 Ir al contenido
Ir al contenido 

Hay varias formas de hacer un molde. Entre ellos se incluyen los núcleos de acción lateral, una unidad de inyección en frío, un molde de tiro recto y un canal de refrigeración.
Cada uno de estos métodos puede dar lugar a un tipo de pieza diferente. A continuación se describen. Cada uno tiene sus ventajas e inconvenientes.
Núcleos de acción lateral
Varios factores pueden afectar al rendimiento de moldes de inyección. Por ejemplo, los moldes más antiguos pueden tener tiros de núcleo de acción lateral diferentes a los requisitos actuales.
Los nuevos parámetros de moldeo, los diferentes materiales y los requisitos del vidrio también pueden afectar negativamente al rendimiento del molde. Esto puede dar lugar a núcleos que se flexionan, destellan o se mueven.
Los machos de acción lateral añaden complejidad y coste al diseño del molde. A diferencia de los elementos de ranura, los machos de acción lateral deben moverse perpendicularmente al eje del molde, por lo que el utillaje debe desplazarse del eje del molde.
Esto hace que el molde de inyección de plástico más complejo, lo que aumenta el coste y el plazo de entrega. Además, los diseñadores deben añadir ángulos de inclinación en el diseño para acomodar la acción lateral.
Otro tipo de diseño de molde implica núcleos que pueden desmontarse y sustituirse. La mayoría de los moldes tienen dos lados: un lado "A" para la superficie cosmética externa del componente y un lado "B" para las partes internas.
El primero suele ser liso y sin salientes, y es el más sencillo de diseñar. El segundo suele ser más complejo y requiere núcleos e insertos retráctiles de acción lateral.
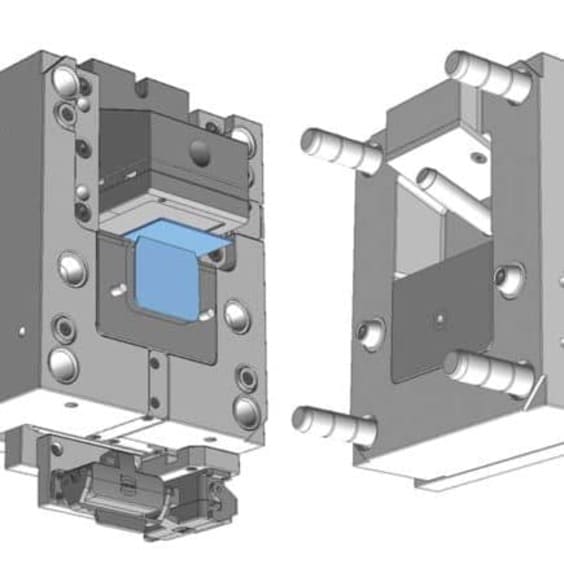
En la imagen inferior se muestra un ejemplo de núcleo de acción lateral. Se utiliza para fabricar una carcasa de control remoto.
Este molde tiene un núcleo de acción lateral que contiene un orificio de ventilación y pasadores eyectores. Con este diseño de molde se pueden fabricar varios tipos de productos de plástico.
Un núcleo de acción lateral de calidad tiene un alto nivel de precarga y permite una presión hidráulica de cero psi. También es esencial que el núcleo sea lo suficientemente grande para acomodar las fuerzas del moldeo por inyección de plástico proceso.
Unidad de inyección en frío
Moldes de inyección se fabrican de dos maneras. La tradicional utiliza el mecanizado estándar y la tecnología de electroerosión. El mecanizado CNC puede ser más eficiente y crear moldes con detalles más precisos.
El coste de un molde depende del número de cavidades y de la complejidad del diseño.
Menos cavidades suponen menos trabajo de utillaje, mientras que los detalles adicionales aumentan el precio. El coste también depende del acabado de la superficie.
Al diseñar un molde, el diseñador tendrá en cuenta el número de características que debe incluir. Los procesos de moldeo por inyección requieren múltiples pasos, desde el diseño hasta la producción.
Una de ellas consiste en diseñar un molde que contenga los componentes de plástico fundido. Otro paso importante en el proceso de moldeo por inyección es la creación del núcleo.

El molde deberá diseñarse con un núcleo lo suficientemente grande como para albergar todas las características que se moldearán en él.
Una vez diseñado el molde, debe probarse a fondo para garantizar que el diseño es adecuado para la pieza de plástico.
También hay que crear un prototipo antes de utilizarlo para la producción. Moldes de inyección pueden fabricarse con mecanizado estándar, mecanizado de control numérico por ordenador (CNC) y mecanizado por descarga eléctrica.
La materia prima termoplástica se introduce en un barril calentado mediante un tornillo sinfín alternativo. El calor provoca una reacción química que debilita las fuerzas de Van der Waals en la materia prima.
Esto hace que aumente el espacio entre las moléculas, lo que reduce la viscosidad. A continuación, el plástico fundido entra en la cavidad del molde a través de un sistema de canales.
Una vez que se enfría, el plástico tiene la forma deseada. A continuación, se utiliza un expulsor para empujar el plástico fuera del molde.
El ciclo de moldeo por inyección puede fabricarse con la mayoría de tipos de polímeros. Estos materiales incluyen termoplásticos, termoestables y elastómeros. Desde 1995, el número de materiales disponibles ha aumentado en unos 750 al año.
Hoy en día hay más de 18.000 materiales disponibles, incluidas muchas aleaciones de materiales desarrollados anteriormente. La selección del material se basa en el coste, la resistencia y la función del producto final.

Molde de tiro recto
Tirador recto moldes de inyección de plástico son ideales para producir piezas en grandes volúmenes. Mediante una boquilla altamente presurizada, se inyecta material plástico en un molde.
El molde suele ser de acero o aluminio. Sus dos mitades se mantienen unidas mediante abrazaderas hidráulicas o mecánicas.
La cavidad contiene plástico fundido. El mecanismo de expulsión del molde evita que la pieza se atasque o se deforme.
El molde de tiro recto es el tipo de molde más básico. Su diseño es sencillo y reduce el coste total.
La geometría del molde debe ser 2.D y sin salientes. Las geometrías más complicadas requieren núcleos o insertos de acción lateral. Toth Mold/Die Inc. produce miles de moldes de acción lateral cada año.
Los costes de utillaje empiezan en $1.000 y pueden llegar a $3.000. Estos costes son independientes del gran volumen de producción y del número de piezas fabricadas.
Las producciones a pequeña escala se ven especialmente afectadas por los costes de utillaje. Sin embargo, hay formas de reducirlos. Una simple modificación del diseño puede reducir los costes de utillaje en un 50-70%.
La adición de acciones laterales aumenta el número de geometrías de pieza que pueden producirse. Las acciones laterales son insertos que se colocan en una cavidad del molde.
Estos insertos permiten realizar socavados que no pueden producirse con un molde de tiro recto. También permiten que el material fluya a su alrededor.
El grosor de las paredes de las piezas debe ser uniforme para evitar concentraciones de tensiones. Un grosor de pared no uniforme también puede provocar distorsiones en la geometría de la pieza.
Es importante calcular la contracción exacta antes de diseñar el molde. Cada polímero tiene un índice de contracción diferente.
A menudo, el proveedor del polímero no facilita esta información. Por lo tanto, el grado de polímero debe seleccionarse antes de diseñar el molde.
Otra consideración para los diseñadores es la cantidad de espacio disponible para la expansión. Si la pieza es muy flexible, el bump-off puede deformarse sobre el molde durante la expulsión.
Dependiendo del exceso de material utilizado, el tope no debe situarse cerca de ningún elemento de refuerzo. El bump-off debe tener un ángulo de 30 a 45 grados.

Canales de refrigeración
Los moldes de inyección se utilizan con frecuencia en la fabricación de piezas de plástico. Estas piezas son susceptibles de acumular calor localizado, lo que puede provocar defectos en el producto.
Para eliminar este problema, los investigadores han propuesto el uso de canales de refrigeración en moldes de inyección.
Este tipo de tecnología mejora el proceso global de refrigeración al reducir el tiempo de ciclo y mejorar la productividad.
Las distintas formas de canal tienen diferentes propiedades de refrigeración. La longitud, la distancia de paso y la distancia entre ejes de cada canal influyen en el tiempo de refrigeración.
Las distintas formas de canal ofrecen soluciones óptimas para diferentes tipos de piezas de plástico.
Además, el diseño óptimo del canal de refrigeración debe ser capaz de reducir las variaciones en los tiempos de refrigeración.
Por ejemplo, los canales triangulares necesitan áreas de refrigeración mayores que los canales cuadrados, pero su eficacia de refrigeración es menor.
Otro método de refrigeración de moldes consiste en utilizar un canal de refrigeración conformado. Este tipo de sistema de refrigeración permitirá que el molde enfríe componentes con diferentes capacidades de refrigeración.
También permite que el molde se enfríe de forma más eficaz al evitar que se produzca un sobrecalentamiento. Normalmente, los moldes de inyección sinterizados utilizan canales de refrigeración conformados.
Al diseñar un molde, es importante tener en cuenta los distintos canales de refrigeración. El canal de refrigeración adecuado reducirá la probabilidad de alabeos o defectos.
Los canales de refrigeración conformados también permitirán un enfriamiento uniforme y rápido, lo que significa menos alabeos y defectos.
Los canales de refrigeración pueden diseñarse mediante un proceso de fabricación aditiva. Este método es ventajoso tanto para la producción en serie de moldes como para el desarrollo.
Otra forma de incorporar canales de refrigeración es mediante la fabricación rápida de piezas de plástico. Las técnicas de fabricación rápida de herramientas, como el SLS y la impresión 3D, pueden utilizarse para hacer moldes de inyección con canales de refrigeración de cobre incrustados.

Materiales utilizados
El moldeo por inyección es un proceso de fabricación versátil que permite fabricar piezas complejas a bajo coste.
Hay una gran variedad de materiales que pueden utilizarse en este proceso, y estos materiales pueden combinarse o mezclarse con otros para crear combinaciones de colores únicas.
El diseño de una pieza debe ajustarse a las propiedades del material utilizado para fabricarla. Sin embargo, algunos materiales tienen ciertas limitaciones o son menos adecuados para determinadas aplicaciones. Para solucionar estos problemas, los diseñadores de moldes deben seguir ciertas pautas a la hora de fabricación de moldes.

Dureza: Cuanto más duro sea el material utilizado, mayor será su resistencia al desgaste de la resina plástica y a la corrosión.
Esto es especialmente importante cuando una pieza debe soportar repetidos impactos contundentes de niños pequeños.
El acero inoxidable también es una opción excelente cuando se utilizan resinas corrosivas. Su mayor dureza también mejorará la integridad de la línea de apertura y reducirá el riesgo de perforación.
Elección de materiales: Las poliamidas son otro grupo de materiales que pueden utilizarse para crear moldes de inyección. Estos materiales pueden ser naturales o sintéticos, y cada tipo tiene ventajas e inconvenientes.

El nailon, por ejemplo, puede ser propenso al encogimiento y a un llenado inadecuado. El HDPE, en cambio, es un termoplástico muy duradero que puede emplearse en diversas aplicaciones. También es rentable y tiene una buena resistencia mecánica.
Elegir el material adecuado para su molde es esencial: El material adecuado para el molde adecuado puede ayudar a garantizar el flujo correcto del plástico fundido.
Sin embargo, también es importante tener en cuenta el diseño del molde. El moldeo por inyección puede ser costoso si el pieza moldeada por inyección no está diseñado correctamente. Debe evitar los moldes de preacero endurecido que tienen paredes finas y nervaduras no diseñadas, ya que pueden dar lugar a disparos cortos.







