 Ir al contenido
Ir al contenido 
Molde de inyección de canal caliente
Guía de diseño y fabricación de moldes de inyección de canal caliente

Corredor caliente VS. Sistema de canal frío
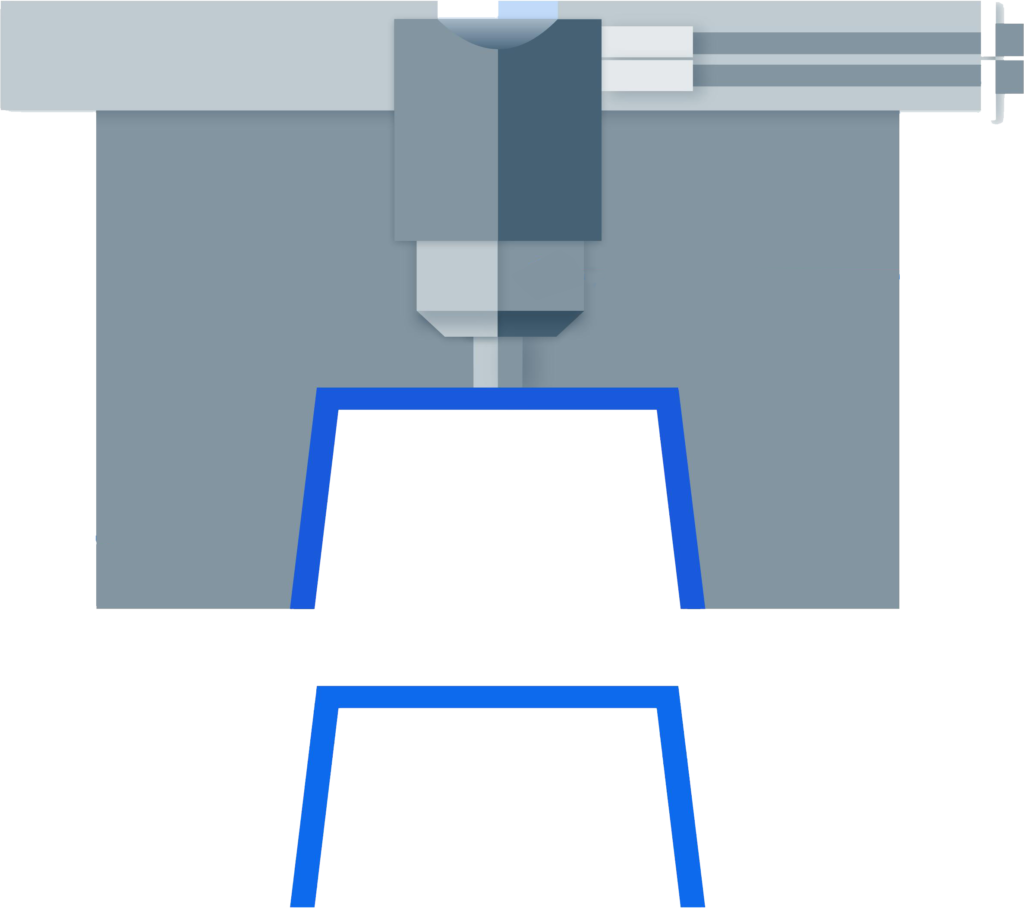
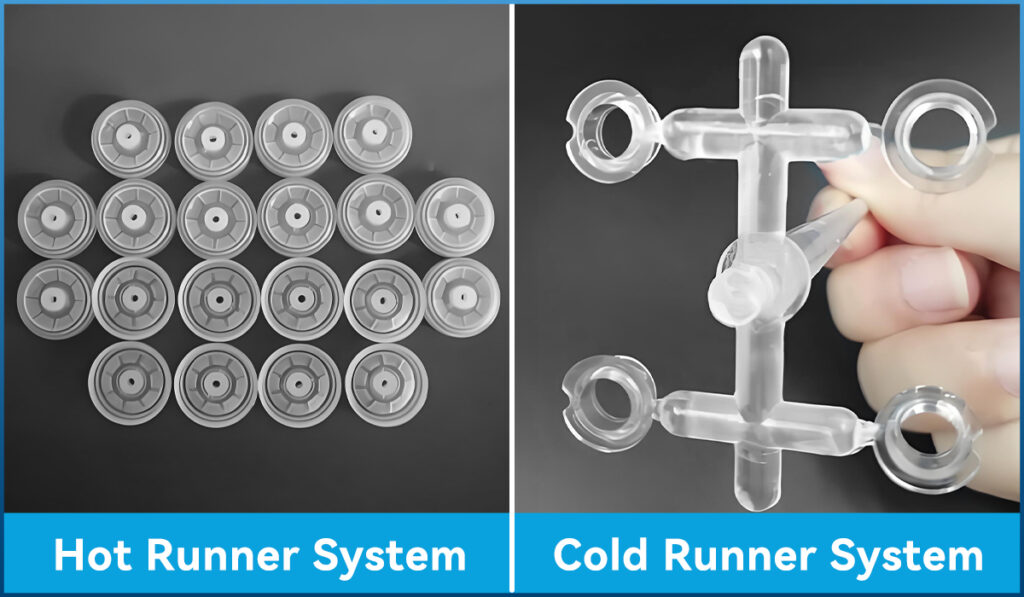
Los moldes de canal caliente mantienen caliente el plástico del canal, por lo que permanece fundido y puede reutilizarse,
reduciendo residuos. Los moldes de canal frío dejan que el canal se enfríe y se solidifique, creando residuos que necesitan
sea Los dos tipos principales de moldes de inyección son corredor caliente y frío
sistemas de corredores.
Molde de inyección de canal caliente

Molde de inyección de canal frío
Molde de inyección de canal caliente
Los moldes de canal caliente y los moldes de canal frío son dos tipos de sistemas de moldeo por inyección utilizados para fabricar piezas de plástico, cada uno de ellos con diferentes ventajas en función de sus necesidades.

Todo lo que necesita saber sobre el molde de inyección de canal caliente
¿Qué es el molde de inyección de canal caliente?
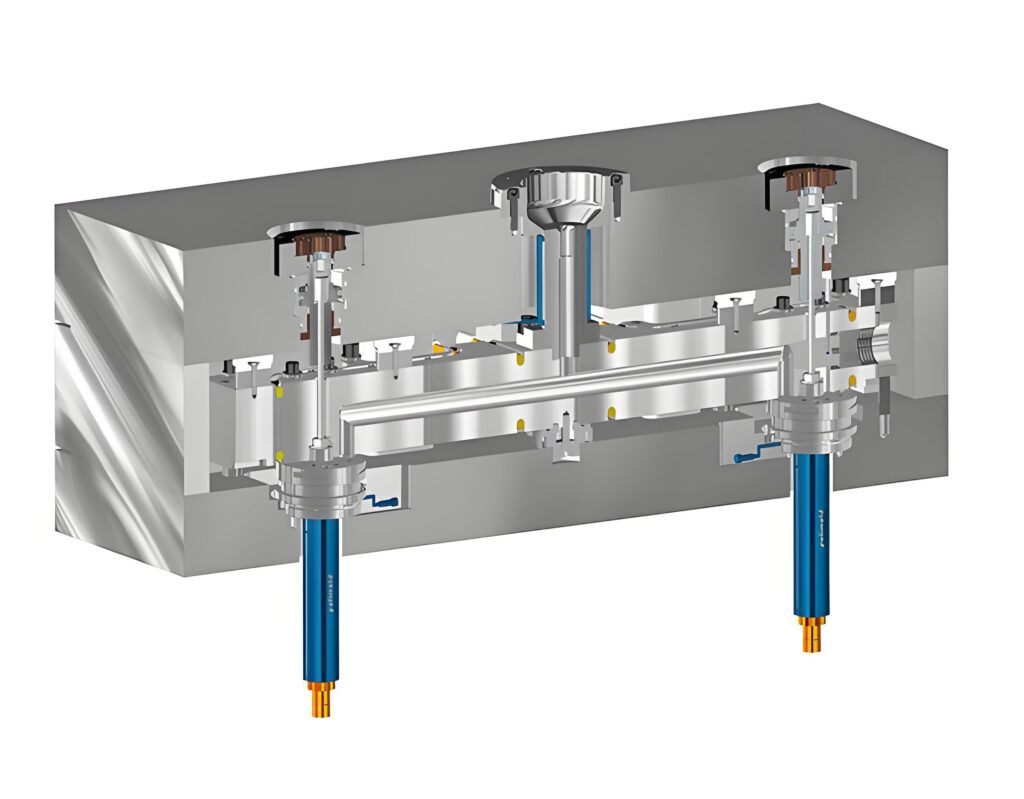
Los sistemas de canal caliente son sistemas de componentes calefactores utilizados en moldes de inyección para inyectar gránulos de plástico fundidos en la cavidad del molde. Los moldes de canal caliente son una nueva estructura que calienta el canal y la compuerta de los moldes tradicionales o los moldes de tres placas, lo que elimina la necesidad de retirar el canal y la compuerta durante cada ciclo de conformado.
La tecnología de canal caliente se utiliza en muchas industrias, como la automovilística, la médica, la de bienes de consumo y la aeroespacial. Resulta especialmente adecuada para fabricar productos que requieren precisión y eficacia, como tapones de botellas y carcasas electrónicas.
Los canales calientes se encargan de que el plástico del canal y la compuerta permanezca fundido calentándolo. Las varillas y los anillos calefactores se colocan cerca o en el centro del canal. Todo el canal, desde la boquilla de la máquina de inyección hasta la compuerta, se mantiene caliente, de modo que el plástico permanece fundido. Cuando se detiene la máquina, no suele ser necesario abrir el canal para eliminar el material sólido. Cuando se vuelve a poner en marcha la máquina, basta con calentar el canal a la temperatura adecuada. Por eso algunos llaman al proceso de canal caliente sistema de colector caliente o molde sin canal.
¿Cuáles son los tipos de sistemas de canal caliente?
Los sistemas de canal caliente son imprescindibles en el moldeo por inyección de plásticos. Mantienen el plástico caliente mientras entra en el molde. Existen varios tipos de sistemas de canal caliente. Se clasifican principalmente por la forma en que el plástico entra en el molde. Estos son los principales tipos de sistemas de canal caliente:
1. Sistema de canal caliente con compuerta de válvula:
Este sistema utiliza pasadores de válvula controlados neumática o hidráulicamente para controlar con precisión el flujo de plástico fundido en la cavidad del molde, eliminando las marcas de compuerta y mejorando la calidad de la superficie. Es ideal para moldes de varias cavidades y productos de alta precisión. Aunque el sistema es complejo, costoso y requiere más mantenimiento, destaca en la fabricación de productos con superficies de alto brillo, piezas de automoción y otros componentes de precisión.
2. Sistema de canal caliente con compuerta de boquilla:
En este sistema, el plástico fundido se inyecta directamente en la cavidad del molde a través de una boquilla, lo que lo hace adecuado para piezas de tamaño pequeño a mediano. Tiene un diseño sencillo, bajo coste y es más fácil de mantener, aunque las marcas de la compuerta pueden ser más visibles, por lo que es ideal para productos en los que la apariencia no es un factor crítico.
3. Sistema de canal caliente multipunto:
Este sistema inyecta plástico en varias cavidades a través de varias compuertas, lo que permite la producción simultánea de varias piezas. Aumenta considerablemente la eficacia de la producción, por lo que es adecuado para piezas complejas de gran volumen. Sin embargo, es complejo, caro y requiere un estricto control de la temperatura.
4. Sistema de canal caliente de un solo punto:
Este sistema inyecta plástico en una sola cavidad a través de una única compuerta, lo que lo hace perfecto para moldes de una sola cavidad. Tiene un diseño sencillo, un bajo coste y es fácil de manejar y mantener, pero no es tan eficaz para piezas grandes o moldes de varias cavidades. Suele utilizarse para piezas pequeñas y medianas.
5. Sistema de canal caliente de coinyección:
Este sistema permite inyectar dos materiales plásticos diferentes al mismo tiempo, por lo que es adecuado para productos multimaterial o multicolor. Aunque es complejo y caro, mejora la funcionalidad del producto y la flexibilidad del diseño, utilizado habitualmente para el moldeo por inyección de dos colores o componentes multimaterial.
6. Sistema de canal semicaliente:
Este sistema combina las ventajas de las tecnologías de canal caliente y canal frío, utilizando un canal caliente en algunas zonas y un canal frío en otras. Ofrece costes reducidos manteniendo un cierto nivel de precisión de moldeo, aunque es menos eficaz para productos de alta precisión. Es adecuada para moldes y productos de complejidad moderada.
7. Sistema de corredor aislado:
Este sistema utiliza canales de rodadura gruesos para mantener el plástico caliente y se basa en el aislamiento en lugar del calentamiento directo. Es bueno para determinados termoplásticos, especialmente los que no conducen bien el calor. No tiene tanto control y no puede utilizarse con tantos materiales, pero es ideal para productos especiales fabricados con materiales que no conducen bien el calor.
¿Cuál es la diferencia entre el molde de inyección de canal caliente y el molde de inyección de canal frío?
Los canales calientes y los canales fríos son los dos sistemas principales utilizados para el moldeo por inyección de piezas de plástico. La principal diferencia entre ellos es cómo se inyecta el material plástico en la cavidad del molde.
1. Sistema de canal caliente:
En un sistema de canal caliente, el material plástico se inyecta directamente en la cavidad a través de un sistema de canal calentado. Este sistema mantiene una temperatura constante, normalmente entre 150-200°C (302-392°F), para asegurarse de que el material fluye y llena la cavidad uniformemente.
Ventajas:
① Menor desperdicio de material: El sistema de canal caliente no necesita canales de refrigeración, lo que significa menos desperdicio de material y ahorro de costes.
② Mejora de la calidad de las piezas: El sistema de canal caliente controla mejor el proceso de inyección, lo que se traduce en mejores piezas con menos defectos.
③ Mayor eficiencia de producción: Los sistemas de canal caliente pueden producir piezas de forma más rápida y eficiente que los sistemas de canal frío.
Desventajas:
① Costes iniciales más elevados: Los sistemas de canal caliente cuestan más que los de canal frío porque son más complicados.
② Mayores costes de mantenimiento: Los sistemas de canal caliente deben limpiarse y mantenerse con regularidad para evitar que se obstruyan y para que sigan funcionando correctamente. Esto significa que se gasta más dinero en mantenimiento.
2. Sistema de canal frío:
El sistema de canal frío inyecta plástico en la cavidad a través de canales no calentados, donde el plástico se enfría en los canales.
Ventajas:
① Menores costes iniciales: Los sistemas de canal frío son más sencillos y baratos de fabricar.
② Menores costes de mantenimiento: Los sistemas de canal frío son menos propensos a obstruirse, por lo que necesitan menos mantenimiento y son más fáciles de limpiar.
Desventajas:
① Más residuos de material: El material de los patines refrigerados debe retirarse o reciclarse, lo que supone más residuos y mayores costes.
② Menor calidad de las piezas: Debido a las restricciones de flujo y a la presión de inyección inconsistente, las piezas fabricadas con sistemas de canal frío pueden tener menor calidad y más defectos.

3. Aplicaciones:
Corredor caliente:
① Adecuada para la producción a gran escala.
② Ideal para piezas complejas y de tolerancias estrechas.
③ Productos que requieren un control preciso del proceso de inyección.
Cold Runner:
① Adecuada para la producción de lotes pequeños.
② Ideal para piezas sencillas con tolerancias más holgadas.
③ Productos que no requieren un control preciso del proceso de inyección.
¿Por qué elegir el molde de inyección de canal caliente?
Los moldes de inyección de canal caliente son el camino a seguir si quieres hacer cosas de plástico. Hacen las cosas más rápido, ahorran plástico y hacen mejores piezas. A continuación le explicamos por qué debería utilizarlos:
1. Reducción del desperdicio de material:
El sistema de canal caliente no produce residuos de canal frío, lo que significa que elimina los residuos de material de los canales. Esto no solo reduce los costes de producción, sino también la cantidad de residuos que hay que gestionar, especialmente si se fabrican muchas piezas.
2. Mejora de la calidad de las piezas:
El sistema de canal caliente puede controlar con mayor precisión la temperatura y la presión del proceso de inyección, lo que hace que las piezas sean más consistentes, reduce defectos superficiales como marcas de hundimiento o alabeos y mejora las propiedades mecánicas. Esto es especialmente útil en moldes de varias cavidades para garantizar la calidad de todas las piezas.
3. Aumento de la eficiencia de la producción:
Los moldes de canal caliente son más rápidos porque el plástico permanece fundido, por lo que no tiene que enfriar todo ese canal adicional. Además, no tiene que manipular todas esas secciones de canal. Además, los moldes de canal caliente hacen que la máquina de inyección vaya y venga menos, por lo que puede fabricar piezas más rápidamente.
4. Mejora del acabado superficial y las propiedades mecánicas:
Como el plástico fundido se inyecta directamente en el molde, el sistema de canal caliente mejora la superficie de las piezas, lo que hace que tengan mejor aspecto y funcionen mejor. Es especialmente adecuado para piezas finas que podrían deformarse.
5. Menores costes de mantenimiento del moho:
Los moldes de canal caliente están diseñados para tener menos piezas móviles, lo que significa que hay menos posibilidades de que se atasquen y requieren menos mantenimiento. Aunque los moldes de canal caliente tienen un coste inicial más elevado, sus costes de mantenimiento a largo plazo son menores y duran más.
6. Flexibilidad de diseño y coherencia de producción:
El sistema de canal caliente admite diseños de molde más complejos, adecuados para fabricar productos de diversas formas y tamaños, al tiempo que garantiza un flujo de plástico uniforme en cada cavidad, mejorando así la consistencia de las piezas y la calidad de la producción.
7. Reducción de costes laborales:
Dado que los procesos de producción de inyección por canal caliente están altamente automatizados, no hay necesidad de operaciones manuales para manipular los canales fríos o realizar el postprocesado. Esto reduce significativamente los costes de mano de obra.
8. Menor consumo de energía:
Los moldes de canal caliente son más eficaces en el proceso de inyección, ya que reducen la pérdida de calor y requieren presiones de inyección más bajas, con el consiguiente ahorro de energía.
9. Adecuado para diversos materiales y productos:
Los moldes de canal caliente pueden fabricar una amplia gama de productos complejos y finos, lo que los hace adecuados para la producción a gran escala en múltiples industrias. Son especialmente ventajosos en la fabricación de piezas de paredes finas o complejas.

¿Cuándo es inadecuado utilizar un molde de inyección de canal caliente?
Los moldes de inyección de canal caliente están diseñados para inyectar plástico fundido en la cavidad de un molde sin enfriar primero el plástico. Aunque ofrecen varias ventajas, hay situaciones en las que utilizar un molde de inyección de canal caliente puede no ser la mejor idea. A continuación se describen algunas situaciones en las que podría reconsiderarlo:
1. Escenarios no aptos para el uso de moldes de inyección de canal caliente:
Baja inversión inicial y volumen de producción:
Los sistemas de canal caliente suelen ser más caros que los de canal frío. Si no se fabrican muchas piezas, puede que el elevado coste del sistema de canal caliente no merezca la pena, ya que no se obtendrá una buena relación coste-rendimiento.
Falta de experiencia con moldes de canal caliente:
Los sistemas de canal caliente son más complejos de manejar y mantener que los de canal frío. Los nuevos usuarios pueden tener dificultades para dominar esta tecnología, y un funcionamiento incorrecto podría provocar largos periodos de inactividad y pérdidas económicas.
Control inestable de la temperatura durante el procesamiento:
Los sistemas de canal caliente requieren un control preciso de la temperatura. Si el equipo es inadecuado o está mal ajustado, es posible que no mantenga un control constante de la temperatura. Esto puede dar lugar a una mala calidad de las piezas y a un aumento de las tasas de desechos.
Producción de piezas grandes o complejas:
Los sistemas de canal caliente suelen ser buenos para piezas medianas y pequeñas. Para piezas grandes o complejas, los sistemas de canal frío pueden ser mejores, ya que los sistemas de canal caliente pueden tener problemas de temperatura en moldes grandes.
Producción de pequeños lotes:
Los sistemas de canal caliente son más caros que los de canal frío y requieren más mantenimiento y calibración. Si no trabaja con muchas piezas, un sistema de canal frío puede ser la mejor opción.
Aplicaciones de precisión:
En los sectores en los que la precisión es fundamental, como los dispositivos médicos, la industria aeroespacial o la automoción, es necesario que el proceso de producción cumpla estrictas normas de calidad. Los sistemas de canal frío tienen más probabilidades de ofrecerle resultados uniformes y predecibles en estas aplicaciones.
Piezas de tolerancia de alta precisión:
Los sistemas de canal caliente pueden verse afectados por la dilatación y contracción térmicas, lo que puede provocar que las piezas presenten desviaciones de tolerancia. Si sus requisitos de tolerancia son estrictos, puede que le interese utilizar un sistema de canal frío para garantizar la uniformidad de su producto.
Diseños de moldes complejos:
Los sistemas de canal caliente necesitan diseños de molde específicos para funcionar bien. Si el diseño del molde es complicado o tiene muchas compuertas, los sistemas de canal frío pueden ser mejores.
Cambios frecuentes de material o color:
Si tiene que cambiar a menudo de material o de color durante la producción, el sistema de canal caliente puede retener el material antiguo, lo que puede contaminar o cambiar el color. Limpiar el sistema de canal caliente también es caro y lleva mucho tiempo.

2. Materiales no aptos para el uso de moldes de inyección de canal caliente:
Plásticos termosensibles:
Estos materiales son propensos a descomponerse o degradarse a altas temperaturas, lo que provoca problemas de calidad durante el moldeo. Los plásticos sensibles al calor más comunes son:
① PVC (cloruro de polivinilo): Se descompone fácilmente a altas temperaturas, liberando gases tóxicos que pueden ser peligrosos.
② POM (Polioximetileno): Se descompone fácilmente a altas temperaturas, lo que da lugar a una mala calidad del producto.
③ PU (poliuretano): No es estable a altas temperaturas, lo que puede provocar burbujas o degradación.
④ PCT-G: Es un material sensible al calor que puede degradarse a altas temperaturas. Los sistemas de canal caliente suelen requerir estados de fusión prolongados, lo que puede provocar un tiempo de retención excesivo en el canal caliente, causando degradación o decoloración, afectando a las prestaciones y el aspecto del producto final.
Materiales que contienen sustancias volátiles:
Algunos materiales tienen componentes volátiles que pueden acumularse en el canal caliente durante un calentamiento prolongado, lo que puede provocar obstrucciones o contaminación por moho. Entre los materiales más comunes se incluyen:
① ABS (copolímero de acrilonitrilo-butadieno-estireno): Puede liberar volátiles a altas temperaturas, lo que puede afectar a los resultados del moldeo.
② Plásticos reforzados (por ejemplo, materiales reforzados con fibra de vidrio): Las altas temperaturas pueden acelerar la descomposición de la resina, lo que puede provocar la acumulación de volátiles y afectar a la vida útil y la calidad del molde.
Materiales cristalinos:
Los materiales cristalinos son un dolor de muelas para procesar en canales calientes porque tienen una ventana de temperatura muy estrecha. Esto dificulta el control del flujo y el enfriamiento, lo que provoca defectos. Algunos materiales cristalinos comunes son:
PBT (tereftalato de polibutileno): Es muy difícil que fluya y se enfríe uniformemente, por lo que se producen defectos de cristalización.
② PA (Nylon): Es una mierda para cristalizar uniformemente, por lo que se obtiene una calidad de superficie y propiedades mecánicas de mierda.
Materiales de relleno:
Los materiales con cargas (por ejemplo, fibras de vidrio, cargas minerales) pueden depositarse en el canal caliente durante el calentamiento y el flujo, provocando bloqueos o desgaste del molde. Algunos ejemplos son:
① Plásticos reforzados con fibra de vidrio: Propensos a la deposición y bloqueo a altas temperaturas.
② Materiales reforzados con fibra de carbono: Las altas temperaturas empeoran el desgaste de los moldes, afectando a su vida útil.
Materiales de alta viscosidad:
Los materiales de alta viscosidad son un incordio para los canales calientes. No fluyen bien, por lo que no rellenan bien las cavidades complejas. Esto provoca disparos cortos o piezas incompletas. Algunos materiales comunes de alta viscosidad son:
① PC (policarbonato): Su alta viscosidad y escasa fluidez lo convierten en un dolor para rellenar cavidades.
② PMMA (polimetilmetacrilato/acrílico): Su alta viscosidad y el hecho de que esté mucho tiempo a altas temperaturas puede provocar defectos de moldeo.
Materiales higroscópicos:
Algunos materiales, como el PA y el PC, pueden absorber humedad en los canales calientes, lo que puede empeorar el material y afectar a la calidad del producto. Si no se controla bien la humedad, estos materiales pueden causar muchos problemas cuando se utilizan en canales calientes.
Materiales reciclados:
Los plásticos reciclados pueden haberse degradado un poco por haber sido procesados varias veces, lo que puede hacer que fluyan mal y que se degraden más al recalentarlos en sistemas de canal caliente, lo que puede causar problemas de moldeo.
Materiales de alta temperatura:
Algunos materiales que deben procesarse a altas temperaturas pueden no ser adecuados para los sistemas de canal caliente, ya que los sistemas de canal frío pueden ser mejores para mantener las temperaturas requeridas en estos casos.

Guía de diseño y selección de moldes de inyección de canal caliente
Los sistemas de moldes de inyección de canal caliente son muy importantes en la fabricación moderna, especialmente cuando se trata de fabricar productos con termoplásticos. La forma de diseñar y elegir estos sistemas influye mucho en la cantidad de dinero que se gasta, la calidad del producto y la rapidez con la que se fabrica.
1. Cómo diseñar un molde de inyección de canal caliente?
Elegir el sistema de canal caliente adecuado es muy importante para sacarle el máximo partido. A continuación te indicamos algunos aspectos que debes tener en cuenta a la hora de elegir el sistema adecuado:
Presión de inyección:
Mucha gente piensa que el plástico fundido en el canal caliente está siempre caliente, por lo que la pérdida de presión es menor que en el canal frío. En realidad, el canal caliente tiene un recorrido de flujo más largo, por lo que la pérdida de presión es grande, especialmente cuando se procesan materiales con poca fluidez (como PC o POM). Por lo tanto, para piezas grandes con largos recorridos de flujo o resinas con poca fluidez, se recomienda hacer un análisis de flujo de molde por adelantado para garantizar datos de diseño precisos.
Método de calentamiento:
Hay dos formas principales de calentar los sistemas de canal caliente:
① Calentamiento interno: Los calentadores se colocan justo dentro del canal de fusión para calentar el material.
② Calentamiento externo: El material se calienta desde el exterior, lo que hace que la masa fundida fluya más fácilmente. Esta forma es mejor para materiales sensibles al calor y le da más control sobre cómo cizalla la masa fundida.
Tipo de puerta:
Los distintos tipos de compuertas se adaptan a los diferentes requisitos de materiales y piezas. Los factores a tener en cuenta son las marcas de las compuertas, su ubicación y los materiales termoplásticos (cristalinos o no cristalinos). Elegir un tipo de compuerta que se adapte al material ayuda a garantizar la calidad del producto y la eficacia del llenado.
Sistemas de canal caliente estándar frente a personalizados:
Siempre que sea posible, opte por sistemas de canal caliente estándar. Estos sistemas utilizan boquillas, placas de canal e insertos de compuerta de tamaño estándar, que no sólo son más baratos y tienen plazos de entrega más cortos, sino que también son más fáciles de mantener gracias a sus piezas intercambiables. Los sistemas a medida, aunque son más caros, pueden ofrecer soluciones personalizadas basadas en necesidades específicas.
Compatibilidad con resinas plásticas:
Diferentes resinas necesitan diferentes sistemas de canal caliente:
① Para materiales reforzados con fibra de vidrio (como el nailon reforzado con fibra de vidrio), necesita un inserto de compuerta que pueda soportar el desgaste.
② Para los materiales que se degradan con facilidad (como el PVC), debe utilizar un sistema con calefacción externa para evitar puntos muertos.
③ Para las resinas que no fluyen bien (como el PC), se necesitan secciones transversales de boquilla y canal más grandes para ayudarlas a fluir mejor.
Tamaño del corredor:
Para asegurarse de obtener el mejor rendimiento, debe calcular el tamaño del canal de fusión en función de las características de la resina, como el índice de fluidez, el tiempo de inyección y la temperatura de fusión. Si no tiene el tamaño de canal adecuado, podría acabar con piezas que no se llenan completamente o que se degradan. Hay que tener en cuenta aspectos como la pérdida de presión, el tiempo de residencia y el índice de cizallamiento.
Control de temperatura multizona:
Para sistemas de canal caliente grandes o complicados, especialmente cuando se procesan materiales sensibles al calor, se necesita un sistema de control de temperatura multizona. Le permite ajustar la temperatura en distintas zonas, lo que reduce los defectos y garantiza que el calor se distribuye uniformemente.
Sistema de refrigeración:
El diseño de la refrigeración es importante para una buena calidad de la pieza. Una buena refrigeración, especialmente en la zona de la entrada, puede evitar el alabeo y la inestabilidad dimensional de la pieza.

2. ¿Cómo elegir el molde de inyección de canal caliente adecuado?
Elegir el sistema de canal caliente adecuado para el moldeo por inyección es muy importante si desea sacar el máximo partido a su producción, fabricar piezas de calidad y ahorrar dinero. Estos son algunos aspectos que debe tener en cuenta a la hora de elegir un sistema de canal caliente:
Definir los requisitos:
Describa claramente los requisitos específicos del proyecto, incluido el tipo de material plástico, la geometría de la pieza y el volumen de producción.
Selección del material del molde:
Considere el uso de materiales como el acero, el aluminio o la cerámica, asegurándose de que se ajustan a su presupuesto y aplicación.
Evaluar los sistemas de canal caliente:
Elija un sistema que se adapte a su plástico y al diseño de sus piezas.
Sistema de refrigeración:
Asegúrese de que el diseño de refrigeración puede mantener las temperaturas estables, satisfaciendo las necesidades de su aplicación.
Necesidades de mantenimiento:
Elija moldes fáciles de mantener y limpiar para reducir al mínimo el tiempo de inactividad.
Evaluación del presupuesto:
Equilibre rendimiento y coste en función de su presupuesto.
Plazo de entrega:
Tenga en cuenta el ciclo de producción del molde y los requisitos del calendario del proyecto.
Rendimiento del molde:
Seleccione moldes que puedan producir piezas que cumplan los requisitos de rendimiento y calidad.
Escalabilidad del volumen de producción:
Asegúrese de que el molde puede adaptarse a diferentes necesidades de volumen de producción.
Opciones personalizadas:
Elija moldes que ofrezcan servicios de personalización según sus necesidades específicas.
Garantía y asistencia:
Seleccione proveedores que ofrezcan garantías y asistencia técnica para garantizar la fiabilidad a largo plazo.
Elija fabricantes con experiencia:
Colabore con fabricantes que tengan una amplia experiencia en producción y puedan ofrecerle servicios integrales de mantenimiento.

¿Cómo mantener y reparar el molde de inyección de canal caliente?
Para asegurarse de que sus moldes de inyección de canal caliente rinden al máximo, reducen al mínimo el tiempo de inactividad y duran el mayor tiempo posible, necesita mantenerlos y revisarlos.
1. Pasos clave para un mantenimiento regular:
Limpieza: Limpie el molde con regularidad, especialmente el sistema de canal caliente, utilizando cepillos suaves y detergentes suaves para evitar la contaminación y garantizar una transferencia de calor adecuada.
② Lubricación: Lubrique las piezas móviles del molde (como las boquillas de canal caliente) para reducir el desgaste y prolongar la vida útil del molde.
③ Control de temperatura: Vigile el sistema de control de temperatura para asegurarse de que el sistema de canal caliente y el molde están a las temperaturas adecuadas.
④ Inspección de desgaste: Compruebe regularmente los componentes del molde, especialmente los que son propensos a sufrir daños o corrosión, para ver si hay fugas, grietas, etc.
⑤ Inspección del sistema de canal caliente: Asegúrese de que el sistema de canal caliente funciona correctamente, incluida la temperatura de la boquilla, la presión y el caudal.
2. Frecuencia de mantenimiento e intervalos de servicio:
① Cada 1.000 a 2.000 disparos: Haga una buena limpieza y compruebe el molde y el sistema de canal caliente.
② Cada 5.000 a 10.000 disparos: Cambiar las boquillas del canal caliente y limpiar el interior del molde.
③ Cada 20.000 a 50.000 disparos: Realice un mantenimiento completo, que incluya el cambio de las piezas desgastadas, la limpieza del exterior y la comprobación del sistema de control de la temperatura.
3. Resumen de las tareas de mantenimiento:
① Sustitución de la boquilla: Sustituya las boquillas cuando se desgasten, o cuando baje el caudal, o cuando las temperaturas se vuelvan extrañas.
② Limpieza de moho: Utilice material especial de limpieza de moldes para limpiar el interior y el exterior del molde, especialmente el sistema de canal caliente.
③ Mantenimiento del sistema de control de temperatura: Compruebe y ajuste el sistema de control de la temperatura para asegurarse de que funciona correctamente.
④ Alineación del molde: Compruebe a menudo la alineación del molde para evitar problemas causados por un mal ajuste.
⑥ Pruebas de presión: Haz pruebas de presión en el sistema de canal caliente para asegurarte de que no tiene fugas y funciona correctamente.
4. Otros consejos prácticos:
① Registro de mantenimiento: Lleve un registro de todo el mantenimiento que realice, incluyendo la fecha, lo que hizo y lo que encontró.
② Formación de operadores: Asegúrese de que sus operarios saben cómo cuidar el molde y cómo hacerlo funcionar.
③ Programa de mantenimiento regular: Ten un horario y cúmplelo para no llevarte sorpresas.
④ Siga las recomendaciones del fabricante: Haz lo que dice el fabricante del molde en el manual.
5. Desafíos en el mantenimiento de moldes de inyección de canal caliente:
① Geometrías complejas: Algunos moldes de gran cavidad tienen diseños extravagantes con canales delgados, lo que dificulta la limpieza y puede requerir medios de limpieza especiales.
② Sensibilidad del material: Algunos materiales plásticos pueden descomponerse durante el procesamiento, lo que afecta a la frecuencia y la forma de limpiar el molde y el sistema de canal caliente.


Metal Insert Injection Molding: Design & Defect Prevention
Key Takeaways Metal insert injection molding integrates metal components directly into plastic parts during molding for superior mechanical bond strength. Insert design—knurling, undercuts, wall thickness—is the primary driver of pull-out

Las 5 principales empresas de moldeo por inyección de Pakistán
Key Takeaways Pakistan has an active plastics manufacturing sector centered around Karachi and Lahore, primarily serving domestic consumer goods, packaging, and automotive aftermarket markets. Precision injection molding capability for export-grade

What Are Geometric Tolerances in Injection Molding
Your design file says ±0.1mm. Your molder quotes ±0.2mm. Your customer requires flatness within 0.05mm across the whole sealing surface. Three different numbers — none of them speak the same
Soluciones de optimización Gratis
- Proporcionar información sobre el diseño y soluciones de optimización
- Optimice la estructura y reduzca los costes de moldeado
- Hable directamente con los ingenieros

