 Ir al contenido
Ir al contenido 

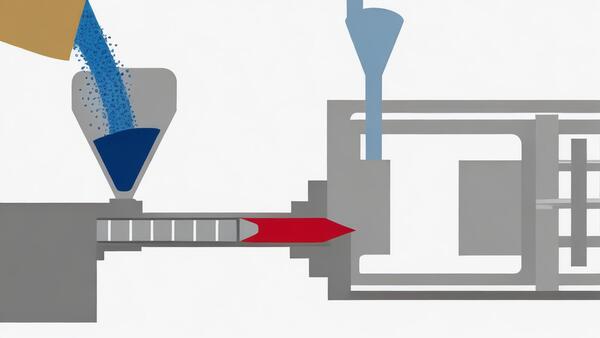
Introducción: La contrapresión, también conocida como presión de plastificación, es una fuerza utilizada para mantener la presión de inyección continua durante el proceso de moldeo por inyección. Se produce principalmente cuando el material fundido entra continuamente en el barril.
La presión en moldeo por inyección generada empuja la velocidad del tornillo hacia atrás. La contrapresión es la fuerza de reacción al retroceso del husillo. Puede ralentizar la velocidad de retroceso del tornillo para garantizar que el material fundido se inyecte uniformemente en el barril y lo llene por completo.
El ajuste adecuado y el uso de la contrapresión puede hacer que la temperatura de fusión uniforme, compactar el material fundido, y producir mejores productos de plástico. Entonces, ¿cómo ajustar la máquina de moldeo por inyección de contrapresión, qué tipo de contrapresión es apropiado, Zeatr Moldeo por inyección le responderá uno por uno.
¿Cómo se forma la contrapresión?
Cuando el plástico fundido y plastificado, el material fundido sigue moviéndose hacia el extremo delantero del barril (dentro de la cámara de medición), y poco a poco forma una presión para empujar el tornillo hacia atrás.

Para evitar que el tornillo retroceda demasiado rápido y garantizar que el material fundido se compacte uniformemente, es necesaria una presión inversa al tornillo.Esta presión inversa que impide que el tornillo retroceda se denomina contrapresión.
La contrapresión también se denomina presión de plastificación. Se controla ajustando la válvula de mariposa de aceite de retorno del cilindro de inyección.

La válvula de contrapresión está instalada en la parte trasera del cilindro de inyección de la máquina de moldeo por inyección de tornillo de pre-plastificación para ajustar la velocidad de la descarga de aceite del cilindro de inyección cuando la rotación del tornillo hacia atrás.de modo que la presión de retención del cilindro; la velocidad de retroceso del tornillo (resistencia) del motor completo es controlada por la servoválvula de CA.
¿Dónde está la posición de ajuste de la contrapresión?
La válvula de contrapresión de la máquina de moldeo por inyección suele estar situada junto a la válvula de fusión. La válvula de contrapresión también está instalada en la parte trasera del cilindro de inyección de la máquina de moldeo por inyección de tornillo de pre-plastificación. La contrapresión se controla ajustando la válvula de mariposa de aceite de retorno del cilindro de inyección.

¿Qué problemas pueden surgir si la contrapresión es demasiado baja?
Cuando la contrapresión es demasiado baja, el tornillo retrocede demasiado rápido, y la densidad del material fundido que fluye hacia el extremo delantero del barril es pequeña (relativamente suelto), y queda más aire atrapado.
Esto provocará una mala calidad de plastificación, un volumen de inyección inestable y grandes cambios en el peso y el tamaño del producto.

La superficie del producto tendrá contracción, flores de gas, líneas de material frío, brillo desigual y otros malos fenómenos.El producto es propenso a las burbujas, y la periferia y la posición del hueso del producto son propensos a la cola insuficiente.La temperatura de fusión es baja, la viscosidad es alta, y el flujo de fusión es pobre.
¿Qué problemas pueden surgir si la contrapresión es demasiado alta?
La presión de la masa fundida en el extremo delantero del barril es demasiado alta, la temperatura del material es elevada y la viscosidad disminuye. El reflujo de la masa fundida en la ranura del tornillo y el flujo de fuga entre el barril y el tornillo aumentan, lo que reducirá la eficacia de plastificación (la cantidad de material plastificado por unidad de tiempo).

Para los plásticos a los que no les gusta el calor (como PVC, POM, etc.) o los colorantes, la temperatura de la masa fundida aumenta y el tiempo que tarda en calentarse en el barril también, y empieza a descomponerse por el calor, o el colorante empieza a cambiar de color, y el color/brillo de la superficie del producto empieza a tener mal aspecto.
Si la contrapresión es demasiado alta, el tornillo retrocederá lentamente y el tiempo de retorno del preplástico será largo, lo que aumentará la duración del ciclo y reducirá la eficacia de la producción.

Si la contrapresión es demasiado alta, la presión de fusión será alta y la boquilla babeará después de la inyección. La próxima vez que se realice la inyección, el material frío en el canal de flujo del bebedero bloqueará el bebedero o aparecerán manchas de material frío en el producto.
Cuando se moldea la cerveza, la boquilla suele tener fugas de cola debido a una contrapresión excesiva, lo que desperdicia materia prima y hace que se queme el anillo calentador cercano a la boquilla.

Aumenta el desgaste mecánico del mecanismo de premoldeado y del cañón del tornillo.
¿Cuáles son los métodos para ajustar la contrapresión?
En la producción de una máquina de moldeo por inyección, el valor de ajuste de la contrapresión no es fijo, normalmente es de 3-15kg/cm. Además de la naturaleza de las materias primas y la calidad estructural del producto, el ajuste de la contrapresión también debe realizarse a lo largo de todo el proceso de producción.

En producción, cuando la boquilla pierde cola, babea, la masa fundida se descompone excesivamente, el producto cambia de color y el material de retorno es demasiado lento, considere reducir adecuadamente la contrapresión.
Cuando observe pequeñas flores de gas, mezcla de colores, encogimiento y grandes cambios en el tamaño y peso del producto en la superficie del mismo, deberá aumentar la contrapresión. Por lo tanto, es necesario ajustar la contrapresión de acuerdo con el estado de la producción y su propia experiencia de producción. He aquí cómo ajustar la moldeo por inyección contrapresión.
Ajuste el valor mínimo de la contrapresión
Antes de empezar a ajustar la contrapresión, ajuste la contrapresión al valor mínimo. Ajuste la contrapresión de la máquina de moldeo por inyección al valor mínimo y abra el molde para la inyección. Si el producto no presenta defectos evidentes, significa que la contrapresión mínima es suficiente.
Aumente gradualmente la contrapresión
Siga aumentando la contrapresión desde la contrapresión mínima, y el número de productos inyectados seguirá aumentando. Preste atención a si hay defectos como abolladuras y rebabas en la superficie del producto, y ajuste la contrapresión hasta que la superficie del producto esté lisa y sin defectos.

Probar el rendimiento del producto
Una vez que hayas terminado de ajustar la contrapresión, querrás probar el rendimiento del producto que estás fabricando. Tendrás que comprobar aspectos como la resistencia a la tracción, la resistencia al desgaste, la resistencia a la presión, etcétera. Si el producto funciona como quieres, ya has terminado de ajustar la contrapresión.
Cambiar el valor de ajuste de la contrapresión
Cuando ajuste la contrapresión, empiece por un valor bajo y auméntelo gradualmente. Observe los cambios de calidad del producto después de cada ajuste hasta que alcance el mejor estado. Cuando ajuste la contrapresión, no la ajuste demasiado de una sola vez para no afectar a la calidad del producto.

Cuando hacemos moldeo por inyección, necesitamos observar los cambios en el valor de la contrapresión en tiempo real para ajustarlo a tiempo. En circunstancias normales, el valor de la contrapresión debe ser ligeramente inferior al valor preestablecido, para que se pueda seguir el principio de escape. Si el valor de la contrapresión es demasiado alto, puede causar arrugas, daños y otros defectos en la superficie de la pieza.
Al fabricar objetos, hay que ajustar constantemente la contrapresión porque la temperatura del plástico, la del molde y la de la sala cambian constantemente. Antes de empezar a fabricar cosas, debes hacer una tabla que te indique cuál es la mejor contrapresión para cada cosa que estés fabricando. Así podrás mirar la tabla y saber cuál es la mejor contrapresión.

En primer lugar, debe encontrar la interfaz de ajuste correspondiente para el control de la contrapresión en la interfaz hombre-máquina de la máquina de moldeo por inyección y, a continuación, configurarla. Al realizar el ajuste, primero debe comprender cuánta contrapresión necesita, y puede considerarla de forma exhaustiva en función de la forma de la pieza y las características del material.
Ajustar la velocidad de respuesta de la máquina de moldeo por inyección
Otro paso importante es ajustar la velocidad de respuesta. Al cambiar el ajuste de la contrapresión, la máquina tendrá algunos retrasos en su funcionamiento real, lo que afectará directamente a la estabilidad y precisión de la contrapresión. Por lo tanto, tenemos que reducir este retraso mediante el ajuste de la velocidad de respuesta del sistema de control.

Ajuste la contrapresión en función de la pieza moldeada por inyección
Ajuste la contrapresión en función de los defectos del producto: Si hay defectos como rebabas, poros, alabeos y un acabado superficial insuficiente en el producto, pueden solucionarse ajustando la contrapresión. En general, el aumento del valor de la contrapresión puede resolver los defectos superficiales, mientras que la reducción del valor de la contrapresión puede resolver los defectos internos.
Ajuste el tamaño de la contrapresión de acuerdo con las propiedades y requisitos del producto moldeado por inyección: En términos generales, cuanto mayor sea la contrapresión de la máquina de moldeo por inyección, mejor será la calidad del producto moldeado por inyección .

Pero una contrapresión excesiva provocará una reducción de la eficacia de la producción y un desperdicio de materias primas. Por lo tanto, es necesario ajustar adecuadamente el tamaño de la contrapresión según la situación específica del producto moldeado por inyección.
Ajuste de la contrapresión de la máquina de moldeo por inyección
Cuanto mayor sea la contrapresión de la máquina de moldeo por inyección, mayor será la contrapresión. Por lo tanto, ajustando la contrapresión de la máquina de moldeo por inyección, puede ajustar la contrapresión de la máquina de moldeo por inyección.

Cambiar la velocidad de contrapresión de la máquina de moldeo por inyección. Cuanto mayor sea la velocidad de contrapresión de la máquina de moldeo por inyección, mayor será la contrapresión. Por lo tanto, al cambiar la velocidad de contrapresión de la máquina de moldeo por inyección, puede ajustar la contrapresión de la máquina de moldeo por inyección.
Determine el tamaño de la contrapresión en función del plástico
Elija el tamaño de la contrapresión en función del tipo de plástico: Los diferentes plásticos tienen diferentes requisitos de contrapresión. En general, los plásticos con puntos de fusión bajos necesitan menos contrapresión, mientras que los plásticos con puntos de fusión altos necesitan más contrapresión.

Por lo tanto, es necesario ajustar la contrapresión en función del tipo específico de plástico que se utilice para el moldeo por inyección.
A continuación se explica cómo determinar la contrapresión que debe utilizarse en función del tipo y el color del plástico: Los diferentes tipos y colores de plástico necesitan diferentes ajustes de contrapresión.

Si no ajusta bien el valor de contrapresión, provocará encogimiento, alabeo y otros problemas en su pieza. Como regla general, los materiales transparentes o brillantes tienen valores de contrapresión más altos, mientras que los materiales no transparentes o mates requieren valores de contrapresión más bajos.
Ajustar la temperatura del molde
La temperatura del molde es uno de los factores importantes que afectan al tamaño de la contrapresión. Al ajustar la contrapresión, puede ajustar primero la temperatura del molde y, a continuación, realizar las modificaciones correspondientes en función del efecto de la contrapresión ajustada.

Ajuste de la presión de la máquina de moldeo por inyección
El ajuste de presión de la máquina de moldeo por inyección también afectará al tamaño de la contrapresión. En términos generales, un ajuste de presión más alto requiere una contrapresión más alta, y un ajuste de presión más bajo requiere una contrapresión más baja.

Cuando ajuste la contrapresión, puede ajustar primero el ajuste de presión del moldeo por inyección máquina adecuadamente y, a continuación, realizar las modificaciones correspondientes en función del efecto de la contrapresión ajustada. Además, los ajustes de presión de moldeo por inyección suelen comenzar con la unidad de inyección y los ajustes de presión.
¿Cuáles son las ventajas de ajustar correctamente la contrapresión?
Puede comprimir el material fundido en el barril, aumentar la densidad y mejorar la estabilidad del volumen de inyección, el peso y el tamaño del producto.

Puede "exprimir" el gas en el material fundido, reducir las flores de gas y las burbujas internas en la superficie del producto, y mejorar la uniformidad del brillo. Reducir la velocidad de retroceso del tornillo para plastificar completamente el material fundido en el barril, aumentar la uniformidad de mezcla del polvo de color, masterbatch y material fundido, y evitar el fenómeno de "color mezclado" en el producto.
Reducir la velocidad de retroceso del tornillo para plastificar completamente el material fundido en el barril, aumentar la uniformidad de mezcla del polvo de color, masterbatch y material fundido, y evitar el fenómeno de "color mezclado" en el producto.

Aumentar adecuadamente la contrapresión puede mejorar la contracción de la superficie del producto y el flujo de cola alrededor del mismo.
Puede aumentar la temperatura del material fundido, mejorar la calidad de plastificación del material fundido, mejorar la fluidez del material fundido al llenar el molde, y no hay marca de cola fría en la superficie del producto.

Es bueno para sacar el gas en el barril y reducir las flores de gas y burbujas en la superficie del producto;Reduzca la velocidad de retroceso del tornillo para plastificar completamente el material fundido en el barril;
Aumentar adecuadamente la contrapresión para mejorar la contracción de la superficie del producto (aplicable a moldes y productos sin compuertas de válvula secuenciales) .

Puede calentar el material fundido, hacer que esté más fundido y que fluya mejor cuando se introduce en el molde.
Conclusión
En resumen, ajustar correctamente la contrapresión de las máquinas de moldeo por inyección puede mejorar la calidad del moldeo por inyección y la eficiencia de la producción, reducir la tasa de desechos y el coste de producción.

Por lo tanto, durante el moldeo por inyección proceso de fabricación, tenemos que ajustar de acuerdo a la situación específica y encontrar el mejor método de ajuste de contrapresión para lograr el mejor efecto de moldeo por inyección.







