 Ir al contenido
Ir al contenido 

Introducción:Cuando diseñas piezas moldeadas por inyección, tienes que pensar en muchas cosas. Todas estas cosas pueden estropear tu pieza y hacer que parezca basura. Puedes tener marcas de contracción, hundimiento, alabeo y todo tipo de problemas. Así que tienes que conocer las reglas para el diseño de piezas moldeadas por inyección si quieres hacer buenas piezas.
Este artículo contiene las reglas definitivas de diseño de moldeo por inyección que pueden ayudarle a obtener las mejores piezas de plástico. También aprenderá información detallada sobre el control de procesos, directrices importantes para el diseño de moldes y consejos sobre cómo evitar problemas de diseño comunes.
La importancia del diseño del moldeo por inyección
Moldeo por inyección es una forma de hacer cosas de plástico. Se pone plástico fundido en un molde y se deja enfriar y endurecer. El diseño del molde y el material que se fabrica pueden influir mucho en su funcionamiento. He aquí algunas razones por las que el diseño es importante para el moldeo por inyección.
Determinar la complejidad de la fabricación
Analizando el diseño, los diseñadores e ingenieros de productos pueden predecir diversas situaciones complejas que pueden surgir durante el proceso de fabricación. Este diseño proporciona instrucciones detalladas para reducir la incertidumbre antes de la fase de producción.

Además, una comprensión previa de la complejidad puede aclarar la forma y la estructura del molde. Esto ayudará a diseñar y fabricar moldes adecuados para los productos requeridos.
Garantizar la viabilidad de la fabricación
Cuando se diseña y produce una pieza de plástico, no se sabe con certeza si la pieza que se ha diseñado se va a poder fabricar. El diseño de moldeo por inyección puede determinar la fabricabilidad desde el principio.

Así, puede averiguar si va a tener problemas de fabricación en los que las piezas se van a atascar en el molde. Y lo que es más importante, le ahorra tiempo y dinero, de modo que puede tener precios razonables de las piezas y producirlas en un ciclo de tiempo más corto.
Prevenir fallos en los componentes
Si no diseña correctamente su pieza moldeada por inyección, acabará teniendo una pieza de mala calidad. No funcionará bien, no tendrá el aspecto adecuado y será un gran incordio. Tendrá que lidiar con defectos de moldeo por inyección y otros fallos mecánicos que impedirán que su pieza haga lo que se supone que debe hacer.
Las directrices de diseño de moldeo por inyección le ayudarán a elegir los parámetros de moldeo adecuados y a evitar los grandes errores que impedirán que su pieza funcione.
Consideraciones sobre el diseño de piezas moldeadas por inyección
El moldeo por inyección es un proceso complejo que requiere una cuidadosa consideración del diseño para asegurarse de que se hace bien. Si mete la pata en el diseño, tendrá que pagar por ello más adelante. Por lo tanto, debe seguir las directrices de diseño de moldeo por inyección adecuadas para evitar meter la pata. Estas son algunas de las cosas que hay que tener en cuenta a la hora de diseñar piezas moldeadas por inyección.

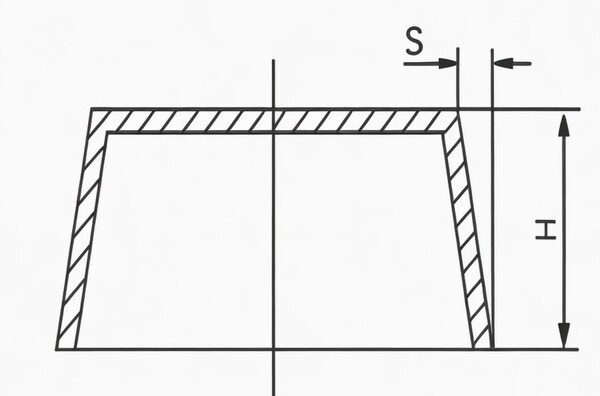
Espesor de pared
Es uno de los factores importantes que hay que tener en cuenta durante la fase de diseño de las piezas moldeadas por inyección. El grosor de la pared puede afectar a varias características clave del componente, como su rendimiento, estética y coste.
Por lo tanto, el grosor nominal de la pared debe determinarse en función de los requisitos de rendimiento funcional. Debe tener en cuenta la tensión admisible y la vida útil prevista de las piezas moldeadas para determinar el grosor mínimo de la pared.
La regla general es mantener el grosor de la pared uniforme en toda la pieza moldeada por inyección. Lo ideal es mantener el grosor uniforme de la pared entre 1,2 mm y 3 mm. Las paredes finas requieren una presión de plástico elevada y pueden provocar bolsas de aire. Las paredes gruesas le costarán más dinero porque tardan más en enfriarse y utilizan más material.

Siempre que tenga una pieza que cambie de grosor de pared, debe asegurarse de tener una transición suave entre cada pieza. Puede hacerlo añadiendo chaflanes en los bordes o esquinas inclinados. Del mismo modo, si utiliza chaflanes en esquinas o bordes redondeados, se asegurará de que el plástico fundido llene completamente el molde y se enfríe de manera uniforme.
Línea de clasificación
La línea de partición es el punto en el que las dos mitades del molde se unen para formar el producto final. Si hay algún desajuste o desalineación en el diseño de la línea de apertura, pueden producirse defectos de rebaba en las piezas moldeadas.

Por lo tanto, es importante diseñar una línea de apertura sencilla y recta para minimizar estos defectos en la medida de lo posible. Las líneas de partición sencillas son más fáciles de hacer, requieren menos mantenimiento y pueden dar una mayor suavidad general al producto final.
A la hora de diseñar líneas de separación, suele ser mejor colocarlas en bordes afilados que en superficies redondeadas. Esto ayuda a reducir la necesidad de moldes con tolerancias estrechas, lo que aumenta el coste de producción. También hay que pensar en el aspecto que tendrá la línea de apertura en el producto final.

El diseño de la línea debe hacerlo lo más invisible posible y no atravesar ninguna superficie o característica crítica (como texto o logotipos). Así se garantiza que el producto final tenga el aspecto deseado y se mejora la calidad general del producto. proceso de moldeo por inyección.
Ángulo de calado
El ángulo de desmoldeo de la superficie de las piezas moldeadas por inyección permite extraerlas fácilmente del molde sin causar daños. El ángulo de desmoldeo necesario depende de factores como el grosor de la pared, el índice de contracción del material y los requisitos de postprocesado y acabado.

El ángulo de inclinación medio debería aumentar 1 grado por pulgada de profundidad, pero para la mayoría de las piezas, suele ser seguro un mínimo de 1,5 a 2 grados. El texturizado intenso puede requerir un máximo de 5 grados por pulgada. Un ángulo de inclinación insuficiente puede provocar defectos estéticos como marcas de arrastre.
Puede añadir ángulos de desmoldeo al diseñar piezas moldeadas por inyección mediante sistemas CAD, pero es mejor hacerlo al final del proceso de diseño para simplificar las cosas al máximo.
Costillas y salientes
Las nervaduras se utilizan para reforzar las paredes en los puntos en los que dos paredes se encuentran en un ángulo de 90 grados. Ayudan a que la pieza sea más resistente y pueda aguantar más peso. Las protuberancias también ayudan a alinear y fijar las piezas. También hacen que la pieza sea más resistente en lugares como agujeros para tornillos y ranuras.

El espesor máximo de la parte inferior del nervio de soporte debe ser 2/3 del espesor del muro adyacente. La altura de las barras de refuerzo no debe superar 2,5 veces el espesor nominal del muro (2,5T). Es importante tener en cuenta la contracción. Para evitar marcas de contracción, el espesor del saliente no debe superar 60% del espesor total de la pared.
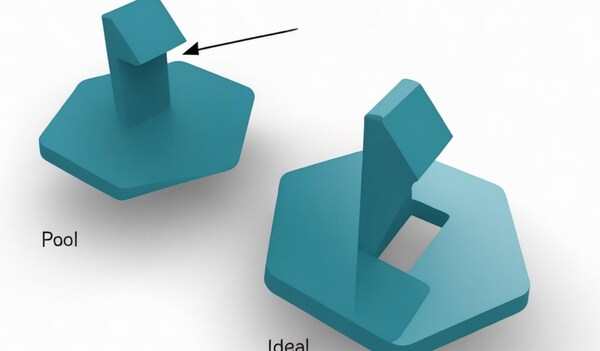
Ubicación y tipo de puerta
El bebedero es una parte muy importante del proceso de moldeo por inyección. Es la pieza que está directamente conectada a la pieza de plástico y controla el flujo de la resina de plástico fundida en la cavidad del molde. El tamaño, la forma y la posición de la compuerta tienen un gran impacto en el producto acabado. Afectará a la resistencia de la pieza y a su aspecto.

Hay cuatro tipos comunes de diseños de compuerta utilizados para diferentes tipos de moldes de inyección: borde, submarino, punta caliente y bebedero. Como su nombre indica, la compuerta de borde se sitúa en el borde de una pieza plana y deja cicatrices en la línea de partición.
Las compuertas submarinas son muy comunes y tienen distintas variantes, como la compuerta Banana, la compuerta Smile y la compuerta Tunnel. Requieren un recorte automático con un pasador superior y ayudan a alejar la posición de la compuerta de la línea de apertura para un mejor llenado.

Las compuertas de punta caliente sólo se utilizan para moldes de inyección de canal caliente. Suelen situarse en la parte superior de moldes redondos o cónicos. Por otro lado, el bebedero es una buena opción para moldes cilíndricos grandes de una sola cavidad. Suelen dejar grandes marcas donde tocan, pero son fáciles de hacer y de cuidar.
El diseño y el tipo de compuerta dependerán del diseño de la pieza, la selección del material, los requisitos de tamaño y las necesidades estéticas del producto final. Una consideración importante en el diseño es situar la compuerta lejos de las zonas de mayor tensión o impacto para minimizar el riesgo de defectos.

También es importante eliminar las operaciones secundarias de retirada de compuertas y colocar las compuertas en las zonas más gruesas para un llenado óptimo. En algunos casos, pueden ser necesarias varias compuertas en función del tamaño, la geometría y el tipo de polímero plástico de la pieza.
Aguja superior
Se trata de una pieza clave de la configuración del moldeo por inyección, que ayuda a empujar la pieza fuera del molde una vez que se ha enfriado lo suficiente. Suelen dejar marcas en las piezas. Por lo tanto, es necesario diseñarlos en un plano perpendicular a la dirección de movimiento del pasador.

La forma de la pieza, el ángulo de desmoldeo, la profundidad y la textura de la pared determinarán el número y la posición de los pasadores. Estos factores afectarán al modo en que las piezas se adhieren a la pared del molde. El material que elija también afectará al tamaño y la posición de estos pasadores.
Por ejemplo, las resinas con mayor viscosidad necesitarán más fuerza para salir. Del mismo modo, los polímeros plásticos más blandos requerirán clavijas más anchas o más numerosas para ayudar a repartir la fuerza y evitar defectos de moldeo.

Corte y roscado del fondo
Las socavaduras y las roscas son características cóncavas o colgantes que dificultan la expulsión de las piezas de plástico del molde con un solo tirón. El diseño debe garantizar que las piezas puedan expulsarse con un solo tirón unidireccional. Esto ayudará a mantener unos costes de moldeo por inyección más bajos. Por lo tanto, es muy importante evitar las roscas y las socavaduras al diseñar las piezas moldeadas por inyección.
Para evitar socavados, puede orientar los elementos paralelos a la línea de apertura e incorporar los elevadores y las correderas en el diseño. Los elevadores ayudan a liberar las socavaduras internas sin corrientes de aire. Después de que las piezas se enfríen, el elevador puede empujarse hacia arriba en ángulo para extraer la socava del molde. Por el contrario, la corredera utiliza pasadores en ángulo conectados al molde central para liberar las socavaduras externas.
Filete
Para mejorar el moldeo por inyección, es preferible que las piezas tengan formas redondeadas en lugar de esquinas y bordes afilados. Los bordes afilados necesitan más presión para llenarse, lo que puede dañar la pieza y causar defectos al expulsarla. Las esquinas interiores y exteriores redondeadas ayudan a que el plástico fluya mejor, lo que reduce la tensión y las grietas.

El radio de la esquina interior debe ser al menos 50% del grosor de la pared adyacente. Por otro lado, la esquina exterior debe ser 150% del grosor de la pared adyacente. En el caso de elementos verticales como protuberancias y encajes a presión, la base debe ser circular. El radio del saliente debe ser 25% de la pared adyacente, con un radio mínimo de 0,381 mm (0,015 pulg.).
Tratamiento de superficies
Las piezas de plástico pueden tener distintos tratamientos superficiales que afectan a su aspecto, tacto y sensación. Elegir el acabado adecuado es importante porque determina qué herramientas y materiales se necesitan. Los acabados rugosos requieren más trabajo y afectan al material que se puede utilizar.

Es posible que tenga que hacer algo en la superficie del molde para que quede lisa. Cualquier pequeño defecto en la superficie del molde aparecerá en las piezas. Cuanto más tenga que hacer después de que las piezas salgan del molde, más le costará y más tiempo tardará en fabricar el molde.
Selección de materiales
Cuando se trata de moldeo por inyeccióntiene un montón de resinas plásticas diferentes entre las que elegir. Cada una tiene sus propias propiedades físicas y mecánicas. El material que elijas influirá en el funcionamiento de tus piezas en el mundo real.

A la hora de elegir un material para el moldeo por inyección, hay que tener en cuenta cuánto va a encoger, cómo se van a montar las piezas y cuánto va a costar.
El índice de contracción de los materiales varía en función del tipo de plástico y las condiciones de procesamiento, lo que puede afectar al rendimiento y la forma geométrica de las piezas. También debe tener en cuenta la capacidad de manipulación del material y los procesos de montaje, como la fijación mecánica y la soldadura.

Aunque las propiedades ideales de los materiales plásticos son cruciales, también hay que tener en cuenta los costes de compra, transformación y acabado de los plásticos para minimizar los costes de producción.
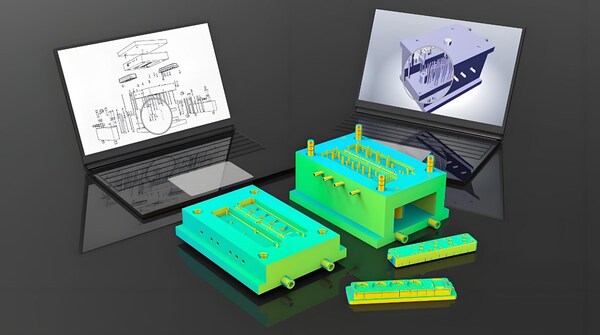
Directrices para el diseño de moldes de inyección de plástico
Diseñar y fabricar moldes de inyección de plástico es un asunto importante en el mundo de la fabricación de piezas de plástico. Las herramientas de moldeo ayudan a definir la forma de las piezas de plástico. Por lo tanto, todos los componentes del molde deben estar en las condiciones adecuadas para el moldeo por inyección sin problemas .

Por ejemplo, Como se puede ver, cuando usted está planeando moldes de fundición a presión , se entiende que el punto importante es que el diseño de moldes de fundición a presión es muy importante, y tiene la capacidad de mejorar el diseño del instrumento, sino que también tiene la capacidad de evitar problemas y presentar la más alta calidad de calidad.
A continuación se indican algunos aspectos que deben tenerse en cuenta a la hora de diseñar el proceso de fabricación de moldes de inyección.
Estructura del molde y disposición de las cavidades
Los moldes se componen de bases, cavidades, insertos y otras piezas. La base del molde es la base del molde, mientras que la cavidad y los insertos del núcleo dan forma a la pieza. El diseño de los componentes del molde afecta a la precisión y consistencia del proceso de moldeo.

El molde tiene que ser fuerte, resistente, fácil de cuidar y fácil de desmontar y volver a montar para arreglarlo y cuidarlo. Las herramientas del molde deben fabricarse con mucho cuidado para que la cavidad y el núcleo queden bien alineados. La disposición de la cavidad del marco del molde también tiene que permitir llegar a los insertos huecos y del núcleo para arreglarlos y ocuparse de ellos. Esto hace que sea menos probable que tenga problemas y hace que las piezas sean mejores.
Diseño del sistema de refrigeración
El sistema de refrigeración es muy importante en el diseño de moldes de inyección. Controla la temperatura de la cavidad del molde y del material plástico. La refrigeración es importante porque ayuda a solidificar el plástico y a controlar la contracción.

El sistema de refrigeración es muy importante en el diseño de moldes de inyección. Controla la temperatura de la cavidad del molde y del material plástico. La refrigeración es importante porque ayuda a solidificar el plástico y a controlar la contracción.
El sistema de refrigeración debe enfriar uniformemente toda la cavidad del molde. Los canales de refrigeración deben estar cerca de las zonas con tiempos de enfriamiento más largos para que no interfieran con los sistemas de compuertas y canales. Los ingenieros mecánicos también deben optimizar el diseño para conseguir el menor tiempo de ciclo posible.

Canal de flujo y diseño de la puerta
El sistema de canales y bebederos es muy importante en el diseño de moldes de inyección. Controla el flujo de plástico fundido en la cavidad del molde. El bebedero es la entrada del plástico en la cavidad del molde, y el sistema de canales guía el plástico hasta el bebedero. El diseño de los sistemas de compuertas y canales afecta a la eficacia del proceso de moldeo y a la calidad del producto acabado.

La puerta es importante. Debe tener el tamaño, el lugar y la forma adecuados. Debe ayudar a que el plástico fluya dentro del molde y no causar ningún problema. El sistema de canales también es importante. Debe ayudar a que el plástico fluya dentro del molde y no causar ningún problema.
Diseño del sistema de lanzamiento
El sistema eyector es lo que hace que las piezas salgan del molde. Al diseñar el sistema de expulsión, hay que tener en cuenta la forma de las piezas, el número de cortes inferiores y la rigidez de las piezas. Puede utilizar pasadores de expulsión, manguitos o sistemas de expulsión hidráulicos para asegurarse de no dañar las piezas al expulsarlas.

También es necesario asegurarse de que el sistema de expulsión es lo suficientemente fuerte como para empujar las piezas fuera del molde. También hay que pensar dónde está el sistema de inyección en relación con el bebedero y el sistema de canales para que no haya interferencias.
Materiales del molde y tratamiento de la superficie
Los materiales que utilice en su molde influirán en su duración y en el aspecto de sus piezas. Los materiales deben soportar el calor, conducirlo bien y no desgastarse. Elegir los materiales adecuados puede ayudarle a fabricar piezas más rápido, hacer que sus moldes duren más y fabricar piezas mejores.

Cada molde es diferente y hay que pensarlo detenidamente durante su procesamiento. Los materiales utilizados deben mecanizarse con precisión para evitar defectos superficiales que puedan trasladarse a las piezas moldeadas.
Es muy importante eliminar las marcas visibles que dejan las fresas en la superficie del molde mediante un mecanizado de precisión adicional, como el chorro de arena o el pulido. El grado de mecanizado de precisión necesario afectará al coste y al tiempo del proceso de transformación del molde.

Control de calidad del proceso de moldeo por inyección
El moldeo por inyección es un método eficaz y de alta precisión para fabricar piezas de plástico. Para garantizar productos de plástico de alta calidad, debe aplicarse un estricto control de procesos a lo largo de todo el proceso de fabricación. Antes de entrar en los pasos críticos de la implementación del control del proceso de moldeo por inyección, vamos a esbozar brevemente el proceso de moldeo por inyección.
Visión general del proceso de moldeo por inyección
El moldeo por inyección es el proceso de fundir polímeros plásticos y luego solidificarlos bajo presión en un molde para dar forma al componente. Este ciclo continuo incluye muchos pasos. Tras calentar la resina plástica, la compuerta se abrirá cuando se aplique la presión adecuada al molde. A continuación, se inyecta el plástico fundido en el molde.
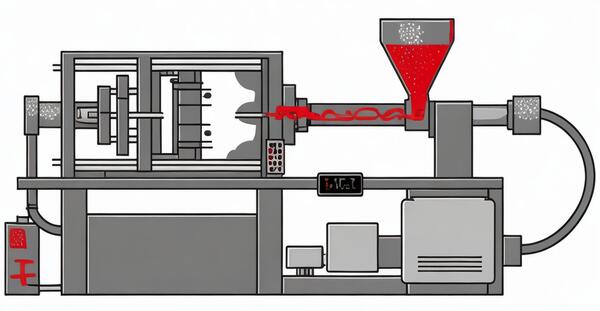
Una vez que la resina fundida llega al final del barril, la puerta se cierra. A continuación, las dos partes del molde se cierran simultáneamente y se mantienen unidas por la presión de cierre. Tras la fase de sujeción por presión, el tornillo se retrae y las piezas se enfrían en el molde. Después de que las piezas se enfríen, el molde se abre y el pasador eyector o la placa superior empuja las piezas hacia fuera. Las piezas terminadas están listas para el mecanizado de precisión.
Teniendo esto en cuenta, examinemos varios aspectos del control del proceso de moldeo por inyección:
Selección y configuración de la máquina
Elegir la máquina de moldeo por inyección adecuada y configurarla correctamente le ayudará a controlar el proceso y a fabricar siempre piezas de calidad.

Tenga en cuenta los siguientes factores
Fuerza de cierre: Cuando se realiza el moldeo por inyección, es necesario asegurarse de que la máquina tiene suficiente fuerza de cierre para mantener el molde unido.
Tamaño de la unidad de inyección: La unidad de inyección debe ser lo suficientemente grande como para proporcionarle suficiente plástico para llenar el molde sin llenarlo en exceso ni en defecto.
Tipo y tamaño de tornillo: El tornillo debe proporcionar una buena calidad de la masa fundida y un buen caudal. El diámetro del tornillo también debe proporcionar la cantidad de plástico y la densidad de fusión adecuadas.

Desviación de la temperatura: La máquina debe tener un buen sistema de control de temperatura para mantener la misma temperatura en todo el molde.
Manipulación de materiales: La máquina también debe tener un buen sistema de manipulación de materiales que pueda mover los materiales desde la zona de almacenamiento sin ensuciarlos.En general, debe haber espacio para realizar un seguimiento de las cosas importantes del proceso, como la temperatura, la presión y el tiempo que tarda. Los ingenieros mecánicos deben poder ver si algo cambia y solucionarlo enseguida para que el producto final no tenga problemas.

Parámetros del proceso y optimización
Cuando se trata de controlar el proceso de moldeo por inyección, hay que vigilar un montón de cosas diferentes para asegurarse de obtener los mejores resultados. Estas son algunas de las cosas más importantes que hay que tener en cuenta:
Presión y velocidad de inyección: Estos dos factores controlan la rapidez con la que el plástico fundido entra en el molde. La presión debe ser lo suficientemente alta como para llenar el molde por completo, pero no tanto como para provocar rebabas o deformaciones. También hay que asegurarse de que el plástico entra en el molde lo más rápido posible sin estropearse.

Temperatura de inyección: La temperatura de la inyección afecta al flujo y la viscosidad del plástico. El plástico debe calentarse hasta su punto de fusión y mantenerse a una temperatura constante durante todo el proceso de inyección. Los mecánicos pueden utilizar termopares para supervisar y controlar la temperatura en distintos puntos de la cavidad del molde.
Mantenimiento de la presión y tiempo: El mantenimiento de la presión debe ser capaz de evitar que el material vuelva a fluir hacia el dispositivo de inyección. El tiempo de aislamiento debe permitir que el material plástico se enfríe y solidifique completamente. El tiempo dependerá del grosor de la pared y de la complejidad de las piezas.

Tiempo de enfriamiento: La selección del tiempo de enfriamiento debe basarse en las propiedades térmicas del material y el grosor de la pared del componente. Los termopares también pueden ayudar a controlar el tiempo de enfriamiento. Los ingenieros mecánicos pueden ajustar el tiempo cambiando la disposición del canal de refrigeración o aumentando su tamaño.
Lanzamiento: El sistema de expulsión debe garantizar que las piezas y los moldes no resulten dañados mediante una expulsión suave y uniforme. La fuerza de empuje también debe depender de lo grandes y complicadas que sean las piezas.

Control de calidad e inspección
El control de calidad y la inspección son importantes para asegurarse de que las piezas moldeadas son buenas. Hacemos varias cosas, como comprobar si el proceso es bueno, mirar las piezas para ver si tienen buen aspecto y probar las piezas para ver si funcionan bien. Hacemos estas cosas para averiguar qué es lo que hace que las piezas no sean buenas y para ayudar a mejorar el proceso.

Un buen control de calidad es importante para asegurarse de que las piezas moldeadas no tienen defectos ni problemas superficiales y cumplen las tolerancias y los requisitos funcionales adecuados. Debe realizar controles de calidad e inspecciones periódicas para asegurarse de que las piezas cumplen las normas de calidad, seguridad y rendimiento adecuadas.
Problemas comunes de diseño de moldeo por inyección de plástico y soluciones
Los defectos de moldeo por inyección pueden producirse al fabricar piezas, y pueden afectar directamente a la funcionalidad del producto. Estos defectos pueden deberse a muchas causas distintas, como los parámetros de moldeo y el material utilizado.

Pero puede evitar los defectos de diseño ajustando el proceso de moldeo. A veces, puede que tenga que rediseñar el molde u obtener nuevos equipos de producción para solucionar el problema.
Veamos algunos problemas comunes de diseño en el moldeo por inyección y cómo solucionarlos.
Encogimiento y deformación
Las marcas de contracción son un tipo de defecto del moldeo por inyección que aparecen como pequeñas depresiones en la superficie de la pieza moldeada. Suelen deberse a la contracción de las características internas de la pieza moldeada, que hace que el material se hunda desde el exterior hacia el interior.
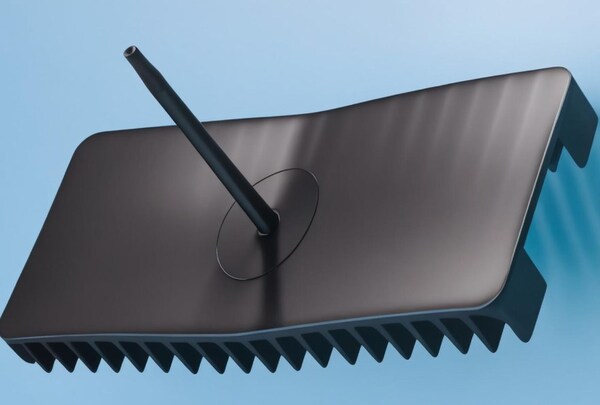
El alabeo es una flexión y torsión no deseadas de las piezas moldeadas por inyección debido a una contracción interna desigual durante el proceso de enfriamiento. Esto crea una presión desigual en las distintas zonas de la pieza moldeada. Esta tensión hace que la pieza se doble y se retuerza al enfriarse. Esto puede verse en piezas que se supone que son planas, pero que tienen huecos cuando se colocan sobre una superficie plana.
Razón
Temperatura de fusión o del molde muy alta; Presión de mantenimiento o de inyección muy baja; Defectos en el diseño de la estructura del molde; Aislamiento o tiempo y presión de enfriamiento insuficientes.

Solución
Asegúrate de que lo enfrías lentamente y durante mucho tiempo para que no se estrese por dentro; Asegúrate de que las paredes tienen todas el mismo grosor para que el plástico pueda fluir a través del molde en una dirección; Sujétalo y enfríalo para que se enfríe el exterior de la pieza; Enfría más el molde o el plástico.
Borde de vuelo y adhesión de componentes
Cuando vea líneas finas de material sobrante en los bordes de su pieza, eso se llama flashing. Esto ocurre cuando parte del material va por donde no debe. Las rebabas son un problema menor, pero si impiden que la pieza funcione correctamente, es un problema grave.

Cuando su pieza se pega al molde y no puede sacarla, eso se llama adherencia de la pieza.
Razón
Mal diseño y control del sistema de escape; Insuficiente fuerza de cierre; Mal diseño del molde y malas condiciones del molde; Demasiada presión de inyección o molde demasiado caliente; Insuficiente agente desmoldeante; Insuficiente tiempo de enfriamiento.

Solución
Asegúrate de que el conducto de escape es correcto; sujeta la placa con fuerza para que no queden huecos; rehaz el molde para que el material fundido fluya sin problemas y haya suficiente aire; coloca el molde con el material adecuado para que se desprenda; consigue que la presión de inyección, la temperatura del molde y el tiempo de enfriamiento sean los adecuados para el material que estás utilizando.
Disparo corto y marcas de quemaduras
Cuando el material fundido no puede llenar todo el molde, se obtiene un tiro corto. Esto significa que la pieza no está completa cuando se enfría y se saca del molde. Las inyecciones cortas son malas porque pueden alterar el aspecto y el funcionamiento de la pieza.

Las marcas de quemaduras son manchas negras de óxido en la superficie o los bordes de la pieza. Normalmente no dañan la pieza, pero pueden ser un gran problema si queman la pieza y hacen que no funcione tan bien.
Razón
No hay suficiente presión; El aire se atasca e impide que el plástico fluya; Se utilizan materiales muy gruesos; Los sistemas de compuertas y canales están mal diseñados; La temperatura es demasiado alta .

Solución
Abra más ventilaciones o añada más ventilaciones para asegurarse de que tiene una mejor ventilación; utilice una temperatura de molde suficiente para evitar que el material se enfríe demasiado rápido y de forma irregular; reduzca la velocidad de inyección para reducir la posibilidad de que quede aire atrapado; aumente la velocidad y la presión de inyección o utilice piezas más finas para que el material fluya mejor.
Orificios y huecos
Las bolsas de aire son uno de los problemas más graves en moldeo por inyección. Parecen aire atrapado o burbujas en las piezas moldeadas. Estas burbujas atrapadas pueden causar problemas estructurales y estéticos. Si el aire inicial del molde se calienta y comprime lo suficiente, explotará y dañará las piezas moldeadas y el molde.

Los vacíos son burbujas en las piezas moldeadas por inyección. Los fabricantes a veces llaman a estos problemas bolsas de aire. Aunque la gente de control de calidad dice que los vacíos son problemas menores, más vacíos pueden debilitar las piezas moldeadas.
Razón
El molde tiene mala ventilación; La cavidad del molde no se llena uniformemente; El aire queda atrapado y se comprime, luego se inflama; La presión de moldeo no es suficiente; El material tiene grandes cambios de densidad, por lo que es fácil que haya huecos .

Solución
Aumentar la temperatura del molde; modificar o ajustar el sistema de canales y la posición de las compuertas; utilizar materiales de menor viscosidad para evitar la formación de burbujas; reducir el tiempo de ciclo para evitar el aplastamiento y la ignición del aire atrapado; aumentar la presión de inyección y eliminar el aire atrapado en la cavidad del molde.
Desajuste y desviación de las líneas de separación
Las líneas de apertura no coincidentes son un problema cuando las dos mitades del molde no están bien alineadas. Pueden aparecer costuras o huecos en la línea de apertura de la pieza moldeada. Cuando las piezas moldeadas se doblan o deforman mientras se enfrían, se habla de deflexión. Ambos problemas pueden hacer que las piezas no cumplan las especificaciones que se supone que deben cumplir, lo que significa que se tiran más piezas y se fabrican menos cosas.

Razón
La fuerza de sujeción no es uniforme; Las piezas del molde cambian de tamaño; La presión y la temperatura de inyección son demasiado altas; El molde se expande cuando está caliente; No hay tiempo suficiente para que el molde se enfríe
Solución
Asegúrese de que el molde está sujeto y alineado correctamente; mantenga el molde a una temperatura constante durante todo el proceso de moldeo; optimice los ajustes de moldeo por inyección para los materiales que está utilizando; el tratamiento térmico después del moldeo puede ayudar a reducir la tensión.

Conclusión
La técnica de moldeo por inyección es una tecnología versátil y eficaz que puede producir piezas de plástico personalizadas de alta calidad para una gran variedad de industrias. Sin embargo, sin seguir una serie de directrices de diseño de moldeo por inyección, el proceso está incompleto. Este artículo le proporcionará una comprensión exhaustiva de lo que necesita y de cómo completar el proceso.
Las reglas de diseño de moldeo por inyección que se exponen en este artículo le ayudarán a optimizar el proceso, garantizar una producción rentable y reducir la duración del ciclo. El costo de los errores de diseño es alto. Póngase en contacto con Zetar Mold ahora para conocer su moldeo por inyección diseño. Siempre estamos dispuestos a ayudarle a conseguir mejores resultados.






