 Ir al contenido
Ir al contenido 

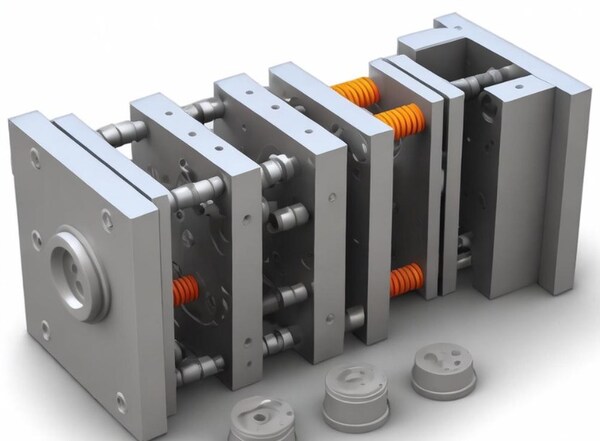
Introducción: El molde de plástico tiene dos partes: el molde móvil y el molde fijo. El molde móvil está en la plantilla móvil de la máquina de moldeo por inyección, y el molde fijo está en la plantilla fija de la máquina de moldeo por inyección. Cuando se hace el moldeo por inyección, se cierra el molde móvil y el molde fijo para hacer un sistema de vertido y una cavidad.

Cuando se abre el molde, el molde móvil y el molde fijo se separan para extraer el producto de plástico.La estructura del molde puede variar en función del tipo y las propiedades del plástico, la forma y la estructura del producto de plástico y el tipo de máquina de inyección, pero la estructura básica es la misma.

El molde se compone principalmente de un sistema de compuerta, un sistema de control de temperatura, una pieza de moldeo y una pieza estructural.Este artículo presenta principalmente los componentes de los moldes de inyección.El proceso de fabricación de moldes mejora la calidad del producto. Este artículo analiza la composición del molde.

La estructura de los moldes de inyección se divide por funciones
Compuesto por: sistema de colada, sistema de control de temperatura, sistema de piezas de moldeo, sistema de escape, sistema de guía, sistema de expulsión, etc.Entre ellos, el sistema de colada y las piezas de moldeo son las partes que están en contacto directo con el plástico, y cambian con el plástico y el producto. Son las piezas más complejas y variables del molde, y requieren el mayor acabado y precisión de procesamiento.
Sistema de compuertas
Se refiere a la parte del canal de flujo antes de que el plástico entre en la cavidad desde la boquilla, incluyendo el canal principal, el pozo de material frío, el canal de desvío y la compuerta, etc.El sistema de compuerta es el canal de flujo del material plástico en el molde de inyección, que afecta directamente al efecto de llenado y a la calidad de las piezas de plástico. El sistema de compuerta incluye el canal principal, el canal derivador, la compuerta y el pozo de material frío.
El canal principal y el canal secundario se utilizan para guiar el material plástico fundido hasta la parte de llenado del molde. La compuerta es la entrada del material plástico de la máquina de moldeo por inyección al molde. El pozo frío se utiliza para recoger el exceso de material plástico para evitar defectos en las piezas moldeadas.

Corredor principal
Es una sección del molde que conecta la boquilla de la máquina de inyección con el canal principal o la cavidad. La parte superior del canal principal es cóncava para conectar con la boquilla. El diámetro de entrada del canal principal debe ser ligeramente mayor que el diámetro de la boquilla (0,8 mm) para evitar el desbordamiento y evitar que ambos se bloqueen debido a una conexión imprecisa.
El diámetro de entrada depende del tamaño del producto, generalmente de 4 a 8 mm. El diámetro del canal principal debe expandirse hacia el interior en un ángulo de 3° a 5° para facilitar el desmoldeo de los restos del canal.

Se trata de un orificio al final del canal principal para capturar el material frío generado entre dos disparos al final de la boquilla, evitando así el bloqueo del canal de derivación o compuerta. Si el material frío se mezcla en la cavidad, se generan fácilmente tensiones internas en la pieza moldeada. El diámetro del orificio del slug frío es de unos 8-10 mm y la profundidad de 6 mm.
Para facilitar el desmoldeo, su parte inferior suele apoyarse en la barra de desmoldeo. La parte superior de la varilla de desmoldeo debe diseñarse como un gancho en zigzag o una ranura hundida para que el saliente del canal principal pueda extraerse suavemente durante el desmoldeo.

Agujero para babosas frías
Se trata de un orificio situado al final del canal principal para recoger la baba fría que se genera entre dos disparos al final de la boquilla, de forma que el canal de derivación o la compuerta no se bloqueen. Si la baba fría se mezcla en la cavidad, es fácil que se generen tensiones internas en el producto moldeado. El diámetro del orificio del proyectil frío es de unos 8-10 mm y la profundidad de 6 mm.
Para facilitar el desmoldeo, la parte inferior del molde se suele apoyar en una varilla de desmoldeo. La parte superior de la varilla de desmoldeo debe diseñarse con un gancho en zigzag o una ranura hundida para que el saliente del canal principal pueda extraerse fácilmente al retirar el molde.

Canal de bifurcación
Es un canal que conecta el canal principal y cada cavidad en un molde multicavidad. Para que el material fundido llene cada cavidad a la misma velocidad, los canales de ramificación del molde deben estar dispuestos de forma simétrica y equidistante.La forma y el tamaño de la sección transversal del canal tienen un impacto en el flujo de la masa fundida de plástico, el desmoldeo del producto y la dificultad de fabricación del molde.
Si consideramos el flujo de igual volumen de material, el canal con una sección transversal circular tiene la menor resistencia.Sin embargo, debido a que el canal cilíndrico tiene una superficie específica pequeña, no es bueno para enfriar las proyecciones del canal. Este canal debe abrirse en ambas mitades del molde, lo que requiere mucho trabajo y es fácil de alinear.

Por ello, a menudo se utilizan canales trapezoidales o semicirculares, que se abren en una mitad del molde con una varilla de desmoldeo. La superficie del canal debe pulirse para reducir la resistencia al flujo y proporcionar una mayor velocidad de llenado.
El tamaño del canal depende del tipo de plástico, el tamaño y el grosor del producto. Para la mayoría de los termoplásticos, la anchura de la sección transversal del canal no supera los 8 mm, la mayor puede alcanzar los 10-12 mm, y la menor es de 2-3 mm.El área de la sección transversal debe reducirse al mínimo posible al tiempo que se satisfacen las necesidades para evitar el aumento de las protuberancias del canal y prolongar el tiempo de enfriamiento.

Puerta
Es un canal que conecta el canal principal (o canal de derivación) y la cavidad. La sección transversal del canal puede ser la misma que la del canal principal (o canal de derivación), pero suele ser más pequeña. Por tanto, es la parte más pequeña de todo el sistema de canalización. La forma y el tamaño de la compuerta tienen un gran impacto en la calidad del producto.
La función de la compuerta es controlar el caudal, evitar que la masa fundida almacenada en esta parte se solidifique demasiado pronto y retroceda, y aumentar la temperatura de la masa fundida que la atraviesa mediante un fuerte cizallamiento, a fin de reducir la viscosidad aparente, mejorar la fluidez y facilitar la separación del producto del sistema de canalización.

La forma, el tamaño y la ubicación de la compuerta dependen de las propiedades del plástico, el tamaño y la estructura de la pieza. Por lo general, la compuerta tiene una sección transversal rectangular o circular, con un área transversal pequeña y una longitud corta.
Esto se debe no sólo a las funciones mencionadas, sino también a que es más fácil que una puerta pequeña se haga más grande, mientras que es difícil que una puerta grande se haga más pequeña. Por lo general, la ubicación de la compuerta debe seleccionarse donde la pieza sea más gruesa sin afectar a su aspecto. El tamaño de la compuerta debe diseñarse teniendo en cuenta las propiedades del plástico fundido.

Es el espacio del molde para moldear productos de plástico. Los componentes utilizados para formar la cavidad se denominan colectivamente piezas de moldeo.Cada pieza de moldeo suele tener un nombre especial. Las piezas de moldeo que constituyen la apariencia del producto se denominan moldes cóncavos (también llamados moldes hembra), y las piezas que constituyen la forma interna del producto (como agujeros, ranuras, etc.) se denominan núcleos o punzones (también llamados moldes macho).
Cuando se diseñan piezas de moldeo, la estructura general de la cavidad debe determinarse primero en función del rendimiento del plástico, la forma geométrica del producto, la tolerancia dimensional y los requisitos de uso.

A continuación, hay que decidir dónde colocar la línea de separación, la compuerta y el respiradero, y cómo sacar la pieza. A continuación, hay que decidir cómo diseñar cada pieza y cómo unirlas en función del tamaño de la pieza que se va a fabricar. El plástico está sometido a mucha presión cuando entra en el molde, así que hay que elegir las piezas adecuadas y asegurarse de que son lo bastante fuertes y rígidas.
Para que el producto de plástico sea suave y bonito, y fácil de desmoldar, la rugosidad Ra de la superficie en contacto con el plástico debe ser superior a 0,32um, y debe ser resistente a la corrosión. Por lo general, las piezas moldeadas se someten a un tratamiento térmico para aumentar su dureza y se fabrican con acero resistente a la corrosión.

Puerto de escape
Es una salida de aire en forma de ranura abierta en el molde para descargar el gas original y el gas aportado por el material fundido. Cuando el material fundido se inyecta en la cavidad, el aire almacenado originalmente en la cavidad y el gas aportado por el material fundido deben descargarse al exterior del molde a través del orificio de escape al final del flujo de material....
De lo contrario, el producto tendrá poros, mala soldadura, llenado incompleto del molde, e incluso el aire acumulado quemará el producto debido a la alta temperatura generada por la compresión.Por lo general, el respiradero se puede colocar en el extremo del flujo de material fundido en la cavidad o en la superficie de separación del molde. Esta última consiste en abrir una ranura poco profunda con una profundidad de 0,03-0,2 mm y una anchura de 1,5-6 mm en un lado del molde.

Durante la inyección, no habrá mucho material fundido filtrándose por el orificio de escape, porque el material fundido se enfriará y solidificará allí para bloquear el canal.No abra el orificio de escape hacia usted, o podría ser rociado con material fundido y hacerse daño. También puede utilizar la holgura entre la varilla eyectora y el orificio eyector, la holgura entre el bloque eyector y la placa separadora y el núcleo para el escape.
Sistema de piezas moldeadas
Se refiere a la combinación de varias partes que conforman la forma del producto, incluyendo el molde móvil, el molde fijo, y la cavidad (matriz), el núcleo (molde convexo), la varilla de moldeo, etc.El núcleo forma la superficie interior del producto, y la cavidad (matriz) forma la superficie exterior del producto. Una vez cerrado el molde, el núcleo y la cavidad forman la cavidad del molde.

A veces, según el proceso y los requisitos de fabricación, el núcleo y la matriz se componen de varias piezas, otras veces se fabrican como un todo, y los insertos sólo se utilizan en piezas fáciles de dañar y difíciles de procesar.
El sistema de piezas de molde incluye componentes como tapas inclinadas y correderas, que son componentes centrales para la forma y la estructura de las piezas de molde, y el llenado y la refrigeración de los materiales plásticos se consiguen mediante el cierre y la separación.Los insertos se utilizan para formas especiales y requisitos de procesamiento de las piezas de molde, como orificios roscados y ranuras, mientras que las tapas inclinadas y las correderas se utilizan para conseguir la inclinación y las formas complejas de las piezas de molde.

La pieza de moldeo tiene un núcleo y una matriz. El núcleo forma el interior del producto y la matriz la forma exterior del producto. Una vez cerrado el molde, el núcleo y la cavidad forman la cavidad del molde. A veces el núcleo y la matriz están hechos de varias piezas, otras veces se hacen de una sola pieza, y los insertos sólo se utilizan en piezas fáciles de romper y difíciles de hacer.
El orificio de escape es una salida en forma de ranura abierta en el molde para dejar salir el gas original y el gas aportado por el material fundido.

Cuando el material fundido se inyecta en la cavidad, el aire almacenado originalmente en la cavidad y el gas aportado por el material fundido deben salir al exterior del molde a través del puerto de escape al final del flujo de material, de lo contrario el producto tendrá agujeros, mala conexión, llenado incompleto del molde, e incluso el aire acumulado se comprimirá para generar alta temperatura y quemar el producto.
Normalmente, el orificio de escape puede colocarse al final del flujo de material fundido en la cavidad o en la superficie de separación del molde, que es una ranura poco profunda con una profundidad de 0,03-0,2 mm y una anchura de 1,5-6 mm abierta en un lado de la matriz. Durante la inyección, no saldrá mucho material fundido por el orificio de salida, porque el material fundido se enfriará y solidificará allí y bloqueará el canal.

El orificio de escape no debe abrirse de cara al operario para evitar que el material fundido salga pulverizado accidentalmente y lesione a las personas. Además, la holgura entre la varilla eyectora y el orificio eyector, la holgura entre el bloque eyector y la placa separadora y el núcleo, etc. también pueden utilizarse para el escape.
Sistema de control de la temperatura
Para cumplir los requisitos de temperatura del proceso de inyección, se necesita un sistema de control de temperatura para ajustar la temperatura del molde. En el caso de los moldes de inyección de termoplásticos, lo principal es diseñar un sistema de refrigeración para enfriar el molde (el molde también puede calentarse).

El método común de refrigeración de moldes consiste en abrir un canal de agua de refrigeración en el molde y utilizar agua de refrigeración circulante para quitar el calor del molde; además de utilizar agua de refrigeración para pasar agua caliente o aceite caliente, el molde también se puede calentar instalando elementos de calefacción eléctrica dentro y alrededor del molde.
El sistema de control de temperatura se utiliza para controlar la temperatura de trabajo del molde con el fin de garantizar la calidad y la eficiencia de producción de las piezas moldeadas. El sistema de control de temperatura incluye componentes como vías de agua, pozos de agua, boquillas de vías de agua, vías de agua en espiral, varillas de calentamiento y varillas de enfriamiento.

El canal y el pozo de agua se utilizan para hacer circular el agua de refrigeración y controlar la temperatura del molde. Las boquillas y las vías de agua en espiral se utilizan para mejorar el efecto de enfriamiento. Las varillas de calentamiento y enfriamiento se utilizan para ajustar la velocidad de calentamiento y enfriamiento del molde.
Piezas estructurales
Se refiere a las diversas piezas que componen la estructura del molde, entre las que se incluyen: postes guía, pasadores expulsores, tiranoyos y diversas piezas de la línea de apertura. Como las placas de sujeción delantera y trasera, las plantillas de hebilla delantera y trasera, las placas de presión, las columnas de presión, las columnas guía, las placas de desmoldeo, las varillas de desmoldeo y las varillas de retorno.

Guía de componentes
Para asegurarse de que el molde móvil y el molde fijo se alinean con precisión cuando el molde está cerrado, es necesario colocar componentes de guía en el molde. En el molde de inyección, se suelen utilizar cuatro conjuntos de columnas guía y manguitos guía para formar la guía. A veces, se colocan superficies cónicas interiores y exteriores que coinciden entre sí en el molde móvil y el molde fijo para ayudar al posicionamiento.

Mecanismo de expulsión
Cuando se abre el molde, se necesita algo que empuje o saque la pieza de plástico y el agua del canal. La placa de empuje y la placa eyectora se utilizan para sujetar la varilla eyectora. La varilla de reinicio suele estar fijada en la varilla eyectora, y la varilla de reinicio reinicia la placa de empuje cuando se cierran los moldes móviles y fijos.

Mecanismo de tracción lateral del núcleo
Algunos productos de plástico con rebajes laterales u orificios laterales deben desmoldarse lateralmente antes de empujarlos hacia fuera. Una vez extraído el núcleo lateral, pueden desmoldearse sin problemas. En este momento, es necesario instalar un mecanismo de extracción del núcleo lateral en el molde.
Marco de molde estándar
Para reducir la pesada carga de trabajo que supone el diseño y la fabricación de moldes, la mayoría de los moldes de inyección utilizan marcos de molde estándar.

El sistema de escape
El objetivo del sistema de escape es eliminar el aire de la cavidad y el gas generado por el plástico fundido durante el proceso de moldeo por inyección. Si el escape no es suave, la superficie del producto tendrá marcas de gas, quemaduras y otros defectos.El sistema de escape del molde de inyección suele ser una salida en forma de ranura abierta en el molde para expulsar el aire de la cavidad original y el gas aportado por el material fundido.
Cuando el material caliente entra en el agujero, el aire que ya estaba en el agujero y el aire que entró con el material caliente tienen que salir del agujero en el extremo del agujero donde va el material caliente, o de lo contrario la cosa que hagas tendrá agujeros, no se pegará bien, no se llenará del todo, y tal vez el aire que se queda atascado se aplastará y se calentará y quemará la cosa que hagas.

La segunda consiste en abrir una ranura poco profunda con una profundidad de 0,03-0,2 mm y una anchura de 1,5-6 mm en un lado del molde cóncavo. Durante la inyección, no saldrá mucho material fundido por el orificio de escape, porque el material fundido se enfriará y solidificará allí y bloqueará el canal.
El orificio de escape no debe abrirse de cara al operario para evitar que el material fundido salga pulverizado accidentalmente y lesione a las personas. Además, la holgura entre la varilla eyectora y el orificio eyector, la holgura entre el bloque eyector y la placa separadora y el núcleo también pueden utilizarse para el escape.

El sistema de escape se utiliza para eliminar el gas generado durante el proceso de moldeo por inyección para evitar burbujas y defectos. El sistema de escape incluye el escape del perno eyector, el escape de la superficie de separación, el escape de la aguja de escape y el escape del agujero de escape.el diseño razonable y la disposición del sistema de escape pueden mejorar eficazmente la calidad y el aspecto de las piezas moldeadas. Elija Zetar Mold para la producción y procesamiento, la tecnología está garantizada, y el ciclo de entrega cumple con las necesidades del cliente.
El sistema de guías
El sistema de guía se establece para garantizar que el molde móvil y el molde fijo puedan alinearse con precisión cuando se cierra el molde, y debe colocarse un componente de guía en el molde.En el molde de inyección, normalmente se utilizan cuatro juegos de pasadores de guía y manguitos de guía para formar el componente de guía. A veces, los conos interiores y exteriores que coinciden entre sí se establecen en el molde móvil y el molde fijo para ayudar con el posicionamiento.

El sistema de posicionamiento de guías se utiliza para asegurarse de que el molde está en el lugar correcto y se mueve de la manera correcta cuando está trabajando. Cuenta con pasadores guía y casquillos guía, bloques de posicionamiento cónicos y bloques de posicionamiento de grado cero.
Los pasadores guía y los manguitos guía son las piezas principales del sistema de posicionamiento del molde. Se aseguran de que el molde esté en el lugar correcto encajando muy bien. Los bloques de posicionamiento cónicos y los bloques de posicionamiento de grado cero se utilizan para asegurarse de que el molde se alinea por sí mismo y para asegurarse de que se alinea realmente bien.

Sistema eyector
Normalmente incluye: pasadores eyectores, placas de pasadores eyectores delantera y trasera, varillas guía de pasadores eyectores, muelles de retorno de pasadores eyectores, tornillos de bloqueo de placas de pasadores eyectores y otras piezas. Cuando el producto se forma y se enfría en el molde, los moldes delantero y trasero del molde se separan y se abren, y los pasadores eyectores se expulsan en el molde de inyección.
El eyector de la máquina de moldeo empuja o tira del producto plástico y del condensado en el canal de flujo fuera de la cavidad del molde y de la posición del canal de flujo para el siguiente ciclo de moldeo por inyección.

El sistema eyector es un sistema utilizado para expulsar las piezas moldeadas del molde, que incluye la expulsión del pasador eyector, la expulsión de la placa de empuje y otros métodos. El diseño y la selección del sistema eyector se determinan en función de la forma, el material y el tamaño de las piezas moldeadas para garantizar la integridad de las piezas moldeadas y el efecto de eyección.
Los moldes de inyección se dividen por estructura
Los marcos de los moldes, los núcleos de los moldes, las piezas auxiliares, los sistemas auxiliares, los ajustes auxiliares, los mecanismos de procesamiento de esquinas muertas y otras piezas son generalmente lo que componen los moldes de inyección.

Marco del molde
Por lo general, no tenemos que diseñarlo, y podemos comprarlo directamente del fabricante de la base de molde estándar, lo que ahorra mucho tiempo para diseñar el molde, por lo que se llama la base de molde estándar para moldes de inyección. Es la parte más básica del molde de inyección.
Núcleo del molde
El núcleo del molde es la parte más importante del molde. Es donde se forma el producto de plástico y donde se invierte la mayor parte del tiempo de procesamiento. Sin embargo, algunos moldes, a diferencia de otros más sencillos, no tienen núcleo. El producto se forma directamente sobre la plantilla. La mayoría de los primeros moldes de inyección eran así, lo cual era relativamente atrasado.

Piezas auxiliares
Las piezas auxiliares utilizadas habitualmente en los moldes de inyección incluyen anillos de posicionamiento, casquillos de bebedero, expulsores, pasadores de extracción, columnas de soporte, columnas guía y manguitos guía de placas eyectoras, clavos de basura, etc. Algunas de ellas son piezas estándar y pueden pedirse directamente al encargar el bastidor del molde, y otras deben ser diseñadas por usted mismo.
Sistema auxiliar
Los sistemas auxiliares de los moldes de inyección son los siguientes: sistema de vertido, sistema de expulsión, sistema de refrigeración y sistema de escape. A veces, debido a que la temperatura del material plástico utilizado necesita calentarse a una temperatura muy alta, algunos moldes también tendrán un sistema de calentamiento.

Ajustes auxiliares
Los ajustes auxiliares de los moldes de inyección incluyen orificios para ojales, orificios KO (orificios para varillas eyectoras), etc.
Estructura de procesamiento de esquinas muertas
Cuando el producto plástico tiene una esquina muerta, el molde también tendrá una o más estructuras para manejar la esquina muerta. Tales como deslizadores, eyectores inclinados, cilindros hidráulicos, etc. En la mayoría de los libros nacionales, este mecanismo para manejar las esquinas muertas se denomina "mecanismo de extracción del núcleo".

Componentes de moldes de inyección
Sistema de boquillas
El sistema de boquillas se utiliza para inyectar plástico fundido en el molde para lograr el moldeo del producto. Incluye componentes como boquillas y puntas de boquilla. Controla la apertura y el cierre de la boquilla y el flujo de plástico fundido para lograr el moldeo por inyección del producto. El sistema de boquillas debe tener una buena estanqueidad y resistencia al desgaste para garantizar la inyección normal de plástico y la calidad del producto.

Asiento del molde
El asiento del molde es la pieza básica del molde de inyección, que soporta y fija toda la estructura del molde. Suele estar hecho de acero aleado de alta calidad y tiene suficiente resistencia y rigidez para soportar la presión y la extrusión durante el proceso de moldeo por inyección.

Sistema eyector
El sistema eyector se utiliza para expulsar el producto moldeado del molde. Incluye componentes como varillas eyectoras y placas eyectoras, y la expulsión del producto se consigue mediante el movimiento de la varilla eyectora. El sistema eyector debe tener suficiente resistencia y estabilidad para asegurar el efecto de eyección y la eficiencia de producción del producto.

Placa fija
La placa fija está situada encima de la base del molde y se utiliza para fijar los distintos componentes del molde. Suele estar hecha de acero aleado de alta calidad y tiene suficiente resistencia y rigidez para garantizar que el molde sea estable y rígido durante el proceso de moldeo por inyección.

Sistema de refrigeración
El sistema de refrigeración se utiliza para controlar la temperatura del molde con el fin de garantizar la calidad del producto y la eficacia de la producción. Incluye componentes como canales de agua de refrigeración y dispositivos de refrigeración, que absorben el calor del molde mediante la circulación de agua de refrigeración. El sistema de refrigeración debe diseñarse de forma razonable para garantizar un enfriamiento uniforme de todas las partes del molde y evitar tensiones y deformaciones.
Núcleo y cavidad
El núcleo y la cavidad son las partes más importantes del molde de inyección. Determinan la forma y el tamaño del producto final. El núcleo es la parte interior del producto, y la cavidad es la forma exterior del producto. El núcleo y la cavidad suelen ser de acero para herramientas de alta calidad o de acero rápido. Se mecanizan y tratan térmicamente para que sean duros y resistentes al desgaste.

Sistema deslizante
El sistema de correderas se utiliza para fabricar estructuras de producto complejas y cavidades internas. Tiene piezas como correderas, pasadores guía, manguitos guía, etc. que hacen que el molde se abra y se cierre y se mueva deslizándose o girando. El sistema de correderas debe ser muy preciso y estable para garantizar que la forma y el tamaño del producto sean los correctos.
Composición estructural de las máquinas de moldeo por inyección
Una máquina de moldeo por inyección de uso general tiene un dispositivo de inyección, un dispositivo de sujeción del molde, un sistema de transmisión hidráulica y un sistema de control eléctrico. El trabajo principal del dispositivo de inyección es fundir el plástico e inyectar una cierta cantidad de material fundido en la cavidad del molde con suficiente presión y velocidad. El dispositivo de inyección está formado por componentes de plastificación (tornillo, barril y boquilla), tolva, dispositivo de transmisión, dispositivo de medición, cilindros de inyección y movimiento, etc.

Dispositivo de sujeción de moldes
El dispositivo de sujeción del molde se encarga de abrir y cerrar el molde, garantizar que el molde esté bien cerrado durante la inyección y expulsar el producto. El dispositivo de sujeción del molde consta principalmente de plantillas fijas delanteras y traseras, plantillas móviles, tirantes que conectan las plantillas delanteras y traseras, cilindros de sujeción del molde, mecanismos de biela, dispositivos de ajuste del molde y dispositivos de expulsión del producto.
Sistema hidráulico y sistema de control eléctrico
Su trabajo consiste en asegurarse de que la máquina de moldeo por inyección funciona correctamente y como debe (presión, velocidad, temperatura, tiempo) y realiza los pasos del proceso en el orden correcto.

El sistema hidráulico de la máquina de moldeo por inyección de plásticos se compone de diferentes piezas hidráulicas y tuberías y otras cosas que ayudan a que funcione, y el sistema de control eléctrico se compone de diferentes cosas eléctricas y herramientas. El sistema hidráulico y el sistema eléctrico trabajan juntos para dar potencia y control a la máquina de moldeo por inyección.
Conclusión
ILos moldes de inyección se componen de varios elementos principales, como la base del molde, el sistema eyector, la placa fija, el sistema de deslizamiento, el núcleo y la cavidad, el sistema de refrigeración y el sistema de boquillas. La base del molde soporta toda la estructura, el sistema eyector empuja el producto acabado hacia fuera, la placa fija estabiliza los componentes, el sistema de deslizamiento maneja formas complejas, el núcleo y la cavidad definen la forma del producto, el sistema de refrigeración ajusta la temperatura y el sistema de boquillas inyecta el plástico.

Además, también incluye el sistema de control de temperatura, el sistema de escape, el sistema de guía y el sistema de expulsión, que se utilizan para controlar la temperatura del molde, los gases de escape, posicionar con precisión el molde y expulsar el producto.
El proceso de fabricación del molde mejora la calidad del producto , En el molde de inyección, la unidad de inyección inyecta el plástico fundido en el molde a través del tornillo de moldeo por inyección y entra en la cavidad a través del casquillo del bebedero, garantizando el moldeo preciso y la alta calidad del producto.

El trabajo conjunto de estos componentes garantiza el buen desarrollo del proceso de moldeo por inyección de plástico y la alta calidad del producto final.







