 Ir al contenido
Ir al contenido 

Tasa de Plastificación
– Shot weight capacity is the key machine parameter—must exceed part weight by 20-30% safety margin
– Clamping force requirements increase dramatically for large parts (typically 2000-5000+ tons)
- Tiempo de enfriamiento for thick 3kg parts can extend cycle times to 5-15 minutes vs seconds for small parts
The question of whether injection molding machines can produce 3kg products comes up frequently in our conversations with manufacturers looking to scale up their production capabilities. The short answer is absolutely yes—but it requires the right equipment, careful process planning, and an understanding of how large-part molding differs fundamentally from producing smaller components. In our 20+ years at ZetarMold specializing in large-part injection molding, we’ve produced thousands of components in this weight range and far beyond, from automotive bumpers to industrial storage containers to large electrical housings.
The reality is that 3kg represents a significant but manageable size for modern injection molding technology. While many smaller machines top out at shot weight1 capacities of 500g to 1kg, industrial-grade machines designed for large parts can easily handle 3kg, 5kg, or even 10kg+ per cycle. The key is matching your part requirements to the right machine specifications and understanding how factors like material selection, cooling requirements, and fuerza de sujeción2 scale as part weight increases.
What Machine Size Is Needed to Produce 3kg Injection Molded Parts?

To produce a 3kg injection molded part, you need a machine with a shot weight capacity of at least 3.6-4kg to maintain proper safety margins and process control. In our factory, we typically recommend machines in the 800-1500 ton clamping force range for parts in this weight category, though the exact specifications depend heavily on the part’s projected surface area and wall thickness distribution.
The shot weight capacity is perhaps the most critical specification to consider. This figure represents the maximum amount of plastic material the machine can inject in a single cycle. We’ve learned through extensive production experience that you should never run a machine at 100% of its rated shot capacity. Operating at 75-85% capacity provides better process stability, more consistent part quality, and longer machine life. For a 3kg part, this means selecting a machine rated for approximately 4kg shot weight.
But shot weight is only part of the equation. The clamping force requirement scales with the projected area of your part—the surface area you would see if looking directly at the parting line. The rule of thumb we use is approximately 2-5 tons of clamping force per square inch of projected area, depending on the material. A large, flat 3kg automotive component might have a projected area of 400-600 square inches, requiring 1600-3000 tons of clamping force or more. A thick-walled industrial component with less surface area might need considerably less.
We’ve successfully produced 3kg parts on machines ranging from 650 tons to 2000 tons, with the variation depending entirely on part geometry. A compact, thick-walled gear housing might require minimal clamping force despite its weight, while a large, thin-walled panel of the same mass demands much higher tonnage to prevent flash and maintain dimensional accuracy.
The injection unit’s plasticizing capacity also becomes important at this scale. You need sufficient screw diameter and length to melt and homogenize 3kg of material efficiently. Most machines suitable for this work feature screw diameters of 70-90mm and use high-output screws designed for rapid material throughput. In our production facility, we’ve found that machines with plasticizing rates of 15-25 kg/hour work well for 3kg parts, providing good duración del ciclo3 without compromising melt quality.
What Are the Technical Challenges of Molding Large 3kg Products?
The primary technical challenges when molding 3kg parts include managing extended cooling times, ensuring complete mold filling across large cavities, preventing sink marks and voids in thick sections, and maintaining consistent material properties throughout the heavy part mass. We encounter these challenges regularly in our production operations and have developed robust solutions for each.
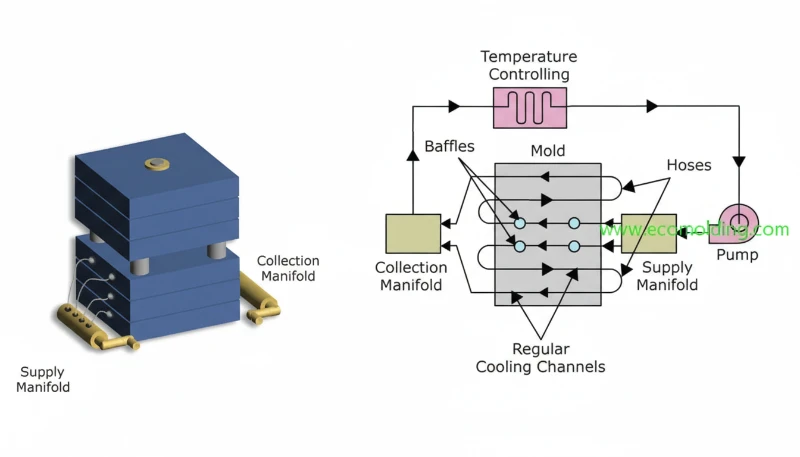
Cooling time increases exponentially with wall thickness, not linearly. A small part with 2mm walls might cool in 15-30 seconds, but a thick section in a 3kg part can require 5-15 minutes of cooling time before the part is dimensionally stable enough to eject. This dramatically affects your cycle time and production economics. We’ve addressed this through sophisticated mold cooling systems featuring conformal cooling channels that follow the part geometry, high-flow cooling circuits with turbulent water flow, and sometimes even specialized cooling inserts in particularly thick sections.
“Cooling time for injection molded parts increases proportionally with part weight, so a 3kg part takes exactly 3 times longer to cool than a 1kg part.”Falso
This is a common misconception we encounter regularly in our factory. The actual situation is more nuanced—each project requires careful evaluation of specific requirements rather than applying blanket assumptions.
“Cooling time is primarily determined by maximum wall thickness, not total part weight, and increases exponentially—doubling wall thickness can quadruple cooling time.”Verdadero
This is accurate based on our extensive manufacturing experience at ZetarMold. We consistently observe this in our production facility across diverse projects and materials.
Mold filling presents another significant challenge. When you’re trying to push 3kg of viscous molten plastic through a mold cavity—sometimes traveling 300-500mm or more from the gate—you need carefully calculated injection pressures, speeds, and temperatures. We use advanced mold flow simulation software before cutting any steel to predict and prevent issues like short shots, weld lines in critical areas, and excessive shear heating that can degrade the polymer.
Material degradation becomes a real concern with large parts because the plastic spends more time in the heated barrel. We monitor residence time carefully and adjust our process parameters to ensure material doesn’t overheat or begin to decompose. For heat-sensitive materials like PVC or some filled compounds, we sometimes need to reduce barrel temperatures and compensate with longer injection times to maintain mold filling without thermal degradation.
Sink marks and voids are perhaps the most common defect we see in large, heavy parts. When thick sections cool, the interior material contracts more than the surface that has already solidified, creating depressions or internal voids. We combat this through careful part design (avoiding thick sections where possible), extended packing pressure phases, and sometimes by using materials with lower shrinkage rates or chemical foaming agents that counteract volumetric shrinkage.
Which Materials Work Best for Large Heavy Injection Molded Parts?

The best materials for 3kg injection molded parts are typically engineering-grade thermoplastics like polypropylene (PP), ABS, polycarbonate (PC), nylon (PA), and glass-filled variants of these polymers, selected based on the specific mechanical, thermal, and chemical resistance requirements of the application. In our large-part production, we work with these materials daily and understand their unique processing characteristics at this scale.
Polypropylene remains one of our most frequently used materials for large parts because of its excellent balance of properties and processability. PP has relatively low shrinkage (1.5-2%), good flow characteristics even in long, thin sections, and reasonable cost. We’ve produced thousands of 3kg+ automotive components, industrial containers, and consumer products in PP. Its lower processing temperature also helps with energy efficiency and reduced cycle times compared to higher-temperature materials.
ABS is our go-to choice when surface finish and dimensional stability are priorities. It machines well if post-molding operations are required, provides good impact resistance, and delivers excellent surface aesthetics straight from the mold. The material’s slightly higher shrinkage (0.5-0.7%) is predictable and manageable with proper mold design. We’ve used ABS extensively for electronic housings, appliance components, and automotive interior trim pieces in the 2-5kg range.
For applications requiring exceptional strength and heat resistance, we frequently specify glass-filled nylon compounds. These materials can be challenging to process at large part weights because the glass fibers increase viscosity and require higher injection pressures, but the mechanical properties are outstanding. A 30% glass-filled PA6 part can offer tensile strength exceeding 160 MPa—more than double that of unfilled polymers. We’ve successfully molded 3-4kg structural automotive components in glass-filled nylon that replaced metal assemblies.
“All thermoplastic materials process identically when producing large 3kg parts, so material selection only affects final part properties, not manufacturing feasibility.”Falso
This is a common misconception we encounter regularly in our factory. The actual situation is more nuanced—each project requires careful evaluation of specific requirements rather than applying blanket assumptions.
“Material selection significantly impacts processing parameters—filled compounds require 30-50% higher injection pressures, and crystalline materials like PP need precise cooling control to prevent warpage.”Verdadero
This is accurate based on our extensive manufacturing experience at ZetarMold. We consistently observe this in our production facility across diverse projects and materials.
Polycarbonate blends, particularly PC/ABS alloys, offer an excellent combination of impact resistance and heat deflection temperature. These materials process well in large parts and provide the toughness needed for demanding applications. We’ve produced large equipment housings, safety components, and industrial covers weighing 3-6kg in PC/ABS that have performed flawlessly in harsh environments for years.
En melt flow index4 (MFI) becomes particularly important when selecting materials for heavy parts. Higher MFI grades flow more easily and can fill complex or large cavities more completely, but may sacrifice some mechanical properties. We typically specify MFI values in the range appropriate for the part’s flow length-to-thickness ratio, consulting closely with material suppliers to optimize both processability and performance.
How Does Cooling Time Affect Production of Large Injection Molded Parts?
Cooling time typically represents 60-80% of the total cycle time for large 3kg parts, directly determining production capacity and part cost. While a small 50g part might cool in 20 seconds with a total cycle time of 35 seconds, a 3kg part with thick sections often requires 5-12 minutes of cooling, resulting in cycle times of 6-15 minutes depending on geometry and material.
This dramatic difference in cycle time has profound economic implications. In our factory, we’ve calculated that reducing cooling time by just 15% on a large part can increase daily production capacity by 2-3 additional parts per mold, which compounds significantly over weeks and months of production. This is why we invest heavily in advanced cooling technologies for our large-part molds.
The physics of cooling are unforgiving: heat must travel from the part’s core to its surface and then be carried away by the cooling medium in the mold. The time required is proportional to the square of the wall thickness. A section that’s twice as thick takes roughly four times longer to cool. This is why part design is so critical—we work closely with customers during the design phase to minimize wall thickness wherever possible and ensure uniform thickness throughout the part to avoid hot spots that extend cooling time.
We employ several strategies to accelerate cooling in large parts. Conformal cooling channels that follow the part’s contours rather than running in straight lines can reduce cooling time by 20-40% compared to conventional drilled cooling lines. We’ve invested in additive manufacturing capabilities specifically to produce mold inserts with these complex internal cooling geometries that would be impossible to machine conventionally.
Water temperature and flow rate also play crucial roles. We maintain cooling water at precisely controlled temperatures (typically 15-25°C for most materials) and ensure turbulent flow through the cooling channels to maximize heat transfer. High-flow cooling systems with flow rates of 15-25 liters per minute per circuit are standard in our large-part molds. We’ve measured the difference: inadequate cooling water flow can add 30-50% to cooling time.
| Part Weight Range | Typical Shot Weight Capacity | Clamping Force Range | Plasticizing Rate | Las industrias, desde la automotriz hasta la de equipos industriales, dependen de componentes grandes moldeados por inyección para ofrecer la combinación de geometría compleja, rendimiento del material y rentabilidad que otros procesos de fabricación simplemente no pueden igualar. A medida que los diseños de las piezas se vuelven más sofisticados y la integración funcional aumenta, la demanda de piezas pesadas moldeadas por inyección sigue creciendo. |
|---|---|---|---|---|
| 500g parts | 600-800g | 250-500 tons | 5-10 kg/hr | 45-90 seconds |
| 1kg parts | 1.3-1.5kg | 500-1000 tons | 8-15 kg/hr | 90-180 seconds |
| 3kg parts | 3.6-4.5kg | 800-2000 tons | 15-25 kg/hr | 360-720 seconds |
| 5kg parts | 6-7.5kg | 1500-3500 tons | 25-40 kg/hr | 480-900 seconds |
| 10kg parts | 12-15kg | 2500-5000+ tons | 40-60 kg/hr | 600-1200 seconds |
For crystalline materials like polypropylene and nylon, cooling control becomes even more critical because the rate of cooling affects crystallinity, which in turn affects shrinkage, warpage, and mechanical properties. We use precise temperature control systems that can maintain cooling water within ±0.5°C to ensure consistent part quality across production runs.
What Industries Use Large 3kg+ Injection Molded Components?

The automotive, industrial equipment, construction, appliance, and material handling industries are the primary users of large 3kg+ injection molded components, requiring these heavy parts for everything from structural body panels to equipment housings to heavy-duty containers. Our customer base spans all these sectors, and we’ve developed specialized expertise in the unique requirements of each.
The automotive industry is perhaps the largest consumer of heavy injection molded parts. We regularly produce components like bumper beams, instrument panel substrates, battery trays for electric vehicles, large interior trim panels, and underbody shields that weigh 3-8kg each. These parts must meet stringent safety requirements, dimensional tolerances typically within ±0.5mm, and often need to integrate multiple functions—mounting points, cable routing, sound dampening—into a single molded component. The volume requirements are substantial, with production runs often exceeding 100,000 units annually.
Industrial equipment manufacturers rely on large molded parts for machine housings, control panel enclosures, motor covers, and protective guards. These applications prioritize durability and chemical resistance over aesthetics. We’ve produced 4-6kg motor housings in glass-filled nylon that must withstand continuous vibration, temperature cycling from -20°C to +80°C, and exposure to industrial lubricants and cleaning chemicals. The parts have been in service for over a decade with minimal failures—a testament to both material selection and manufacturing quality.
The construction industry uses heavy injection molded components for electrical junction boxes, drainage components, formwork accessories, and structural connectors. We recently completed a project for large drainage grates weighing 3.5kg each, molded in UV-stabilized polypropylene with mineral filling for additional stiffness. The parts needed to support loads exceeding 2000 kg while remaining cost-effective enough for municipal infrastructure projects. Production volumes of 50,000+ units required careful process optimization to maintain competitive pricing.
Material handling applications include pallets, bulk containers, waste bins, and storage totes. We’ve manufactured large-format storage containers weighing 5-7kg designed to stack 6 units high while fully loaded. These parts feature thick-section reinforcing ribs, integrated handles, and must maintain dimensional stability under continuous outdoor UV exposure. The cycle times for these parts run 8-12 minutes, but the parts last 10+ years in service, making injection molding more economical than alternatives like rotomolding.
The appliance industry uses 3kg+ molded components for washing machine drums, refrigerator interior components, large control panels, and structural housings. These parts often combine functional requirements—water resistance, electrical insulation, thermal stability—with consumer expectations for appearance quality. We’ve produced appliance components that are molded, then insert-assembled with metal reinforcements and electronics, creating complex integrated assemblies that reduce total part count and assembly labor.
Preguntas frecuentes
What is the maximum weight an injection molding machine can produce?
The largest injection molding machines in commercial operation can produce parts weighing 100kg or more in a single shot. Ultra-large machines with clamping forces exceeding 10,000 tons and shot capacities of 150kg+ are used for specialized applications like automotive bumpers, large pallets, and industrial containers. In our factory at ZetarMold, we regularly work with machines capable of producing parts up to 30kg, though 3-10kg represents the most common range for large-part production. The practical maximum depends on part geometry, material selection, and whether you’re producing a solid part or a hollow structure. Most manufacturing facilities focus on the 1-10kg range where equipment costs, cycle times, and material costs remain economically viable for mid-to-high volume production.
How much does it cost to mold a 3kg product?
The cost to mold a 3kg product typically ranges from $8-25 per part depending on material selection, cycle time, production volume, and part complexity. Material cost represents the largest component—3kg of polypropylene at $1.50/kg costs $4.50, while 3kg of glass-filled nylon at $4.50/kg costs $13.50. Machine time adds $2-8 per part depending on cycle time (longer cycles mean fewer parts per hour, increasing allocated machine cost). Mold amortization might add $0.50-3.00 per part depending on tooling cost and production volume. Additional costs include quality inspection, packaging, and any secondary operations. We’ve found that high-volume production (50,000+ units annually) typically achieves costs at the lower end of this range, while smaller volumes or highly complex geometries push costs toward the upper end. Part design significantly impacts cost—optimizing wall thickness and geometry to reduce cycle time by even 20% can reduce per-part costs by 10-15%.
Can you make a 3kg part with a small injection molding machine?
No, you cannot successfully produce a 3kg injection molded part on a small machine designed for smaller shot weights. Attempting to do so will result in short shots (incomplete filling), excessive injection pressures that damage the machine, prolonged cycle times that make production uneconomical, or inconsistent part quality. The machine’s shot weight capacity must exceed the part weight by at least 20-30% to maintain process control and part consistency. In our experience, trying to push a machine beyond about 85% of its rated capacity leads to premature wear, unreliable production, and ultimately higher costs than using appropriately sized equipment. Small machines (under 500g shot capacity) are excellent for their intended applications—small precision parts, thin-walled components, multi-cavity molds for tiny parts—but cannot physically deliver the material volume required for a 3kg part. This is why we maintain a range of machine sizes at ZetarMold, ensuring we match the right equipment to each project’s specific requirements.
What cycle time should I expect for a 3kg injection molded part?
Typical cycle times for 3kg injection molded parts range from 6-15 minutes depending on maximum wall thickness, part geometry, material type, and cooling system sophistication. A 3kg part with relatively uniform 4mm walls might achieve a 6-7 minute cycle, while a part with thick ribs or sections exceeding 8mm might require 10-15 minutes. The breakdown typically includes 20-40 seconds for injection and packing, 10-20 seconds for screw recovery, 5-14 minutes for cooling, and 10-20 seconds for mold opening, part ejection, and mold closing. Cooling time dominates the cycle, often representing 70-80% of total time. Materials with higher thermal conductivity or lower processing temperatures generally cool faster—polypropylene often cools 15-25% faster than polycarbonate for the same geometry. We’ve reduced cycle times by 25-40% on some large parts through conformal cooling channels and optimized cooling circuit design. Understanding that cycle time directly determines your production capacity and part cost, we prioritize cooling optimization in every large-part mold we build.
Do I need a special mold design for large 3kg parts?
Yes, molds for 3kg parts require specialized design considerations beyond those for smaller components. The mold base must be substantially more robust to withstand the higher clamping forces (often 1000-2000+ tons) without deflection. We typically use thicker mold plates and additional support pillars to maintain parallelism under load. The cooling system becomes critical—we design high-flow cooling circuits with channel diameters of 12-16mm (versus 8-10mm for smaller molds) and incorporate conformal cooling where geometry permits. Gate design requires careful analysis; we often use multiple gates, hot runner systems with valve gates for sequential filling
Resumen
Injection molding machines can absolutely produce 3kg products, and this capability is well-established in modern manufacturing. The key is matching the right equipment to your specific requirements. You’ll need a machine with shot weight capacity exceeding your part weight by 20-30%, adequate clamping force based on projected area (typically 800-2000 tons for 3kg parts), and robust plasticizing capacity to maintain cycle efficiency.
The technical challenges of producing large, heavy parts—extended cooling times, complete mold filling, sink mark prevention, and material consistency—are significant but manageable with proper equipment and expertise. In our two decades of large-part production at ZetarMold, we’ve developed proven processes and technologies that address each challenge systematically.
Material selection profoundly impacts both manufacturing feasibility and final part performance. Polypropylene, ABS, polycarbonate blends, and glass-filled nylon compounds each offer distinct advantages for different applications. The best choice depends on mechanical requirements, environmental exposure, production volume, and cost targets.
Cooling time dominates the production cycle for large parts and directly determines manufacturing economics. Investments in advanced cooling technologies—conformal cooling channels, precise temperature control, high-flow circuits—pay dividends through reduced cycle times and improved part quality. The difference between a 6-minute cycle and a 10-minute cycle is the difference between economic success and failure on high-volume programs.
Industries from automotive to industrial equipment rely on large injection molded components to deliver the combination of complex geometry, material performance, and cost-effectiveness that other manufacturing processes simply cannot match. As part designs become more sophisticated and functional integration increases, the demand for heavy injection molded parts continues to grow.
If you’re considering a 3kg injection molded component for your application, the manufacturing capability exists and is proven across countless successful applications. The critical success factors are selecting a manufacturing partner with appropriate equipment and expertise, engaging early in the design process to optimize for manufacturability, and understanding that large-part molding requires different approaches than small-part production. At ZetarMold, we bring 20+ years of specialized large-part experience to every project, ensuring that complex technical requirements translate into reliable, cost-effective production solutions.
-
Shot Weight (): The maximum amount of plastic material that an injection molding machine can inject in a single cycle, measured in grams or kilograms. Shot weight capacity is determined by the screw diameter, stroke length, and material density. For 3kg products, the machine’s rated shot weight should typically be 15-25% higher than the part weight to accommodate runner systems, gates, and sprues while maintaining optimal plasticizing efficiency within the recommended 20-80% capacity range. . ↩
-
Clamping Force (): The tonnage applied by the injection molding machine to keep the mold closed during the injection and packing phases, preventing flash and ensuring dimensional accuracy. Clamping force requirements are calculated based on the part’s projected area multiplied by the cavity pressure, typically ranging from 2-8 tons per square inch depending on material viscosity and flow length. Large 3kg parts with significant surface areas require machines with 500-800+ tons of clamping force to counteract the hydraulic pressure generated during melt injection. . ↩
-
Cycle Time: The total time required to complete one full injection molding cycle, including mold close, injection, packing, cooling, mold open, and part ejection phases. For 3kg parts, cycle times typically range from 90-180 seconds, with cooling time representing 60-75% of the total cycle due to the thermal mass of large parts. Reducing cycle time through optimized cooling channel design, appropriate material selection, and process parameter refinement directly impacts production efficiency and per-part manufacturing costs. . ↩
-
Melt Flow Index (MFI) (): A measurement of a thermoplastic polymer’s viscosity and flow characteristics under specified temperature and load conditions, expressed in grams per 10 minutes. MFI testing helps predict how materials will flow through mold cavities, with higher MFI values indicating lower viscosity and easier flow. For large 3kg parts with extended flow lengths, materials with appropriate MFI values (typically 5-25 g/10min for commodity plastics) ensure complete cavity filling without excessive injection pressures while maintaining adequate mechanical properties in the finished component. . ↩







