 Ir al contenido
Ir al contenido 

El moldeo por inyección es un proceso de fabricación habitual en el que el material plástico se inyecta en moldes y luego se deforma mediante calentamiento y enfriamiento para obtener la forma final. Sin embargo, durante el proceso de moldeo por inyección puede producirse alabeo, lo que afecta a la calidad del producto y a la eficiencia de la producción.
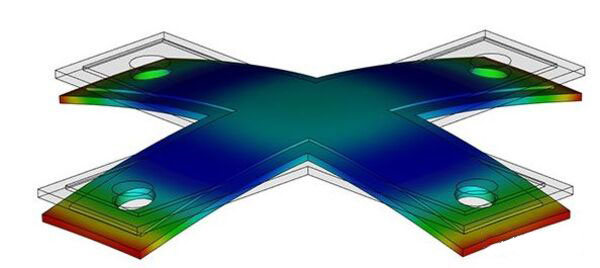
La deformación por alabeo se produce cuando la forma del producto moldeado por inyección difiere de la forma de la cavidad del molde. Es uno de los defectos más comunes en los productos de plástico. Hay muchas razones para la deformación por alabeo, y el simple uso de los parámetros del proceso para resolverlo no suele ser suficiente. Este artículo hablará sobre las causas del alabeo en moldeo por inyección y cómo resolverlos.

I. Causas del alabeo en productos moldeados por inyección
1. Factores de la máquina de moldeo por inyección
1.1 Temperatura del barril
Cuando la temperatura del barril es demasiado baja, la temperatura de la masa fundida es baja, y cuando se forma a altas velocidades, se produce una importante tensión residual de cizallamiento sin tiempo suficiente para liberarla, lo que provoca alabeo.
El aumento de la temperatura reduce el alabeo. El ajuste de la temperatura puede referirse a las recomendaciones del fabricante del material. La temperatura del cañón se divide en zonas trasera, media, delantera y boquilla. El ajuste de temperatura de atrás hacia delante debe aumentar gradualmente, con un incremento de 6°C por zona. Si es necesario, a veces la temperatura de la zona de la boquilla o de la zona delantera puede ser la misma que la de la zona central.

1.2 Temperatura de la boquilla
El plástico absorbe el calor liberado por el calentamiento y el calor de fricción generado por el movimiento relativo de las moléculas de plástico debido a la rotación del tornillo en el barril. La última zona de calentamiento en el barril es la boquilla, y la masa fundida debe alcanzar la temperatura ideal aquí, pero debe calentarse moderadamente para mantener el estado óptimo. Si el ajuste de temperatura de la boquilla no es lo suficientemente alto, el contacto entre la boquilla y el molde absorbe demasiado calor, lo que hace que la temperatura de la masa fundida descienda y se produzcan alabeos. Por lo general, la temperatura de la zona de la boquilla debe ser 6°C superior a la temperatura de la zona frontal.
1.3 Temperatura de fusión demasiado baja y/o presión de inyección demasiado alta
La temperatura de fusión y la presión de inyección son dos factores importantes que afectan al alabeo durante el moldeo de plásticos. Si la temperatura de fusión es demasiado baja y/o la presión de inyección demasiado alta, se producirá una gran tensión residual, que provocará el alabeo. Para reducir el alabeo, debe ajustar la temperatura de fusión lo más alta posible dentro de su rango y la presión de inyección lo más baja posible.

1.4 Presión o tiempo de embalaje inadecuados
Si se empaqueta con demasiada fuerza, se producirá una tensión de cizallamiento adicional por el flujo adicional y una tensión de presión adicional del plástico, lo que deformará la pieza.
Si el empaquetado es demasiado blando, se producirá un reflujo en la compuerta, lo que provocará tensiones de cizallamiento debidas al flujo y grandes diferencias en las tensiones de tracción y compresión debidas a la gran diferencia en la tasa de contracción entre el centro de la pieza (baja presión) y el exterior de la pieza (alta presión). Después de que el tornillo toque fondo, debe mantenerlo allí durante al menos 2 segundos para mantener el paquete.
Si el tiempo de empaquetado es demasiado corto, se produce reflujo cerca de la compuerta cuando el tornillo retrocede, lo que provoca una tensión residual significativa y alabeo. La presión de empaquetado debe ser moderada y el tiempo de empaquetado debe prolongarse hasta que la compuerta se solidifique.
1,5 Tiempo de permanencia inadecuado
Si el tiempo de permanencia es demasiado corto, la temperatura de fusión es baja y, aunque la cavidad del molde apenas esté llena, el plástico no puede compactarse durante el envasado. Hay demasiado espacio para la rotación durante el enfriamiento, lo que provoca alabeos.
La relación entre el peso de la bala y el material del cañón debe estar entre 1/1,5 y 1/4.
1.6 Presión de inyección demasiado alta
Cuando se inyecta con demasiada fuerza, las moléculas se mezclan. No se alinean bien ni de la misma manera en todas las partes del plástico. Esto hace que el plástico se estrese y se deforme.
1.7 Temperatura de fusión demasiado alta
Si la temperatura de fusión es demasiado alta, la temperatura descenderá considerablemente durante el moldeo y la solidificación, lo que provocará que se acumule mucha tensión interna durante el enfriamiento rápido, lo que hará que el producto se deforme.

1.8 Ángulo de eyección insuficiente
Si el molde no tiene suficiente ángulo de expulsión, necesitará mucha fuerza para sacar la pieza. Esto puede causar demasiada tensión dentro de la pieza y hacer que se deforme.
1.9 Tiempo de ciclo inadecuado
Si el tiempo de enfriamiento es demasiado corto, el plástico aún está blando y puede deformarse si lo expulsa y deja que se encoja sin restricciones. Prolongue el tiempo de enfriamiento hasta que el plástico sea lo suficientemente resistente.
1.10 Embalaje insuficiente
Si no empaqueta lo suficiente, no tendrá suficiente plástico en la cavidad del molde. Si el plástico se enfría con demasiado espacio para moverse, se deformará. Después de que el tornillo se empuja a la parte inferior, debe permanecer allí durante al menos 2 segundos para asegurarse de que usted lo embala, y usted debe embalar por lo menos 3mm.
1.11 Distribución desigual de las clavijas del núcleo
Si no tiene suficientes pasadores de núcleo, el producto se alabeará porque la tensión no se distribuye uniformemente cuando lo expulsa.

2. Factores de moho
2.1 Gran diferencia de temperatura entre la cavidad y el núcleo
Cuando la cavidad y el núcleo tienen una gran diferencia de temperatura, el esfuerzo cortante residual es asimétrico durante el enfriamiento, lo que provoca un gran momento de flexión y alabeo.
Si se cambia el diseño de refrigeración para reducir la diferencia de temperatura entre la cavidad y el núcleo, se puede reducir el alabeo.
2.2 Baja temperatura del molde
Si la temperatura del molde es demasiado baja, la tensión de cizallamiento residual será grande y no habrá tiempo suficiente para liberarla, lo que provocará alabeo. Aumentar la temperatura del molde puede reducir el alabeo.
La temperatura inicial del molde puede ajustarse según las recomendaciones del fabricante del material. Cada vez que se ajuste la temperatura del molde, debe aumentarse en 6°C, y deben realizarse 10 disparos. Una vez estabilizadas las condiciones de moldeo, puede realizarse el ajuste en función de los resultados.

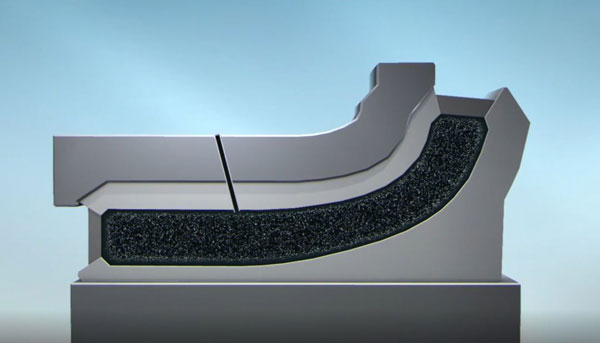
2.3 Gran diferencia en el grosor de la cavidad
Se trata del diseño del producto, en el que las zonas finas se enfrían primero, seguidas de las gruesas. Una gran diferencia de grosor significa una gran diferencia en la tasa de contracción volumétrica y la tensión residual. Cuando la tensión residual es mayor que la resistencia de la pieza, ésta se deforma. Cuando el producto se somete a altas temperaturas o a otros ambientes adversos, la tensión residual puede liberarse y deformarse. La solución básica es diseñar el producto para que tenga el mismo grosor, con la menor diferencia en la tasa de contracción de volumen durante el enfriamiento, para que haya la menor tensión residual y alabeo.
2.4 Diseño irrazonable de las puertas
La calidad de moldeo de las piezas se ve muy afectada por la posición y el tipo de compuerta para piezas de diferentes formas y tamaños. Por ejemplo, si se utiliza una compuerta lateral o una compuerta de pasador para piezas anulares, el flujo de la masa fundida no será uniforme y se producirán deformaciones.

2.5 Resistencia insuficiente del molde
Si el molde no es lo suficientemente resistente, se deformará bajo la alta presión del plástico durante el moldeo y obtendrá piezas alabeadas.
2.6 Número o posición inadecuados de las puertas
Si se colocan las compuertas en el lugar equivocado o no hay suficientes, el plástico tiene que fluir demasiado y es difícil empujarlo. Las moléculas de plástico se estiran y se comprimen, lo que provoca tensiones en la pieza. Esa tensión no desaparece cuando el plástico se enfría, por lo que la pieza se deforma. Si la presión es alta cerca de la entrada, el plástico no se encoge mucho. Si la presión es baja al final del llenado, el plástico se encoge mucho. Si hay una gran diferencia de contracción entre la parte delantera y la trasera de la pieza, ésta se deforma. Debe utilizar la relación longitud/espesor de flujo adecuada para el material que está utilizando.
La determinación de la posición de la puerta debe seguir el principio de llenado equilibrado. Es decir, el tiempo de llegada de cada frente de onda de fusión al final de la cavidad y la formación de la línea de fusión deben ser básicamente coherentes. El llenado debe comenzar grueso y terminar delgado, y el llenado debe detenerse al encontrar resistencia inmediata para evitar la formación de chorro. Esto puede reducir la tensión residual y el alabeo.

2.7 Compuertas, correderas y/o bebederos demasiado pequeños y/o demasiado largos
Si sus compuertas, canales o bebederos son demasiado pequeños o demasiado largos, aumentará la resistencia al flujo, lo que significa que tendrá que aumentar la presión de inyección. Esto estira y aprieta las moléculas de plástico y añade tensión mecánica, lo que provoca una importante tensión residual y alabeo.
2.8 Expulsión irregular
Si no expulsa las piezas calientes de manera uniforme, se deformarán. Por lo tanto, compruebe su sistema de expulsión y realice los ajustes necesarios. Mantenga todas las piezas móviles bien lubricadas. Utilice pasadores guía en los moldes grandes para evitar que se hundan en el centro por su propio peso.
2.9 Refrigeración desigual
Si el molde no se enfría bien, las piezas de plástico tampoco se enfriarán bien. Esto significa que se deformarán. Por ejemplo, si el núcleo está más caliente que la pared del molde, la pieza se doblará hacia el núcleo después de sacarla del molde.
3. Factores de las materias primas
La fluidez es un problema. Para el moldeo de paredes finas, es natural elegir un plástico que fluya fácilmente. Sin embargo, los plásticos que fluyen con facilidad no suelen ser lo suficientemente resistentes, e incluso si no hay mucha tensión residual, es posible que se deformen. Lo mejor es elegir un plástico que fluya con facilidad pero que no lo haga en exceso.
4. Factores del operador
Malos hábitos. Los operarios que colocan las piezas expulsadas en el lugar equivocado pueden deformarlas. Hay que enseñar constantemente a los operarios lo importante que es tener buenos hábitos de conformado y lo malo que es tener ciclos de conformado incoherentes.
Los operarios deben hacer descansos razonables entre turnos para no cansarse y cometer errores.
El uso de robots y otros sistemas de automatización es una forma de mantener la coherencia de los ciclos de conformado.

5. Otros
5.1 Impacto de la fase de plastificación en la deformación por alabeo de los productos
La etapa de plastificación es cuando los gránulos en estado vítreo pasan a un estado viscoso y fluido, que es lo que se necesita para llenar el molde. Cuando esto ocurre, el plástico puede estresarse porque la temperatura es diferente en el centro del plástico que en el exterior. Además, la presión y la rapidez con la que se introduce el plástico en el molde pueden hacer que las moléculas se alineen de forma que el plástico se deforme.
5.2 Impacto de las fases de llenado y enfriamiento en la deformación por alabeo de los productos
Cuando se fabrican piezas de plástico con moldeo por inyecciónHay que llenar el molde con plástico fundido. A continuación, el plástico se enfría y se solidifica dentro del molde. Esta es una parte muy importante del moldeo por inyección. La temperatura, la presión y la rapidez con la que fluye el plástico afectan a la calidad de las piezas y a la rapidez con la que se pueden fabricar. Cuando la presión es alta y el plástico fluye rápidamente, el plástico se estira en la dirección en la que fluye. También se estira en la dirección contraria a la del flujo. Esto se llama "efecto congelado". El "efecto congelado" hace que las piezas de plástico tengan tensiones en su interior. La temperatura también hace que las piezas de plástico se doblen.

(1) La diferencia de temperatura entre la parte superior e inferior de la pieza puede provocar tensiones térmicas y deformaciones.
(2) Las diferencias de temperatura entre las distintas zonas de la pieza provocarán una contracción desigual entre dichas zonas.
(3) Las diferentes condiciones de temperatura afectan al índice de contracción de las piezas de plástico.
5.3 Impacto de la fase de desmoldeo en la deformación por alabeo de los productos
Cuando las piezas de plástico se desmoldan y se enfrían a temperatura ambiente, la mayoría se encuentran en estado vítreo. Si la fuerza de desmoldeo es desigual, el movimiento del mecanismo de expulsión es inestable o la superficie de desmoldeo es inadecuada, es fácil que se produzcan deformaciones en el producto. Además, la tensión congelada en la pieza durante la fase de llenado y enfriamiento se liberará en forma de deformación debido a la pérdida de restricciones externas, lo que provocará la deformación por alabeo.
5.4 Impacto de la contracción de los productos moldeados por inyección en la deformación por alabeo
La razón principal por la que los productos moldeados por inyección se deforman es que las piezas se encogen de forma desigual. Si no se tiene en cuenta la contracción que se produce cuando el molde se está llenando, la forma de las piezas será muy distinta de la deseada, y podrían estar tan alabeadas que no se podrían utilizar. Además de la deformación que se produce cuando el molde se está llenando, las diferencias de temperatura entre la parte superior y la inferior del molde también harán que la parte superior y la inferior de las piezas se encojan de forma diferente, lo que hará que se deformen.
Cuando analizamos el alabeo, no nos importa la contracción en sí, sino la diferencia de contracción. Durante el proceso de moldeo por inyecciónLa disposición de las moléculas de polímero a lo largo de la dirección de flujo da lugar a una mayor tasa de contracción en la dirección de flujo que en la dirección perpendicular, lo que provoca la deformación por alabeo de las piezas moldeadas por inyección. La contracción uniforme sólo provoca cambios en el volumen de las piezas de plástico, mientras que la contracción no uniforme provoca la deformación por alabeo. Los plásticos cristalinos tienen una diferencia mucho mayor en la tasa de contracción entre la dirección de flujo y la dirección perpendicular en comparación con los plásticos no cristalinos, y sus mayores tasas de contracción, combinadas con su contracción anisotrópica, dan como resultado una tendencia mucho mayor a la deformación por alabeo en las piezas de plástico cristalino.
5.5 Impacto de la tensión térmica residual en la deformación por alabeo de los productos
Cuando se hacen cosas con moldeo por inyección, el calor puede estropear las cosas. Puede hacer que las piezas se deformen y tengan mal aspecto.
II. Soluciones al alabeo de los productos moldeados por inyección
Para solucionar los problemas anteriores, puede probar estos métodos para resolver el problema de deformación por alabeo de los productos moldeados por inyección:
1. Ajustar la temperatura de inyección
Cambiar la temperatura de inyección es una buena forma de resolver el problema del alabeo de los productos moldeados por inyección. Al cambiar la temperatura de inyección, el calor puede distribuirse uniformemente a todas las piezas, lo que puede reducir el alabeo de los productos moldeados por inyección.
2. Diseño racional de la estructura del molde de inyección
Cuando diseñamos productos moldeados por inyección, debemos prestar atención al diseño de las estructuras, como el grosor de las paredes y la superficie. Una buena estructura para un producto moldeado por inyección puede reducir la deformación por alabeo del producto moldeado por inyección.

3. Optimizar el molde
El molde es uno de los factores clave que determinan la precisión y la deformación por alabeo de los productos moldeados por inyección. Por lo tanto, es necesario optimizar el molde. Hay que elegir los materiales y procesos de fabricación adecuados para garantizar la precisión del molde. Además, se debe prestar atención al mantenimiento y conservación del molde durante su uso.
4. Utilizar equipos de moldeo por inyección
El uso de equipos de moldeo por inyección eficientes puede resolver eficazmente el problema de la deformación por alabeo de los productos moldeados por inyección. Un equipo de moldeo por inyección eficiente puede mejorar la uniformidad de la temperatura de inyección y reducir la aparición de deformaciones durante la inyección.

Ⅲ. Conclusión
Hay muchos factores que afectan a la deformación por alabeo de los productos moldeados por inyección, entre ellos la estructura del molde, las propiedades térmicas y físicas de los materiales plásticos y las condiciones y parámetros de la proceso de moldeo por inyección. Por lo tanto, la investigación sobre el mecanismo de deformación por alabeo de los productos moldeados por inyección debe tener en cuenta de forma exhaustiva diversos factores, como todo el proceso de conformado y las propiedades del material.







