 Ir al contenido
Ir al contenido 

El moldeo por inyección es una de las mejores formas de fabricar cosas. Es rápido, permite hacer muchas cosas a la vez y es realmente bueno para hacer cosas de gran calidad. La razón por la que es tan bueno es porque tiene un montón de pasos, y cada paso es muy importante para asegurarse de que la cosa que desea hacer sale de la manera deseada. En esta entrada del blog, vamos a repasar todos los pasos del moldeo por inyección para que puedas ver cómo se pasa de una idea a una cosa real.
Proceso de moldeo por inyección
Principios básicos y aplicaciones del moldeo por inyección
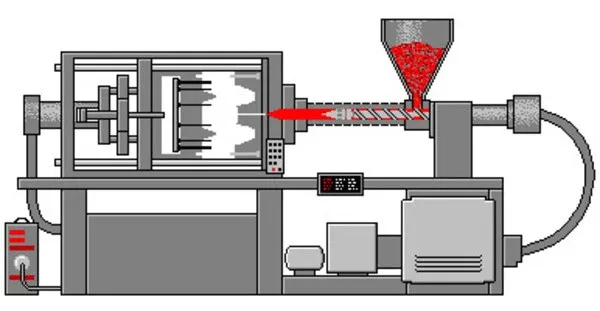
El moldeo por inyección es un proceso que convierte los gránulos de plástico en un estado líquido mediante calor y luego los introduce a través de una boquilla en un molde. Una vez que el plástico se enfría, se convierte en sólido y se extrae del molde. Moldeo por inyección es una forma barata y eficaz de fabricar muchas piezas de plástico a la vez utilizando un solo molde. Con este proceso se pueden fabricar todo tipo de piezas de plástico que se utilizan en motores de automóviles, electrodomésticos y envases de alimentos.

Importancia del moldeo por inyección en la industria moderna
A medida que crece la demanda de sus derivados, la tecnología de moldeo por inyección adquiere cada vez más importancia en la producción industrial. La tecnología de moldeo por inyección es una forma de producción automatizada, que acelera el proceso de producción. Además, como el moldeo por inyección de plásticos utiliza herramientas de gran precisión y tiene tolerancias dimensionales exactas, es posible producir de forma más rentable y con un producto final de mayor calidad.
Además, fabricación de moldes de inyección ofrece muchas ventajas, como amplias aplicaciones, alta automatización y una producción estable y una eficiencia de calidad. Especialmente durante la pandemia, la industria de conectores tuvo que cambiar rápidamente de dirección y producir gran cantidad de dispositivos médicos para satisfacer las necesidades normales e inesperadas. Este enfoque ha sido bien recibido por la sociedad.

Proceso de producción del moldeo por inyección
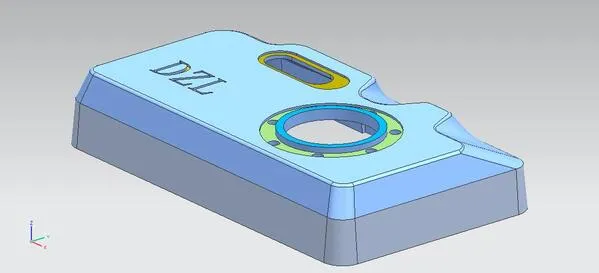
Diseño y producción de prototipos
Todo buen proyecto de moldeo por inyección comienza con un buen diseño y una fabricación de prototipos de calidad. Se trata del primer paso en el proceso de desarrollo del producto, en el que ingenieros y diseñadores utilizan su mente creativa para desarrollar productos y plasmar las ideas en detalles técnicos. El software CAD (diseño asistido por ordenador) es una de las principales herramientas utilizadas en la fabricación aditiva. Ayuda a crear planos que contienen detalles sobre dimensiones, requisitos y niveles de tolerancia para que los materiales puedan añadirse según las instrucciones detalladas y alinearse para lograr precisión.
El pensamiento de diseño también implica la estética. Los ingenieros deben tener en cuenta una amplia gama de factores, como la selección de materiales, la geometría de las piezas y su fabricabilidad. Se están desarrollando simuladores avanzados y complejos para simular pruebas de diseños conceptuales de piezas complejas. Estos simuladores permiten predecir posibles problemas, identificar áreas de optimización y producir prototipos.
La creación de prototipos es el proceso de fabricación de modelos que combina el ensayo de diseños conceptuales con la fabricación real de cosas físicas. La rápida evolución de tecnologías como la impresión 3D permite iteraciones y ajustes rápidos hasta que el diseño del producto cumple los criterios de rendimiento y es aprobado por los comités estéticos. Los diseñadores pueden hacer lo mismo, pero en lugar de tener en cuenta aspectos como el ajuste, la forma y la función, introducen los cambios que consideren oportunos para obtener los resultados que desean.
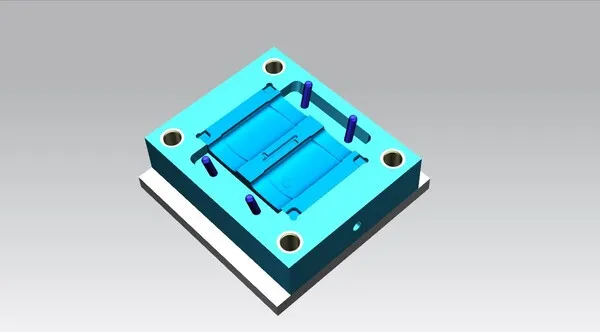
Fabricación de moldes
El moldeo por inyección gira en torno al molde, una herramienta precisa que dicta la forma y las características del producto final. Hacer un molde es un proceso minuciosamente preciso que requiere que la máquina cree la pieza de trabajo eliminando material. Normalmente, las piezas se fabrican en acero o aluminio y se fresan o mecanizan para crear las formas y acabados superficiales deseados.

La complejidad del molde depende de la complejidad de las piezas. Puede tener un molde que fabrique piezas sencillas de una cavidad, y puede mejorarlo para que fabrique dos o tres veces más piezas con un molde multicavidad o familiar. Además de los sistemas de canalización, ventilación y refrigeración, el diseño del molde también debe tener en cuenta aspectos como la ubicación de las compuertas, los canales de refrigeración y las líneas de separación para garantizar la calidad de la pieza.
Después, probamos el molde y nos aseguramos de que está listo. Queremos asegurarnos de que va a funcionar durante mucho tiempo sin problemas. Hacemos pruebas con moldes de prueba para averiguar, por ejemplo, cuánto plástico hay que poner en el molde, cuánto tiempo se tarda en hacer una pieza y cuánto nos podemos acercar al tamaño que queremos. Puede que tengamos que cambiar algunas cosas del molde para que nos funcione mejor.

Preparación del material
Una vez que el molde está listo, pasamos a la preparación del material. El moldeo por inyección puede utilizar una amplia gama de termoplásticos y termoestables, que se seleccionan en función de las necesidades específicas de la aplicación. Las resinas poliméricas en bruto, en forma de pellets o gránulos, pasan por varios pasos para dejarlas listas para el moldeo.
A la hora de elegir materiales para moldeo por inyecciónla calidad del producto final es clave porque afecta tanto a las propiedades de la pieza como al coste. En este caso, los ingenieros deben tener en cuenta aspectos como la resistencia mecánica, la estabilidad química y la resistencia medioambiental para elegir el material adecuado. También hay que asegurarse de que el material funciona con el proceso de moldeo, lo que significa que tiene que tener las características de flujo de fusión y el comportamiento de contracción adecuados. De este modo, se asegurará de obtener resultados uniformes y repetibles.

En el proceso de fabricación se mezclan elementos como colorantes, estabilizadores o refuerzos con la resina base para que funcione mejor o haga lo que se desea. Puede utilizar mezclas de materiales o materiales premezclados para facilitar el trabajo y asegurarse de que los aditivos se distribuyen en la resina.
Una buena preparación del material es la base de una calidad de fusión constante, un buen flujo y un buen acabado posterior de la pieza. Los sistemas de manipulación de materiales utilizan cintas transportadoras, secadoras y transportadores de granulado para reducir la humedad en el almacenamiento y la fabricación, con el fin de evitar que el granulado de resina se degrade y se contamine.

Inyección
El proceso de moldeo por inyección comienza llenando la zona marcada del molde con material polimérico fundido. El proceso comienza cuando el molde se cierra y la resina polimérica se inyecta a través de una entrada específica denominada bebedero, creando un sistema cerrado.
Las máquinas de moldeo por inyección pueden tener diferentes tamaños y configuraciones, pero todas tienen las mismas piezas básicas y funcionan de la misma manera. El tornillo es la parte que gira y mueve el plástico, lo funde y lo mezcla para que sea todo igual.
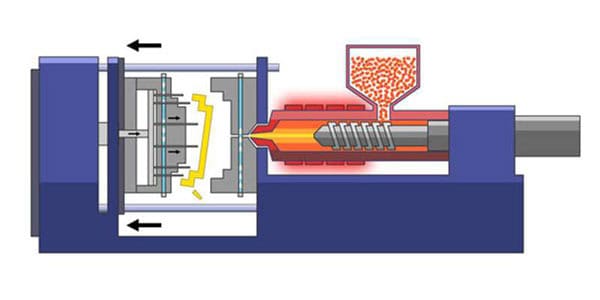
El tornillo, que se regula mediante motores hidráulicos o eléctricos, permite controlar mejor el volumen de inyección, la velocidad del tornillo y la presión.
A continuación, el material líquido se inyecta en el molde, rellenando el orificio y adoptando la forma y el detalle exactos que determina el molde. El llenado perfecto se consigue controlando la presión y la temperatura del proceso en todo momento, lo que minimiza la posibilidad de defectos y garantiza la consistencia y calidad de cada orificio. Los parámetros de inyección se establecen en función del material, la forma de la pieza y el programa de producción. Estos parámetros incluyen la velocidad de inyección, el vacío, la presión de envasado y mantenimiento y el tiempo de enfriamiento.

Enfriamiento y solidificación
A continuación, el material fundido se vierte en el molde, donde se enfría y solidifica. Para conseguir las propiedades deseadas y evitar grietas, el proceso de enfriamiento debe ser lo más rápido y uniforme posible. El molde tiene ranuras o canales que facilitan la transferencia de calor, de modo que el material se enfría y solidifica rápidamente.
El tiempo de enfriamiento se personaliza en función de variables como la geometría de la pieza, el tipo de material y el diseño del molde. El enfriamiento es importante porque, si no se hace correctamente, la pieza puede alabearse, encogerse o presentar tensiones internas, lo que puede afectar a la calidad y el rendimiento de la pieza. Para controlar la temperatura del molde, se utilizan sistemas de circulación térmica, ya sea de agua o aceite, para estabilizar las velocidades de enfriamiento y lograr un procesamiento uniforme.
Las nuevas tecnologías de refrigeración, como la refrigeración conformada, utilizan la fabricación aditiva para crear canales de refrigeración que se adaptan a la forma de la pieza, lo que mejora la transferencia de calor y el rendimiento al tiempo que reduce el tiempo de procesamiento. Con el software, los diseñadores pueden modelizar la optimización del sistema de refrigeración, la transferencia de calor y los mapas de temperatura, e identificar los puntos calientes o las zonas que necesitan más refrigeración.

Expulsión y recorte
Una vez que la pieza se ha reforzado hasta el grado requerido, el molde se abre y la pieza recién formada se extrae de la cavidad. La máquina, equipada con pasadores o placas eyectoras, por ejemplo, permitiría desenganchar la pieza del emplazamiento sin deformar la geometría ni dañar el estado de la superficie.
Esto puede requerir hacer algunas cosas adicionales, como cortar el material sobrante y las rebabas de la pieza. El corte, también llamado recorte o mecanizado, es lo último que se hace para fabricar la pieza. Se corta o se da forma a la pieza para que tenga el tamaño y la forma adecuados. Las máquinas que cortan la pieza utilizan corte, esmerilado o granallado para realizar el trabajo. De este modo, el tiempo necesario para realizar el trabajo es mucho menor y no se necesita personal para realizarlo.

Control de calidad y acabado
Por último, el proceso de moldeo realiza un montón de pruebas de calidad a través de las etapas finales y las operaciones de acabado. Realizamos inspecciones para asegurarnos de que las dimensiones, la integridad estructural y el aspecto general de las piezas son correctos. Las máquinas de medición por coordenadas (MMC) y los escáneres ópticos son ejemplos de los instrumentos de metrología de alta tecnología que utilizamos para comprobar la calidad y asegurarnos de que cumplimos las especificaciones y normas.
La inspección dimensional consiste en medir los elementos importantes de una pieza. También se mide la rugosidad de la superficie. El control estadístico de procesos (CEP) permite hacer un seguimiento de cómo van las cosas y asegurarse de que las piezas que se fabrican son buenas. También se pueden utilizar rayos X o ultrasonidos para observar el interior de una pieza y ver si tiene algún problema.

Las piezas que no cumplan los requisitos de aspecto pueden someterse a chorro de arena u otro tratamiento superficial. También podemos pintar, ensamblar o realizar otros trabajos finales para que estas piezas funcionen mejor. Si tenemos que realizar alguna operación especial, tendremos que hacer algún trabajo de submontaje, que puede incluir mecanizado, soldadura o unión, para añadir más piezas o características. Contamos con procedimientos de control de calidad para asegurarnos de que cumplimos los requisitos de las condiciones y de que nuestros clientes están satisfechos con lo que fabricamos.

Factores que influyen en el proceso de moldeo por inyección
Control de la temperatura
1. Temperatura del barril
El control de la temperatura es crucial en este proceso, y hay tres parámetros que deben controlarse: la temperatura del barril, la temperatura de la boquilla y la temperatura del molde. Las dos primeras temperaturas afectan principalmente al flujo y la cristalización del plástico, mientras que la última es la más importante porque puede controlar el enfriamiento y el flujo. Cada tipo de plástico tiene una temperatura de flujo diferente, e incluso dentro del mismo tipo de plástico, los diferentes grados y fuentes tienen diferentes temperaturas de flujo y descomposición. Como resultado, las propiedades químicas de la resina pueden cambiar, lo que está relacionado con el peso molecular medio y la distribución del peso molecular. La temperatura del barril de la herramienta manual varía en función del tipo de máquina de inyección, por lo que la selección del barril también es diferente.

2. Temperatura de la boquilla
Normalmente, la temperatura de la boquilla no suele ser muy inferior a la temperatura más alta del cañón. Esto evita que el material fundido gotee por la boquilla, lo que también se llama "babeo". La temperatura de la boquilla de fusión no debe ser demasiado baja para que el material fundido no se congele demasiado pronto y obstruya la boquilla o las piezas.
3. Temperatura del molde
La temperatura del molde es el factor más importante que afecta a las propiedades y el aspecto de la pieza. Las temperaturas altas y bajas del molde se ven afectadas por diversos factores, como la presencia de cristalinidad, el tamaño y el diseño del molde, las propiedades de la pieza y otras condiciones del proceso (como la temperatura de la masa fundida, la velocidad y la presión de inyección, la duración del ciclo, etc.).

Control de la presión
Moldeo por inyección La presión incluye la presión de plastificación y la presión de inyección, que afectan directamente a la plastificación y a la calidad del producto.
1. Presión de plastificación
(Presión inversa) En una máquina de husillo con boquilla de inyección, la presión de plastificación del husillo aumenta el diámetro del husillo en la graduación. La fuerza en el sistema está controlada por la válvula de alivio en el sistema hidráulico. Esto significa que si la presión de plastificación se mantiene al mismo nivel con la potencia de accionamiento, el aumento de la presión de plastificación aumentará la temperatura de la masa fundida pero disminuirá la velocidad de plastificación. Por otro lado, una mayor presión de plastificación suele dar como resultado la producción de productos plásticos que no sólo tienen una temperatura y un color uniformes, sino que también están libres de gases que puedan haber quedado atrapados en la masa fundida. La mayoría de las veces, la presión se ajusta al valor más bajo posible que pueda hacer y mantener una buena calidad del producto. En la práctica, la presión de plastificación vendrá determinada por el tipo de plástico que se elija, pero rara vez alcanzará el valor de 20 kg/cm².

2. Presión de inyección
Actualmente, casi todas las máquinas de moldeo por inyección utilizan la misma presión para la presión del plástico y la presión de inyección (convertida por el circuito a partir de la presión del aceite). La presión de inyección es para superar la resistencia causada por el flujo de masa fundida desde el barril a la cavidad, el molde a llenar a una cierta velocidad, y la masa fundida a compactar.

Ciclo de moldeo
El tiempo que se tarda en completar un proceso en el moldeo por inyección se denomina ciclo de moldeo o ciclo de moldeo. El proceso de fundición a través de moldes está directamente relacionado con la productividad de la mano de obra y la utilización de los equipos. Por lo tanto, en el proceso de producción, la duración de la etapa de moldeo debe acortarse manteniendo el máximo nivel de calidad. El tiempo de inyección y el tiempo de enfriamiento son las etapas clave en el proceso de moldeo por inyecciónque tienen un impacto más directo en la calidad del producto. El tiempo de llenado es directamente proporcional a la velocidad de llenado (la inversa del tiempo). En la producción, el tiempo de llenado del material suele ser de 3-5 segundos.

El tiempo durante el cual el plástico de la cavidad está bajo presión se denomina tiempo de empaquetado. Es muy importante y representa una gran parte del tiempo total de inyección. Suele oscilar entre 20 y 120 segundos (en casos extremos, de 5 a 10 minutos para piezas gruesas). El tiempo de empaquetado determina el tamaño final del producto después de que la masa fundida se solidifique en la boquilla de la máquina. El tiempo de empaquetado del molde se calcula en función de las condiciones de temperatura del molde y del material, así como de la anchura de la sección de alimentación y del canal, que se denomina compuerta. La presión con la menor tasa de contracción del producto debe seleccionarse como estándar según el tamaño del canal principal y la compuerta y las condiciones del proceso. El tiempo de enfriamiento depende del grosor del producto, de las propiedades térmicas y cristalinas del plástico y de la temperatura del molde. Lo más importante es evitar que el producto cambie durante el proceso de apertura del molde. Suele ser de unos 30 a 120 segundos. Si el tiempo de enfriamiento es demasiado largo, es una pérdida de tiempo. No sólo se reduce la eficacia de la producción, sino que también es difícil sacar piezas complejas y delgadas, y puede ser difícil sacarlas sin causar tensiones de desmoldeo. Otras veces, la forma del tiempo de moldeo depende de que el procesamiento del material sea ininterrumpido y esté orientado a la máquina, y de lo integrados que estén los procesos de moldeo y llenado.
Tendencias en la tecnología de moldeo por inyección
En el futuro, el moldeo por inyección será más flexible y seguirá igual. Cuanto más extremos sean los problemas medioambientales en todo el mundo, más probable será que la fabricación ecológica sea una nueva tendencia en la industria manufacturera. El mecanizado CNC y la tecnología de moldeo por inyección no compran materias primas ni producen residuos durante el proceso de producción, pero desempeñarán un papel más importante en la futura fabricación ecológica. Además, el desarrollo de la tecnología de automatización se verá impulsado por el crecimiento de tecnología de moldeo por inyecciónque será mejor y tendrá menos probabilidades de fallar.

Conclusión
El moldeo por inyección es un proceso muy desarrollado que implica múltiples etapas. Cada etapa es importante para producir piezas y productos acabados de alta calidad. Comprender la secuencia de cada etapa -desde el diseño y la producción de prototipos hasta la inspección antes de lanzar el producto final- es crucial para que los fabricantes mejoren sus métodos de producción, controlen la calidad y produzcan los mejores productos. El futuro del moldeo por inyección está marcado por otras tecnologías y el uso de nuevos materiales y técnicas más eficaces, precisos y versátiles.







