 Ir al contenido
Ir al contenido 







Paso 1: Preparación del material:
El policarbonato (PC) es higroscópico y absorbe la humedad, lo que puede provocar defectos como burbujas, rayas o imperfecciones en la superficie.
① Secado: Seque el material de PC a 110-130°C (230-266°F) durante 3-5 horas para lograr un contenido de humedad inferior a 0,02%. Esto garantiza un procesamiento adecuado sin defectos causados por la humedad.
② Mezcla: Si se utilizan aditivos o cargas, pesarlos y mezclarlos con el PC según las instrucciones del fabricante. Asegúrese de que el material esté libre de contaminantes y mezclado uniformemente.

Paso 2: Preparación del molde:
Una preparación adecuada del molde facilita la expulsión de la pieza y evita defectos durante el proceso de moldeo.
① Limpieza: Asegúrese de que el molde esté libre de polvo, humedad y residuos, que podrían afectar a la calidad del producto final.
② Agente desmoldeante: Aplique un agente desmoldante a las superficies del molde para evitar que se peguen y facilitar la expulsión de la pieza moldeada.
③ Alineación: Asegure el molde correctamente en la máquina de moldeo por inyección, asegurando que no haya desalineación que pueda causar defectos en el molde.

Paso 3: Carga del material y configuración de la inyección:
La temperatura y la presión de inyección adecuadas garantizan que el material fluya correctamente en el molde, llenando todas las cavidades y asegurando una calidad constante.
① Cargar el material: Introduzca los gránulos de PC secos en la tolva de la máquina de moldeo por inyección.
② Temperatura de inyección: Ajuste la temperatura de inyección entre 240°C y 260°C (464°F y 500°F). El intervalo de fusión del PC suele estar entre 270 °C y 320 °C, pero evite superar los 340 °C para evitar descomposiciones y defectos.
③ Presión de inyección: Ajuste la presión de inyección entre 1000 y 2000 bar (14,500 y 29,000 psi), dependiendo del tamaño de la pieza y del diseño del molde.
④ Velocidad de inyección: Controle la velocidad para evitar que el material entre demasiado rápido en el molde, lo que podría provocar defectos como marcas de flujo o atrapamiento de aire.

Paso 4: Fase de vivienda:
La fase de reposo garantiza el llenado completo del molde y permite que el PC fundido adopte la forma de las cavidades del molde.
① Mantenga la presión: Después de la inyección, mantenga la presión en el molde para permitir que el material fundido llene completamente cada detalle y evite la contracción o los huecos.
② Vigilar: Vigila la presión para asegurarte de que el material permanece en su sitio hasta que empiece a enfriarse.

Paso 5: Fase de enfriamiento:
Un enfriamiento adecuado evita el alabeo, la contracción y otros defectos, al tiempo que garantiza la estabilidad dimensional de la pieza final.
① Tiempo de enfriamiento: Deje tiempo suficiente para el enfriamiento. El tiempo de enfriamiento dependerá del grosor de la pieza, la complejidad y la temperatura del molde. Las piezas más grandes pueden requerir más tiempo de enfriamiento.
② Temperatura del molde: Mantenga la temperatura del molde entre 80 °C y 120 °C para un enfriamiento óptimo sin inducir defectos como alabeos o marcas de hundimiento.
③ Canales de refrigeración: Asegúrese de que el sistema de refrigeración dentro del molde sea eficiente y esté distribuido uniformemente para mantener una temperatura constante del molde.

Paso 6: Expulsión:
Una expulsión adecuada es fundamental para mantener la integridad de las piezas y garantizar un flujo de producción fluido.
① Mecanismo de expulsión: Utilice pasadores eyectores o sistemas de eyección por aire para empujar la pieza fuera del molde.
② Control de fuerza: Ajuste la fuerza de expulsión para evitar daños en piezas delicadas o complejas.
③ Tratamiento posterior: Si es necesario, recorte el exceso de rebaba o material de la pieza durante la expulsión.

Paso 7: Tratamiento posterior:
El procesamiento posterior garantiza que la pieza moldeada cumpla todas las especificaciones necesarias de funcionalidad y estética.
① Recorte y desbarbado: Elimine cualquier exceso de material (rebaba) sobrante del proceso de moldeo. Esto puede requerir operaciones de recorte o esmerilado.
② Acabado de superficies: En función del uso final, es posible que necesite pulir o revestir piezas para mejorar la estética o la funcionalidad adicional (por ejemplo, mejorar la resistencia química o la durabilidad de la superficie).
Montaje: Si las piezas moldeadas son componentes de un conjunto mayor, realice las operaciones de ensamblaje o unión que sean necesarias.

Paso 8: Control de calidad
Garantizar la calidad de la pieza moldeada es fundamental para mantener los estándares del producto y la satisfacción del cliente.
① Inspección: Inspeccione regularmente las piezas en busca de defectos como burbujas, alabeos o incoherencias de color. La precisión dimensional es esencial.
Pruebas: Realice pruebas de resistencia a impactos, transparencia y tolerancia al calor, especialmente para aplicaciones críticas.
Consistencia: Supervise las condiciones de procesamiento (temperatura, presión y tiempo de ciclo) para garantizar una calidad constante de las piezas en todas las tiradas de producción.





1. Industria del automóvil:
Componentes: El PC se utiliza ampliamente para piezas de automoción como lentes de faros, salpicaderos, revestimientos interiores y componentes exteriores. Su resistencia a los impactos, ligereza y claridad óptica contribuyen tanto a la seguridad como al rendimiento de los vehículos.

2. Industria electrónica:
Carcasas y componentes: El PC se utiliza habitualmente para carcasas de dispositivos electrónicos como ordenadores portátiles, smartphones y tabletas. Sus excelentes propiedades aislantes y su resistencia a los impactos garantizan durabilidad y seguridad en aplicaciones eléctricas y electrónicas.

3. Industria de la construcción:
Materiales de construcción: El PC se utiliza para claraboyas, láminas para tejados y acristalamiento de ventanas, ofreciendo una excelente durabilidad, resistencia a la intemperie y claridad óptica. Estas características lo hacen ideal para aplicaciones que requieren seguridad y transparencia en la construcción.
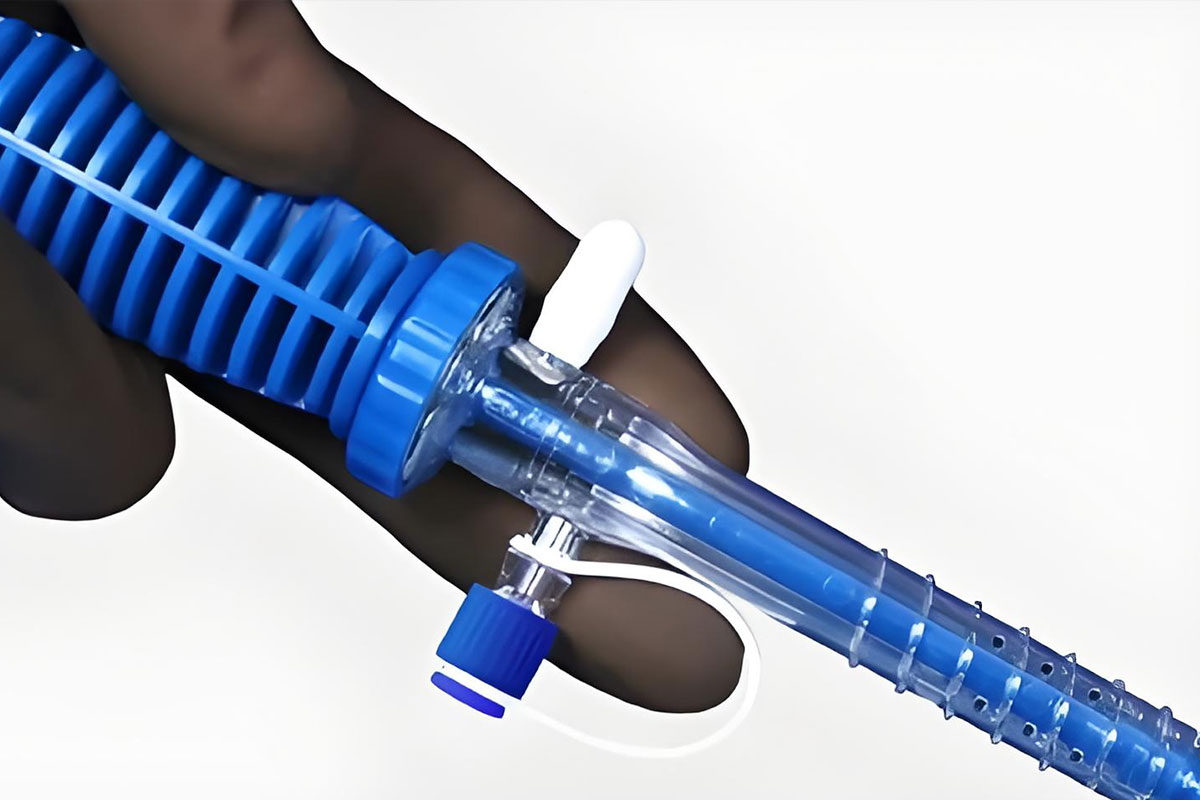
4. Productos sanitarios:
Instrumentos y equipos quirúrgicos: El PC es esencial para fabricar jeringuillas, tubos médicos e instrumental quirúrgico. Su biocompatibilidad, facilidad de esterilización y alta resistencia lo convierten en un material de confianza en aplicaciones sanitarias.
5. Bienes de consumo:
Productos de uso cotidiano: El PC se utiliza ampliamente para productos como lentes de gafas, botellas de agua y cascos de seguridad. Su resistencia a los impactos y su versatilidad estética permiten crear artículos de consumo duraderos y visualmente atractivos.
6. Aeroespacial y Defensa:
Componentes de aeronaves: El PC se emplea en los aviones para las ventanas de la cabina, las lentes y los paneles de instrumentos. Su combinación de propiedades de ligereza, resistencia y claridad es fundamental en entornos aeroespaciales que requieren precisión y seguridad.

7. Aplicaciones ópticas:
Lentes y componentes ópticos: El PC se utiliza para lentes de cámaras, lentes de proyectores y gafas, gracias a su claridad óptica, su resistencia a los arañazos y su capacidad para soportar grandes impactos. Es ideal para aplicaciones ópticas profesionales y de consumo.

8. Procesado de alimentos:
Componentes de equipos: El PC se utiliza en maquinaria de procesamiento de alimentos y contenedores de almacenamiento debido a su resistencia química, resistencia al impacto y seguridad para el contacto con alimentos. Es ideal para aplicaciones que requieren limpieza y esterilización repetidas.

9. Equipamiento deportivo:
Equipos de protección: El PC se utiliza en cascos, gafas y otros equipos deportivos de protección. Su alta resistencia a los impactos, su diseño ligero y su comodidad lo hacen esencial para garantizar la seguridad y el rendimiento de los deportistas.

10. Juguetes y juegos:
Juguetes de plástico: El PC se utiliza en figuras de acción, muñecas y otros juguetes que requieren durabilidad y seguridad. Su naturaleza no tóxica, su dureza y su capacidad para adoptar formas complejas lo convierten en el material preferido para la fabricación de juguetes.

11. Embalaje:
Envases y botellas: El PC se utiliza para fabricar artículos de envasado como botellas de agua y recipientes para alimentos. Su resistencia a los impactos, su claridad y su capacidad para soportar un uso repetido lo hacen adecuado para soluciones de envasado duraderas y sostenibles.

12. Componentes eléctricos:
Conectores e interruptores: El PC se utiliza para conectores eléctricos, interruptores y placas de circuitos. Sus excelentes propiedades aislantes y su resistencia a las llamas garantizan la seguridad y fiabilidad de las aplicaciones eléctricas.

How to Achieve Uniform Wall Thickness in Rib Design for Injection Molding?
Key Takeaways Achieving uniform wall thickness in rib design is critical for preventing cosmetic defects like sink marks and voids while maintaining structural integrity. The “golden rule” is maintaining a

How Does Gate Location Influence Injection Molded Part Quality?
Key Takeaways – Gate location determines the flow pattern of molten plastic, directly influencing structural strength, warpage, and cosmetic appearance. – Submarine (tunnel) gates offer automatic degating and clean aesthetics

How to Prepare a Perfect RFQ for Custom Injection Molding Services?
Key Takeaways – A neutral 3D CAD file (STEP or IGES format) is mandatory for calculating part volume, weight, and cycle time accurately. – 2D technical drawings are essential for

