 Ir al contenido
Ir al contenido 

Prólogo
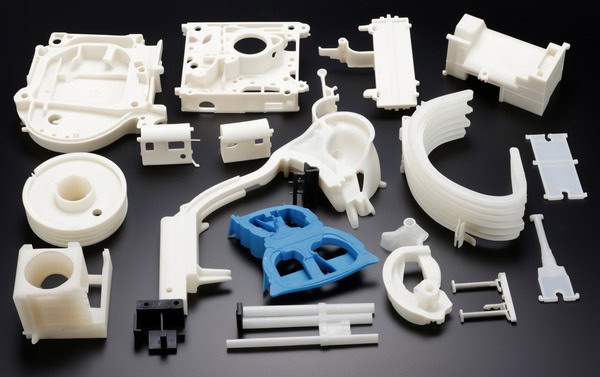
El moldeo por inyección, también conocido como moldeo por inyección de plástico, es un método común de fabricación de productos de plástico. Como tecnología madura de procesamiento de plásticos, materiales de moldeo por inyección, el moldeo por inyección tiene amplias perspectivas de desarrollo. Con la aparición de nuevas tecnologías, nuevos materiales y nuevas demandas, el moldeo por inyección seguirá adaptándose a los cambios del mercado y a los desarrollos innovadores, proporcionando productos de plástico de mayor calidad para la fabricación industrial y los consumidores.
Este capítulo se centra en las seis etapas del proceso de inyección: cierre del molde, llenado, mantenimiento de la presión, enfriamiento, apertura del molde y desmoldeo.
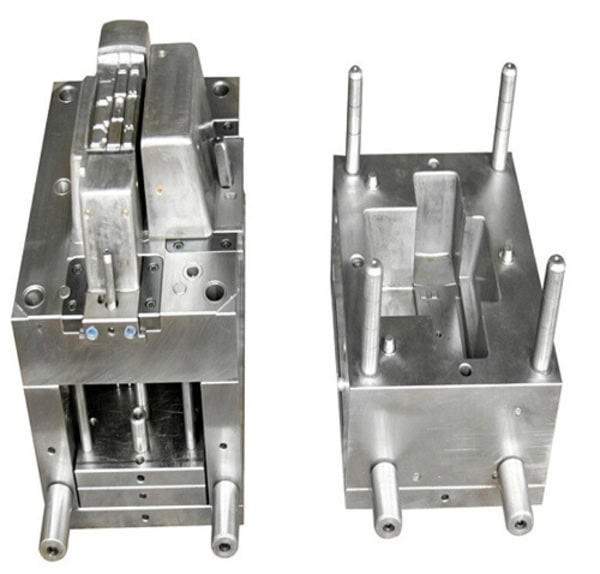
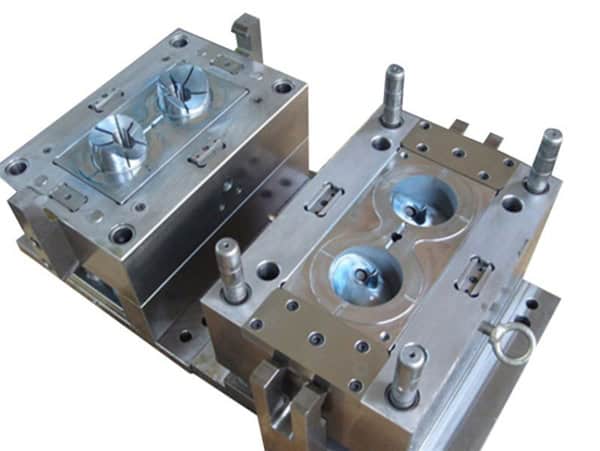
Etapa de sujeción del molde
El sistema de cierre del molde debe tener acciones fiables de apertura y cierre del molde, y un efecto amortiguador al abrir y cerrar el molde. La velocidad de funcionamiento de la platina móvil debe tener un requisito de cambio de velocidad "lento-rápido-lento" durante el cierre y la apertura del molde para evitar daños en el molde y los productos, y evitar el ruido causado por la fuerte vibración de la máquina, a fin de lograr un funcionamiento seguro y prolongar la vida útil de la máquina y el molde.

La carrera máxima de apertura y cierre de la plantilla determina el grosor máximo del molde que puede instalarse en la máquina de moldeo por inyección y, por tanto, también determina el grosor máximo de los productos moldeados por inyección que pueden fabricarse. Por lo tanto, la carrera de la plantilla debe ser ajustable.
La plantilla debe tener suficiente resistencia y rigidez para garantizar que no se deforme debido a las diversas presiones frecuentes durante producción de moldeo por inyecciónlo que afecta a la precisión del tamaño y la forma de los productos moldeados por inyección.
Condiciones básicas para la fase de cierre del molde
Fuerza de sujeción suficiente y ajustable para garantizar que el molde no salga despedido bajo la acción de la presión de la cavidad del molde.

La plantilla del molde fijo tiene suficiente área, carrera y distancia de apertura, que puede adaptarse a los moldes de moldeo de diferentes formas y tamaños, y la distancia de apertura se puede ajustar libremente.
La velocidad de movimiento de la plantilla se establece en dos niveles: marcha rápida y marcha lenta. La marcha rápida requiere suavidad, seguridad y controlabilidad. La fuerza motriz del sistema de sujeción procede de la fuerza mecánica o hidráulica o de una combinación hidráulica-mecánica mediante una biela accionada hidráulicamente o un mecanismo de abrazadera de palanca.

Para desmoldar y extraer las piezas sin problemas, el sistema de cierre del molde está diseñado con un dispositivo de expulsión del producto accionado por energía neumática, hidráulica o mecánica.

Parámetros técnicos de la etapa de cierre del molde
Los parámetros técnicos del sistema de sujeción de moldes incluyen la fuerza de sujeción, las dimensiones básicas del dispositivo de sujeción de moldes, la velocidad de apertura y cierre del molde y el tiempo de ciclo en vacío. La fuerza de cierre es especialmente importante. Se refiere a la fuerza de sujeción máxima que el mecanismo de sujeción de moldes puede ejercer sobre el molde. Debe ser mayor que la presión media de la masa fundida en la cavidad del molde.

Cuanto más fina sea la pared del producto, mayor será la presión de inyección y mayor la fuerza de cierre necesaria para cerrar el molde durante el moldeo por inyección. Por ejemplo, la presión de la cavidad del molde de los envases ordinarios suele rondar los 25 MPa, mientras que los envases de paredes finas pueden requerir 30 MPa. La fuerza de cierre real establecida viene determinada por el producto de la presión de inyección y el área proyectada del producto.

Fase de inyección
La inyección es el primer paso en el proceso de fundición normal. Cuando se cierra el molde y comienza la fundición, la cavidad del molde puede inyectarse directamente hasta 95%. En teoría, el tiempo de Inyección es mucho más corto y la eficiencia de moldeo es mucho mayor. Sin embargo, en la producción real, hay muchas limitaciones condicionales en el tiempo de moldeo (o velocidad de inyección).

Inyección a alta velocidad: Si la velocidad de cizallamiento es elevada durante la inyección a alta velocidad, el adelgazamiento por cizallamiento reduce la viscosidad del plástico y disminuye la resistencia global al flujo. Debido al efecto del calentamiento viscoso local, el espesor de la capa solidificada también disminuye.

Por lo tanto, la operación de Inyección en la etapa de control de caudal depende generalmente del tamaño del volumen a Inyectar. En otras palabras, en la etapa de control de caudal, el efecto de adelgazamiento por cizallamiento del metal fundido suele ser grande debido a la Inyección a alta velocidad, pero el efecto de enfriamiento debido a las paredes finas no es evidente, por lo que el efecto de velocidad tiene prioridad.
Inyección lenta. Cuando la inyección se controla por conducción lenta del calor, el índice de cizallamiento es bajo, la viscosidad local es alta y la resistencia al flujo es grande. El índice de llenado lento da lugar a un flujo relativamente lento del plástico caliente y a un flujo deficiente del material. Por lo tanto, el efecto de conducción de calor es más pronunciado, y el calor se libera rápidamente a través de la pared fría del molde. Cuando se combina con una menor cantidad de calentamiento viscoso, el espesor de la capa solidificada aumenta aún más, incrementando aún más la resistencia al flujo en secciones de pared delgada.

El flujo de la fuente alinea las cadenas de polímero plástico delante de la onda de flujo de forma aproximadamente paralela al frente de la onda de flujo. Por lo tanto, cuando dos cordones de plástico fundido entran en contacto, las cadenas de polímero en la superficie de contacto son paralelas entre sí.Además, las dos masas fundidas tienen propiedades diferentes (diferentes tiempos de residencia en la cavidad del molde, temperatura de fusión,diferentes temperaturas y presiones de fusión), lo que conduce a una menor resistencia estructural microscópica de la región de intersección de la masa fundida.

Coloque la pieza bajo una luz en un ángulo adecuado y observe visualmente si hay costuras evidentes. Este es el mecanismo por el que se crean las marcas de soldadura. Las marcas de soldadura no solo afectan al aspecto de las piezas de plástico, sino que la microestructura suelta tiende a crear concentraciones de tensiones que pueden reducir la resistencia de la pieza y provocar fallos.
Por lo general, las líneas de soldadura son más fuertes si se producen en zonas de alta temperatura. Esto se debe a que a altas temperaturas la movilidad de las cadenas poliméricas es relativamente buena y pueden penetrar unas en otras y enredarse. Además, las temperaturas de las dos fusiones en la zona caliente son relativamente cercanas y las propiedades térmicas de las fusiones son casi las mismas, lo que aumenta la resistencia de la zona de soldadura. Por otro lado, la resistencia de la soldadura disminuye en los rangos bajos de temperatura.

Etapa de espera
La función de la etapa de mantenimiento de la presión es aplicar presión continuamente, comprimir la masa fundida, aumentar la densidad del plástico (densificación) y compensar el comportamiento de contracción del plástico. Durante el proceso de envasado, la cavidad del molde se llena de plástico, creando una alta contrapresión.
En el proceso de mantener la presión y comprimir, el tornillo de la moldeo por inyección La máquina sólo puede avanzar lenta y ligeramente, y el caudal de plástico fundido también es relativamente lento. El flujo en este momento se denomina flujo de presión de mantenimiento. Durante la etapa de mantenimiento de la presión, la pared del molde de plástico se enfría y solidifica más rápido, y el material fundido aumenta rápidamente, por lo que la resistencia dentro de la cavidad del molde se hace muy grande.
En las fases finales del envasado, la densidad del material fundido sigue aumentando y se van formando piezas de plástico. La fase de mantenimiento de la presión continúa hasta que la puerta se solidifica y se sella. En este momento, la presión en la cavidad del molde alcanza su valor máximo durante la fase de acondicionamiento.

Durante la fase de mantenimiento, la presión es tan alta que el plástico presenta propiedades parcialmente compresibles. En las zonas de alta presión, el plástico se vuelve cada vez más denso. En las zonas de menor presión, el plástico se vuelve más suelto y menos denso, y la distribución de la densidad cambia en función del lugar y el tiempo.

Durante el proceso de mantenimiento de la presión, el flujo de plástico es muy bajo. Como resultado, el flujo de material es débil y no puede desempeñar un papel impulsor. La presión es el principal factor que afecta al proceso de mantenimiento de la presión. Durante el proceso de mantenimiento de la presión, el plástico llena la cavidad del molde, y la masa fundida que se solidifica gradualmente actúa como medio de transmisión de la presión.

Se requiere una fuerza de cierre adecuada al cerrar el molde, ya que la presión dentro de la cavidad del molde se transmite a través del plástico a las paredes del molde, lo que tiende a provocar la apertura del molde.En circunstancias normales, la fuerza de expansión del molde abre ligeramente el molde, facilitando la ventilación del mismo. Sin embargo, si la fuerza de expansión del molde es demasiado grande, pueden producirse rebabas y desbordamientos y el molde puede abrirse.

Por lo tanto, al elegir una máquina de moldeo por inyección, debe elegir una máquina de moldeo por inyección con suficiente fuerza de sujeción para evitar la expansión del molde y mantener eficazmente la presión.

Las nuevas condiciones ambientales para el moldeo por inyección requieren la consideración de varios procesos nuevos de moldeo por inyección, incluidos el moldeo asistido por gas, el moldeo asistido por agua y el moldeo por inyección de espuma.

Fase de enfriamiento
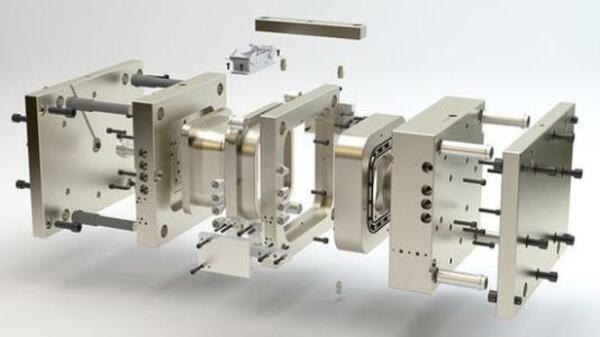
En los moldes de inyección, el diseño del sistema de refrigeración es muy importante. De hecho, sólo después de enfriar y solidificar un producto moldeado en plástico hasta un cierto grado de rigidez puede evitar la deformación debida a fuerzas externas después del desmoldeo.

El tiempo de enfriamiento representa aproximadamente 70-80% de todo el ciclo de moldeo. Por lo tanto, un sistema de refrigeración correctamente diseñado puede reducir significativamente el tiempo de moldeo, mejorar moldeo por inyección Un sistema de refrigeración mal diseñado puede prolongar el tiempo de moldeo y aumentar los costes. Un enfriamiento desigual hará que los productos de plástico se deformen más y aumenten de tamaño.

Los experimentos han demostrado que el calor que entra en el molde desde la fundición suele perderse en dos partes, 5% del cual se transfiere a la atmósfera por radiación y convección, y los 95% restantes se transportan desde la fundición al molde. Calentar el molde hasta la temperatura de moldeo.

Debido a la función de la tubería de agua de refrigeración del producto plástico en el molde, el calor se transfiere desde el plástico en la cavidad del molde a la tubería de agua de refrigeración por conducción de calor a través del marco del molde y se descarga a través del líquido de refrigeración por convección térmica. La pequeña cantidad de calor que no es eliminada por el agua de refrigeración continúa transfiriéndose al molde y se disipa en el aire tras el contacto con el exterior.

El ciclo de moldeo por inyección incluye el tiempo de cierre del molde, el tiempo de llenado, el tiempo de mantenimiento, el tiempo de enfriamiento y el tiempo de desmoldeo.

El tiempo de enfriamiento es la mayor parte de esto, alrededor de 70-80%. Por tanto, el tiempo de enfriamiento afecta directamente al ciclo de moldeo y al rendimiento de los productos plásticos.

En el proceso de desmoldeo, la temperatura del producto plástico debe enfriarse a una temperatura inferior a la temperatura de distorsión térmica del producto plástico para evitar que el producto plástico se deforme debido a la relajación de la tensión residual o a la deformación debida a la fuerza externa durante el desmoldeo.

Etapa de apertura del molde
El proceso de apertura de un molde de inyección se divide generalmente en el dibujo de los planos del molde, la corrección y revisión de los planos, la prueba y reparación del molde, y la organización y archivo de los datos.

Dibujar los planos del molde: Antes de dibujar el dibujo de montaje final del molde de inyección, se debe dibujar un dibujo de proceso que debe cumplir con los requisitos del dibujo de la pieza y los datos del proceso. Las dimensiones garantizadas por el proceso siguiente deben marcarse con las palabras "dimensiones del proceso" en el dibujo. Si no se realiza ningún otro proceso mecánico después del moldeo, excepto la reparación de rebabas, entonces el dibujo del proceso será exactamente el mismo que el dibujo de la pieza.

Corrección y revisión de planos: Si el material plástico, la dureza, la precisión dimensional, la estructura, etc. del molde de inyección y las piezas del molde cumplen los requisitos de los dibujos de las piezas de plástico.

Prueba y reparación de moldes: El diseño del molde se lleva a cabo en las condiciones de proceso esperadas cuando se seleccionan los materiales de moldeo y el equipo de moldeo, pero la comprensión de la gente es a menudo incompleta; la prueba del molde debe llevarse a cabo después de que se haya completado el procesamiento del molde de inyección. Probar y confirmar la calidad de los moldes. Una vez descubierto, repararemos el molde para eliminar el error.

Organizar y archivar los datos: Después de probar el molde de inyección, si no se utiliza temporalmente, los residuos de desmoldeo, polvo, aceite, etc. deben limpiarse completamente, recubrirse con mantequilla u otro aceite antioxidante o agente antioxidante, y guardarse en un lugar de almacenamiento.

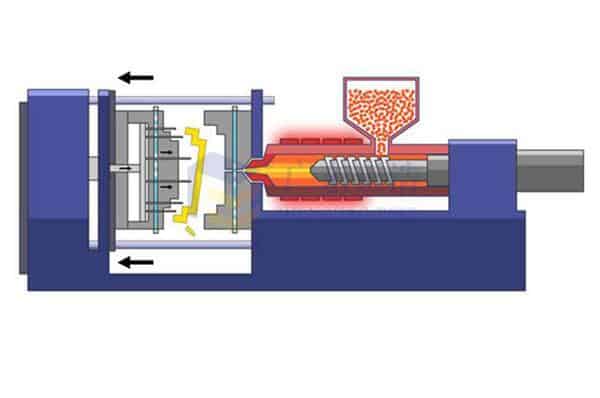
El principio básico del moldeo por inyección: La máquina de moldeo por inyección aprovecha el hecho de que el plástico puede fundirse en un líquido cuando se calienta a cierta temperatura. El líquido fundido se inyecta a alta presión en una cavidad de molde cerrada. Una vez enfriado y moldeado, el molde se abre y se expulsa para obtener el plástico deseado. productos corporales.

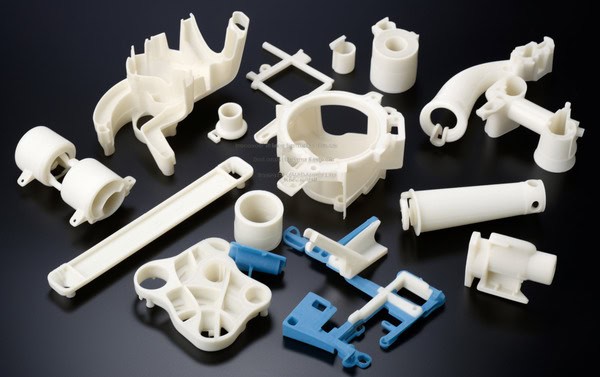
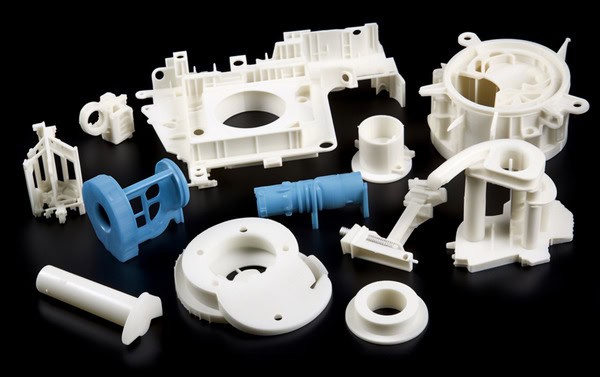
Etapa de desmoldeo
El desmoldeo es el último paso del ciclo de moldeo por inyección. Aunque el producto se moldea y se endurece en frío, el desmoldeo sigue teniendo un gran impacto en la calidad del producto. El uso de un método de desmoldeo inadecuado puede provocar defectos como la aplicación de una fuerza desigual sobre el producto durante el desmoldeo o la deformación del producto durante la expulsión.

Existen dos métodos principales de corte. El desmoldeo del expulsor y el desmoldeo de la placa. Al diseñar un molde, es necesario seleccionar un método de desmoldeo adecuado en función de las características estructurales del producto para garantizar la calidad del mismo.

En el caso de moldes que utilizan expulsores para el desmoldeo, coloque los expulsores de la forma más uniforme posible y elija ubicaciones que ofrezcan la máxima resistencia al desmoldeo y la máxima resistencia y rigidez de la pieza de plástico para evitar distorsiones o daños. pieza de plástico.

Las placas desmoldeadoras se utilizan habitualmente para desmoldear envases de paredes finas con cavidades profundas o productos transparentes en los que no se toleran las marcas de la varilla de empuje. Este mecanismo se caracteriza por una fuerza de liberación grande y uniforme, un funcionamiento suave y la ausencia de huellas.

Conclusión
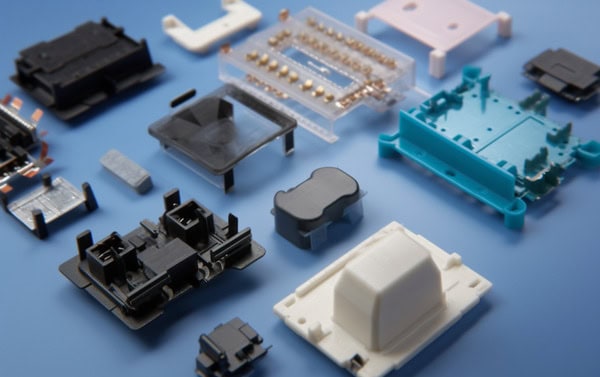
En otras palabras, el moldeo por inyección El proceso de moldeo por inyección incluye principalmente seis pasos: cierre del molde - inyección - mantenimiento de la presión - enfriamiento - apertura del molde - desmoldeo. Estos seis pasos determinan directamente la calidad de conformado del producto, y constituyen un proceso completamente continuo que ha contribuido a la formación del mundo moderno. El moldeo por inyección es un sello distintivo de la innovación, que impulsa los avances en la fabricación y abre un sinfín de posibilidades.

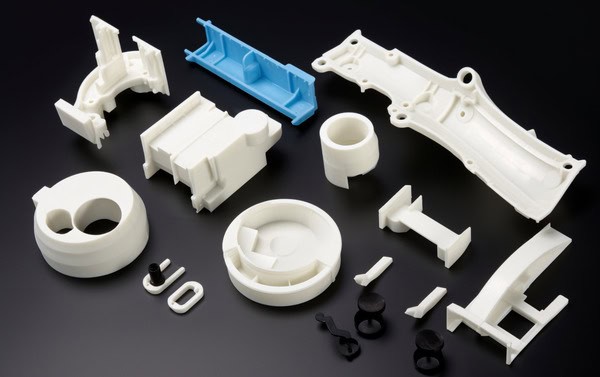
El moldeo por inyección de plástico encarna la eficacia y precisión de la fabricación de piezas de plástico. Desde el diseño del molde hasta la expulsión, cada paso se ejecuta cuidadosamente para producir piezas de alta calidad a escala. Su versatilidad y su continuo avance en todos los sectores garantizan su continua relevancia y su contribución a la configuración del mundo moderno. El moldeo por inyección es un testimonio de innovación, que impulsa el progreso y abre infinitas posibilidades en la fabricación.








