 Ir al contenido
Ir al contenido 

Introducción: El moldeo por inyección es la forma más común de fabricar productos de plástico que tienen varias piezas que deben unirse al final. Unir las piezas significa asegurarse de que encajan bien y permanecen unidas.
Aquí es donde entran en juego las tolerancias. Si no se indica el espacio que debe haber entre las piezas, o si no se garantiza que las piezas tienen el tamaño adecuado, las piezas no encajarán bien.
Moldeo por inyección Las tolerancias pueden ser un incordio porque los moldes son caros. Así que hay que saber controlarlas.
En este artículo, explicaré qué afecta a las tolerancias y cómo controlarlas mediante el diseño para fabricación (DFM), la selección de materiales, el diseño de herramientas y el control de procesos.
¿Por qué son importantes las tolerancias en las piezas moldeadas por inyección?
La cantidad de variación en cualquier proceso de prototipado rápido depende de su precisión, y aunque el moldeo por inyección es bastante preciso, sigue habiendo un poco de variación.

Esta variación hace que sea importante averiguar el rango de desviaciones admisibles para que las piezas funcionen bien después de ensamblarlas.
Cuando se elabora un producto con varias piezas moldeadas por inyección, hay que prestar atención a las tolerancias del moldeado de plástico.

Supongamos que desea unir dos piezas moldeadas de plástico mediante tornillos. Tienes que taladrar un agujero en ambas piezas.
Si te equivocas en la ubicación y el tamaño del orificio, tendrás problemas y perderás funcionalidad al montarlo. Así pues, ambas piezas necesitan tolerancias de posición para funcionar correctamente.
En pocas palabras, controlar y optimizar las tolerancias del moldeo por inyección es como suponer lo peor. Es averiguar el rango de desviaciones aceptables que harán que su producto funcione lo mejor posible.
¿Qué factores influyen en las tolerancias del moldeo por inyección?
Diseño de piezas
Una de las formas más importantes de limitar el alabeo, la contracción excesiva y la desalineación de las piezas es utilizar los principios de DFM al diseñar las piezas.
La mejor forma de conseguirlo es trabajar con su servicio de moldeo por inyección al principio del proceso de diseño para evitar costosos rediseños más adelante en la fase de diseño.
Espesor de pared ; Las piezas con un grosor de pared variable pueden sufrir una contracción desigual. Cuando no se pueden evitar las zonas gruesas, se debe utilizar el mandrinado para mantener un grosor de pared uniforme. Un grosor de pared desigual puede causar distorsión en la pieza, lo que puede afectar a las tolerancias y al ajuste.
Las paredes más gruesas no siempre son la mejor opción para aumentar la resistencia; siempre que sea posible, es mejor utilizar nervaduras y refuerzos para aumentar la resistencia de la pieza.
Ángulo de calado ; Los ángulos de desmoldeo son muy importantes para que la pieza salga fácilmente de la herramienta.
Si no es correcto, la pieza puede atascarse al salir, rasparse y deformar el producto acabado. Los ángulos de inclinación pueden oscilar entre 0,5° y 3°, según el diseño de la pieza y el acabado de la superficie.
Características de lBoss ; Los resaltes se utilizan a menudo para alojar elementos de fijación cuando se ensamblan varias piezas de plástico. Si los resaltes son demasiado gruesos, pueden dejar muescas en la pieza.
Si no están unidas a los flancos por nervios, pueden deformarse considerablemente. Esto hará que el montaje de estas piezas sea casi imposible.
Selección de materiales
Se pueden fabricar plásticos moldeados por inyección a partir de un montón de resinas diferentes. Las que elijas dependerán de lo que vayas a fabricar.
Cada resina encoge una cantidad diferente. Al diseñar el molde, hay que tener en cuenta esta contracción. Por lo general, el molde se hace más grande en función del porcentaje de contracción del material.
Si se fabrica algo con más de un tipo de material, hay que tener en cuenta diferentes índices de contracción.

Si no se diseñan bien las tolerancias, se puede acabar con piezas que no encajan entre sí. Es un gran error en el moldeo por inyección y cuesta mucho dinero.
Las tolerancias del moldeo por inyección vienen determinadas principalmente por la contracción del material y la geometría de la pieza.
Debe finalizar la selección del material antes de diseñar y construir la herramienta. El diseño de la herramienta depende en gran medida del material que elija.

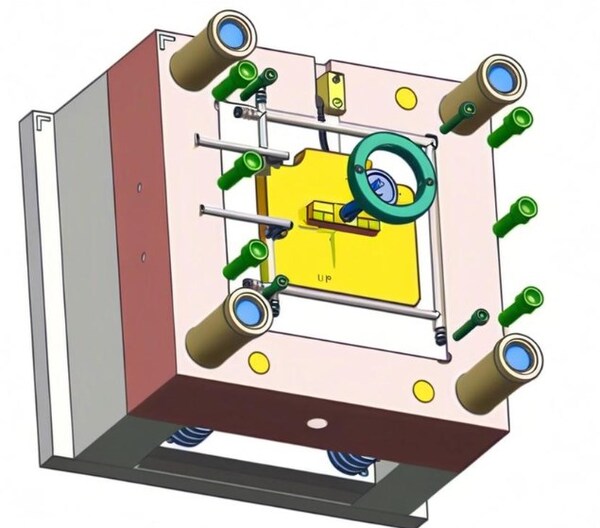
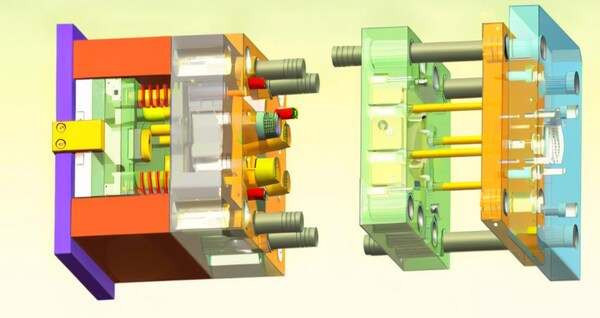
Diseño de herramientas
Cuando se elige el material, normalmente se hace la herramienta más grande para permitir la contracción del material. Pero la contracción no es la misma en todas las direcciones. Por ejemplo, las piezas más gruesas se enfrían a diferente velocidad que las más finas.
Así, si tiene una pieza compleja con una mezcla de paredes finas y gruesas, tendrá diferentes velocidades de enfriamiento.
Eso puede hacer que la pieza se deforme o se hunda, lo que puede estropear las tolerancias y el ajuste del moldeo por inyección. Para evitarlo, los fabricantes de herramientas tienen en cuenta estos factores a la hora de diseñar las características del molde.
Enfriar la herramienta; El enfriamiento de la herramienta es importante para que la pieza se encoja uniformemente. Si la herramienta no se enfría bien, la pieza se encogerá de forma desigual y no tendrá el tamaño adecuado. Puede colocar líneas de agua en la herramienta para ayudar a que la pieza tenga el tamaño correcto.
La tolerancia de la herramienta es muy importante en el moldeo por inyección porque si una herramienta está fuera de tolerancia, cada pieza que salga de esa herramienta tendrá ese error añadido a cualquier error causado por la contracción.
En el mecanizado CNC, las tolerancias de las herramientas suelen estar estrechamente controladas y supervisadas, por lo que una herramienta fuera de tolerancia rara vez es la razón por la que una pieza está fuera de tolerancia.
Además, estas herramientas suelen ser "seguras para el acero". Esto significa que cuando se fabrica una herramienta, las dimensiones o características críticas pueden ajustarse mediante un fresado adicional.
Si las dimensiones finales de determinadas piezas no están dentro de la tolerancia, el material adicional permite afinar la herramienta mediante el mecanizado.
Por ejemplo, una característica de agujero de tolerancia ajustada en una pieza puede tener una herramienta que tenga un pasador central diseñado para estar en el lado más ancho de la tolerancia. Si el orificio necesita un ajuste, se mecanizará más fino para que el orificio sea más delgado.
Ubicación del pasador eyector; El pasador expulsor lo empuja fuera del molde a medida que se abre; esto tiene que ocurrir lo más rápidamente posible para minimizar el tiempo de ciclo.
Si el pasador de expulsión se coloca en un lugar que no es el ideal, puede dañar la pieza. Algunos materiales no son completamente rígidos cuando salen de la herramienta, y una expulsión desigual puede provocar graves alabeos e incoherencias dimensionales.
Ubicación de la puerta; La puerta es donde la resina entra en la herramienta. Si lo pones en el lugar equivocado, se verá mal.
Además, si no llena el molde uniformemente, la pieza se alabeará y encogerá de forma desigual. Las piezas complejas suelen necesitar más de una compuerta para llenarse uniformemente y evitar estos problemas.
Control de procesos
Aunque realice todo el trabajo de diseño previo y tenga en cuenta los materiales para optimizar la tolerancia del moldeo por inyección de una pieza, es posible que la pieza esté fuera de tolerancia cuando se entreguen las primeras muestras.
Una vez aplicados todos los métodos anteriores, el siguiente paso para mejorar el cumplimiento de las tolerancias es ajustar el proceso.
El control de la temperatura, la presión y el tiempo de mantenimiento son algunas de las formas más comunes de mejorar la calidad de las piezas.
Una vez que haya encontrado el conjunto ideal de condiciones, el molde puede crear piezas consistentes con muy poca variación dimensional entre las piezas.
Cuando tienes una pieza con muchas características, es una buena idea poner sensores de presión y temperatura en la herramienta para poder medir esas cosas mientras estás fabricando la pieza.
De este modo, puede controlar el proceso y asegurarse de que se mantienen las tolerancias. Si puedes mantener la presión y la temperatura en la herramienta todo el tiempo, tendrás muchas más posibilidades de mantener las tolerancias.
Cuando se trata de piezas complejas con múltiples características, puede ser útil colocar sensores de presión y temperatura en la herramienta para medir estos parámetros durante el proceso de fabricación y obtener información en tiempo real y controlar el proceso.
Mantener la presión y la temperatura en la herramienta en todo momento ayuda mucho a garantizar tolerancias constantes.
¿Cómo optimizar las tolerancias del moldeo por inyección?
Para optimizar moldeo por inyección tolerancias, puede optimizar los diseños de los productos utilizando el diseño para la fabricación, empleando los materiales de moldeo por inyección adecuados, ajustando el diseño del molde de inyección y el control del proceso.
Esta sección cubrirá cada categoría para que pueda lograr tolerancias realistas en el moldeo por inyección de plástico.
En la fase de diseño
Cuando los fabricantes utilizan el moldeo por inyección, se encuentran con problemas como el alabeo, la contracción excesiva de las piezas, la desalineación de las piezas, etc. durante el procesamiento, que afectan a las tolerancias de las piezas moldeadas por inyección.
Para combatirlo, los diseñadores se aseguran de que el diseño de cada producto siga el Diseño para la Fabricación (DFM), ya que puede limitar la aparición de este tipo de problemas.
Para obtener un buen DfM, es necesario contratar un buen servicio de prototipado rápido con amplia experiencia en moldeo por inyección (como Rapid Direct) al principio del proceso de diseño.
He aquí cuatro cosas en las que debe pensar cuando se trata del diseño de piezas.
Tamaño total
Cuanto más grande es el objeto, más hay que preocuparse por las tolerancias. Cuando se hace algo grande en el moldeo por inyección de plástico, puede alabearse o encogerse. Así que hay que pensar en el tamaño.
Espesor de pared
La contracción es el encogimiento de una pieza de plástico durante la fase de enfriamiento. La contracción es un proceso integral en el proceso de moldeo por inyección y se controla mediante factores como el grosor de la pared, la temperatura, etc.
Si quiere reducir defectos estéticos como alabeos, hundimientos, grietas y distorsiones, necesita un índice de contracción constante.

Y para que la tasa de contracción sea constante, es necesario que el grosor de las paredes sea uniforme. He aquí cómo conseguir un grosor de pared uniforme:
No diseñe piezas con esquinas interiores afiladas, grandes luces sin apoyo o salientes mal diseñados. Si necesitas reforzar las paredes, utiliza nervios.
Si pones radios en las esquinas interiores, puede ayudar a mitigar el alabeo. Utilice el material adecuado y tenga en cuenta el grosor de las paredes. No utilice paredes gruesas porque ralentizan el enfriamiento, lo que aumenta la contracción y puede causar alabeo.

Ángulos de calado
Los ángulos de desmoldeo son importantes en el diseño del moldeo por inyección porque facilitan la extracción de la pieza del molde. Una fácil extracción de la pieza significa menos fricción, menos desgaste y una superficie agradable.

Si no tienes en cuenta los ángulos de desmoldeo cuando moldeas por inyección, se encogerán y las piezas se atascarán cuando intentes expulsarlas (los materiales plásticos como el nailon siguen funcionando muy bien a 0).
Los ángulos de desmoldeo se miden en grados/pulgadas/mm, pero no existen reglas estándar de tolerancia de moldeo por inyección para incorporarlos al diseño de su producto.
Pero tenemos algunas reglas generales que puede seguir. Un ángulo de calado de 10 a 20 es bueno para la mayoría de las piezas. Añada 10 por cada pulgada de profundidad. Utilice 30 para texturas ligeras y >50 para texturas pesadas y utilice 0,50 en todas las superficies verticales.

Jefes
Los salientes son una parte importante del diseño de productos y se utilizan para mantener unidas las piezas cuando se ensamblan.
Hay algunas cosas importantes en las que pensar cuando se diseñan jefes. Una es que las paredes del saliente no pueden ser demasiado gruesas. Si usted pone un jefe de espesor en su diseño, esto es lo que sucederá:
Los huecos y las marcas de hundimiento se crean cuando no se machacan los salientes. Esto prolongará el tiempo de ciclo. También se agrietará el plástico durante la fijación.
Además, debe hacer un núcleo en los resaltes (es decir, conectarlos a la pared lateral más cercana). Si lo hace, conseguirá una distribución adicional de la carga en la pieza y mejorará su refrigeración y el flujo de material.
Elección del material adecuado para tolerancias de inyección ajustadas
La selección del material es muy importante en lo que respecta a las tolerancias del moldeo por inyección, ya que el material se contrae uniformemente (es decir, los materiales de moldeo por inyección se contraen durante la fase de enfriamiento debido a los cambios de densidad).
La contracción depende de factores como el grosor de la pared, la temperatura, la pieza y el tipo de material. A la hora de elegir el material, tenga en cuenta los siguientes factores:
Composición del plástico: El ABS se contrae menos que el polietileno porque es menos denso.

Peso molecular: Las resinas de alto peso molecular tienen una alta viscosidad y una elevada caída de presión, lo que aumenta la contracción.
Aditivos: La adición de rellenos de baja expansión térmica reducirá la contracción.
Las distintas resinas se contraen a ritmos diferentes. Así que hay que tener esto en cuenta a la hora de elegir materiales y diseñar el molde de inyección.
Esto le ayudará a reducir los defectos estéticos que ensucian la tolerancia de sus piezas moldeadas por inyección. Cosas como alabeos, hundimientos, grietas y distorsiones.

Tenga en cuenta las herramientas para el moho
Cuando elija el material adecuado, los diseñadores de moldes le dirán que aumente el tamaño del molde para tener en cuenta la contracción del material. Los distintos materiales encogen a ritmos diferentes debido a su grosor desigual. Para minimizarlo, tenga en cuenta lo siguiente al diseñar el molde.
Refrigeración de herramientas
La refrigeración es un factor importante en el moldeo por inyección. Es lo que marca la diferencia entre una pieza buena y una mala. Es el proceso de enfriar el plástico caliente después de inyectarlo.
El enfriamiento debe ser uniforme porque, de lo contrario, se producirán contracciones, marcas de hundimiento, problemas de expulsión, alabeos y todo tipo de problemas que afectarán al aspecto, la tolerancia y el funcionamiento de la pieza.

Para conseguir un enfriamiento uniforme, hay que colocar conductos de refrigeración en el molde en los lugares adecuados. También hay que vigilar aspectos como la presión de inyección, la viscosidad de la resina y el tiempo de llenado.
Tolerancias de las herramientas
Los moldes de inyección suelen fabricarse mediante mecanizado CNC. Esto permite tolerancias estrechas, lo que significa que el molde se mantendrá preciso mientras se calienta y se enfría.
Las tolerancias garantizarán que la pieza se enfríe correctamente sin perder precisión. Pero si no se controlan las tolerancias al fabricar el molde, pueden producirse grandes defectos como alabeos, encogimientos, hundimientos, etc.
Posición del pasador de expulsión
Un pasador eyector es un elemento de un molde de inyección que empuja el producto final fuera del molde. El pasador tiene diferentes formas (preferiblemente planas) a través de las cuales se aplica una fuerza determinada para empujar el producto hacia fuera.
Por lo tanto, cuando está en una posición incorrecta, puede causar hendiduras no deseadas en el producto acabado. Además, en materiales no rígidos o que se enfrían de forma irregular, el pasador eyector puede agrietar el producto inacabado, lo que provoca múltiples defectos estéticos y distorsiones físicas.

Posición de la puerta
La compuerta es donde el plástico entra en el molde. Ponga la puerta donde la parte es la más gruesa. Esto ayudará a que la pieza no se hunda ni tenga agujeros. También ayudará a que el plástico fluya mejor.
Coloque la compuerta donde la pieza sea más gruesa para que la pieza se llene por completo. No coloque la compuerta junto a elementos como pasadores y núcleos.

No dejes que la puerta estropee el aspecto del corredor o de la pieza. La puerta tiene que estar en el lugar correcto. Si la puerta está en el lugar equivocado, la pieza no se llenará bien. Esto hará que la pieza se deforme, se encoja y tenga mal aspecto.
Realizar un control de procesos repetible
El proceso de fabricación tiene muchas cosas que pueden afectar a la pieza que se fabrica, y el control de procesos es una forma de asegurarse de que todas esas cosas están bien configuradas para que la pieza salga como se supone que debe salir.
Los sensores de presión y temperatura integrados en la herramienta de moldeo suelen ser una parte importante para conseguir un buen control del proceso, ya que le informan en tiempo real de lo que está ocurriendo, de modo que puede realizar cambios rápidamente si algo va mal.

Una vez que tenga estas cosas bajo control y pueda hacerlas de la misma manera cada vez, la herramienta de moldeo podrá hacer piezas que tengan el tamaño adecuado y que no cambien mucho.
Las resinas plásticas suelen tener un mayor coeficiente de dilatación térmica, lo que significa que es más probable que cambien de dimensiones cuando cambia la temperatura.
Así, las piezas con tolerancias más estrictas a menudo deben medirse a la misma temperatura para asegurarse de que mantienen el mismo tamaño y funcionan correctamente.

¿Cuáles son las tolerancias alcanzables en el mantenimiento del moldeo por inyección?
Para obtener una norma real moldeo por inyección tolerancias , puede poner algunas tolerancias de moldeo por inyección de plástico factibles en el diseño del molde de plástico. Aquí están los comunes para los principales plásticos utilizados en el moldeo por inyección de plástico:
Tolerancias dimensionales +/- mm
La precisión puede ser un verdadero incordio. Por eso los diseñadores utilizan el símbolo (+/-) para mostrar la gama de medidas. Cada material tiene un rango de tolerancia diferente a medida que el tamaño aumenta. La tabla anterior muestra las tolerancias dimensionales de los principales plásticos utilizados para el moldeo por inyección.
Tolerancias de rectitud/planeza
La deformación se produce porque el plástico se contrae de forma diferente en la dirección del flujo y a través del flujo. Puede ocurrir porque diferentes partes de la pieza tienen diferentes grosores de pared, que se contraen de forma diferente.

Puedes minimizar el alabeo cambiando el diseño del molde, colocando la compuerta en un lugar mejor y controlando mejor el proceso. Pero es posible que tenga que tener una tolerancia realista en el lado de plástico, porque la deformación es difícil deshacerse de 100%.
Tolerancias de apertura +/- mm
Cuanto mayor sea el agujero, más tendrá que preocuparse. La imagen de arriba muestra de cuánto hay que preocuparse según el tamaño de los agujeros.
Tolerancias de profundidad del agujero ciego +/- mm
Los agujeros ciegos son agujeros taladrados en la pieza utilizando un núcleo de inserción que no atraviesa la pieza por completo.

Los orificios ciegos se fijan y sujetan por un extremo, lo que los hace más propensos a deformarse bajo fuertes fuerzas de flujo de la masa fundida. La tabla anterior muestra las distintas tolerancias que puede utilizar.
Tolerancia Concentricidad/Ovalidad +/- mm
Se trata de calcular el grosor de la pared (la diferencia entre los diámetros exterior e interior). La imagen de arriba muestra las diferentes tolerancias y las diferencias de coste para obtener esta tolerancia.
Conclusión
Siempre hay alguna variación en el proceso de moldeo por inyección, por lo que es necesario disponer de un rango de desviaciones admisibles para que las piezas funcionen cuando se ensamblen.
Por eso las tolerancias de moldeo por inyección son tan importantes cuando se ensamblan productos con múltiples piezas moldeadas por inyección.
Cuando controla y optimiza las tolerancias del moldeo por inyección, puede averiguar el rango de desviaciones permitidas que ayudarán a que su producto funcione lo mejor posible.
Las formas más comunes de hacer esto son sobre todo acerca de DfM, selección de materiales, y control de procesos, y esta guía de tolerancia de moldeo por inyección puede ayudarle a simplificar las formas más comunes que serán realmente útiles para su proyecto . Si usted tiene cualquier proyecto de moldeo por inyección, por favor no dude en ponerse en contacto con Zetar Mold.
En resumen, optimizar moldeo por inyección tolerancias es importante para asegurarse de que puede fabricar su producto de forma eficaz y rentable.
Para ello, debe averiguar qué tolerancias necesita, elegir los materiales y procesos adecuados y ajustar el diseño y los parámetros del molde.







