 Ir al contenido
Ir al contenido 

Introducción: Hay muchas variables en el proceso de control del equipo de calentamiento, inyección y enfriamiento durante el proceso de moldeo, especialmente en el proceso de inyección. Por ejemplo: temperatura del barril, caudal del sistema hidráulico, presión hidráulica, temperatura del aceite hidráulico, fuerza de cierre, temperatura ambiente, humedad, desgaste del equipo, etc.Es realmente complicado en la superficie.
En el proceso de producción, los parámetros de la máquina de moldeo por inyección no han cambiado, pero la calidad de los productos de plástico producidos cambiará. Entonces, ¿cómo podemos asegurarnos de que la calidad de los productos de plástico producidos no cambiará? Este artículo responde principalmente a esta pregunta y resume las técnicas para optimizar los procesos de moldeo por inyección.
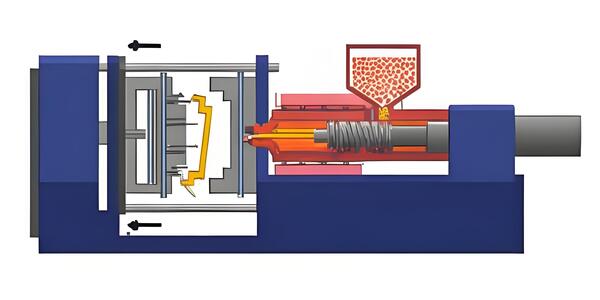
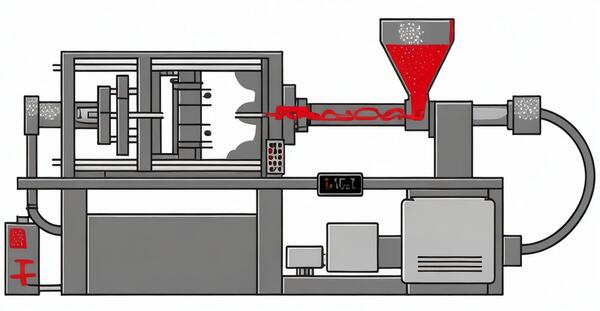
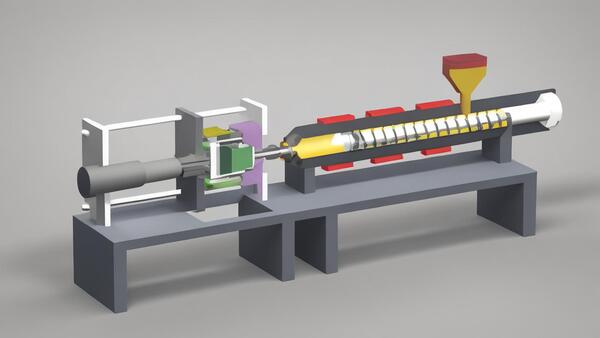
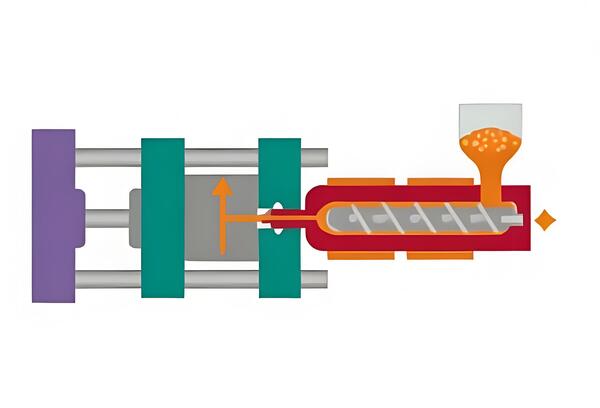
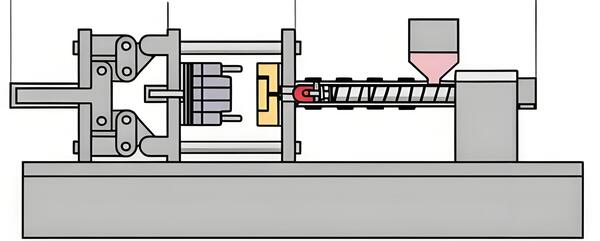
¿Qué es el proceso de moldeo por inyección?
El moldeo por inyección es el proceso de fabricación de piezas semiacabadas de una forma determinada mediante la presurización, inyección, enfriamiento y separación de las materias primas fundidas.
Optimización de los parámetros de moldeo por inyección
Siempre hablamos de optimizar el moldeo por inyección proceso, pero ¿qué significa eso? ¿Qué parámetros debemos mejorar para lograr la mejor optimización? He aquí 10 parámetros clave que deben ajustarse en el moldeo por inyección para producir piezas de plástico uniformes y de alta calidad.
Velocidad de inyección
La velocidad a la que se inyecta el plástico afecta a la forma en que el producto se llena y se enfría. Si inyecta demasiado rápido, el producto se quemará en la superficie, se deformará y tendrá otros problemas de calidad. Si inyecta demasiado despacio, el producto no se llenará del todo. Por lo tanto, debe elegir la velocidad de inyección adecuada en función del tamaño, el material y otras características del producto.
Presión de disparo
La presión de inyección es la presión aplicada por la máquina de moldeo por inyección al plástico fundido durante el proceso de inyección. Si la presión de inyección es demasiado alta, el producto se deformará. Si la presión de inyección es demasiado baja, la superficie del producto será rugosa. Por lo tanto, es necesario optimizar la presión de inyección y encontrar un rango de presión de inyección adecuado para garantizar la calidad del producto.
Temperatura del molde
La temperatura del molde afecta a la rapidez con que se enfría el producto y a cuánto encoge. Si la temperatura es demasiado alta, el producto encogerá demasiado. Si la temperatura es demasiado baja, el producto tendrá defectos en la superficie. Por tanto, hay que determinar la temperatura adecuada para el molde en función de factores como el punto de fusión del material y el tamaño del producto.

Control de la temperatura
Temperatura del plástico o de fusión: Es importante controlar la temperatura del plástico con precisión para fundirlo uniformemente. Los distintos materiales tienen diferentes requisitos de temperatura, y mantener el rango de temperatura correcto puede evitar problemas como la fusión incompleta o la degradación térmica.
Temperatura del molde: El control de la temperatura del molde afecta a la cristalinidad, la contracción y el tiempo de ciclo de la pieza. Mantener el molde a la temperatura recomendada ayuda a garantizar que la resina tenga las propiedades mecánicas correctas.

Tiempo de enfriamiento
El tiempo de enfriamiento es el tiempo que la pieza permanece en el molde después de haber inyectado y llenado el material. Hay que enfriarla bien para que no se deforme y se solidifique uniformemente. También influye en el tiempo que se tarda en fabricar la pieza.

Selección de materiales plásticos
El tipo de plástico que se utilice puede influir mucho en la forma en que el moldeo por inyección proceso. Los distintos plásticos tienen diferentes puntos de fusión, índices de contracción y propiedades de fluidez. Elegir el plástico adecuado para lo que quieres fabricar es muy importante si quieres que tu pieza quede como deseas.

Velocidad del husillo y contrapresión
Velocidad del tornillo: La velocidad de rotación del tornillo en la máquina de moldeo por inyección afecta al cizallamiento general del material. La velocidad del tornillo debe seleccionarse en función del tipo de material y del contenido de aditivos. La velocidad correcta del tornillo asegurará la cantidad correcta de cizallamiento proporcionada por la rotación del tornillo y la geometría del tornillo.
Contrapresión: Mantener la contrapresión correcta en el tornillo es importante para mezclar y homogeneizar el plástico fundido. También ayuda a detener las burbujas y a mejorar las piezas.
Calibrado de máquinas de moldeo por inyección
Tiene que calibrar su máquina de moldeo por inyección regularmente si quiere que sea precisa. Eso significa que tienes que calibrar los ajustes de presión, temperatura y tiempo de la máquina.

Diseño y mantenimiento de moldes
Un buen diseño del molde, con los orificios de ventilación, las guías y los canales de refrigeración adecuados, es de gran ayuda en el proceso de optimización. El mantenimiento periódico de los moldes es importante para evitar que problemas como el desgaste, la corrosión o los daños afecten a la calidad de las piezas.

Sistemas de vigilancia y control
Mediante el uso de sistemas avanzados de supervisión y control como CoPilot®, puede realizar un seguimiento de todo tipo de cosas en tiempo real. Esto le ayuda a detectar problemas y solucionarlos rápidamente, para que pueda seguir mejorando en el moldeo por inyección.
Pasos de optimización del proceso de moldeo por inyección
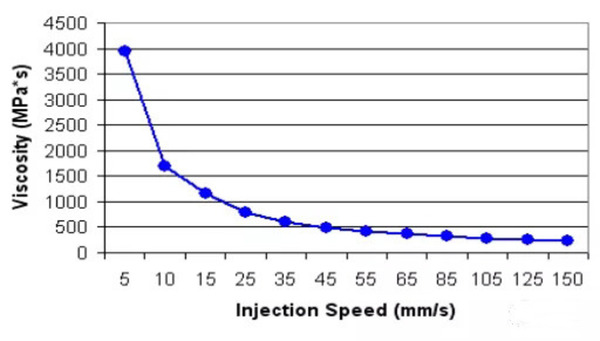
Curva de viscosidad
La razón por la que hacemos una curva de viscosidad es para elegir una buena velocidad de inyección que no haga que la viscosidad de la masa fundida cambie mucho cuando cambien pequeñas cosas. Queremos que las diferencias entre cada molde sean lo más pequeñas posible para poder hacer siempre las mismas piezas buenas.
Si se observa la curva de viscosidad, se puede ver que cuando la velocidad de inyección es superior a 55 mm/s, la viscosidad de la masa fundida es bastante estable. Por lo tanto, si ajustas la velocidad de inyección a 65mm/s, tendrás una fase de llenado consistente. Pequeños cambios en los parámetros no causarán grandes cambios en la viscosidad de la masa fundida.
Por supuesto, hay casos especiales en los que no se puede utilizar esta velocidad optimizada, como la reducción del halo de la compuerta. En este caso, la apariencia es, por supuesto, la prioridad, pero esta velocidad optimizada debe utilizarse como referencia para la curva de inyección, como empezar con una velocidad baja a través de la puerta para reducir el halo de la puerta, y luego aumentar rápidamente a esta velocidad optimizada.
Prueba de equilibrio de caudal
Esta prueba sólo es necesaria para moldes con varias cavidades, como 2 cavidades o más. El propósito es comprobar la desviación porcentual máxima entre cada cavidad en diferentes etapas de llenado.El desequilibrio de llenado puede ser aceptable o inaceptable, dependiendo de los requisitos de calidad del producto. Esta información se determina mejor después de completar la ventana de moldeo por apariencia (paso 4).
Si puede sostener el producto en la mano y la ventana de moldeo es grande, compruebe si las dimensiones del producto están dentro de la tolerancia. Si lo están, el desequilibrio de llenado es correcto.

Si la ventana de moldeo es pequeña, y la primera cavidad a rellenar tiene rebabas, mientras que las otras cavidades tienen disparos cortos o marcas de hundimiento, averigüe por qué se produce el desequilibrio de llenado.
Suele haber cuatro razones principales para un llenado desequilibrado: diferentes tamaños de canal, diferentes tamaños de compuerta, diferentes tamaños de escape y diferente refrigeración. Sin embargo, esta razón suele tener poco efecto cuando la máquina acaba de arrancar. Otra situación es el desequilibrio causado por el cizallamiento, especialmente en los moldes de canal frío de 8 agujeros.
Prueba de caída de presión
La prueba de caída de presión se realiza para ver cuánta presión se pierde en diferentes puntos durante el llenado. Suele incluir la boquilla de la máquina, el canal vertical, el canal principal, el canal secundario, la compuerta y el extremo de llenado.
No utilice la presión máxima de la máquina para moldear. Por ejemplo, si la presión máxima de la máquina es de 180Bar, la presión máxima necesaria para el llenado no debe alcanzar los 180Bar. Si lo hace, significa que el husillo necesita más presión para alcanzar la velocidad de inyección fijada, pero no puede alcanzarla debido a las limitaciones de presión. Esto se llama "presión limitada".
Típicamente, usted no quiere exceder 90% de la presión máxima de la máquina durante el proceso de inyección. Si observa la curva de caída de presión y se encuentra en la zona de "presión limitada" o supera los 90% de la presión de la máquina, busque una sección más pronunciada de la curva de presión e intente reducir la caída de presión allí.

Por ejemplo, en la imagen de la derecha, la caída de presión a través del canal es muy alta, lo que significa que se necesita mucha fuerza para empujar el plástico a través del canal. Aumentar el diámetro del canal ayudará a reducir la presión.
Ventana de moldura de aspecto
La ventana de proceso cosmético es una prueba muy importante. Normalmente, esta ventana de proceso cosmético se compone de presión de envasado y temperatura del material (material amorfo), presión de envasado y temperatura del molde (material cristalino).
La ventana de proceso cosmética le indica cuánto margen tiene para ajustar el proceso sin dejar de obtener una pieza aceptable. La situación ideal es tener una ventana de proceso mayor. Si la ventana de proceso es más pequeña, será más fácil cometer defectos cosméticos.
Por ejemplo, en la imagen anterior, si la ventana de proceso es más pequeña, será más fácil que se produzcan disparos cortos o destellos debido a que el propio proceso fluctúa. Un proceso robusto es tener una ventana de proceso mayor para compensar la fluctuación del propio proceso.
La ventana de moldeo por apariencia también proporciona los límites superior e inferior de la temperatura del material/temperatura del molde y la presión de mantenimiento que se pueden utilizar en pruebas posteriores del molde debido al ajuste del tamaño o pruebas DOE.
Prueba de congelación de puertas
En los moldes de canal frío o semifrío (de caliente a frío), para garantizar la repetibilidad entre moldes, la presión de mantenimiento debe continuar hasta que la compuerta se enfríe completamente.
Una vez generada la curva, elija un tiempo después de que el peso del producto deje de subir. En la figura anterior, el peso del producto deja de subir después de 7s, así que por seguridad y para tener en cuenta las fluctuaciones propias del proceso, ajuste el tiempo de retención a 8s.
Debe tenerse en cuenta que el segundo adicional en la fase de mantenimiento no aumenta la duración del ciclo, ya que durante este tiempo, la puerta debe haberse congelado y sólo se mantendrá el canal frío durante un breve espacio de tiempo, mientras que el producto ya ha empezado a enfriarse. Por lo tanto, el segundo extra debe restarse del tiempo de enfriamiento para garantizar el mismo tiempo de ciclo.
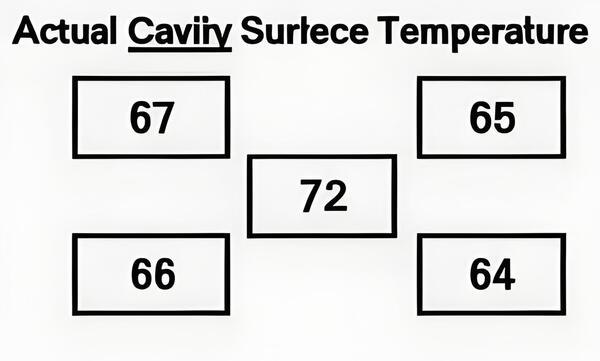
Mapa de temperaturas del moho
El objetivo del mapa de temperatura del molde es registrar la distribución de la temperatura instantánea de la superficie del molde tras la expulsión del producto. Puede utilizarse para confirmar si el circuito de agua de refrigeración funciona o si hay "puntos calientes".

Además, esta información puede utilizarse para resolver problemas más adelante. Por ejemplo, cuando el tamaño del producto es inconsistente, se puede utilizar para confirmar si la temperatura de la superficie del molde es la misma que antes.Tienes que usar un pirómetro de contacto para medir la temperatura.
Después de la primera vez que arranque o pare la máquina, la temperatura del molde subirá gradualmente hasta estabilizarse. Por lo tanto, debes medir la temperatura del molde después de que se estabilice (al menos 10 moldes).

La figura anterior muestra 5 cuadros que pueden utilizarse para diferentes moldes. Por ejemplo, si está probando un molde de 4 cavidades, registraría las mediciones en el mismo punto de cada cavidad en los cuatro cuadros de las esquinas y dejaría vacío el cuadro del medio. Si está probando un molde de una sola cavidad, utilizaría los 5 para representar diferentes puntos de medición.
Consejos para optimizar el proceso de moldeo por inyección
¿Qué significa "optimizar" el proceso de moldeo por inyección? En general, significa que debe analizar detenidamente el flujo de su proceso para asegurarse de que alcanza sus objetivos de la forma más valiosa y eficaz posible. He aquí cinco consejos que le ayudarán a conseguirlo.
Control de calidad mediante la fabricación de muestras
El control de calidad es una parte fundamental de todo el proceso de producción de moldes. A menudo se realiza en la postproducción. Sin embargo, el control de calidad de las piezas de muestra es diferente. Las piezas de muestra pueden desempeñar un papel clave en la búsqueda de la optimización del moldeo por inyección proceso.
Eliminan el riesgo de las pruebas y la optimización de toda la producción. También permiten comprender mejor el proceso y el rendimiento de la máquina en un entorno más controlado.
Si ejecuta pequeños lotes, puede ver cómo va todo el proceso, comprobando la calidad de las piezas, el volumen de inyección y la temperatura de fusión del lote real de resina que tiene. Los resultados que se obtienen al realizar muestras y comprobaciones de control de calidad suelen compensar el tiempo y el dinero invertidos.
Pruebas y evaluación del moho
Otra forma de optimizar el proceso de moldeo es probar el molde con los materiales que desea utilizar. Hay tantas resinas y formulaciones diferentes disponibles que incluso pequeñas diferencias en la viscosidad, la temperatura de fusión, la temperatura del molde, etc. pueden sumarse para crear fluctuaciones y variaciones acumulativas en el proceso de moldeo, lo que resulta en piezas desechadas y procesos ineficientes.

Algunas de las claves de las pruebas de moldes son las pruebas de disparo corto, la tasa y el patrón de llenado y la evaluación del perfil de presión, etc.
Pruebas y ajustes de moldes y procesos de moldeo
Una vez que disponga de información utilizable procedente de los ensayos de moldes y del control de calidad de las piezas de muestra, podrá realizar ajustes de precisión que pueden suponer grandes ganancias en optimización y eficacia del proceso.

Por ejemplo, si tiene problemas de disparos cortos o tiempos de llenado incoherentes, puede ajustar el diseño y la disposición del molde para optimizar esos problemas. Si las temperaturas del molde son incoherentes o están fuera de los rangos aceptables, puede ajustarlas para obtener los mejores tiempos de calentamiento y enfriamiento.
Parámetros del proceso e intervalos de rendimiento
Desde las máquinas hasta los moldes y las resinas, cada parte del proceso de moldeo por inyección tiene un rango de rendimiento aceptable. Cuando realiza pequeños (o grandes) cambios en los componentes del proceso utilizando resultados reales de las pruebas, los resultados pueden empezar a sumarse hasta tener un gran impacto en los beneficios, los resultados y el valor que puede ofrecer a sus clientes.

Crear o seguir un determinado proceso de diseño de experimentos
Un proceso que puede repetirse le proporcionará buenos índices de piezas, es fácil de solucionar y le ofrece la mayor información posible sobre el funcionamiento del proceso. También es importante tener en cuenta la repetibilidad cuando se realizan pruebas para optimizar el proceso de moldeo por inyección.
Otros consejos para optimizar el proceso de moldeo por inyección son: controlar la temperatura del plástico dentro del rango recomendado por el proveedor del material; llenar lo más rápido posible y con el menor número de segmentos posible; separar el llenado y la contracción; llenar sólo 95-99% del producto al final del llenado.

Disminuir adecuadamente la velocidad de llenado para reducir la orientación molecular del plástico; garantizar una presión suficiente durante la fase de llenado; registrar y mantener constante el tiempo de llenado; pasar a la retracción al final del llenado;Controlar la presión y el tiempo para la retracción.
Asegúrese de que la presión se mantiene hasta que se cierra la compuerta. Controle la velocidad y el tiempo de enfriamiento. Asegurarse de que hay turbulencia en el canal de refrigeración. Controle la temperatura de entrada y salida del agua de refrigeración. No utilice tecnología de control de ajuste automático.

Haga que el proceso de plastificación sea lo más lento posible sin aumentar el ciclo. No segmente la contrapresión. Si cambian las propiedades del material, no lo compense ajustando la temperatura, sino principalmente ajustando la velocidad de llenado.
"Diseño experimental" significa que las pruebas se realizan de forma planificada, estructurada y registrada. De este modo, si detectas infracciones u otros problemas, podrás rastrearlos fácilmente hasta su origen.

Conclusión
En resumen, el moldeo por inyección es un método de procesamiento habitual, rápido, preciso y repetible. Pero siempre hay problemas. Casi todas las fábricas de moldeo por inyección tienen problemas como la inyección inestable, y siempre hay defectos en los productos.

Debido a que los plásticos tienen sus propias características, y el equipo de procesamiento es complicado, el moldeo por inyección es relativamente complicado. Un control y ajuste razonables de factores como las materias primas, los moldes y los parámetros del proceso en el moldeo por inyección Este proceso optimiza la producción de moldeo por inyección.







