 Ir al contenido
Ir al contenido 







Paso 1: Selección y preparación del material:
Seleccionar el material de PA adecuado es el primer paso en el proceso de moldeo por inyección. Los distintos tipos de materiales de PA, como PA6, PA66 y PA12, tienen diferente resistencia a la temperatura, resistencia química, resistencia al impacto y fluidez. Elija el material que se adapte a los requisitos específicos de su aplicación. Además, los materiales de PA son altamente higroscópicos, por lo que deben secarse antes del moldeo por inyección para garantizar que el contenido de humedad sea inferior a 0,3%. Para la PA6, se recomienda el secado al vacío a 105°C durante 8 horas. Para la PA66, debe secarse al vacío a 105°C durante 12 horas. Para la PA12, basta con un secado a 85°C durante 4-5 horas. Si es necesario, pueden incorporarse al material de PA aditivos como colorantes, modificadores de impacto o retardantes de llama, garantizando una distribución uniforme para una calidad óptima del producto.

Paso 2: Configuración de la máquina de moldeo por inyección:
Al configurar la máquina de moldeo por inyección, es importante ajustar la temperatura, la presión y la velocidad de inyección en función del material de PA utilizado. Para la PA6, la temperatura de fusión debe estar entre 230°C y 280°C, mientras que para la PA66, debe oscilar entre 260°C y 290°C. Para la PA12, la temperatura de fusión debe fijarse entre 240°C y 300°C, pero no debe superar los 310°C. La presión de inyección para PA6 y PA66 suele oscilar entre 750 y 1250 bar, mientras que para PA12, la presión máxima de inyección puede llegar hasta 1000 bar. La velocidad de inyección suele ser alta, pero en el caso de los materiales rellenos de vidrio debe reducirse ligeramente para evitar la degradación del material. Asegurarse de que la máquina está calibrada correctamente es crucial para conseguir resultados uniformes y de alta calidad.
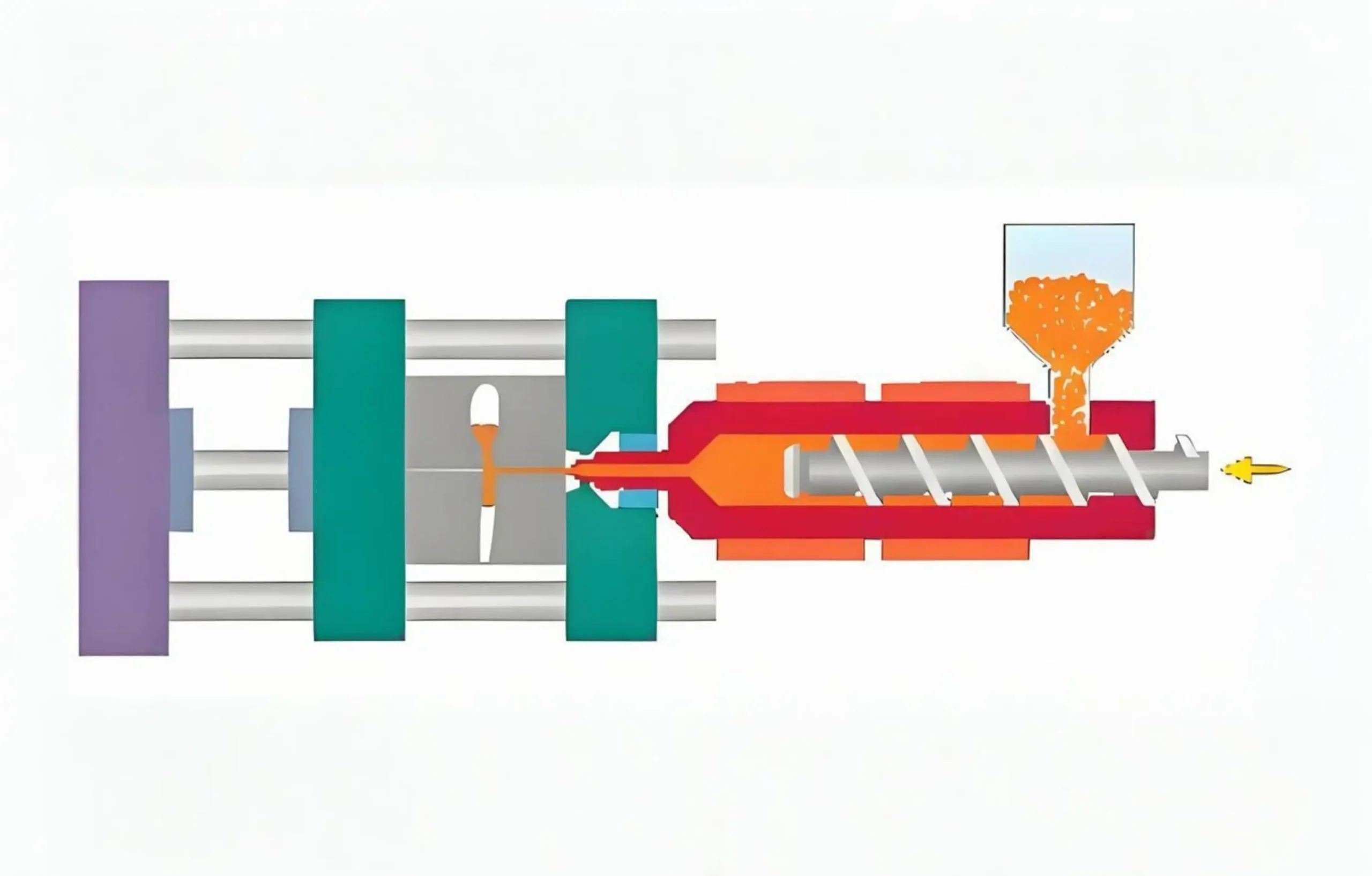
Paso 4: Proceso de moldeo por inyección:
El proceso de moldeo por inyección comienza cerrando el molde para garantizar la alineación y el sellado adecuados. A continuación, el material de PA fundido se inyecta en la cavidad del molde bajo una presión controlada. Para garantizar el llenado completo de las cavidades del molde, la presión de inyección debe mantenerse constante. Durante la inyección, la velocidad de inyección se controla cuidadosamente para evitar defectos como burbujas de aire o un llenado incompleto. Tras la inyección, se aplica una presión de mantenimiento para compensar la contracción del material durante el enfriamiento y garantizar la densidad y estabilidad dimensional del producto. El tiempo de mantenimiento suele ser breve, de unos 3-5 segundos. El proceso de enfriamiento suele durar entre 10 y 30 segundos, dependiendo del grosor de la pieza y del material de PA utilizado. Una vez que el producto se ha enfriado y solidificado, el molde se abre y la pieza se expulsa de la cavidad.
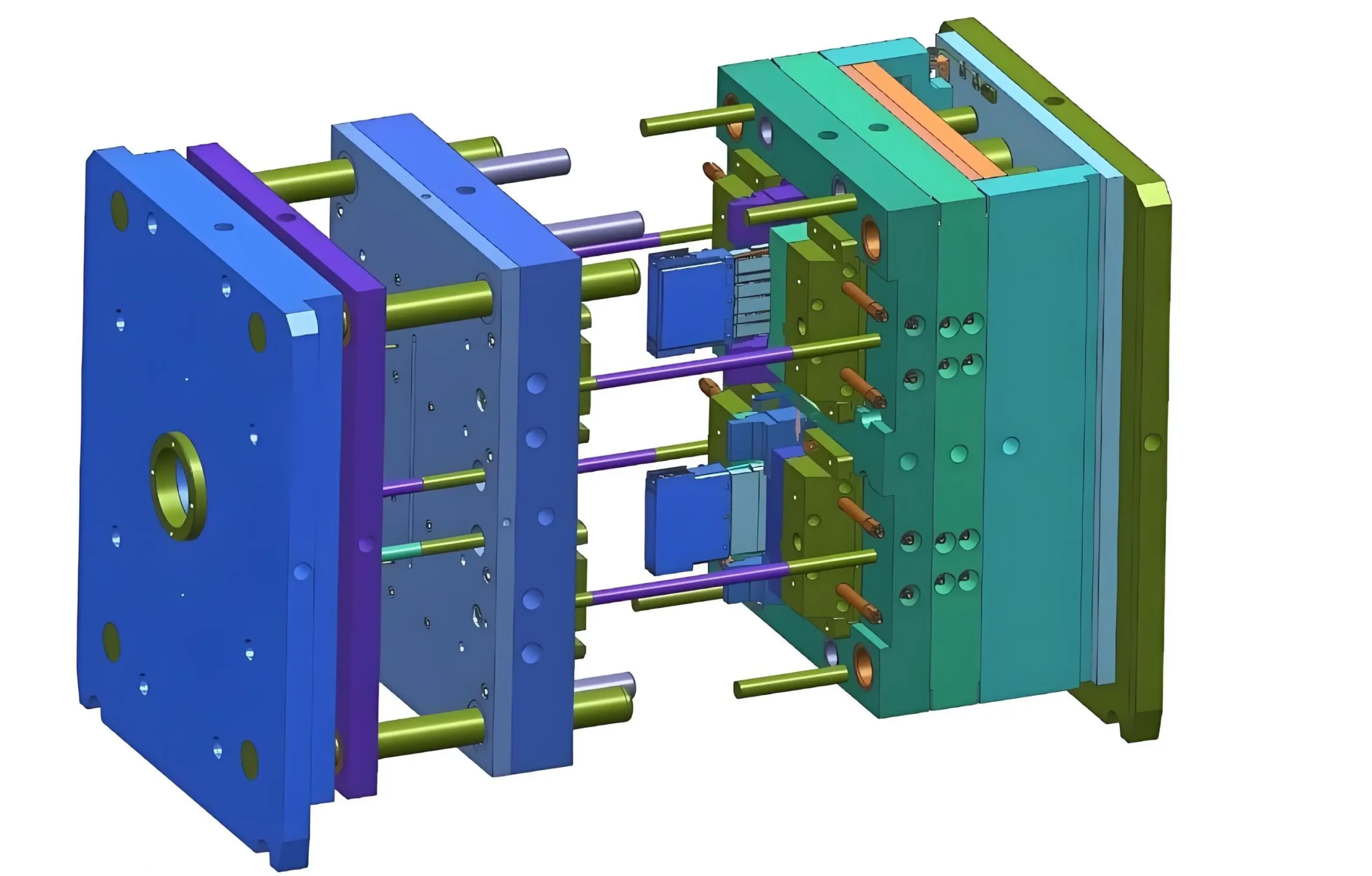
Paso 3: Diseño del molde:
El diseño del molde es fundamental para garantizar el éxito del proceso de moldeo por inyección. El diseño adecuado de los sistemas de compuerta y canal es esencial para garantizar un llenado uniforme de la cavidad del molde. Para la PA6, el diámetro de la compuerta no debe ser inferior a 0,5 veces el grosor de la pieza de plástico. En el caso de la PA12, el diámetro del canal para materiales sin relleno debe ser de aproximadamente 30 mm, mientras que para materiales con relleno se necesita un diámetro mayor, de 5 a 8 mm. La forma del canal debe ser circular y el puerto de inyección debe ser lo más corto posible para minimizar la pérdida de material. La temperatura del molde también debe ajustarse en función del material utilizado. Para la PA6, la temperatura del molde suele fijarse entre 80 °C y 90 °C, mientras que para la PA66 suele rondar los 80 °C. En el caso de la PA12, la temperatura del molde puede oscilar entre 30 °C y 100 °C, dependiendo de si el material está relleno o sin rellenar.

Etapa 5: Operaciones posteriores al moldeo:
Tras el moldeo, se requieren pasos adicionales de postprocesado. Estos pueden incluir el recorte, desbarbado o pulido para eliminar el exceso de material, rebabas o defectos superficiales, mejorando el aspecto y la funcionalidad de la pieza. Algunas piezas de PA también pueden necesitar recocido o acondicionamiento para mejorar la tenacidad y la estabilidad dimensional. El recocido consiste en calentar la pieza a una temperatura ligeramente inferior al punto de fusión del material y mantenerla a esa temperatura durante un tiempo. El acondicionamiento, por su parte, consiste en exponer la pieza a un ambiente húmedo para que absorba humedad, lo que puede mejorar su rendimiento. Estos tratamientos posteriores al moldeo garantizan que el producto final cumpla las normas de calidad y tenga el rendimiento esperado en su aplicación.

Paso 6: Control de calidad y envasado:
En la fase de control de calidad, se inspeccionan las piezas en busca de defectos y se comprueba si cumplen los requisitos dimensionales, estéticos y mecánicos. A menudo se utilizan herramientas de medición de precisión, como máquinas de medición de coordenadas (MMC), para garantizar que las piezas cumplen las tolerancias especificadas. También pueden realizarse pruebas mecánicas, como la resistencia a la tracción o al impacto, para verificar la durabilidad y el rendimiento de las piezas. Una vez que las piezas pasan la inspección, se embalan adecuadamente para protegerlas de daños o contaminación durante el transporte y el almacenamiento. Un embalaje adecuado garantiza que el producto mantenga su calidad e integridad hasta que llega al cliente.

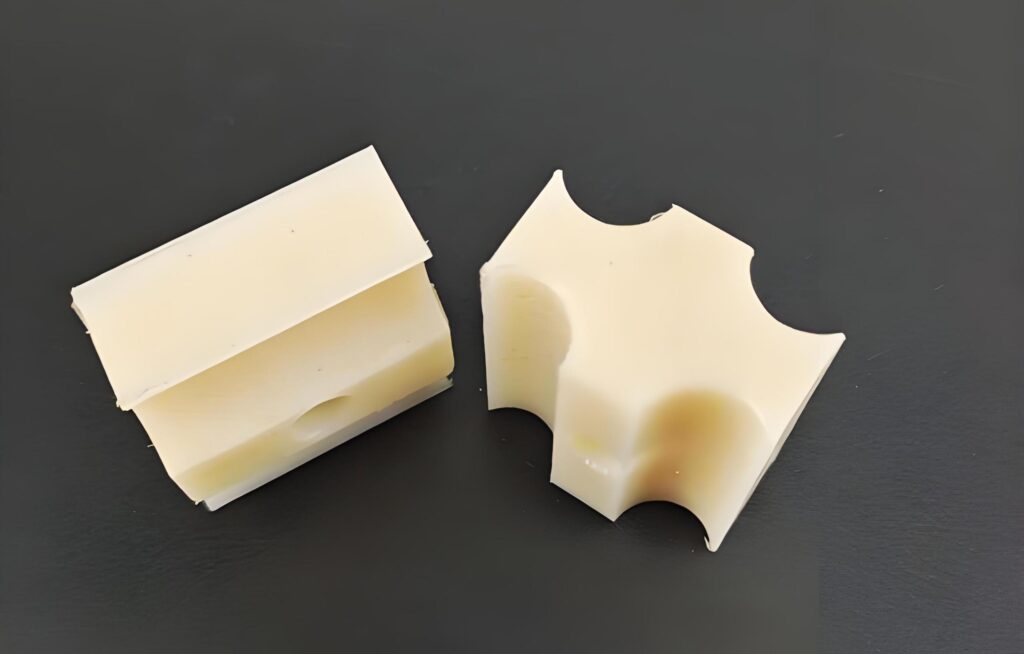





Componentes del motor:
El PA se utiliza para fabricar piezas como los colectores de admisión. Su resistencia a altas temperaturas y su fuerza mecánica garantizan estabilidad y durabilidad en el duro entorno del motor. En comparación con los colectores de admisión metálicos tradicionales, los colectores moldeados por inyección de PA reducen el peso, lo que mejora la eficiencia del combustible y el rendimiento del vehículo.

Interiores de automóviles:
El PA se utiliza para fabricar piezas como ajustadores de asientos, tiradores de puertas y componentes del salpicadero. Su excelente resistencia al desgaste y acabado superficial lo hacen ideal para piezas de uso frecuente y visibles, como los ajustadores de asiento, que deben soportar esfuerzos mecánicos repetidos.
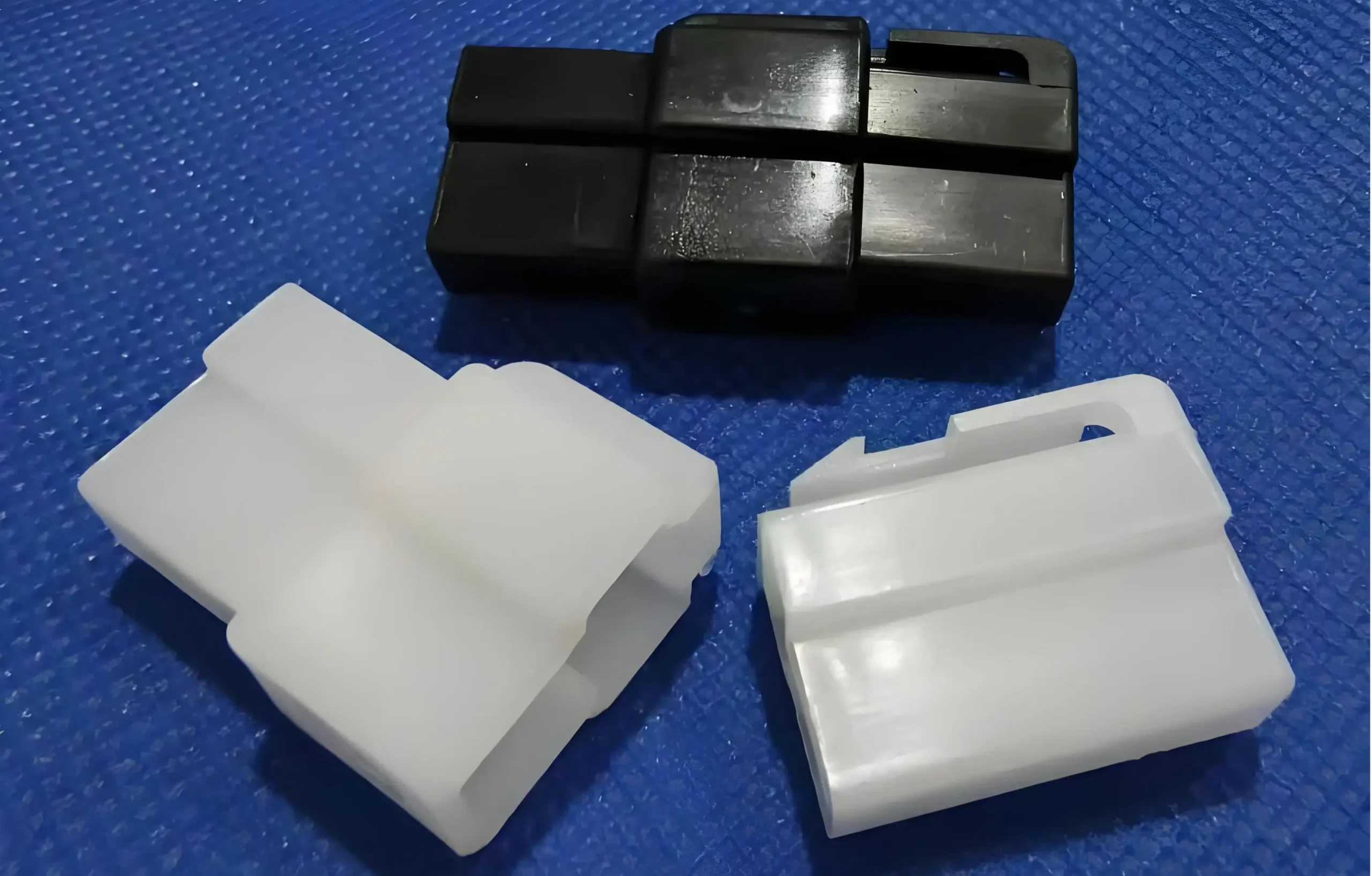
Conectores:
Los conectores moldeados por inyección de PA ofrecen excelentes propiedades de aislamiento eléctrico y estabilidad mecánica, garantizando conexiones fiables en dispositivos electrónicos como ordenadores, teléfonos móviles y electrodomésticos. El preciso proceso de moldeo por inyección permite la miniaturización y el diseño de conectores de alta densidad.

Carcasas de equipos electrónicos:
El PA se utiliza para las carcasas de aparatos electrónicos de consumo, como cámaras y herramientas eléctricas. Su resistencia a los golpes y a los productos químicos protege los componentes internos de los daños físicos y la corrosión.

Juguetes:
Los juguetes moldeados por inyección de PA, como las figuras de acción y los vehículos de juguete, son duraderos y resisten el juego duro. La flexibilidad y dureza del material reducen las roturas y prolongan la vida útil de los juguetes.

Artículos para el hogar:
El PA se utiliza en productos como mangos de escoba, piezas de aspiradoras y utensilios de cocina. Su resistencia a la abrasión y su facilidad de limpieza hacen que estos artículos sean más prácticos, como los utensilios de cocina que resisten arañazos y manchas.
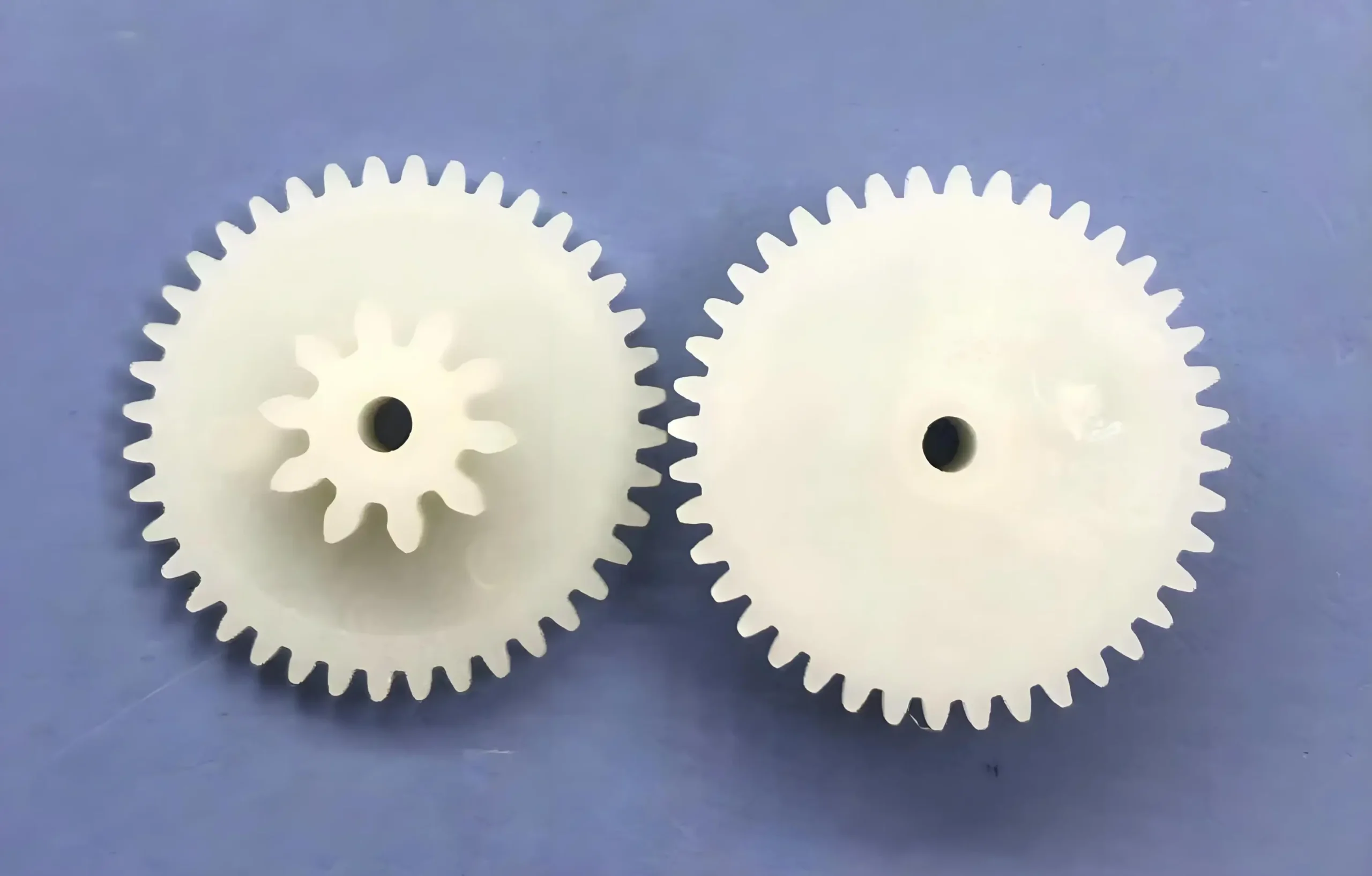
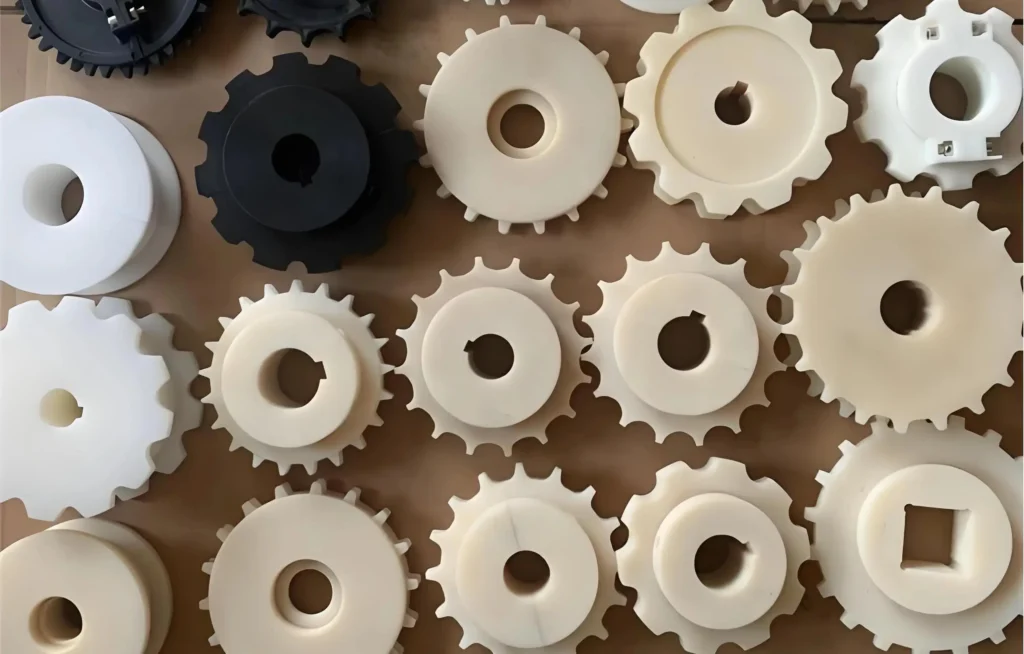
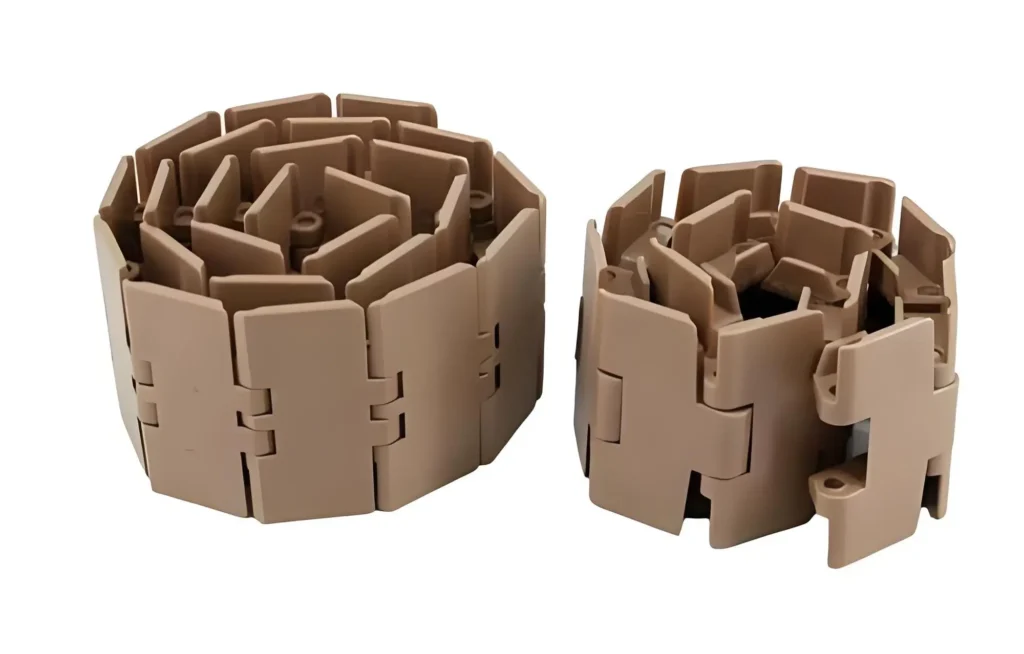
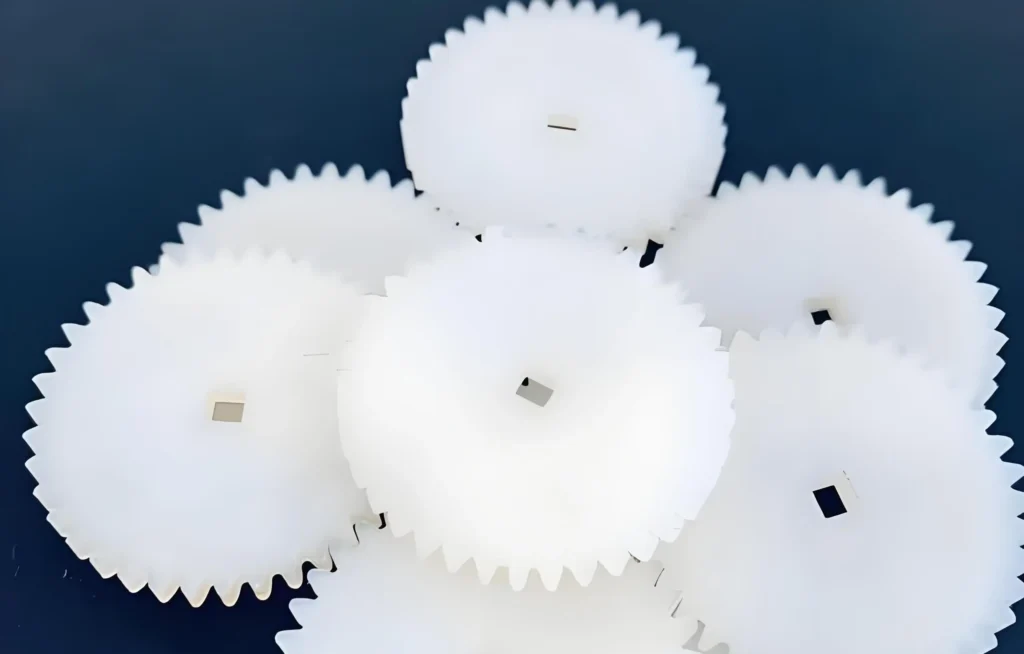
Rodamientos y engranajes:
Los cojinetes y engranajes moldeados por inyección de PA se utilizan en equipos mecánicos ligeros. Sus propiedades autolubricantes reducen la fricción y el desgaste, mejorando la eficiencia y la vida útil de equipos como los sistemas transportadores.

Contenedores y accesorios industriales:
El PA se utiliza para fabricar depósitos de almacenamiento, tuberías y accesorios para plantas de procesamiento químico. Su resistencia química garantiza que estos recipientes puedan almacenar con seguridad diversos productos químicos sin degradarse.

La PA se utiliza para fabricar instrumentos quirúrgicos, prótesis y carcasas para dispositivos médicos. Su biocompatibilidad y esterilizabilidad cumplen los estrictos requisitos de las aplicaciones médicas, por lo que es adecuado para dispositivos higiénicos y de alta precisión.

La industria aeroespacial utiliza PA para piezas como paneles estructurales y accesorios interiores. Su elevada relación resistencia-peso y su durabilidad lo hacen ideal para las exigentes condiciones de los entornos aeroespaciales.

Primer plano de bloques de construcción de plástico coloridos en varios colores, incluyendo púrpura, azul, verde y amarillo, apilados juntos.
Más información sobre ¿Cómo pueden los fabricantes reducir efectivamente los costos en la producción de piezas moldeadas por inyección?

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Más información sobre ¿Cómo mejorar la precisión de los moldes de inyección?

¿Qué es una máquina de moldeo por inyección de alta velocidad?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle

