 Ir al contenido
Ir al contenido 

Introducción
Cuando diseñe piezas moldeadas por inyecciónHay que tener en cuenta muchas cosas que influirán en el funcionamiento de la pieza y en su aspecto final. Hay muchas cosas que pueden salir mal cuando se moldean piezas, como marcas de hundimiento, líneas de flujo, alabeo y mucho más. Por lo tanto, es muy importante comprender las directrices para el diseño de piezas para el moldeo por inyección, de modo que pueda obtener excelentes resultados.

En este artículo, le voy a dar las últimas reglas de diseño de moldeo por inyección para ayudarle a hacer las mejores piezas de plástico. También le daré algunos detalles sobre el control de procesos, algunas directrices importantes para el diseño de moldes y algunos consejos sobre cómo evitar algunos problemas comunes de diseño.
Diseño de moldeo por inyección
El moldeo por inyección es un proceso en el que se funde plástico y se inyecta en un molde para fabricar una pieza. El diseño del molde y de la pieza son muy importantes para que funcione bien. He aquí algunas razones por las que el diseño es importante para el moldeo por inyección.

Determinar la complejidad de la fabricación
Después de ver el diseño, los diseñadores de productos y los ingenieros pueden pensar en todas las cosas que podrían salir mal cuando fabriquen el producto. El diseño les dice qué hacer para que no tengan que adivinar qué hacer cuando fabriquen el producto.
Garantizar la viabilidad de la fabricación
Cuando se empieza con un nuevo proceso de diseño y producción de piezas de plástico, no se sabe con seguridad si la pieza que se ha diseñado se va a poder fabricar. El diseño de moldeo por inyección puede ayudarle a averiguar si la forma en que está intentando fabricar la pieza va a funcionar. Puede averiguar si va a tener problemas de fabricación en los que las piezas se atasquen en el molde.

Prevención de fallos en las piezas
Si no diseña su piezas moldeadas por inyección correctamente, no funcionarán bien. Puede que no hagan lo que se supone que deben hacer debido a defectos de inyección u otros fallos mecánicos. Las directrices de diseño del moldeo por inyección le ayudarán a elegir los parámetros de moldeo adecuados y a evitar los grandes problemas que harán que sus piezas no funcionen.
Consideraciones sobre el diseño de piezas moldeadas por inyección
El moldeo por inyección es un proceso complejo que requiere cuidadosas consideraciones de diseño para garantizar el éxito de la producción. Una vez iniciado el proceso, los errores causados por el diseño pueden provocar retrasos y gastos significativos. Por lo tanto, es imperativo seguir las directrices adecuadas de diseño de moldeo por inyección para evitar estos errores. He aquí algunas consideraciones clave a tener en cuenta a la hora de diseñar piezas moldeadas por inyección.

Espesor de la pared de la cámara
Este es uno de los aspectos más importantes en los que hay que pensar cuando se diseñan piezas moldeadas por inyección. El grosor de la pared afecta a muchos aspectos de una pieza, como su aspecto, su funcionamiento y su coste. Por tanto, hay que determinar el grosor de pared adecuado en función del funcionamiento de la pieza. Hay que tener en cuenta la tensión que puede soportar la pieza y cuánto tiempo debe durar para determinar el grosor de pared más fino posible.
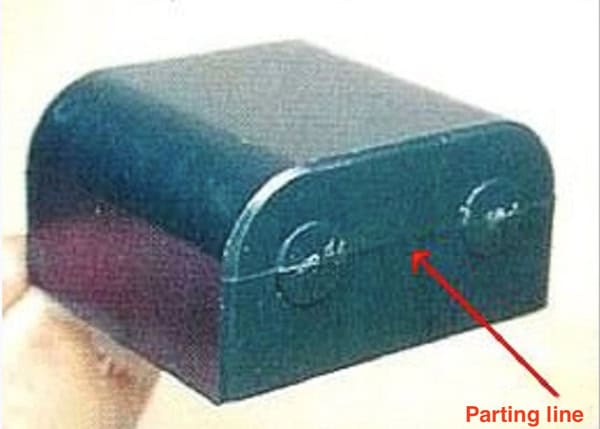
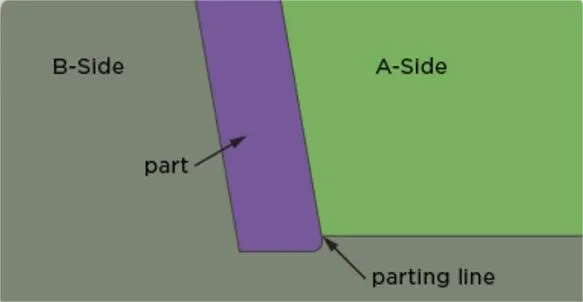
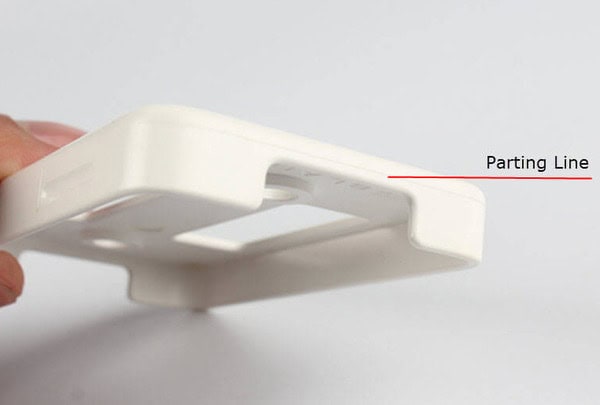
Línea de separación
La línea de apertura es el punto en el que las dos mitades del molde se unen para formar el producto final. Si hay algún desajuste o desalineación en el diseño de la línea de apertura, pueden producirse defectos de rebaba en la pieza moldeada. Por lo tanto, es importante diseñar una línea de apertura sencilla y recta para minimizar estos defectos.
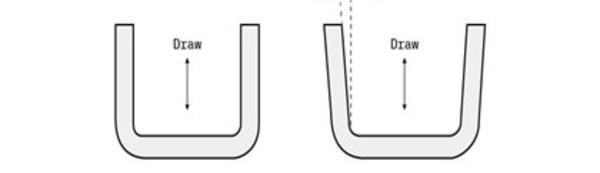
Ángulo de calado
El ángulo de desmoldeo es el ángulo de la superficie de una pieza moldeada por inyección que permite extraerla fácilmente del molde sin dañarla. El ángulo de desmoldeo necesario depende de factores como el grosor de la pared, la contracción del material, las necesidades de acabado tras el proceso, etc.
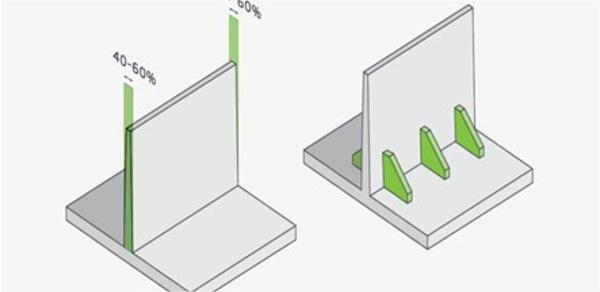
Costillas y Jefes
Las nervaduras se utilizan para reforzar las paredes de una pieza cuando dos paredes se encuentran en un ángulo de 90 grados. Contribuyen a que la pieza sea más resistente y pueda soportar más peso. Los resaltes son zonas elevadas de una pieza que se utilizan para unir y alinear otras piezas. También refuerzan las piezas en lugares como orificios para tornillos y ranuras.

Ubicación y tipo de puerta
La compuerta en el moldeo por inyección es una pieza muy importante que está directamente conectada a la pieza de plástico y controla el flujo de resina plástica fundida en la cavidad. El tamaño, la forma y la ubicación de la compuerta tienen un gran impacto en el producto acabado. Afecta a su resistencia y a su aspecto.
Pasadores eyectores
Esto es muy importante en la configuración del moldeo por inyección. Ayuda a empujar la pieza fuera del molde después de que se haya enfriado lo suficiente. A menudo dejan marcas en la pieza. Por lo tanto, es necesario diseñarlos en un plano perpendicular a la dirección en que se mueve el pasador.

Recortes e hilos
Los rebajes y las roscas son elementos empotrados o salientes que dificultan la salida de la pieza de plástico del molde con un solo tirón. Debe asegurarse de que la pieza pueda expulsarse con un solo tirón. Esto le ayudará a mantener bajos los costes del moldeo por inyección. Así que, cuando esté diseñando piezas moldeadas por inyección...quieres evitar hilos y socavones.

Filetes
Para mejorar el moldeo por inyección, es preferible que las piezas tengan formas redondeadas en lugar de esquinas y bordes afilados. Los bordes afilados necesitan más presión para llenarse, lo que puede dañar la pieza y causar defectos al expulsarla. Las esquinas internas y externas redondeadas ayudan a que el plástico fluya mejor, lo que reduce la tensión y las grietas.

Acabados superficiales
Las piezas de plástico pueden tener distintos acabados superficiales que afectan a su textura, aspecto y tacto. Elegir el acabado adecuado es importante durante la fase de diseño porque determina las herramientas y los materiales necesarios. Los acabados rugosos requieren más trabajo y afectan a la selección de materiales. También puede ser necesario preparar la superficie del molde para conseguir el acabado deseado. Cualquier imperfección en la superficie del molde se reflejará en la pieza moldeada.

Selección de materiales
Para fabricar productos mediante moldeo por inyección, puede utilizar diferentes tipos de plástico. Cada tipo de plástico tiene sus propias propiedades físicas y mecánicas. El tipo de plástico que elijas afecta al funcionamiento de tu pieza en el mundo en el que quieres que funcione. Lo más importante a la hora de elegir un plástico para el moldeo por inyección es cuánto encoge, cómo se adapta y cuánto cuesta.

Guía de diseño de moldes de inyección
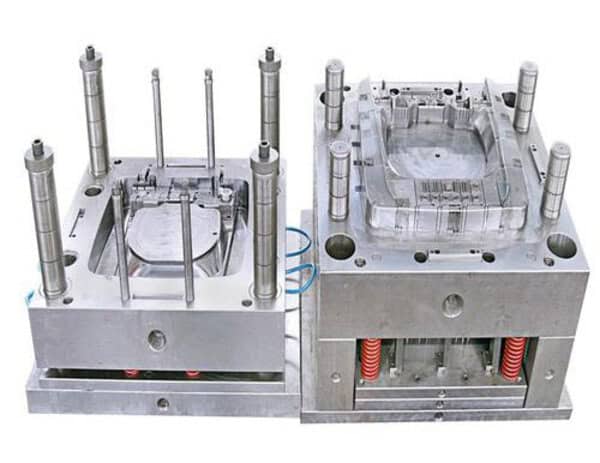
El diseño y la producción de moldes de inyección son muy importantes en la fabricación de piezas de plástico. El utillaje del molde ayuda a definir la forma de la pieza de plástico prevista. Por lo tanto, todos los componentes del molde deben estar en las condiciones adecuadas para un moldeo por inyección sin problemas.
Base del molde y disposición de las cavidades
El molde tiene que ser resistente y duradero, fácil de mantener y fácil de desmontar y volver a montar para reparaciones y mantenimiento. El utillaje del molde debe ser preciso para que la cavidad y el núcleo queden bien alineados. La disposición de la cavidad de la base del molde también debe permitirle acceder fácilmente a los insertos huecos y del núcleo para su mantenimiento y reparación. Esto reduce los defectos y mejora las piezas.

Diseño del sistema de refrigeración
El sistema de refrigeración es muy importante en el diseño de moldes de inyección. Controla la temperatura de la cavidad del molde y del material plástico. La refrigeración es importante porque ayuda a solidificar el plástico y a controlar la contracción.
Diseño de correderas y compuertas
El sistema de canal y compuerta controla el flujo de plástico fundido en la cavidad del molde. La compuerta es la entrada del plástico en la cavidad, y el sistema de canal guía el plástico hasta la compuerta. El diseño del sistema de compuertas y canales afecta a la eficacia del proceso de moldeo y a la calidad del producto acabado.
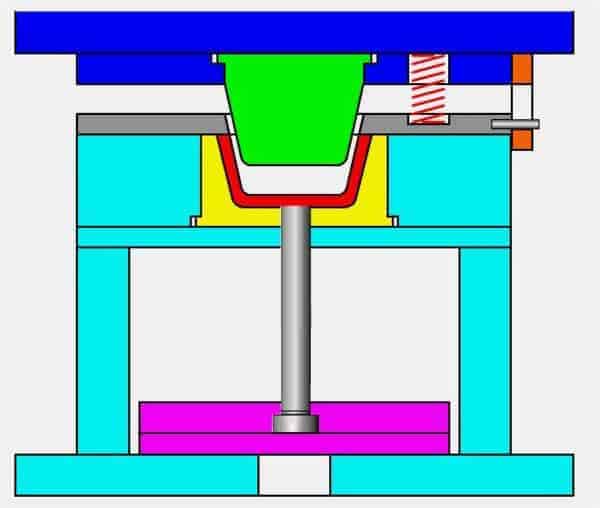
Diseño del sistema de eyección
El sistema de expulsión es lo que hace que la pieza acabada salga del molde. Al diseñar el sistema de expulsión, hay que tener en cuenta la forma de la pieza, el número de socavaduras y su resistencia. Para asegurarse de que la pieza no se estropea al sacarla, puede utilizar pasadores eyectores, manguitos o sistemas eyectores hidráulicos.
Material del molde y tratamiento de la superficie
El material que utilice para su molde afectará a su vida útil y a la calidad de su pieza acabada. Para obtener el mejor rendimiento, el material del molde debe tener una alta temperatura de fusión, una buena conductividad térmica y una excelente resistencia al desgaste. Elegir el material adecuado puede ayudarle a reducir el tiempo de ciclo, prolongar la vida útil de su molde y reducir el riesgo de defectos en las piezas.

Zetar Mold es el mejor en servicios de moldeo por inyección para hacer su proceso de moldeo y piezas moldeadas mejor. Hacemos un análisis completo DFM para su proyecto de moldeo por inyección para hacer su molde y el diseño de piezas mejor. De esta manera, usted ahorra tiempo y dinero y obtiene un mejor producto.
Proceso de moldeo por inyección Control de calidad Piezas de plástico
Moldeo por inyección es una forma muy precisa y eficaz de fabricar piezas de plástico. Pero si quieres hacer buenas piezas de plástico, tienes que controlar muy bien el proceso.

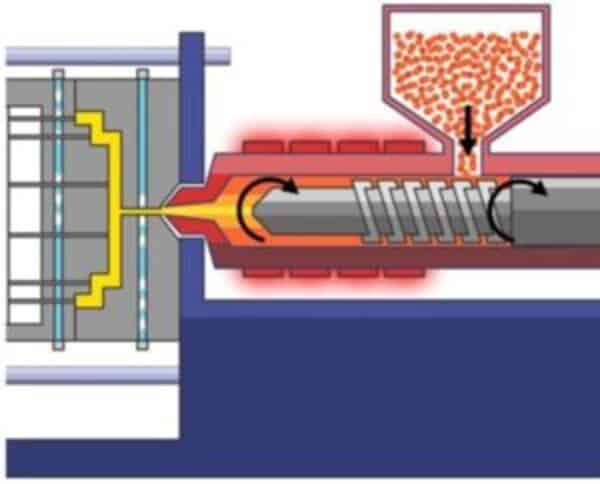
Visión general del proceso de moldeo por inyección
El moldeo por inyección es el proceso de fundir plástico y luego solidificarlo bajo presión en un molde para darle forma. Este proceso se realiza en un ciclo continuo y consta de muchos pasos. Una vez calentada la resina de plástico, la compuerta se abre cuando el molde está bajo la presión adecuada. Entonces, el plástico fundido se inyecta en el molde.
Cuando la resina fundida llega al final del barril, la compuerta se cierra. A continuación, las dos mitades del molde se cierran al mismo tiempo y se mantienen unidas por la presión de cierre. Tras la fase de presión de sujeción, el tornillo se retira y la pieza se enfría en el molde. Cuando la pieza se enfría, el molde se abre y el pasador o la placa eyectora empuja la pieza hacia fuera. La pieza acabada está lista para el acabado.

Parámetros del proceso y optimización
El control del proceso de moldeo por inyección implica supervisar y ajustar múltiples parámetros para lograr los mejores resultados. Estos son algunos de los parámetros clave que hay que tener en cuenta:
Presión y velocidad de inyección: Estos parámetros determinan la rapidez con la que el plástico fundido llena la cavidad del molde. La presión de inyección debe ser lo suficientemente alta para llenar completamente la cavidad del molde. Sin embargo, no debe ser demasiado alta, ya que de lo contrario se producirían rebabas o la deformación de la pieza. El material debe poder llenar la cavidad en el menor tiempo posible sin degradarse.
Temperatura de inyección: La temperatura de inyección afecta a la fluidez del plástico y a su viscosidad. El plástico debe calentarse hasta su punto de fusión y mantenerse a una temperatura constante durante el proceso de moldeo por inyección. Puede utilizar termopares en distintos puntos de la cavidad del molde para comprobar y controlar la temperatura.
Presión y tiempo de mantenimiento: La presión de retención debe impedir que el material fluya hacia el dispositivo de inyección. El tiempo de retención debe permitir que el plástico se enfríe y endurezca por completo. El tiempo dependerá del grosor de las paredes y de lo complicada que sea la pieza.
Tiempo de enfriamiento: El tiempo de enfriamiento debe basarse en las propiedades térmicas del material y el grosor de la pared de la pieza. Los termopares también pueden ayudar a controlar el tiempo de enfriamiento. Puede ajustar el tiempo cambiando la disposición del canal de refrigeración o aumentando el tamaño.

Expulsión: El sistema de expulsión debe garantizar una expulsión suave y uniforme para evitar daños en la pieza y el molde. La fuerza de expulsión también debe depender del tamaño y la complejidad de la pieza.
El control de calidad y la inspección se realizan para asegurarse de que las piezas moldeadas son buenas. Hay distintas cosas que se hacen, como estudios de capacidad de proceso, inspecciones visuales y dimensionales y pruebas funcionales. Ayudan a averiguar qué está mal y cómo mejorarlo.
Problemas comunes de diseño de moldeo por inyección y soluciones

A veces, las cosas van mal cuando se hacen cosas con moldeo por inyección. Estos problemas pueden hacer que la cosa no funcione bien. A veces, los problemas se deben a cómo se fabrica el objeto.
Algunos problemas típicos de diseño de moldeo por inyección y cómo resolverlos
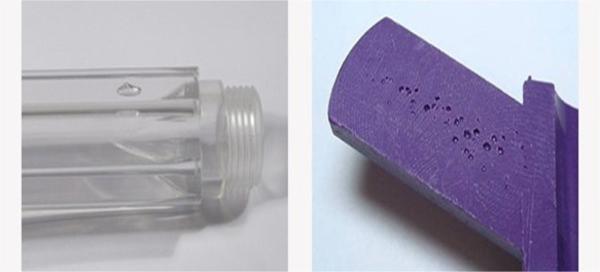
Marcas de hundimiento y alabeo
Las marcas de hundimiento son un defecto de moldeo por inyección que aparecen como pequeñas abolladuras en la superficie plana de la pieza moldeada. Las marcas de hundimiento suelen deberse a la contracción del material dentro de la pieza moldeada, que hace que el material se hunda desde el exterior hacia el interior.

Causas: Temperatura de fusión o del molde demasiado alta, presión de mantenimiento o de inyección demasiado baja, defectos de diseño de la estructura del molde, tiempo y presión de mantenimiento o enfriamiento insuficientes.
Soluciones: Enfríalo lentamente y durante mucho tiempo para que no se estrese. Mantenga las paredes del mismo grosor para que el plástico pueda fluir a través del molde en una sola dirección. Use suficiente presión y tiempo para enfriar el material cerca del exterior de la pieza. Enfríe el molde o el material.

Flash y pegado de piezas
Una rebaba, salpicadura o rebaba se produce cuando sobra material de moldeo y aparece como una línea fina en el borde de la pieza. Suele ocurrir cuando parte del material se sale de donde debe ir. La rebaba es un defecto menor, pero puede convertirse en un problema grave si altera el funcionamiento de la pieza.

Causas: Mal diseño y control del sistema de escape, fuerza de cierre insuficiente, problemas de diseño del molde y malas condiciones de moldeo, demasiada presión de inyección o temperatura del molde, agente desmoldeante insuficiente, tiempo de enfriamiento insuficiente.
Soluciones: Asegúrese de que el canal de ventilación es lo suficientemente grande, ponga mucha fuerza de sujeción en la placa, no deje huecos, rediseñe el molde para que el material fundido fluya sin problemas y haya una buena ventilación, ponga el desmoldeante adecuado en el molde, utilice la presión de inyección, la temperatura del molde y el tiempo de enfriamiento adecuados para el material que esté utilizando.

Disparos cortos y quemaduras
Los disparos cortos se producen cuando el plástico no llena completamente el molde. Esto significa que la pieza que sale del molde no está completa. Los disparos cortos son un gran problema porque hacen que su parte se vea mal y no funcione bien.

Las marcas de quemaduras son marcas negras o de color óxido en la superficie o el borde de su pieza moldeada. Normalmente no afectan a la integridad de la pieza, pero se convierten en un gran problema cuando queman la pieza moldeada, provocando su degradación.
Causas: Presión de inyección insuficiente, bolsas de aire atrapadas que bloquean el libre flujo del plástico fundido, utilización de materiales con viscosidad extremadamente alta, mal diseño de los sistemas de compuertas y canales, temperaturas de fusión extremadamente altas.

Soluciones: Ensanchar los orificios de ventilación o añadir más orificios para conseguir una mejor ventilación, utilizar la temperatura de molde adecuada para evitar un enfriamiento rápido e incoherente del material, reducir la velocidad de inyección para reducir el riesgo de aire atrapado, aumentar la velocidad y la presión de inyección o utilizar un sustrato más fino para conseguir un mejor flujo.
Bolsas de aire y vacíos
Los defectos por bolsas de aire son algunos de los más graves en el moldeo por inyección. Se manifiestan como aire atrapado o burbujas en la pieza moldeada. Estas burbujas atrapadas pueden causar defectos estructurales y estéticos. Además, si el aire inicial del molde se calienta y se comprime lo suficiente, puede explotar y destruir la pieza moldeada y el molde.
Causas: Ventilación deficiente en el molde, llenado desigual de la cavidad, compresión e ignición de aire atrapado, presión de moldeo insuficiente, materiales propensos a la formación de huecos debido a cambios significativos en la densidad.
Soluciones: Aumentar la temperatura del molde, rediseñar o modificar el sistema de canales y el posicionamiento de las compuertas, utilizar materiales con menor viscosidad para evitar la formación de burbujas, limitar el tiempo de ciclo para evitar la compresión y la ignición del aire atrapado, aumentar la presión de inyección, expulsar eficazmente el aire atrapado en la cavidad.

Desajuste y desviación de la línea de separación
El desajuste de la línea de apertura se produce cuando las dos mitades del molde no están bien alineadas. Se produce una costura visible o un hueco a lo largo de la línea de separación de la pieza moldeada. La deflexión se produce cuando la pieza moldeada se deforma o se dobla mientras se enfría. Ambos defectos pueden hacer que la pieza no cumpla las especificaciones requeridas. Esto significa más desechos y menos productividad.
Causas: Fuerza de cierre desigual, cambios en el tamaño de las piezas del molde, demasiada presión de inyección y temperatura, el molde se agranda cuando se calienta, no hay tiempo suficiente para que la pieza se enfríe.
Soluciones: Asegúrese de que el molde está bien sujeto y alineado, mantenga el molde a la misma temperatura todo el tiempo, utilice los ajustes de moldeo por inyección adecuados para el material y caliente la pieza después de moldearla para eliminar tensiones.
Cómo obtener piezas moldeadas por inyección de calidad
Si quiere buenas piezas de plástico, necesita trabajar con una buena empresa de piezas de plástico. Zetar Mold es una buena empresa de piezas de plástico. Hacemos buenas piezas de plástico. Tenemos buena gente y buenas máquinas. Hacemos buenas piezas de plástico que se ven bien.
Zetar Mold le ofrece una gran variedad de materiales y servicios de acabado para mejorar la calidad de sus moldes de inyección y piezas de plástico. Nuestros experimentados técnicos pueden asesorarle sobre cómo optimizar el diseño de sus moldes y recomendarle los materiales y acabados superficiales adecuados para sus piezas de plástico.

Sabemos que los proyectos de moldeo por inyección pueden ser complicados. Por eso contamos con un proceso de presupuesto simplificado y proporcionamos informes de análisis DFM para ayudarle a confirmar sus conceptos de diseño antes de iniciar la fabricación.
Nuestro experimentado equipo de ingenieros también puede ayudarle durante todo el proceso de fabricación. Envíe hoy mismo sus archivos de diseño para obtener un presupuesto instantáneo y comenzar su moldeo por inyección viaje.

Conclusión
El moldeo por inyección es una tecnología versátil y eficaz que permite fabricar piezas de plástico personalizadas de alta calidad para una amplia gama de sectores. Sin embargo, el proceso está incompleto si no se sigue un conjunto de directrices de diseño de moldeo por inyección. Esto le permitirá detallarAprenda más sobre lo que necesita y cómo completar el proceso.

Las reglas de diseño de moldeo por inyección que se exponen en este artículo le ayudarán a optimizar su proceso, garantizar una producción rentable y reducir los tiempos de ciclo. Los errores de diseño son costosos. Contacte con Zetar Mold hoy mismo para su diseño de moldeo por inyección. Estamos listos para ayudarle a lograr mejores resultados.







