 Ir al contenido
Ir al contenido 

Introducción: Cuando hablamos de las mejores prácticas para piezas moldeadas por inyección de plástico, hay algunas cosas que simplemente no se pueden evitar. A la cabeza de esa lista suele estar el ángulo de desmoldeo por inyección. Todos los diseños de moldeo por inyección están pensados para la fabricación. Por lo tanto, hay que pensar en cada paso del proceso.
Incluso si su pieza se moldea correctamente en el molde, puede encontrarse con problemas cuando intente sacarla del molde. Esto puede causar defectos en su pieza que usted no desea. Los ángulos de desmoldeo le ayudarán a evitar muchos de estos problemas. En este artículo, vamos a ofrecerle una guía completa para el diseño de ángulos de desmoldeo para el diseño estructural de piezas de plástico.
¿Qué significa ángulo de giro?
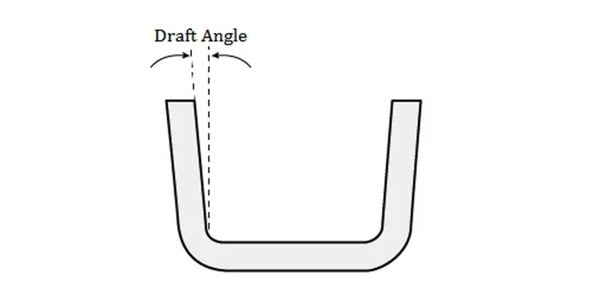
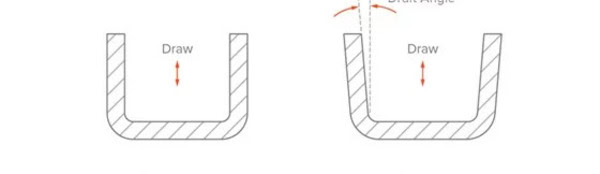
El ángulo de desmoldeo, como su nombre indica, es el ángulo diseñado para el molde. Para ser precisos, es el ángulo de desmoldeo de la superficie del molde paralelo a la dirección de expulsión del molde, también conocido como ángulo de desmoldeo.
¿Quién diseña el ángulo de Draft?
Dado que el ángulo de desmoldeo se refleja en última instancia en el molde, se producirá una disputa entre los diseñadores del ángulo de desmoldeo, es decir, si el ángulo de desmoldeo debe diseñarlo el ingeniero estructural o el ingeniero de moldes. En la actualidad existen dos prácticas dominantes al respecto: el ingeniero estructural debe perfeccionar el ángulo de desmoldeo de todas las superficies durante la fase de diseño de la pieza (excepto en el caso de estructuras individuales que no pueden determinarse y deben ser evaluadas por el ingeniero de moldes).
El ingeniero de estructuras sólo es responsable de diseñar la superficie de apariencia y la superficie clave de ensamblaje, y otras superficies insignificantes se dejan para la fase de diseño del molde para que el ingeniero de moldes las diseñe basándose en la experiencia.

Tipos de ángulos de calado
El ángulo de desmoldeo se divide en ángulo de desmoldeo de la superficie delantera y ángulo de desmoldeo de la superficie trasera. Se distinguen principalmente por la superficie de separación. La superficie de separación divide el núcleo del molde en molde delantero y molde trasero.
El ángulo de desmoldeo que debe diseñarse en la superficie paralela a la dirección de expulsión del molde delantero se denomina ángulo de desmoldeo de la superficie del molde delantero, y viceversa, ángulo de desmoldeo de la superficie del molde trasero. Además, si el molde tiene arrastre lateral del núcleo (bisel superior y deslizador), se denomina ángulo de desmoldeo de la superficie del bisel superior y ángulo de desmoldeo de la superficie del deslizador, y su dirección de desmoldeo se basa en la dirección del movimiento del deslizador.
La dirección de desmoldeo se basa generalmente en la superficie de separación para el desmoldeo, asegurándose de que el extremo más grande después del desmoldeo está cerca de la superficie de separación, de lo contrario no se puede desmoldar sin problemas.
¿Por qué es necesario diseñar un ángulo de giro?
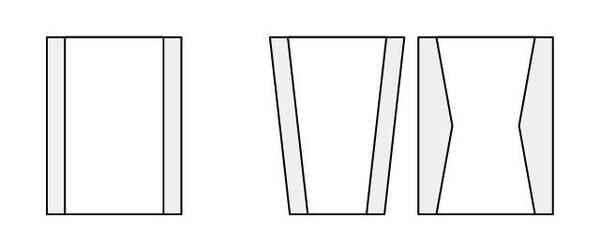
El ángulo de desmoldeo es una característica de diseño. En teoría, si no es necesario para el modelado, la estructura del producto no necesita diseñar un ángulo de desmoldeo. Sin embargo, debido a las limitaciones del proceso de moldeo, como el moldeo por inyección, es necesario extraer el producto de plástico del molde tras el moldeo y el enfriamiento. Si no se diseña el ángulo de desmoldeo, la pieza de plástico será difícil de extraer del molde.
Recuerde que se habrá encontrado en una situación en la que resulta difícil separar los taburetes de plástico apilados. Eso ya es un taburete con una inclinación diseñada, por no hablar de que las piezas de plástico sin ángulo de desmoldeo tienen que sacarse del molde.

¿Por qué es difícil sacar las piezas de plástico del molde sin un ángulo de desmoldeo?
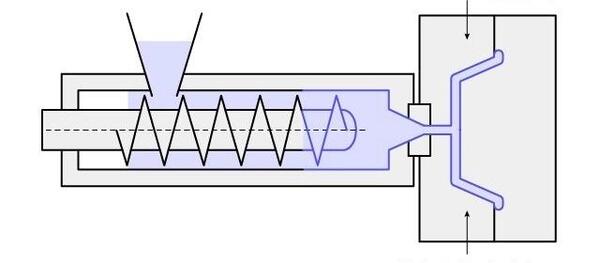
En el moldeo por inyección, la resina fundida fluye hacia el interior del molde cerrado y llena la cavidad formada entre el molde delantero y el molde trasero. Dado que los termoplásticos se contraen al enfriarse, el plástico tiende a encogerse hacia el núcleo del molde. Las piezas de plástico encogidas quedarán fuertemente adsorbidas en el núcleo del molde. Además, algunos plásticos pueden separarse de la pared de la cavidad del molde (nivel microscópico), pero la mayoría de ellos siguen en contacto con la pared de la cavidad.
Cuando se abre el molde, la pieza de plástico experimentará una resistencia a la fricción (fricción estática) en dirección opuesta a la de la pieza de plástico que sale del molde, tanto si la superficie exterior de la pieza de plástico entra en contacto con la pared de la cavidad como si la superficie interior de la pieza de plástico entra en contacto con el núcleo. De la fórmula de fricción: f=μ×Fn, se desprende que la magnitud de la fuerza de fricción está relacionada con la rugosidad (μ) y la tensión de contracción (Fn) de la superficie de contacto; la tensión de contracción (Fn) está relacionada con el ángulo de desmoldeo.

Después de diseñar el ángulo de calado, f=μ×Fn×cosα, la fuerza de fricción f en la dirección de expulsión disminuye a medida que aumenta el ángulo de calado α. En general, el ángulo de calado no es muy grande. Obviamente, el ángulo de calado es limitado para reducir la fricción estática.
La función principal del ángulo de desmoldeo es que una vez que la pieza de plástico se separa del molde, se separará y ya no formará contacto con el molde, y se eliminará la fricción; sin el diseño del ángulo de desmoldeo, la pieza de plástico se convertirá en fricción deslizante después de separarse del molde.

Al mismo tiempo, para la superficie de aspecto muy brillante, la cavidad del molde delantero también puede formar un vacío, y la succión del vacío dificultará que la pieza de plástico se separe completamente del molde delantero. El peor resultado es que el molde delantero se atasca y la estructura del molde trasero de la pieza de plástico se tira y se deforma.
Ventajas del ángulo de inclinación
A veces, el ángulo de desmoldeo puede causar un conflicto de intereses. Para los fabricantes de moldes de inyección, se centran en el moldeo y quieren un ángulo de desmoldeo mayor; para los fabricantes de procesamiento de moldes, les resulta difícil mecanizar ángulos en todas las superficies de la cavidad y el núcleo.
Originalmente, las características simples sólo necesitan un equipo de procesamiento simple y menores costes de procesamiento, pero después del desmoldeo, se necesita CNC o incluso EDM; para los diseñadores de productos, el ángulo de desmoldeo puede complicar el diseño de la pieza, y la forma de la apariencia también cambiará debido al ángulo de desmoldeo.
Pero sea cual sea su bando, es importante asegurarse de que sus piezas moldeadas cumplen las normas de calidad que usted necesita. Eso es fundamental. Si no tiene un ángulo de desmoldeo, aumentarán las posibilidades de tener problemas con el moldeo por inyección. Eso podría aumentar innecesariamente sus costes de producción y su plazo de entrega. Además de la comodidad de sacar las piezas del molde, aquí tiene otras ventajas de tener un ángulo de desmoldeo.
Evitar daños en la superficie de la pieza por fricción durante la expulsión; Garantizar la uniformidad e integridad de otras texturas y acabados superficiales; Minimizar la deformación de la pieza por una expulsión no suave; Reducir el desgaste de las piezas moldeadas y la posibilidad de dañar el molde; Acortar el tiempo total de enfriamiento eliminando o reduciendo la necesidad de complejos ajustes de expulsión; Reducir directa e indirectamente los costes totales de producción.
Principios de diseño del ángulo de inclinación
Garantizar los requisitos de expulsión
Una vez abierto el molde, la pieza de plástico tiene que permanecer en el lado del molde trasero para ayudar a expulsar la pieza de plástico del molde. Esto debe hacerse en dos pasos: En primer lugar, la superficie exterior de la pieza de plástico se separa de la pared de la cavidad delantera del molde. En este paso, el molde generalmente no tiene ninguna cosa extra para ayudar a separarlo, por lo que la fricción entre la superficie exterior de la pieza de plástico y la pared de la cavidad es tan pequeña como sea posible.
A continuación, la superficie interior de la pieza de plástico se separa de la pared central del molde trasero. En este paso, el molde generalmente tiene algo extra para ayudar a separarla, como un pasador eyector, un eyector inclinado o una placa de empuje. La fricción entre la superficie interior de la pieza de plástico y el núcleo debe ser mayor que la fricción entre la superficie exterior de la pieza de plástico y la pared de la cavidad hasta cierto punto, de modo que la pieza de plástico permanezca en el lado del molde trasero cuando se abra el molde.

Como se desprende de lo anterior, dado que el plástico tiene tendencia a encogerse hacia el núcleo del molde (es decir, la tensión de contracción es grande), cuando la rugosidad y el ángulo de desmoldeo son constantes, la fricción entre la superficie interior de la pieza de plástico y el núcleo será mayor que la fricción entre la superficie exterior de la pieza de plástico y la pared de la cavidad.
Al mismo tiempo, el mecanismo de expulsión del molde suele estar en el lado del molde trasero. Por lo tanto, en general, el núcleo se diseña en el molde trasero y la cavidad se diseña en el molde delantero, es decir, el lado complejo de la pieza de plástico se diseña en el molde trasero, y el lado relativamente sencillo (superficie de apariencia) se diseña en el molde delantero.
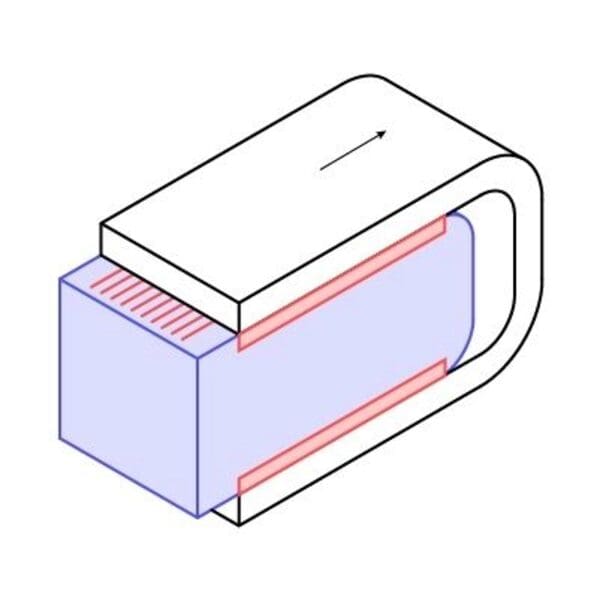
Pero hay excepciones. Por ejemplo, a veces el interior de una pieza es el exterior, y no puedes tener marcas de expulsión. En ese caso, se coloca el núcleo en el molde delantero y la cavidad en el molde trasero. Para evitar que el molde delantero se pegue, necesitas un ayudante de expulsión en el molde delantero, como éste.

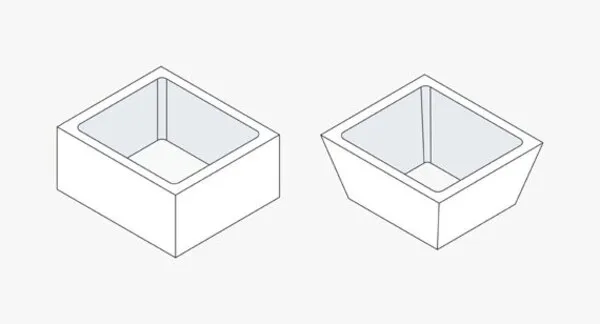
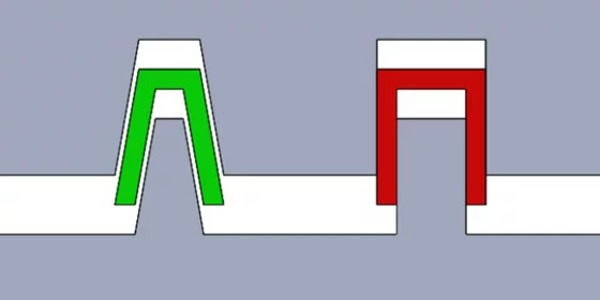
Algunas piezas tienen el mismo aspecto de arriba abajo y no presentan una superficie de aspecto evidente, como la pieza de la figura siguiente. Es imposible determinar rápidamente los moldes delantero y trasero de las piezas. Para tales piezas, si no hay ningún requisito, los moldes delantero y trasero pueden colocarse en cualquier lugar. Para evitar que el molde delantero se pegue.

Al diseñar el molde, siempre que el ángulo de desmoldeo del molde trasero sea lo más pequeño posible y el ángulo de desmoldeo del molde delantero sea lo más grande posible (dentro del margen de tolerancia del tamaño del producto), la pieza puede permanecer en el molde móvil después de abrir el molde, de modo que se puede evitar el mecanismo auxiliar de expulsión en el molde delantero.
Para la estructura de abajo con espacio de ajuste, la posición del pegamento del núcleo se cambia de la mitad de los moldes delantero y trasero originales a 1/3 del molde delantero y 2/3 del molde trasero, lo que puede reducir el riesgo de que se pegue al molde delantero.

Diseño del ángulo de inclinación
No existe una norma unificada para el rango de ángulo de desmoldeo, y el cálculo teórico es muy difícil, porque el modelo matemático de fricción es difícil de establecer, y los diferentes parámetros de moldeo por inyección también afectarán al resultado final. Se pueden obtener algunos valores de referencia mediante el cálculo por simulación, pero requiere mucho tiempo y trabajo.
Generalmente, las fábricas de moldes no tienen la fuerza ni el tiempo para hacerlo. Se basa más en la experiencia. Como ingeniero de estructuras, debe comprender estos conocimientos para poder tener en cuenta el ángulo de desmoldeo para determinadas estructuras clave en la fase de diseño estructural, reducir el número de modificaciones posteriores de retroalimentación por parte de los ingenieros de moldes y evitar problemas innecesarios.
Determinantes del ángulo de inclinación
Características del material de moldeo
Los plásticos duros tienen un ángulo de inclinación mayor que los blandos, y estos últimos pueden tener incluso socavaduras.
Índice de contracción
Dado que el plástico con un mayor índice de contracción tiene una mayor fuerza de sujeción sobre el núcleo, el plástico con un mayor índice de contracción debería tener un ángulo de calado mayor que el plástico con un índice de contracción menor.
Coeficiente de fricción
Para algunos materiales con un coeficiente de fricción bajo, como el PA y el POM, el ángulo de calado puede ser menor que el de otros plásticos ordinarios. Cuanto mayor sea el coeficiente de fricción de la superficie del producto, mayor será el ángulo de desmoldeo. Por ejemplo, la superficie con textura de sol requiere un ángulo de calado grande.
Espesor de pared
Cuando aumenta el grosor de la pared, la fuerza del plástico que envuelve el núcleo es mayor, y el ángulo de calado también debe ser mayor.
Forma geométrica
Para piezas de plástico con formas más complejas o más orificios de moldeo, se requiere un ángulo de desmoldeo mayor; de lo contrario, es necesario disponer más eyectores, y la disposición de los eyectores debe ser simétrica y uniforme para evitar que una fuerza de eyección desigual provoque el alabeo y la deformación de la pieza.
Piezas transparentes
El ángulo de desmoldeo de las piezas con requisitos ópticos debe ser grande.
Rango específico de ángulo de calado
La relación geométrica entre el ángulo de calado y la altura de la superficie de calado es la siguiente: tanθ=X/H;
donde θ es el ángulo de calado, H es la altura de la superficie de calado y X es el espesor de pared reducido (o desviación de inclinación).
En teoría, cuanto mayor sea el ángulo de desmoldeo, más fácil será desmoldar, especialmente en el caso de superficies de desmoldeo con mayor altura (profundidad) y mayor área. Esto se debe a que la fuerza de sujeción de esta cara sobre el núcleo o la cavidad es mayor, y debe diseñarse una mayor inclinación para facilitar el desmoldeo cuando la fuerza de expulsión de la máquina de moldeo por inyección permanece invariable.

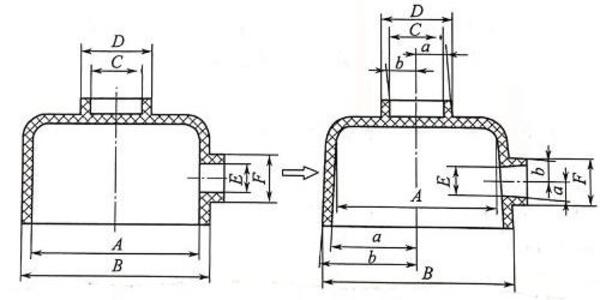
Pero, según la relación geométrica anterior, cuando H es constante, cuanto mayor es θ, mayor es X.
Para la superficie de apariencia, cuanto mayor sea X, más cambiará la superficie de apariencia, hasta el punto de desviarse de la intención de ID, y la desviación del tamaño de apariencia será grande. Por lo tanto, si la ID lo permite, cuanto mayor sea el calado de la superficie de apariencia, mejor. Si la identificación no lo permite,
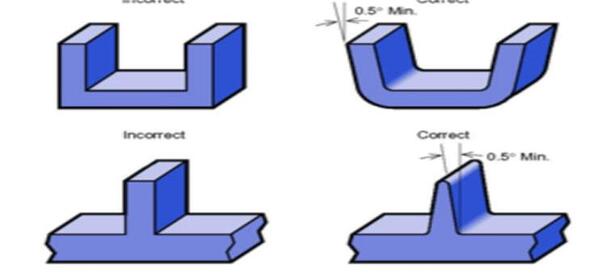
Para la superficie de alto brillo, el ángulo de calado ≥1°, para evitar el riesgo de arañazos, trate de tomar el mayor valor posible;

Para una superficie texturizada, el ángulo de desmoldeo debe ser de al menos 3° (dependiendo del tipo y la profundidad de la textura, normalmente se necesita de 1 a 1,5° de desmoldeo por cada 0,001 mm de profundidad, pero debe utilizar los datos de ángulo de desmoldeo proporcionados por la empresa de texturas como guía).
Cuando se trata de la superficie del hueso, cuanto mayor sea la X, menor será la anchura superior C del hueso, y más difícil será realizar el moldeo por inyección. Por tanto, el hueso debe diseñarse lo más corto posible, y el ángulo de desmoldeo puede ser mayor. Si no puede evitarlo, al menos asegúrese de que el valor de X es generalmente ≥0,2, y la anchura superior C no es inferior a 0,6;

Cuando se trata de la columna de tornillo, el agujero interior de la columna de tornillo es un tipo de característica estructural con requisitos de precisión dimensional. Para este tipo de característica estructural, con el fin de garantizar el rango de tolerancia, el ángulo de desmoldeo será muy pequeño o incluso sin ángulo de desmoldeo. En este caso, la estructura del molde requiere una rugosidad muy pequeña o incluso pulido, y el pasador de expulsión debe diseñarse razonablemente cerca.
Si tiene un eyector de manguito, no es necesario que dibuje el orificio del tornillo. Si dispone de un eyector normal, deberá realizar el orificio para el tornillo. La altura del orificio del tornillo no debe ser demasiado alta, y el ángulo debe estar entre 0,5° y 1,0°. El ángulo de inclinación debe ser la mitad de la profundidad L de acoplamiento del tornillo, ya que esto le proporcionará un buen acoplamiento del tornillo. No haga la parte superior del agujero más grande y la parte inferior más pequeña, porque entonces el tornillo estará flojo en la parte superior y apretado en la parte inferior, y tendrá una gran tensión.

Para otras superficies interiores, el ángulo de calado es de 1° como valor medio. El valor específico debe determinarse en función de la altura y la rugosidad de la superficie de desmoldeo. Al mismo tiempo, preste atención al cambio en el espesor de la cola después del calado para evitar defectos de moldeo.
Conclusión
No voy a hablar de ángulos de tiro porque queden bien. Voy a hablar de los ángulos de inclinación porque son importantes. Son importantes porque facilitan la fabricación y mejoran las piezas. Si no pones ángulos de inclinación en tus piezas, vas a tener un montón de piezas que serán rechazadas.
También puede causar daños en el molde. Lo mejor es conocer siempre las mejores prácticas del moldeo por inyección. Una de ellas es incorporar ángulos de desmoldeo en el moldeo por inyección.
En la industria del moldeo por inyección, somos expertos en moldeo por inyección y estamos dispuestos a compartir nuestra experiencia con usted. Nuestros ingenieros tienen un profundo conocimiento de las mejores prácticas de moldeo por inyección y las incorporan a nuestros servicios. Nuestros ingenieros pueden evaluar completamente su diseño y ofrecerle recomendaciones. Proporcionamos DfM para garantizar que obtiene los mejores resultados del diseño de su pieza.
Ofrecemos una amplia gama de servicios de fabricación, incluido el moldeo por inyección. Si no está seguro de si su ángulo de desmoldeo es suficiente para sus necesidades, podemos mantener una conversación sobre el diseño. También ofrecemos una inspección general de piezas para asegurarnos de que sus piezas están listas para el moldeo. Todos estos servicios se ofrecen a un precio competitivo.







