 Ir al contenido
Ir al contenido 

Introducción:Para la creación de prototipos y la producción de bajo volumen (aproximadamente 10-1000 piezas) de objetos pequeños, los moldes de inyección impresos en 3D ofrecen una solución rentable y que ahorra tiempo. También ofrecen métodos de fabricación más flexibles, lo que permite a ingenieros y diseñadores probar diseños de moldes y realizar modificaciones fácilmente. Este artículo profundizará en el proceso de utilización de una impresora 3D para moldear por inyección objetos pequeños.

Entender la impresión 3D
¿Qué es la impresión 3D?
Impresión 3D es una forma de prototipado rápido. Consiste en descomponer un modelo digital tridimensional creado por ordenador en capas de cortes planos. A continuación, estas capas se imprimen con materiales en polvo, líquidos o filamentosos, como plásticos, metales, cerámica o arena. La tecnología funciona apilando estos materiales compuestos capa por capa basándose en patrones de cortes, lo que da como resultado la creación de un objeto completo.
A continuación, el plástico fundido se comprime y avanza bajo la presión del émbolo o tornillo, antes de ser inyectado en un molde cerrado a gran velocidad a través de la boquilla situada en el extremo delantero del barril. Una vez que el plástico se ha enfriado y ha tomado forma durante un periodo de tiempo determinado, se abre el molde para revelar el producto final.
Configurar la impresora 3D
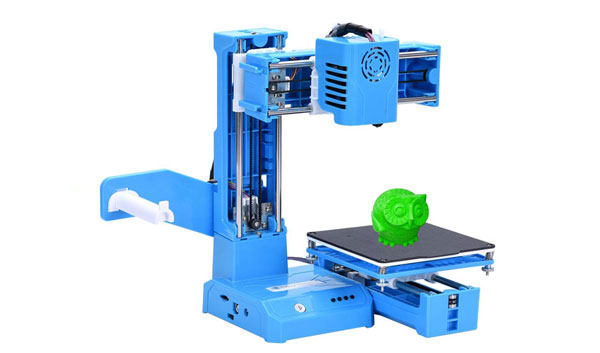
Impresora FDM3D
Las impresoras de modelado por deposición fundida (FDM) representan el tipo de impresoras 3D más prevalente en el mercado actual. Casi el 60% de los fabricantes de impresoras 3D se centran principalmente en ofrecer modelos FDM. Las impresoras FDM permiten la creación rápida de prototipos mediante la deposición de materiales fundidos, siendo los principales materiales el ABS y el PLA. Una de sus principales ventajas es la rentabilidad.

Sin embargo, las impresoras FDM presentan inconvenientes como una menor precisión, velocidades de impresión más lentas y acabados superficiales rugosos en los productos impresos. A pesar de experimentar fluctuaciones en los últimos años, la tecnología de impresión 3D basada en FDM ha superado la fase inicial de crecimiento.
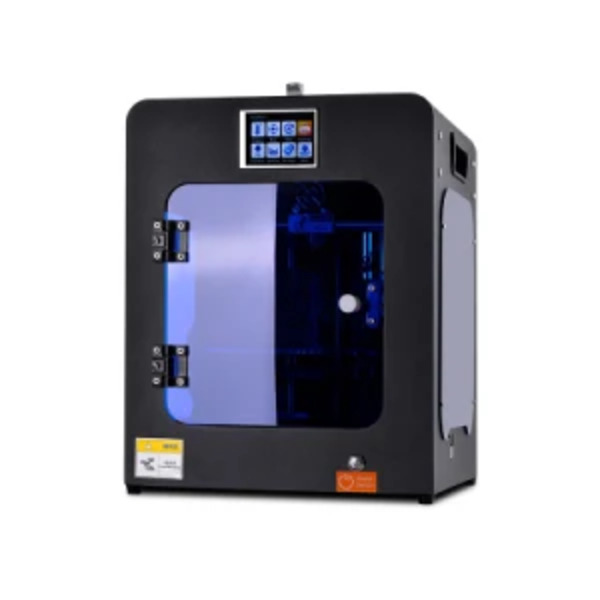
Las impresoras 3D de sobremesa se han alejado del hardware de código abierto y de la rudeza personal, adoptando avances significativos en capacidades comerciales e inteligentes. Además, los equipos de calidad profesional hacen ahora hincapié en el diseño centrado en el ser humano y en la facilidad de uso, alineándose más estrechamente con los escenarios de aplicación práctica.
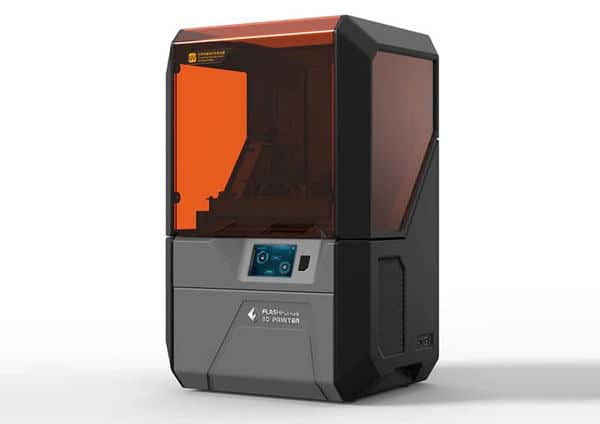
Impresora SLA3D
En comparación con las impresoras FDM, las impresoras 3D SLA ofrecen una precisión de impresión superior, produciendo modelos con contornos más finos. Aun así, los elevados costes de hardware hacen que el precio total de la máquina sea caro. Además, la complejidad del software de corte y los procedimientos operativos resultan complicados para muchos usuarios. Estos factores limitan tanto la oferta como la demanda.

La tendencia actual de desarrollo favorece a las impresoras 3D fotopolimerizables de sobremesa, impulsadas por los equipos de impresión 3D FDM de sobremesa. Sin embargo, problemas como la lentitud de las velocidades de impresión, los volúmenes de impresión limitados y la intrincada manipulación de los materiales de resina fotosensible líquida han provocado un rechazo generalizado de esta tecnología.

Impresora SLS3D
Las impresoras 3D SLS se utilizan principalmente en la producción industrial y militar. El avance de la tecnología de impresión 3D SLS se ve impulsado constantemente por la demanda de diversos materiales para crear piezas funcionales. El principal material utilizado en estas impresoras 3D es el polvo, que se consolida mediante sinterización selectiva por láser.

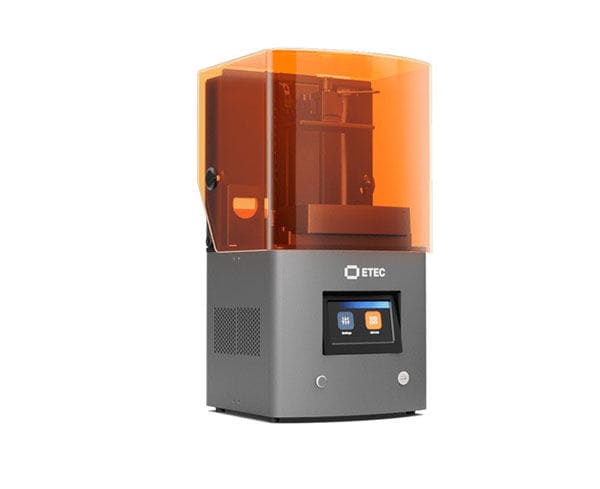
Impresora DLP3D
La tecnología de impresión 3D DLP es más rápida que la SLA comparable porque cada capa se cura en forma de lámina. La tecnología DLP utiliza principalmente la proyección DLP para enfocar toda la superficie del láser en la superficie del Impresión 3D material.
Las impresoras 3D DLP tienen un buen rendimiento en la impresión de alta definición, por lo general con una pequeña pantalla táctil en color, equipado con varios idiomas, interfaz de visualización clara, y el apoyo de cable USB, Wi-Fi, conexión de red por cable, etc. Y fáciles de manejar.
Moldes de diseño para objetos diminutos
¿Qué incluye principalmente el proceso de diseño de moldes?
a. Acepte la carta de asignación.
b. Analizar planos: Analice los requisitos técnicos del producto, las dimensiones clave de control y los requisitos de tolerancia.
c. Confirmar preliminarmente el plan del molde: Confirme la estructura del molde, las especificaciones del molde y el número de cavidades.
d. Realizar un análisis del coste del molde y presentar un presupuesto.

e. Determinar la estructura principal del molde.
f. Cree el diagrama del molde.
g. Revisar, emitir y archivar planos de moldes.
h. Desarrollar procedimientos de procesamiento de moldes.
i. Preparar documentos de proceso (planos de proceso, fichas de proceso) para cada etapa.
j. Revisar, emitir y archivar los documentos del proceso.
Selección de materiales para el moldeo por inyección en impresoras 3D
El material de impresión 3D de resina fotosensible de fotopolimerización rápida para prototipado SLA en color blanco lechoso presenta una textura agradable y una resistencia adecuada, aunque con una tenacidad relativamente baja. Las piezas pequeñas y delgadas pueden ser susceptibles a fracturas frágiles, pero ofrecen una fácil pulibilidad, idoneidad para galvanoplastia y opciones versátiles de pintura y coloración.

La resina fotosensible consta de dos componentes clave: un fotoiniciador y una resina (formada por prepolímero, diluyente y una pequeña cantidad de aditivos). La dosificación del fotoiniciador y el diluyente influye significativamente en la velocidad de curado y la calidad de la resina. Las proporciones óptimas de fotoiniciador y diluyente no sólo aumentan la velocidad de curado, sino que también mejoran la calidad del mismo. Por lo tanto, es primordial seleccionar un fabricante de renombre especializado en materiales de impresión 3D de resina fotosensible maduros y estables.
En lo que respecta al rendimiento de los materiales de impresión 3D de resina fotosensible, existen opciones importadas que presumen de una gran resistencia, transparencia, resistencia a altas temperaturas, así como propiedades impermeables y contra la humedad.

Además, los materiales de impresión 3D de cerámica compuesta como la alúmina (AI2O3), la circonia (ZRO2), la hidroxiapatita (HAP) y el fosfato tricálcico ofrecen un brillo similar al de la porcelana. Estos materiales, compuestos por polvo cerámico de alta resolución y resina fotosensible, ofrecen opciones alternativas a los entusiastas de la impresión 3D.
FDM Modelado por deposición fundida Materiales termoplásticos para impresión 3D
En comparación, las marcas de la capa de impresión superficial son relativamente más perceptibles y ásperas. No obstante, las propiedades de sus materiales, como su buena resistencia, flexibilidad, alta resistencia al impacto, fuerte resistencia a los disolventes y durabilidad estable, lo hacen perfecto para pruebas funcionales precisas, moldes y productos finales. Los materiales de impresión 3D utilizados en esta tecnología comprenden materiales de calidad industrial y consumibles para impresoras 3D de sobremesa.
SLS Sinterización selectiva por láser Polvo Materiales de impresión 3D
Nylon Serie PA Impresión 3D Materiales: resistentes al desgaste, alta resistencia y rigidez, buena resistencia química, excelente comportamiento estable a largo plazo, alta selectividad y resolución de detalles, biocompatibles, conformes con EN ISO 10993-1 y USP, conformes con la Directiva sobre plásticos de la UE, aprobados para su uso en contacto con alimentos. Las aplicaciones típicas de este material son piezas de plástico totalmente funcionales de la máxima calidad. Sin embargo, la superficie es relativamente rugosa.
Yansir ofrece material de fibra de vidrio de nylon PA3200GF para moldes de embutición profunda o cualquier aplicación que exija una rigidez específica, una alta temperatura de deflexión térmica y un bajo desgaste. Además, ofrecemos materiales de nailon rellenos de aluminio que se utilizan habitualmente en piezas de aspecto metálico y con carga térmica. Para el sinterizado láser LS de sobremesa, también ofrecemos como alternativa material en polvo de nailon PA12.
Materiales de impresión 3D de proyección digital de imágenes DLP
Gracias al control independiente de los píxeles, la estratificación por proyección de máscaras da lugar a un método de procesamiento tridimensional de gran calidad y precisión. La precisión de la impresión es excepcional y se obtiene una superficie delicada que no necesita pulido.
Sin embargo, es importante eliminar, reparar y pulir los puntos de apoyo locales según sea necesario. Existen varios materiales físicos disponibles para su selección en diferentes sectores, siendo una aplicación común la impresión 3D en cera roja de muñecos de animación.

En la actualidad existen numerosas impresoras DLP de sobremesa que ofrecen la flexibilidad necesaria para mezclar materiales de impresión 3D en color. Sin embargo, la precisión de impresión de estos dispositivos sigue siendo inferior a la de las impresoras industriales.
Guía paso a paso de la impresión 3D
Los diseñadores utilizan programas informáticos de modelado para crear modelos digitales tridimensionales de los productos, que luego se analizan automáticamente para el proceso de impresión basado en el modelo. Una vez completado el análisis, el usuario sólo tiene que pulsar el botón "imprimir" y la impresora 3D producirá el objeto. Aunque el principio de la impresión 3D es similar al de la impresión tradicional, las materias primas utilizadas son diferentes.
La impresión tradicional utiliza tinta, mientras que la impresión 3D requiere materiales como plásticos, metales, etc., que pueden estar licuados, en polvo o en forma de filamento. En los procesos de impresión 3D también pueden utilizarse materiales como la cerámica o la arena, lo que permite recombinar estos materiales tras la impresión para que posean propiedades físicas y químicas óptimas.
Diseño 3D
El proceso de diseño de impresión en 3D comienza con la utilización de software de modelado por ordenador para crear un modelo, seguido de la división del modelo en secciones segmentadas capa por capa, o rebanadas, que sirven de guía para la impresora durante el proceso de impresión. El software de diseño 3D actúa como principal fuente de datos para la impresión 3D, generando los modelos necesarios para el proceso de impresión.
Entre las opciones de software de diseño 3D domésticas más comunes se encuentran CAD, ZW3D y CAx, entre otras. Aunque existen numerosos programas de software especializados para la impresión 3D, el desarrollo de soluciones más fáciles de usar, sencillas y prácticas adaptadas específicamente a la impresión 3D sigue en curso.
Slicin
La impresión 3D, al igual que la tecnología de moldeo por láser, emplea el procesamiento por capas y el moldeo superpuesto para completar la impresión de sólidos 3D. El proceso de impresión de cada capa se divide en dos pasos. En primer lugar, la impresora lee la información transversal del archivo y aplica una capa de pegamento especial en la zona designada. Las gotas de pegamento son minúsculas y difíciles de extender.
A continuación, se pulveriza una capa uniforme de polvo. Al entrar en contacto con el pegamento, el polvo se solidifica rápidamente y se adhiere, dejando sueltas las zonas no pegadas. Alternando una capa de cola y otra de polvo, se "imprime" la forma del modelo físico. Después de la impresión, el polvo suelto puede retirarse fácilmente barriendo, y el polvo restante es reciclable.
Impresión completa
La resolución de las impresoras 3D suele ser adecuada para la mayoría de las aplicaciones, aunque puede ser menos precisa en superficies curvas, lo que da lugar a bordes dentados en la imagen final. Para obtener resultados de mayor resolución, una estrategia consiste en imprimir primero los objetos ligeramente más grandes utilizando las impresoras 3D existentes. Puliendo suavemente la superficie, es posible obtener un objeto de "alta resolución" con un acabado liso.
Solución de problemas comunes
Hay un hueco en la capa superior
Para conservar los materiales, la mayoría de las impresiones presentan bordes sólidos encerrados en una estructura de rejilla hueca. Por ejemplo, con una proporción de relleno de 30%, sólo 30% de la impresión comprende un material sólido, siendo el resto aire. A pesar de que el interior es hueco, el objetivo es mantener la ilusión de un exterior sólido. De ahí que el software de corte ofrezca un ajuste para determinar el grosor de las capas superior e inferior. Este problema puede deberse a varias causas, con sus correspondientes soluciones:
a. Problema: Espesor inadecuado de la capa superior (número insuficiente de capas).
Solución: Aumentar el grosor de la capa superior (o aumentar el número de capas) en el software de corte.
b. Problema: Ratio de llenado bajo.
Solución: Amplificar la proporción de llenado mediante el software de corte.
c. Problema: Volumen de extrusión insuficiente.
Solución: Aumentar el volumen de extrusión con el software de corte
Separación de capas y problemas de incisión
El principio fundamental de las impresoras 3D FDM es fabricar objetos imprimiendo una capa cada vez y apilándolas secuencialmente para crear el objeto final. La resistencia del objeto producido depende en gran medida de que se garantice una adhesión segura entre cada capa. Una adhesión insuficiente puede provocar la separación de capas e imperfecciones.
Estas son algunas de las posibles causas de este problema, junto con las soluciones sugeridas:
Causa: Altura excesiva de la capa (grosor de la capa)

Solución: Las boquillas que se suelen encontrar en la mayoría de las impresoras 3D tienen diámetros que oscilan entre 0,3mm y 0,5mm. Se recomienda ajustar la altura de la capa a menos de 20% del diámetro de la boquilla. Siguiendo esta pauta, cada nueva capa se aplica sobre la anterior con una ligera presión, lo que facilita una fusión sólida entre las capas.
Causa del problema: La temperatura de impresión es demasiado baja.
Sugerencia de solución: En comparación con una temperatura de impresión más baja, una temperatura de impresión más alta puede garantizar una mejor adhesión de los consumibles. Si está seguro de que no hay problemas con la altura de la capa, considere la posibilidad de ajustar la temperatura de impresión. Le recomiendo que la aumente 10 grados y observe el efecto de impresión hasta que alcance el ajuste de temperatura óptimo.

Problema de mordedura de hilo
La mordedura del filamento se produce cuando la rueda que aprieta el filamento en el extrusor aprieta el filamento pero no consigue hacerlo avanzar. Este problema se manifiesta cuando el filamento está parado y la rueda de apriete sigue girando, lo que provoca la acumulación de restos de plástico cerca del extrusor. A continuación se indican las posibles causas de este problema junto con las soluciones recomendadas:
Causa del problema: La temperatura de impresión es demasiado baja.
Sugerencias de solución: Pruebe a aumentar la temperatura de impresión entre 5 y 10 grados.
Causa del problema: La velocidad de impresión es demasiado rápida.

Solución: Si la situación no mejora después de aumentar la temperatura de impresión, reduzca la velocidad de impresión en 50%.
c.Causa del problema: La boquilla está obstruida. Sugerencias de solución: Si las dos soluciones anteriores no resuelven el problema, es muy probable que la boquilla esté obstruida.
Consejos para que los objetos pequeños moldeados con impresoras 3D sean resistentes
Reducir la refrigeración
La refrigeración desempeña un papel crucial en la Impresión 3D ya que influye directamente en la adherencia de las capas una vez fraguadas. Un enfriamiento rápido puede dificultar la adhesión, ya que las capas sucesivas pueden tener dificultades para adherirse correctamente. Es importante señalar que la eficacia de la refrigeración depende del tipo de material utilizado. Por ejemplo, el PLA ofrece resultados óptimos cuando se combina con un ventilador potente. Por lo tanto, es aconsejable ajustar la velocidad de enfriamiento en función del material específico empleado.

Utilice potentes modos de relleno
Para mejorar aún más sus resultados de impresión en 3D, considere la posibilidad de seleccionar el patrón de relleno adecuado. Los patrones de relleno complementan la densidad de relleno sirviendo como estructura de soporte interna para sus impresiones 3D. Estos patrones no sólo mejoran la rigidez de la pieza, sino que también ayudan a evitar deformaciones de la pared. Para conseguir una impresión 3D resistente, opte por un patrón de relleno denso que oscile entre 30-50%.
Casos prácticos y ejemplos
Los recientes avances en la tecnología de impresión 3D han revolucionado la industria del audio, permitiendo a los fabricantes utilizar la impresión digital para producir dispositivos auriculares personalizados para audiología, protección contra el ruido y productos auditivos de consumo a un coste notablemente bajo. A lo largo de los años, los fabricantes de impresión 3D han dado a conocer materiales biocompatibles que son seguros para el contacto con la piel, lo que facilita a los usuarios la producción interna de modelos y tapones para los oídos.
Los auriculares a medida proporcionan una experiencia auditiva distintiva e individualizada, con diseños que se adaptan perfectamente a las orejas del usuario. Este ajuste a medida garantiza que los auriculares permanezcan firmemente en su sitio, evitando cualquier riesgo de que se salgan. Además, mejora la comodidad y el aislamiento acústico para una experiencia de audio inigualable.
Gracias a la integración de la tecnología de impresión, el escaneado móvil y el aprendizaje automático, es posible abordar eficazmente los obstáculos asociados a la fabricación personalizada. Este avance permite a los clientes producir sin esfuerzo una iteración personalizada de los auriculares, reduciendo significativamente el tiempo de producción de cuatro a dos días. Además, abre la posibilidad de acelerar los servicios de entrega en el mismo día, revolucionando la experiencia del cliente.

A medida que la tecnología de impresión 3D ha ido avanzando rápidamente en los últimos años, han empezado a surgir numerosos casos de uso de gran repercusión, entre los que destacan los órganos impresos en 3D.
La capacidad de fabricar fácilmente órganos nuevos es desde hace tiempo un objetivo codiciado por los científicos especializados en medicina regenerativa. Aunque todavía se encuentra en una fase incipiente, la utilización de flujos de trabajo en 3D para generar organoides aptos para trasplantes ya está dando resultados prometedores.
A la cabeza de esta investigación pionera está el Dr. Sam Pashneh-Tala, de la Universidad de Sheffield. El Dr. Pashneh-Tala emplea en su investigación la tecnología de impresión 3D por estereolitografía a escala de sobremesa (SLA) para fabricar vasos sanguíneos de ingeniería tisular con diversas geometrías.
Este avance podría allanar el camino para el desarrollo de injertos vasculares específicos para cada paciente, la mejora de los procedimientos quirúrgicos y la creación de una plataforma de pruebas única para nuevos dispositivos médicos vasculares con el fin de combatir eficazmente las enfermedades cardiovasculares, que actualmente registran la tasa de mortalidad más alta del mundo.
El panorama de la fabricación se ha visto influido significativamente por los avances en la impresión 3D, superando las posibilidades teóricas. Como Impresión 3D metodologías han progresado rápidamente en los últimos años, penetrando en diversos sectores, las capacidades transformadoras de esta tecnología se han hecho patentes.
Desde el ámbito científico y sanitario hasta el de los productos de consumo, la construcción y la fabricación, cada vez son más las personas que se encuentran con productos finales fabricados mediante impresión 3D. La trayectoria de la impresión 3D indica una ampliación de su impacto, lo que permite una personalización más económica de las piezas, la racionalización de los tiempos de entrega y los costes operativos, y la mejora de las funcionalidades mediante el fomento de una conexión más estrecha entre los consumidores y el proceso de fabricación de productos.

Conclusión
En esencia, las impresoras 3D pueden dar vida a geometrías intrincadas y cavidades internas que serían imposibles de crear con otros métodos, lo que da lugar a formas elaboradas, detalles finos y superficies pulidas.
Además, existe un alto nivel de automatización en el proceso de moldeo con impresión 3D. Esta tecnología ofrece un enfoque versátil y rentable para la producción a pequeña escala. Al aprovechar la precisión y adaptabilidad de la impresión 3D, los fabricantes pueden probar y mejorar rápidamente los diseños de sus moldes y, en última instancia, mejorar la calidad del producto y reducir el tiempo de comercialización.
De cara al futuro, los campos de aplicación de la tecnología de impresión 3D están a punto de expandirse aún más, con una gama más diversa de materiales de impresión y funcionalidades mejoradas en los equipos de impresión. Se espera que este avance tenga un profundo impacto en los métodos de producción tradicionales y en la vida humana, anunciando una nueva era de revolución en la fabricación.






