 Ir al contenido
Ir al contenido 

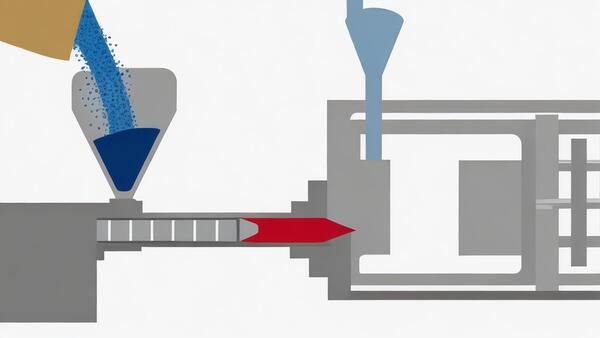
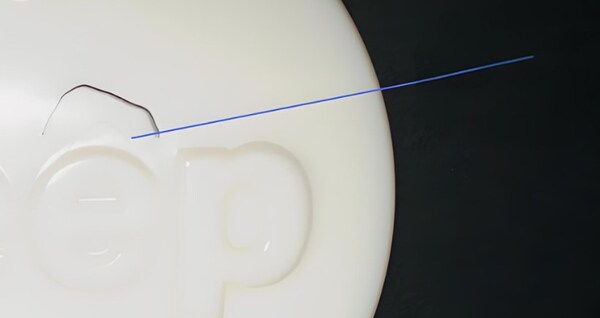
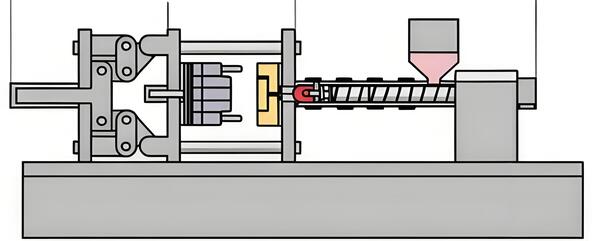
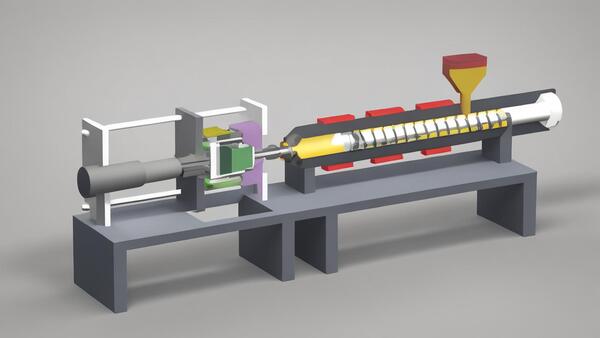
Prefacio: El moldeo por inyección es una forma estupenda de fabricar prototipos y piezas de plástico bonitas. Pero si no dispone de un buen sistema de control del proceso, puede obtener piezas moldeadas con defectos como las marcas de fluidez. Aparecen principalmente cerca de la entrada de cola del producto y se extienden en forma de onda hasta la profundidad del molde.
Las marcas de fluidez son un defecto difícil de eliminar en la producción. Por lo tanto, si sabe por qué se producen y qué condiciones del proceso las empeoran, podrá deshacerse de ellas más rápida y fácilmente cuando intente que su molde funcione correctamente. Eso le ayudará a fabricar más piezas más rápidamente . provocando líneas de flujo por las diferentes velocidades y direcciones del fluido en diferentes lugares.

Análisis de las causas de las marcas de flujo
La temperatura del molde es demasiado baja
La temperatura del molde es demasiado baja, lo que hará que la temperatura del material descienda demasiado rápido, y la presión de inyección y la presión de mantenimiento no serán suficientes para presionar la piel condensada firmemente contra la superficie del molde, dejando marcas de flujo de la masa fundida en la dirección de flujo.

Problemas en el proceso de producción
El proceso de producción de productos de PC moldeados por inyección tiene un gran impacto en la apariencia y el rendimiento del producto. Si la temperatura de inyección es demasiado alta o demasiado baja, la velocidad de inyección es demasiado rápida o demasiado lenta y la presión de mantenimiento no es la adecuada, aparecerán marcas de flujo en el producto.
Problemas de selección de materiales
La selección del material de los productos de PC moldeados por inyección también tiene un gran impacto en su rendimiento y apariencia. Si los materiales no coinciden, el material fluye mal, el control de la humedad no es correcto y hay demasiados aditivos, aparecerán marcas de flujo en el producto.

Problemas en el proceso de tramitación
Durante el proceso, la temperatura del molde, el tiempo de inyección, el tiempo de mantenimiento, etc. afectarán al aspecto y al rendimiento del producto. Si la temperatura del molde es demasiado baja o demasiado alta, el tiempo de inyección es demasiado largo o demasiado corto y el tiempo de mantenimiento es inadecuado, aparecerán marcas de flujo en el producto.
Flujo de fusión deficiente
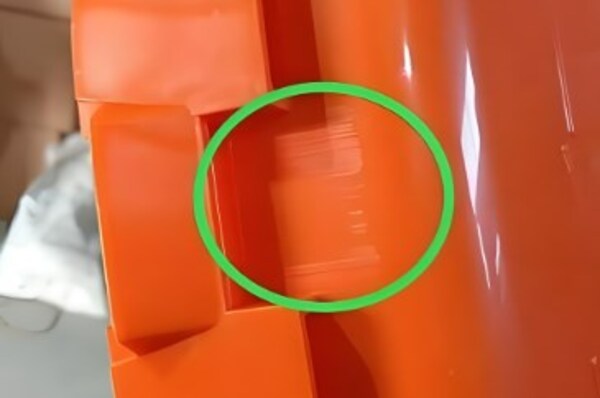
Cuando el flujo de la masa fundida es deficiente, se obtienen estas marcas de flujo en forma de anillo en la superficie de la pieza de plástico, justo alrededor de la compuerta. Cuando la masa fundida está fría y es espesa y no fluye bien, se inyecta en la cavidad en un estado ondulado y semisólido en la compuerta y el canal.
Fluye a lo largo de la superficie de la cavidad del molde y se ve presionado por la siguiente inyección de masa fundida que entra, retrocede y se queda atascado, y eso es lo que hace estas marcas de flujo en forma de anillo en la superficie de la pieza de plástico, justo alrededor de la compuerta.
Para resolver este problema, puede aumentar la temperatura del molde y de la boquilla, aumentar la velocidad de inyección y de llenado, aumentar la presión de inyección y la presión de mantenimiento, y aumentar el tiempo de mantenimiento. También puede colocar un calentador en la compuerta para aumentar la temperatura local de la misma. También puede aumentar adecuadamente el área de la sección transversal de la compuerta y el canal.
La sección transversal de la compuerta y del canal debe ser redonda si es posible, porque es la mejor manera de llenar el molde. Pero si la compuerta tiene que estar en una parte débil de la pieza de plástico, entonces debe utilizar una sección transversal cuadrada.
Además, deberías poner un pozo de material frío más grande en la parte inferior de la compuerta y al final del canal. La temperatura del material influye mucho en la fluidez de la masa fundida. Hay que prestar atención al tamaño de la cámara de inyección en frío. Hay que colocar el pozo en el extremo de la masa fundida, en la dirección en que ésta fluye desde la compuerta.
Si la razón principal de las marcas anuales de flujo ondulado en forma de anillo es el bajo rendimiento de la resina, puede seleccionar una resina de baja viscosidad si las condiciones lo permiten.

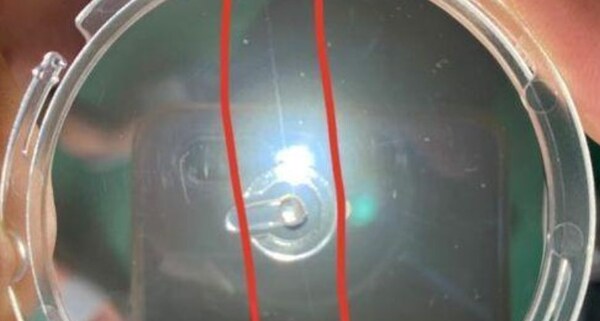
La masa fundida no fluye suavemente en el corredor
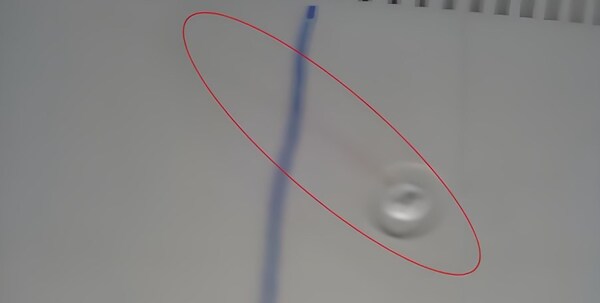
La masa fundida no fluye suavemente en el canal, lo que produce marcas de flujo en forma de onda espiral en la superficie de la pieza de plástico. Cuando la masa fundida fluye desde una sección transversal estrecha del canal hacia una cavidad con una sección transversal mayor o el canal del molde es estrecho y el acabado es muy deficiente, es fácil que el flujo forme turbulencias, lo que provoca marcas de flujo en forma de onda espiral en la superficie de la pieza de plástico.
En este caso, puede reducir la velocidad de inyección o controlar la velocidad de inyección para que sea lenta, rápida y lenta. La compuerta del molde debe colocarse en una parte de pared gruesa o directamente en el lado de la pared. La forma de la compuerta debe ser tipo asa, tipo abanico o tipo diafragma. La sección transversal del canal y de la compuerta también puede aumentarse adecuadamente para reducir la resistencia al flujo del material.
Además, debe controlar el flujo de agua de refrigeración en el molde para mantener el molde a una temperatura más alta. Si aumenta las temperaturas del barril y de la boquilla dentro del rango de temperaturas de funcionamiento del proceso, ayudará a mejorar el rendimiento de flujo de la masa fundida.
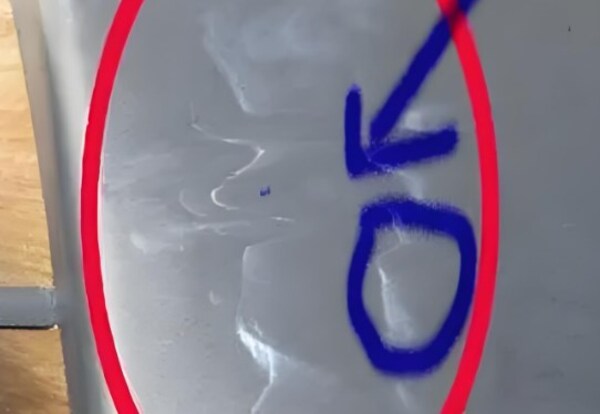
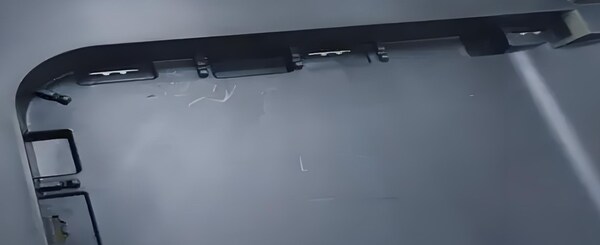
Los gases volátiles provocan marcas de flujo ondulatorio similares a las de las nubes
Cuando utilice ABS u otras materias primas de resina de copolímero, si la temperatura de procesamiento es alta, la resina y el lubricante generarán gases volátiles, que causarán marcas de flujo ondulado en forma de nube en la superficie de las piezas de plástico.

Para ello, debe reducir adecuadamente la temperatura del molde y del barril, mejorar las condiciones de escape del molde, reducir la temperatura del material y la tasa de llenado, ampliar adecuadamente la sección de la compuerta y cambiar el tipo o la cantidad del lubricante.
Solución a las marcas de flujo
Plástico
Reducir la cantidad de material
Demasiado material también puede causar un problema de marca. Si la marca está causada por demasiado material, puede reducir el avance de la máquina de moldeo por inyección, pero tenga cuidado de no reducirlo demasiado y afectar a la calidad del producto.

Mejorar la fluidez del plástico
Tienes que rellenar la cavidad con un plástico que fluya fácilmente. Si el plástico fundido no fluye bien, la fusión se ralentizará y cuanto más lentamente vaya, más se enfriará. La presión de inyección y la presión de mantenimiento no son suficientes para empujar la piel condensada contra la superficie del molde.
Por eso se producen marcas de contracción en la dirección del flujo. Los proveedores de materiales pueden aconsejarte en función de tu diseño: utiliza el plástico más fluido que no destelle.
Si quieres hacer una pieza de plástico larga y delgada, necesitas un plástico que fluya bien. Si no tienes un plástico que fluya bien, puedes añadir un poco de algo para que fluya mejor. Normalmente, se añade menos de 1% de este material. Si tienes una pieza muy larga y delgada, puede que necesites añadir más.
Uso inadecuado de lubricantes de moldeo
Normalmente, el contenido de lubricante es inferior a 1%. Cuando la longitud de flujo es relativamente larga en comparación con el grosor de la pared, el contenido de lubricante debe aumentarse para garantizar que la capa de condensación se adhiera a la superficie del molde hasta que se forme el producto y no se generen marcas de flujo. El aumento del contenido de lubricante debe ser aprobado por el proveedor del material.
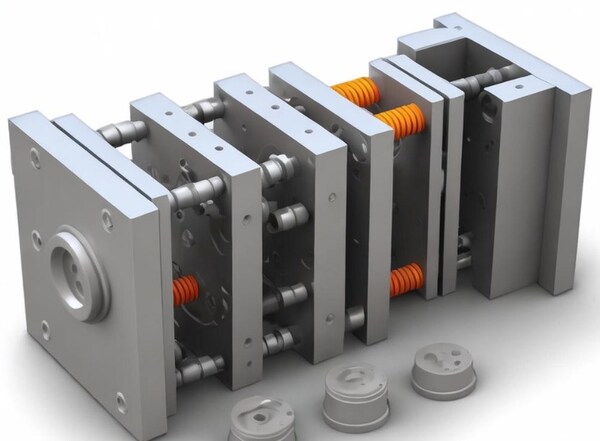
Moho
Aumento de la temperatura del molde
Si la temperatura del molde es demasiado baja, la temperatura del material bajará demasiado rápido, y la presión de inyección y la presión de mantenimiento no serán suficientes para presionar la superficie condensada firmemente contra la superficie del molde, dejando marcas de contracción de la masa fundida en la dirección de flujo.
Aumente la temperatura del molde, mantenga alta la temperatura del material, y la presión de inyección y la presión de mantenimiento presionarán la capa de condensación firmemente contra la superficie del molde hasta que se forme el producto y no se produzcan marcas de flujo.
Ajuste la temperatura del molde según el valor recomendado por el fabricante del material. Cada ajuste puede aumentarse o disminuirse en 6℃. Después de 10 disparos, si el moldeo es estable, decida si debe realizar más ajustes en función de los resultados.
Mejorar al corredor
El canal, los canales o la compuerta son demasiado pequeños. El canal, los canales o la compuerta son demasiado pequeños, y la resistencia al flujo aumenta. Si la presión de inyección no es suficiente, el frente de fusión se moverá cada vez más despacio y el plástico se enfriará cada vez más. La presión de inyección y la presión de mantenimiento no son suficientes para presionar firmemente la piel condensada contra la superficie del molde, por lo que quedan marcas de contracción en la dirección de flujo de la masa fundida.
Mejorar el tubo de escape
Si el escape no es suficiente o no es bueno, afectará al llenado de la masa fundida. El frente de onda de la masa fundida no puede presionar la piel condensada firmemente contra la superficie del molde, dejando marcas de contracción en la dirección de flujo de la masa fundida. Considere el escape al final de cada canal para evitar que el gas entre en la cavidad. No debe ignorarse el escape de la cavidad, y lo mejor es utilizar un escape de círculo completo.
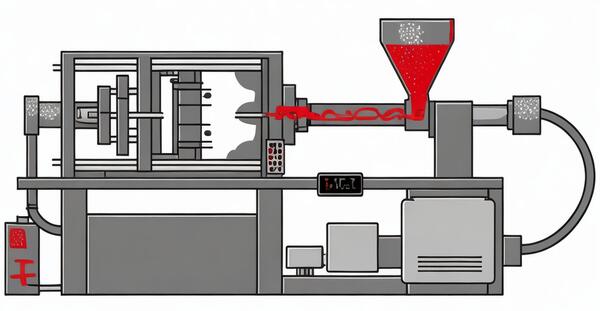
Máquina de moldeo por inyección
Ajustar la velocidad de inyección
Si la velocidad de inyección es demasiado rápida, la masa fundida no podrá eliminar el aire durante el flujo de la superficie del molde, dando lugar a marcas de flujo. La velocidad de inyección se debe ajustar aumentar la velocidad de inyección de acuerdo con la situación específica para aliviar el problema de la marca de flujo.
Ajustar la presión de inyección
Otra razón de las marcas de flujo es la insuficiente presión de inyección de la máquina. Por lo tanto, es necesario aumentar la presión de inyección para que el plástico fluya mejor en el molde y reducir las marcas de flujo.
Aumentar la presión de inyección y la presión de mantenimiento
Si la presión de inyección y la presión de mantenimiento no son suficientes, la piel condensada no se presionará firmemente contra la superficie del molde y aparecerán marcas de contracción en la dirección de flujo de la masa fundida. Aumente la presión de inyección y la presión de mantenimiento para que la capa condensada pueda presionarse firmemente contra la superficie del molde hasta que el producto esté finalizado, y no aparezcan marcas de flujo.
Mejorar el tiempo de residencia
El plástico permanece demasiado poco tiempo en el barril y la temperatura de fusión es baja. Aunque la cavidad apenas se llene, el plástico no puede compactarse durante la presión de mantenimiento, dejando marcas de contracción en la dirección de flujo de la masa fundida. La relación entre el material inyectado y el material del cilindro debe estar entre 1/1,5 y 1/4.
Ampliar la duración del ciclo
Cuando la duración del ciclo es demasiado corta, el plástico no se calienta a tiempo en el tubo de material y la temperatura de fusión es baja. Aunque la cavidad apenas se llene, el plástico no puede compactarse durante la presión de mantenimiento, lo que deja marcas de contracción en la dirección de flujo de la masa fundida.
La duración del ciclo debe prolongarse hasta que el plástico esté totalmente fundido y la temperatura de fusión sea lo suficientemente alta como para evitar marcas de contracción en la dirección de flujo.
Aumentar el ajuste de temperatura del barril
Cuando la temperatura del barril es demasiado baja, la temperatura de la masa fundida es baja, y la presión de inyección y la presión de mantenimiento no son suficientes para presionar la superficie condensada firmemente sobre la superficie del molde, dejando marcas de contracción en la dirección de flujo de la masa fundida.
Aumente el calor, la presión de inyección y la presión de retención para apretar esa piel contra la superficie del molde hasta que la pieza se endurezca y no vea ninguna marca de flujo. Puede obtener el ajuste de temperatura del material del proveedor del material.
El cañón se divide en cuatro zonas: trasera, central, delantera y boquilla. El ajuste de la temperatura del material de la parte trasera a la delantera debe aumentarse gradualmente, y cada zona debe incrementarse en 6°C. Si es necesario, a veces el valor de ajuste de la temperatura del material de la zona de la boquilla y/o de la zona delantera es el mismo que el de la zona central.

Aumentar el ajuste de temperatura de la boquilla
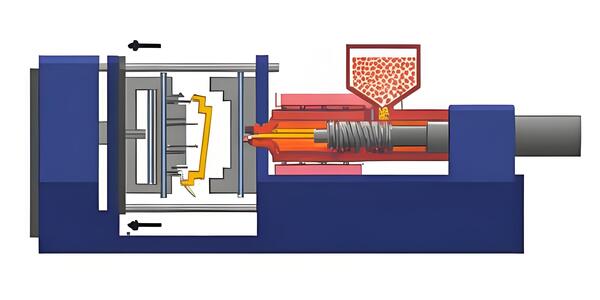
El plástico absorbe el calor liberado por la cinta calefactora y el calor de fricción generado por el movimiento relativo de las moléculas de plástico causado por la rotación del tornillo en el barril, y la temperatura aumenta gradualmente.
La última zona de calentamiento del cilindro es la boquilla. La masa fundida debe alcanzar aquí la temperatura ideal del material, pero debe calentarse moderadamente para mantenerse en el mejor estado.
Si la temperatura de la boquilla no es lo suficientemente alta, la boquilla y el molde entrarán en contacto y absorberán demasiado calor, la temperatura del material descenderá y la presión de inyección y la presión de mantenimiento no serán suficientes para presionar la piel condensada firmemente contra la superficie del molde, dejando marcas de contracción en la dirección de flujo de la masa fundida. Aumente la temperatura de la boquilla.
Normalmente, la temperatura de la zona de boquillas se ajusta 6 grados Celsius por encima de la temperatura de la zona frontal.
Conclusión
Uno de los defectos de aspecto más comunes de los productos moldeados por inyección durante la producción son las marcas de flujo, especialmente cerca de la entrada del producto. Las principales razones de la formación de marcas de flujo son la baja temperatura del molde, los parámetros inadecuados del proceso de moldeo por inyección, la selección incorrecta del material y la escasa fluidez de la masa fundida.

Para evitar y ajustar eficazmente el problema de la marca de flujo, los fabricantes pueden tomar una serie de medidas. En primer lugar, ajustar la temperatura del molde y la temperatura de la boquilla para garantizar que el material fundido pueda fluir uniformemente y llenar el molde durante el proceso de llenado.
En segundo lugar, optimizar la velocidad de inyección y el control de la presión para garantizar el llenado y la compactación del plástico.
Además, la selección y el control razonables de diversos parámetros en el proceso de transformación, como el tiempo de mantenimiento y el diseño del canal de flujo, también pueden mejorar significativamente la calidad de la superficie del producto. Realizando estos ajustes, el problema de la marca de flujo puede reducirse eficazmente o incluso eliminarse, y la eficiencia de la producción y la calidad de los productos moldeados por inyección pueden mejorarse.






