 Ir al contenido
Ir al contenido 

Introducción: El moldeo por inyección es un método de fabricación muy interesante. Existe desde hace tiempo y agiliza la fabricación. La velocidad y la facilidad de producción son consideraciones clave en la fabricación, especialmente en la producción en masa, ya que aporta muchas ventajas. Estas ventajas incluyen menores costes de desarrollo, mayor precisión en las previsiones, innovación más rápida y mayor cuota de mercado.
¿Qué significa moldeo por inyección?
El moldeo por inyección es un proceso de fabricación en el que se utiliza material fundido y se vierte en un molde. Luego se deja enfriar y endurecer. Después, se saca del molde. Este proceso se puede utilizar para fabricar una sola cosa, pero normalmente se utiliza para la producción de grandes volúmenes.
Lo que se echa en el molde suele ser plástico o goma. Porque produce un montón de cosas muy rápido y siempre es bueno, moldeo por inyección se utiliza por todas partes para fabricar piezas eléctricas, piezas de automóvil, plástico barato, piezas de muebles y todo tipo de cosas.
¿Cuáles son los principales parámetros del moldeo por inyección?
El ciclo de moldeo por inyección tiene muchas cosas que hay que comprobar para hacer buenas piezas de plástico. Algunas de estas cosas son:

Presión de inyección: Es la fuerza con la que se introduce el plástico en el molde. Es importante asegurarse de que el molde se llena bien y las piezas salen bien.
Temperatura del molde: Es la temperatura a la que está el molde cuando se fabrican las piezas. Afecta a la fluidez del plástico, al enfriamiento de las piezas y a la calidad del resultado final.
Presión de la boquilla: Es la fuerza con la que se empuja el plástico en el molde desde la boquilla. Es parte de la presión de inyección, pero es sólo la presión en el molde.
Tasa de recuperación: La rapidez con la que el material rebota tras ser aplastado durante el proceso de inyección.
Tasa de encogimiento: Cuánto se contrae la pieza moldeada del estado fundido al estado sólido.
Fuerza de sujeción: La fuerza que mantiene unidas las mitades del molde mientras se inyecta y enfría el plástico.

Velocidad del tornillo: La velocidad a la que gira el tornillo dentro del cilindro de la máquina de moldeo por inyección. La velocidad del tornillo controla la rapidez con la que el plástico se introduce en la cavidad del molde y afecta al tiempo que tarda en llenarse y enfriarse.
¿Cuáles son las condiciones del proceso de moldeo por inyección?
Control de la temperatura
Temperatura del barril
Las temperaturas que deben controlarse en el proceso de moldeo por inyección incluyen la temperatura del barril, la temperatura de la boquilla y la temperatura del molde. Las dos primeras temperaturas afectan principalmente a la plastificación y el flujo del plástico, mientras que la última temperatura afecta principalmente al flujo y el enfriamiento del plástico. Cada tipo de plástico tiene una temperatura de flujo diferente.
Diferentes fuentes o marcas del mismo tipo de plástico tienen diferentes temperaturas de fluidez y descomposición. Esto se debe a que tienen pesos moleculares medios y distribuciones de peso molecular diferentes. El proceso de plastificación de los plásticos en distintos tipos de máquinas de inyección también es diferente, por lo que la temperatura del barril también lo es.

Temperatura de la boquilla
La temperatura de la boquilla suele ser ligeramente inferior a la temperatura máxima del cañón. Esto se hace para evitar el "fenómeno de babeo" que puede producirse en la boquilla de paso recto. La temperatura de la boquilla no puede ser demasiado baja, de lo contrario provocará la coagulación prematura de la masa fundida y bloqueará la boquilla, o afectará al rendimiento del producto debido a la inyección de coagulación prematura en la cavidad del molde.
Temperatura del molde
La temperatura del molde es muy importante para el rendimiento intrínseco y la calidad aparente del producto. La temperatura del molde viene determinada por la presencia o ausencia de cristalinidad plástica, el tamaño y la estructura del producto, los requisitos de rendimiento y otras condiciones del proceso (temperatura de la masa fundida, velocidad y presión de inyección, ciclo de moldeo, etc.).

Control de la presión
La presión en el proceso de moldeo por inyección incluye la presión de plastificación y la presión de inyección, que afectan directamente a la plastificación del plástico y a la calidad del producto.
Presión de plastificación
(Contrapresión) Cuando se utiliza una máquina de inyección de husillo, la presión en la parte superior del husillo cuando éste gira hacia atrás se denomina presión de plastificación, también conocida como contrapresión. El tamaño de esta presión puede ajustarse mediante la válvula de rebose del sistema hidráulico.
Cuando se inyecta, el tamaño de la presión de plastificación no cambia con la velocidad del tornillo. Si aumenta la presión de plastificación, aumentará la temperatura de la masa fundida, pero ralentizará la plastificación. Además, el aumento de la presión de plastificación a menudo puede hacer que la temperatura de la masa fundida sea uniforme, que el colorante se mezcle uniformemente y que se descargue el gas de la masa fundida.

En general, se quiere utilizar la menor presión posible para fundir el plástico y hacer una buena pieza. La cifra exacta depende del plástico, pero suele ser inferior a 20 kg/cm2.
Presión de inyección
En la mayoría de las máquinas de inyección actuales, la presión de inyección viene determinada por la presión aplicada por el émbolo o la parte superior del tornillo al plástico (convertida a partir de la presión del circuito de aceite). El propósito de la presión de inyección en el moldeo por inyección es superar la resistencia al flujo del plástico desde el barril a la cavidad, controlar la tasa de llenado de la masa fundida y empaquetar la masa fundida.

Ciclo de moldeo
El ciclo de moldeo está directamente relacionado con la productividad de la mano de obra y la utilización de los equipos. Por lo tanto, en el proceso de producción, el tiempo relevante en el ciclo de moldeo debe acortarse al máximo garantizando la calidad. En todo el ciclo de moldeo, el tiempo de inyección y el tiempo de enfriamiento son los más importantes, y tienen una influencia decisiva en la calidad del producto.
El otro tiempo del ciclo de moldeo está relacionado con si el proceso de producción es continuo y automatizado, así como con el grado de continuidad y automatización.

¿Cuáles son los materiales más utilizados para el moldeo por inyección?
La elección de los materiales plásticos no es aleatoria; es una decisión estratégica basada en lo que se está fabricando. Tanto si se trata de la transparencia del policarbonato en piezas ópticas como de la resistencia al desgaste del nailon en piezas mecánicas, cada material desempeña un papel vital en el éxito del proceso de moldeo por inyección.

Polipropileno (PP)
El PP, o polipropileno, es un termoplástico versátil que se utiliza en moldeo por inyección. Es ligero, resistente a los productos químicos y soporta mucho desgaste. Por eso es tan popular para fabricar envases, recipientes y piezas de automóvil.

Acrilonitrilo butadieno estireno (ABS)
El ABS es conocido por su solidez, resistencia al impacto y estabilidad dimensional. Estas propiedades, junto con su capacidad para moldearse y colorearse con facilidad, convierten al ABS en la mejor opción para fabricar bienes de consumo, piezas de automoción y carcasas electrónicas.
Polietileno (PE)
El polietileno (PE) es un plástico ligero conocido por ser flexible y barato. Hay diferentes tipos, como el HDPE y el LDPE, que pueden utilizarse en un montón de industrias diferentes, desde envases y contenedores hasta productos agrícolas y juguetes.

Poliestireno (PS)
El poliestireno (PS) es transparente, duro y barato. El PS se utiliza a menudo en productos de usar y tirar, como envases, recipientes para alimentos y cubiertos desechables, y gusta por su facilidad de moldeado y su bajo coste.
Nylon (PA 6)
El nailon, especialmente el nailon 6 o PA 6, es conocido por ser fuerte, duro y resistente a la abrasión. Es ideal para fabricar piezas mecánicas y se utiliza mucho en engranajes, cojinetes y otras piezas que deben fabricarse en grandes cantidades, durar mucho tiempo y ser muy precisas.

Policarbonato (PC)
El PC, o policarbonato, es conocido por ser transparente, resistente y capaz de soportar altas temperaturas. Por eso se utiliza en muchos sectores para fabricar lentes, piezas de ordenador y objetos transparentes que no se rompen.
Polioximetileno (POM)
El POM, también conocido como acetal o Delrin, es un plástico de ingeniería superresistente con una gran estabilidad dimensional. Es perfecto para fabricar engranajes, casquillos y otras piezas de precisión porque tiene baja fricción y desgaste y es bueno con los productos químicos.

¿Qué es el equipo de moldeo por inyección?
¿Qué tipos de máquinas de moldeo por inyección existen?
Existen tipos de máquinas de moldeo por inyección verticales, horizontales, en ángulo recto, rotativas y excéntricas según sus características de aspecto. En la actualidad, el tipo horizontal es el más utilizado. De acuerdo con la forma en que los plásticos de ingeniería se funden y plastifican en el barril, hay dos tipos comúnmente utilizados: tipo émbolo y tipo tornillo.

La máquina de inyección de émbolo se ha desarrollado poco en los últimos años debido a sus desventajas, como la baja capacidad de plastificación, la plastificación desigual, la gran pérdida de presión de inyección y la baja velocidad de inyección. La más utilizada es la máquina de inyección de tornillo alternativo.
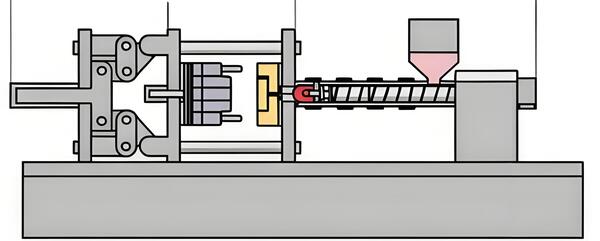
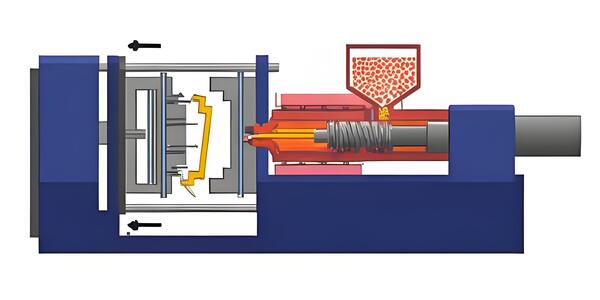
¿Cuáles son los componentes de una máquina de moldeo por inyección?
Hopper: Es un contenedor situado en la parte superior de la máquina de moldeo por inyección que contiene las materias primas (normalmente granza de plástico o resina). Introduce el material en el barril de la máquina de moldeo.

Barril: Es un tubo largo dentro de la máquina de moldeo por inyección donde se funden y mezclan las materias primas. Lleva el tornillo y el calentador.
Tornillo: Es lo que va y viene dentro del barril. Funde y mezcla las materias primas y las vierte en el molde.

Calentadores: Se utilizan para calentar el barril de la máquina de moldeo por inyección, manteniendo la temperatura necesaria para fundir las materias primas. Se aseguran de que el material fluya correctamente y el molde sea el adecuado.
Platina: Es una de las dos placas que mantienen unidas las dos mitades durante el proceso de moldeo por inyección. Puede moverse hacia delante y hacia atrás para abrir y cerrar el molde, de modo que pueda sacar la pieza y cambiar el molde.
Boquilla: Aquí es donde el plástico fundido sale del barril y entra en el molde. Se asegura de que el plástico entre en el molde de forma uniforme.

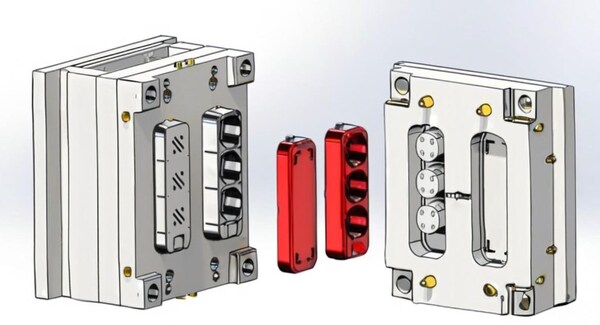
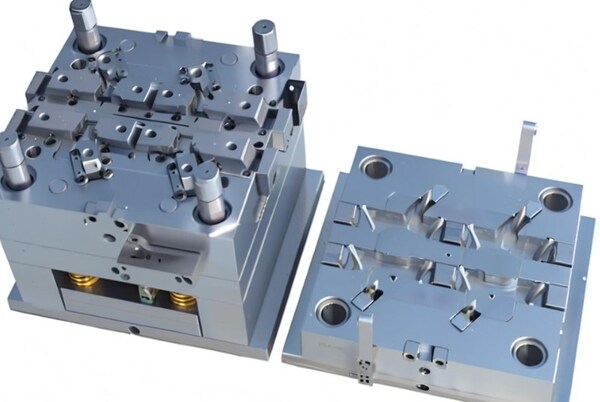
Moldes de inyección de plástico: Una herramienta elegante, normalmente de acero o aluminio, que da forma a una pieza de plástico. Tiene dos mitades (núcleo y cavidad) que se juntan para hacer un agujero donde va el plástico fundido que luego se endurece.
Cavidad del molde: Es el orificio o abolladura del molde por donde pasa el plástico fundido para hacer la pieza final. Tiene la forma exacta de la pieza que quieres hacer.
¿Cuáles son los tipos de moldeo por inyección?
Sobremoldeado
El sobremoldeo es un proceso en el que se utilizan dos materiales diferentes para fabricar una pieza. Se moldea el primer material y, a continuación, se moldea el segundo encima del primero antes de que se enfríe. Esto crea una fuerte unión entre los dos materiales. Puede utilizar esta tecnología para fabricar piezas con mejor aspecto y que funcionen mejor, sin tener que realizar ningún trabajo adicional para terminar la pieza.
Moldeo por inserción
El moldeo por inserción es como el sobremoldeo. En esta técnica de moldeo por inyección, se introduce un objeto preformado en el molde antes de verter el material fundido. La idea es introducir el material preformado en el objeto moldeado. Una de las aplicaciones del moldeo por inserción es la colocación de tornillos metálicos en piezas de plástico.

Moldeo por inyección de metales
En este método, se mezcla metal finamente pulverizado con cera, aglutinante de polipropileno u otros polímeros para obtener una mezcla de materia prima. Luego se inyecta en el molde y se enfría. Una vez que se endurece, se elimina parte del enmascaramiento mediante procesos catalíticos y disolventes.
La fundición a presión, también conocida como fundición a alta presión, es el proceso de forzar el metal fundido en una cavidad a alta presión. Así es como funciona:

Primero se prepara el molde (matriz), es decir, se lubrica la cavidad del molde para que la pieza fundida salga fácilmente y se controla la temperatura. Después se cierra el molde y se inyecta el metal fundido a una presión relativamente alta, entre 1500 y 25400 psi. Los productos de fundición a presión se fabrican con metales no férreos como cobre, zinc, aluminio y plomo.
Inyección en pared delgada
Este proceso de moldeo por inyección se utiliza para fabricar piezas de plástico con paredes muy finas, como envases de alimentos, piezas de equipos e instrumentos de laboratorio. El tamaño de estas piezas es mayor que su grosor. Este proceso de fabricación de paredes finas es más duro que otros procesos.

Micromoldeo por inyección
El micromoldeo por inyección es un proceso de moldeo utilizado para fabricar piezas de plástico diminutas que pesan entre 1 y 0,1 gramos. Ayuda a fabricar micropiezas de diversas geometrías complejas con la máxima precisión y exactitud.
Moldeo por inyección asistida por gas
Cuando se utiliza el moldeo por inyección para fabricar piezas de plástico gruesas, existe la posibilidad de que el plástico fundido deforme las piezas al enfriarse. La inyección asistida por gas lo evita. Cuando el plástico fundido se endurece, entra gas en el molde a través de un canal de gas para crear una superficie lisa.

¿Cómo funciona el moldeo por inyección?
Para realizar el moldeo por inyección se necesita una máquina de moldeo por inyección. El proceso consta de unos pocos pasos:
Sujeción
En primer lugar, se sujeta el molde para evitar que el plástico fundido se salga debido a la expansión térmica. La unidad de cierre aplica presión para mantener unidas las mitades del molde y crear un buen sellado. Este paso es importante porque prepara el terreno para los pasos siguientes y mantiene todo estable mientras se inyecta y enfría el plástico.
Inyección
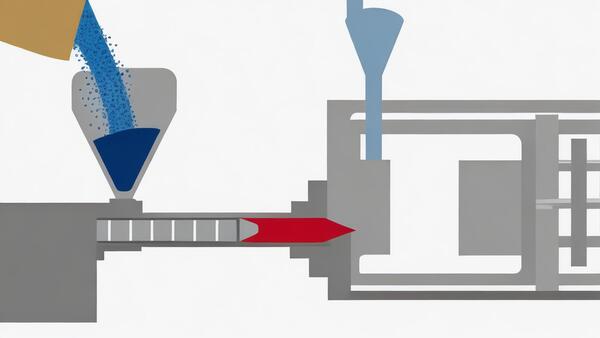
La fase de inyección comienza con la inyección de plástico fundido en la cavidad del molde a alta presión. El plástico fundido es plástico que se ha fundido hasta su punto de fusión. Este paso requiere un control preciso de la velocidad de inyección, la presión y la temperatura para asegurarse de que el material llena la cavidad por completo y de manera uniforme.
Normalmente, un tornillo situado en el interior de la máquina de moldeo por inyección empuja el material fundido hacia el interior del molde en condiciones controladas. Cuando se aplica la presión de inyección, el plástico fundido fluye a través del sistema de canal y entra en la cavidad del molde, donde adopta la forma de la pieza deseada.
Sujeción
Una vez que el plástico caliente se inyecta en el molde, hay una pequeña pausa llamada fase de retención. Durante esta fase, el material permanece en el molde metálico, dejando que se asiente y se empaquete uniformemente. Es importante dar tiempo suficiente al material para que se extienda y rellene todos los recovecos de la pieza. Esta fase ayuda a minimizar defectos como bolsas de aire o huecos y garantiza que la pieza sea sólida y uniforme.

Refrigeración
Tras la fase de mantenimiento, el molde pasa a la fase de enfriamiento, en la que el plástico fundido dentro de la cavidad del molde se endurece. El enfriamiento puede realizarse de varias formas, como haciendo pasar un refrigerante por los canales del molde o dejando que el molde se enfríe por sí solo en el aire.

El enfriamiento es muy importante para obtener las propiedades deseadas de la pieza, asegurarse de que tiene el tamaño adecuado y evitar que se deforme o se estropee. Controlamos la velocidad a la que se enfría la pieza y nos aseguramos de que se enfría igual en todas partes para que no se estrese por dentro y se enfríe igual en todo el molde.
Apertura
Una vez que el plástico se endurece, el molde pasa por una fase de apertura, en la que las dos mitades del molde se separan para mostrar la nueva pieza.

La apertura del molde suele realizarse con un sistema hidráulico o mecánico que aplica fuerza al mecanismo de sujeción del molde, provocando su liberación y apertura. La precisión y la consistencia son importantes en esta fase para garantizar que la pieza se expulsa suavemente y sin daños. Una apertura adecuada del molde también ayuda a evitar cualquier deformación o distorsión de la pieza al salir de la cavidad.
Expulsión (retirada del producto)
Una vez abierto el molde, la pieza de plástico final se expulsa de la cavidad del molde, que es el último paso del proceso de moldeo por inyección de plástico. La pieza expulsada puede ser extraída manualmente por un operario o automáticamente mediante pasadores eyectores o placas eyectoras integradas en el diseño del molde.

Cuando extraiga piezas del bebedero, tenga cuidado de no dañarlas ni doblarlas. También puedes recortar el plástico sobrante para que la pieza tenga mejor aspecto y encaje.
¿Cuáles son las ventajas del moldeo por inyección?
Alta precisión
El moldeo por inyección es un proceso que permite fabricar piezas con tolerancias muy ajustadas y dimensiones uniformes. El moldeo por inyección de caucho puede mejorar la eficiencia de la producción optimizando los ajustes de la unidad de inyección.

Detalles intrincados
Una de las ventajas del moldeo por inyección es que permite fabricar piezas con muchos detalles y características complicadas. Esto incluye paredes finas, patrones complicados, muescas, roscas y otros detalles que podrían ser difíciles o imposibles de hacer con otras formas de fabricación.
Se tarda más en empezar
El moldeo por inyección suele tardar más en configurarse y ponerse en marcha que algunos métodos de prototipado rápido, como la impresión 3D. Hay que diseñar y construir moldes, realizar pruebas y ajustar los parámetros del proceso antes de empezar a fabricar piezas en volumen. Por tanto, el tiempo que transcurre desde el concepto hasta la pieza acabada puede ser mayor que con los métodos de prototipado más rápidos.

Durabilidad
Las piezas moldeadas por inyección son resistentes. Están hechas para ser fuertes. El proceso garantiza que el material se distribuya uniformemente, por lo que las piezas son sólidas y resistentes. No se desgastan fácilmente. Aguantan los golpes. Soportan las inclemencias del tiempo. Por eso se pueden utilizar para todo tipo de cosas en todo tipo de industrias.
Automatización
El moldeo por inyección está muy automatizado, lo que lo hace rápido y ahorra dinero en personal. Las máquinas de moldeo por inyección automatizadas pueden funcionar todo el tiempo sin apenas personal, por lo que las piezas siempre salen bien y se pueden fabricar muchas. Esto también significa que usted puede hacer un montón de piezas muy rápido, así que usted puede conseguir que se hagan a tiempo y hacer un montón de ellos si es necesario.
¿Cuáles son las desventajas del moldeo por inyección?
Elevados costes iniciales del moho
Uno de los grandes inconvenientes del moldeo por inyección es el elevado coste de fabricación del molde. Diseñar y fabricar un molde que se adapte a la forma de una pieza concreta puede resultar muy caro, sobre todo si se trata de diseños complejos o sofisticados. Este coste inicial puede ser un obstáculo para las empresas con series de producción más pequeñas o presupuestos limitados.
Limitaciones de tamaño
Moldeo por inyección pueden tener limitaciones de tamaño, sobre todo para las piezas más grandes. El tamaño de la máquina de moldeo por inyección y la capacidad de las cavidades pueden limitar el tamaño máximo de la pieza que puede fabricarse. La fabricación de piezas de gran tamaño puede requerir equipos especiales o múltiples cavidades de molde, lo que aumenta el coste y la complejidad.

Limitaciones de diseño
El moldeo por inyección es muy versátil para fabricar todo tipo de formas y detalles, pero hay algunas cosas que hay que tener en cuenta a la hora de diseñar la pieza. Algunas formas, como las esquinas afiladas, las paredes finas o los agujeros profundos, pueden dificultar el llenado del molde, el enfriamiento de la pieza o su desmoldeo.

Cuando se diseña una pieza moldeada por inyección, hay que tener en cuenta aspectos como los ángulos de desmoldeo, el grosor de las paredes y otras reglas de diseño para asegurarse de que la pieza se puede fabricar y de que será de buena calidad. A veces, si la pieza tiene socavaduras o formas extrañas en el interior, es posible que se necesiten elementos adicionales en el molde o pasos adicionales para fabricarla, lo que puede encarecerla y dificultar su producción.
¿Cuáles son los defectos más comunes en el moldeo por inyección?
Alabeo
El alabeo en el moldeo por inyección se produce cuando la pieza sale doblada o retorcida. Ocurre porque el plástico se contrae de forma desigual al enfriarse. Esto puede deberse a un enfriamiento desigual en el molde, que ejerce tensión sobre la pieza.

Para evitar el alabeo, asegúrese de que las paredes del molde tienen el mismo grosor en todo su perímetro y deje que la pieza se enfríe lentamente. Los materiales con estructura semicristalina son especialmente propensos al alabeo.
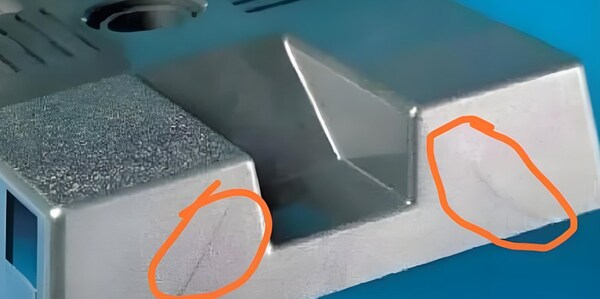
Delaminación superficial
La delaminación superficial se produce cuando la superficie de una pieza se separa en capas finas, de forma similar a un revestimiento pelable. Este problema está causado por contaminantes en el material o por utilizar demasiados agentes desmoldeantes.
La delaminación puede alterar el aspecto y la resistencia del material. Puedes evitarla cambiando la temperatura del molde, utilizando menos desmoldeante y asegurándote de que el plástico está seco antes de moldearlo.
Marcas de fregadero
Las marcas de hundimiento son esas pequeñas abolladuras o depresiones que a veces se ven en la superficie de una pieza moldeada. Se deben a un enfriamiento desigual o a que el material no llena completamente el molde. En este artículo le explicaremos qué son las marcas de hundimiento, qué las provoca y cómo solucionarlas para que pueda tener una superficie lisa y perfecta.

Tejer o soldar líneas
Las líneas de fusión o líneas de soldadura son líneas en las que dos corrientes de resina fundida se encuentran durante su recorrido por el molde. Estas líneas suelen formarse alrededor de agujeros de forma geométrica. A medida que el plástico fluye alrededor del orificio, la intersección de las dos corrientes forma una línea visible.
Las líneas de soldadura son malas. Debilitan la pieza y la hacen quebradiza. Se pueden producir líneas de soldadura si la resina está demasiado fría, si se inyecta demasiado despacio o si no se aplica suficiente presión. Las líneas de soldadura se pueden corregir cambiando el molde. Puedes eliminar los elementos que provocan las líneas de soldadura.
¿Cuáles son los principales usos de las piezas moldeadas por inyección?
Industria del automóvil
Las piezas de plástico hacen que la carrocería y diversas partes del vehículo sean más aerodinámicas. Con las cambiantes necesidades de esta industria, el moldeo por inyección para aplicaciones de automoción es el camino que siguen los fabricantes.

Industria del embalaje
La industria del envasado utiliza componentes eficaces para desarrollar diseños de envases creativos que atraigan a los clientes. Además de un aspecto y una estética atractivos, los productos deben cumplir estrictas normas de seguridad e higiene. Moldeo por inyección puede mejorar la calidad general del producto sin causar mayores problemas.
Industria médica
Los componentes médicos suelen utilizar piezas de plástico a medida con excelentes propiedades mecánicas y tolerancias ajustadas. La industria médica está a la vanguardia de la precisión y la sostenibilidad. La fabricación de piezas médicas de plástico está muy regulada. Las piezas médicas también necesitan los compuestos y propiedades estructurales adecuados para ser duraderas y soportar temperaturas más altas.

Industria de bienes de consumo
La industria de fabricación de muebles para el hogar depende en gran medida de la tecnología de moldeo de plásticos. La principal ventaja de este método para los bienes de consumo es la capacidad de proporcionar el acabado y la estética deseados.
Resumen
El moldeo por inyección es una forma excelente de fabricar muchas piezas de plástico a la vez. Es rápido y permite fabricar muchas piezas al mismo tiempo. También es muy bueno para fabricar piezas siempre iguales. Pero es caro hacer el molde y se tarda mucho en empezar.

A veces las piezas no quedan bien porque se doblan o tienen agujeros. La gente utiliza el moldeo por inyección para fabricar muchas cosas, como piezas de automóviles, envases y material médico. Es una forma muy importante de fabricar cosas.







