tienen que ser perfectas, pero también tienen que ser resistentes y tener cualidades especiales para soportar las inclemencias del tiempo. Hoy en día, el moldeo por inyección se utiliza incluso para fabricar piezas que pueden sustituir a las metálicas, y funcionan mejor y cuestan menos.

Drogas
Gracias a moldeo por inyecciónGracias al moldeo por inyección, las empresas médicas pueden fabricar herramientas y piezas importantes de forma más barata, lo que contribuye a que la asistencia sanitaria sea más accesible para las personas de todo el mundo. Muchos dispositivos médicos integrales, como bombas cardíacas, diversos monitores y toda una serie de aparatos médicos, dependen de la precisión del moldeo por inyección, lo que hace que esta tecnología sea insustituible en este campo.

Conclusión
El moldeo por inyección es un proceso versátil que admite una gran variedad de materiales y acabados, lo que lo convierte en una opción popular para innumerables industrias con objetivos y requisitos completamente diferentes.

Esta tecnología se utiliza ampliamente en industrias como la aeroespacial, la de dispositivos médicos y la de automoción, donde pueden emplearse técnicas avanzadas como el sobremoldeo y el moldeo por inserción para fabricar las piezas más complejas con una precisión impecable.








