 Ir al contenido
Ir al contenido 

¿Qué es la fuerza de sujeción?
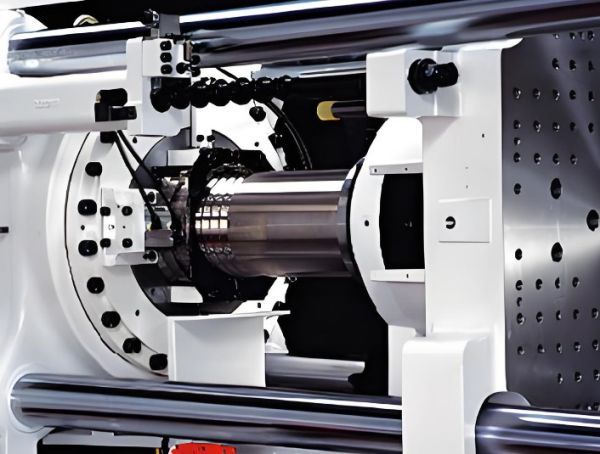
La fuerza de cierre es la fuerza necesaria para mantener el molde cerrado durante el proceso de moldeo por inyección. Garantiza que cada parte del molde, incluidas las mitades del molde, esté alineada con precisión y evita que el plástico fundido salga por las costuras del molde a alta presión. La fuerza de cierre suele medirse en toneladas y es un parámetro importante de la máquina de moldeo por inyección.

La fuerza de cierre es uno de los factores clave que afectan directamente a la suavidad y la calidad del aspecto del proceso de moldeo por inyección. Una fuerza de cierre insuficiente hará que el molde no se cierre correctamente, lo que provocará rebabas, mientras que una fuerza de cierre excesiva puede dañar el molde y la máquina de moldeo por inyección. Garantizar la fuerza de cierre adecuada es esencial para mantener la integridad del molde y la calidad del producto final.
Durante el proceso de moldeo por inyecciónEl material plástico se inyecta en la cavidad del molde a alta temperatura y a una presión considerable. Cuando el plástico se enfría y endurece, se fabrica el producto acabado. Durante esta etapa, el molde debe soportar mucha presión interna, y debe aplicarse suficiente fuerza o fuerza de sujeción para mantener el molde cerrado. Si la fuerza de cierre no es la ideal, el molde se abrirá cuando se aplique presión, y el plástico fundido entrará en el molde a través de las costuras del molde, lo que provocará rebabas e incluso puede dañar completamente el molde.

Cálculo de la fuerza de sujeción
La fórmula para calcular la fuerza de sujeción es generalmente:
Fuerza de apriete=Superficie proyectada × Presión de la cavidad
Donde el área proyectada es el área proyectada del producto sobre la superficie de separación, y la presión de cavidad es la presión ejercida por el plástico fundido sobre las paredes del molde durante la inyección.
Por ejemplo, si el área proyectada de un producto es de 200 centímetros cuadrados y la presión de la cavidad de moldeo es de 500 kg/cm², la fuerza de sujeción necesaria sería:
Clamping Force=200cm2×500kg/cm2=100,000kg=100tons
En la producción real, para determinar la fuerza de cierre también hay que tener en cuenta otros factores, como el tipo de producto que se va a fabricar, las características de fluidez del polímero que se va a utilizar, la tasa de presión de inyección y la velocidad de inyección. Por lo tanto, el cálculo y la determinación de la fuerza de cierre suele ser un proceso experimental que requiere un ajuste fino y ensayos repetidos para obtener los mejores resultados.

Funciones clave de la fuerza de sujeción
Mantener el molde cerrado
La fuerza de cierre se utiliza principalmente para mantener el molde cerrado durante el proceso de moldeo por inyección. Dado que el plástico fundido genera mucha presión, el molde debe estar bloqueado durante el proceso de moldeo por inyección. Si la fuerza de cierre es insuficiente, el molde se abrirá y el plástico se saldrá por las juntas del molde, lo que provocará el llamado flash. La unidad de cierre se encarga de aplicar y mantener la máxima presión de cierre para garantizar que el molde permanezca cerrado.
Mantener el molde en posición cerrada no sólo evita que se produzcan rebabas, sino que también garantiza que el tamaño del producto sea el correcto y se asegure la calidad de su superficie. El sitio proceso de moldeo por inyección implica inyectar polímero en el molde a alta presión, lo que dará lugar a un tamaño de producto inconsistente y a defectos en la superficie si el molde se abre ligeramente. Por tanto, una fuerza de cierre suficiente es esencial para lograr la calidad ideal del producto final.

Prevenir el flash
La rebaba es un defecto común en el moldeo por inyección, cuando la fuerza de cierre es insuficiente, el plástico se acumula en la costura del molde, dando lugar a la "rebaba". Las rebabas no sólo alteran la superficie exterior del producto y su calidad, sino que también aumentan las operaciones adicionales de recorte y reducen la eficiencia de la producción. Por lo tanto, una fuerza de cierre suficiente es esencial para evitar las rebabas.
Las rebabas no sólo afectan a la apariencia del producto, sino que también afectan en cierta medida a su rendimiento funcional. Por ejemplo, en el caso de algunas piezas de precisión, las rebabas pueden afectar al montaje y uso del producto, e incluso provocar su desguace. Además, la aparición de rebabas también dará lugar a posteriores operaciones de acabado, lo que reducirá la eficacia de la producción y aumentará los costes de producción.

Factores que afectan a la fuerza de sujeción
Material de inyección
Debido a las diferentes propiedades de cada material, la fuerza de cierre también varía en función del material de inyección. En general, el índice de fusión y la fluidez del material utilizado para la producción afectan significativamente a la fuerza de sujeción. Por ejemplo, una pieza con un índice de fusión alto tiene mejor fluidez que una pieza con un índice de fusión bajo, por lo que requiere menos presión de inyección y, por tanto, requiere una fuerza de sujeción menor. Por otro lado, un material con un índice de fusión bajo tiene una fluidez de fusión deficiente y una presión de inyección elevada, por lo que requiere una fuerza de sujeción mayor.
La fluidez de los materiales plásticos no sólo depende de su índice de fusión, sino también de parámetros de proceso como la temperatura y la presión. Por ejemplo, los plásticos técnicos de alto rendimiento presentan una buena fluidez en condiciones de alta temperatura y alta presión, pero una fluidez deficiente en condiciones de baja temperatura y baja presión. Se puede concluir que, a la hora de determinar la fuerza de cierrez`, la fluidez del material y los parámetros del proceso deben considerarse de forma exhaustiva para obtener el mejor efecto de moldeo.

Presión y velocidad de inyección
Otros parámetros que influyen directamente en la fuerza de cierre son la presión y la velocidad de inyección. A alta presión y alta velocidad de inyección, el plástico fundido ejerce fuerzas considerables sobre las paredes del molde; por ello, la fuerza de cierre debe ser mayor para mantener el molde cerrado. En cambio, a baja presión y baja velocidad de inyección, la fuerza de cierre necesaria es menor.
Además de la fuerza de cierre, la presión de inyección y su velocidad influyen en la calidad del producto y en el ritmo de producción. Por ejemplo, la inyección a alta presión y alta velocidad puede reducir el tiempo necesario para fabricar un producto y, por tanto, mejorar la eficacia, pero la fuerza de cierre tiene que ser mayor y, por tanto, el desgaste y el consumo de energía del equipo son mayores. Así pues, en la producción real, es muy importante seleccionar la presión y la velocidad de inyección de forma más exhaustiva en función de los requisitos reales de un producto y de las condiciones de producción reales, pero no limitarse a seguir las especificaciones dadas para obtener el mejor efecto de producción.
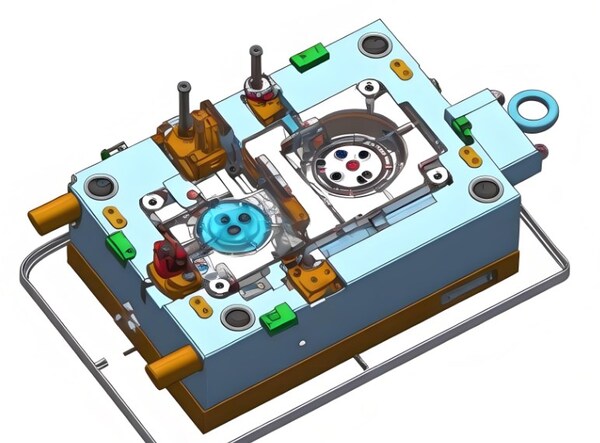
Diseño de moldes
El diseño del molde tiene un impacto significativo en la fuerza de cierre. La fuerza de cierre aumenta en proporción directa al área proyectada del molde. Además, la disposición de la línea de apertura, el sistema de ventilación y otros factores relacionados también afectan a la fuerza de cierre. Por ejemplo, un buen control de la ventilación puede ayudar a conseguir una distribución de la tensión durante la inyección, reduciendo así la fuerza de cierre necesaria.
El diseño del molde es un factor determinante de la fuerza de cierre y tiene un impacto significativo en la calidad del producto y la eficiencia de la producción. Por ejemplo, un diseño razonable de la línea de apertura ayuda a reducir la formación de rebabas y rebabas, mejorando así el aspecto del producto final. Un buen sistema de escape debe mejorar la densidad y resistencia del producto minimizando las burbujas y huecos. Por tanto, a la hora de diseñar un molde, es necesario tener en cuenta de forma exhaustiva factores como la fuerza de cierre, la calidad del producto y la eficiencia de la producción para optimizar y mejorar el diseño general.
Optimización de la fuerza de sujeción
¿Cómo determinar la fuerza de sujeción óptima?
Es muy difícil definir qué valor de fuerza de sujeción se necesita, ya que hay que tener en cuenta muchos factores, como el material de inyección, el diseño del producto y del molde, las condiciones de inyección, etc. En otras palabras, el prerrequisito teórico para estimar la fuerza de cierre óptima es emplear el procedimiento experimental. Los pasos específicos son los siguientes:Los pasos específicos son los siguientes:
1. Primera aproximación de las fuerzas de sujeción que deben aplicarse.
2. Producción de prueba según la estimación inicial y examen de la calidad de los productos y el estado de los moldes.
3. Modificar la fuerza de apriete en función de los resultados de la producción de prueba hasta obtener los resultados más eficaces.

Predecir la fuerza de cierre a partir de la experimentación permite ofrecer al consumidor un producto de buena calidad, aumentar el ritmo de producción y la longevidad del equipo. Por ejemplo, en la situación de producción de prueba, mediante la regulación de la presión de inyección, la velocidad y la temperatura, se puede encontrar la fuerza de sujeción óptima cuando el rango de varios parámetros se determina durante el propio proceso de producción de prueba, controlando así el proceso de producción general y ahorrando energía y evitando el desgaste de la maquinaria, y aumentando así la eficiencia de la producción y la calidad del producto acabado.

Uso de tecnología avanzada para optimizar la fuerza de sujeción
En el avance tecnológico, las tecnologías más avanzadas han tomado protagonismo en el control de la fuerza de cierre. Por ejemplo, al utilizar software de diseño de flujo de moldes, los ingenieros pueden predecir la distribución de la presión del material inyectado, diseñando así el molde con la mínima fuerza de cierre. Además, algunas máquinas de moldeo por inyección modernas están equipadas con sistemas de control inteligentes que pueden controlar la fuerza de cierre con gran precisión y estabilidad durante el proceso de producción del polímero.
El diseño del flujo del molde no sólo puede predecir la distribución de la presión, sino también la temperatura y la capacidad de flujo, etc. Todos los cambios que se producen durante el proceso de inyección, como la temperatura, la sombra y la capacidad de flujo, pueden comprenderse perfectamente e incluso optimizar y mejorar el proceso. Mediante el uso de sistemas de control inteligentes, es posible mantener el cambio de la fuerza de cierre en tiempo real y cambiarlo en función de la situación real en el taller, estabilizando así los procesos de producción y mejorando la calidad de los productos fabricados, así como la eficiencia general de la producción.

Consecuencias de una fuerza de sujeción insuficiente
Deformación y daños causados por el moho
Si la fuerza de sujeción es insuficiente, el molde se abrirá durante el proceso de moldeo por inyección, distorsionando y destruyendo la forma del molde. Esto es aún más importante en el caso de los moldes de precisión, en los que una fuerza de sujeción insuficiente puede provocar la deformación permanente del molde o incluso su desguace.
La deformación y los daños del molde no sólo afectan a la calidad del producto, sino que también tienen un impacto significativo en los costes de mantenimiento y sustitución del molde, alargando inevitablemente el ciclo de producción y reduciendo la eficiencia de la producción. Por ejemplo, en el caso de la fabricación de piezas de alta precisión, incluso una pequeña deformación del molde puede provocar cambios en la tolerancia dimensional y el rendimiento funcional de las piezas objetivo, afectando así a la calidad y el funcionamiento del producto acabado.

Problemas de calidad del producto
Una fuerza de apriete insuficiente también puede causar algunos problemas en la calidad del producto. El problema más común es la rebaba, que afecta al aspecto de la pieza, pero también a la precisión dimensional y al rendimiento funcional del producto final. Además, a veces una fuerza de sujeción insuficiente puede provocar una estructura interna desigual y una distribución de material inconsistente, lo que afecta aún más a la calidad general del producto.
El flash afecta a la apariencia del producto y también al montaje y uso del mismo. Por ejemplo, en algunas piezas complejas, el flash dificultará el montaje. En segundo lugar, el flash también generará la necesidad de operaciones de acabado posteriores, reduciendo así la eficiencia de la producción y aumentando los costes de producción.

El impacto de una fuerza de sujeción excesiva
Mayor consumo de energía
Demasiada fuerza de apriete afectará al consumo de energía del moldeo por inyección de plástico máquina. Una fuerza de sujeción elevada consume más energía, por lo que el coste de producción es más elevado y no es respetuoso con el medio ambiente.
Un mayor uso de la energía no sólo aumenta los costes de producción, sino que también perjudica más al medio ambiente. Por ejemplo, los procesos de producción de alta energía conllevan emisiones de carbono, que contaminan el medio ambiente y repercuten en el cambio climático. El uso prolongado de equipos sometidos a un alto consumo energético provocará un rápido desgaste de los mismos, lo que reducirá su vida útil y la eficiencia de la producción.

Reducción de la vida útil del molde
Una fuerza de cierre excesiva provoca una tensión mecánica excesiva en el molde, reduciendo su vida útil. El funcionamiento prolongado bajo una fuerza de cierre elevada provoca daños por fatiga en varias piezas del molde, lo que aumenta la frecuencia de mantenimiento y sustitución del molde, incrementando aún más los costes de producción.
La reducción de la vida útil del molde repercute negativamente en su durabilidad, por lo que incurre en costes de mantenimiento y sustitución, afectando a la estabilidad y continuidad de la producción. La sustitución de moldes entorpece el proceso de producción y reduce la productividad, además de costar más a la empresa en gastos de producción.

Conclusión
La fuerza de cierre es, de hecho, uno de los factores críticos dentro del proceso de moldeo por inyección, ya que determina la calidad del producto y la eficiencia de toda la línea de producción, así como la vida útil del molde. Unas presiones de cierre adecuadas garantizan que el molde permanezca cerrado para ofrecer un producto final muy bueno que reduzca los problemas de calidad, como las rebabas, entre otros, a la vez que se consume la mínima energía y se maximiza la longevidad del molde.
En la producción real, el cálculo y la regulación de la fuerza de cierre implican factores como el material de inyección, el molde y otros factores del proceso de inyección. Además, es posible aplicar tecnologías modernas que pueden contribuir a un mejor control y mantenimiento de la fuerza de cierre necesaria para aportar más estabilidad y eficiencia al proceso de producción.
En resumen, el ajuste razonable y la optimización de la fuerza de sujeción son cruciales para la moldeo por inyección proceso. En la producción real, se deben utilizar métodos y tecnologías científicas para mejorar y controlar continuamente la fuerza de cierre, mejorar la eficacia y la estabilidad del proceso de producción, mejorar la calidad del producto, reducir los costes de producción, prolongar la vida útil del molde y crear más beneficios económicos y sociales para las empresas.






