
Fábrica de moldeo por inyección de PE a medida
Explore nuestra fabricación de moldeo por inyección de PE a medida con guías detalladas y soluciones de expertos. Optimice su diseño y aumente la eficiencia hoy mismo.

Recursos para La guía completa del moldeo por inyección de PE
¿Qué es el polietileno (PE)?
El polietileno (PE) es uno de los polímeros termoplásticos más utilizados en el mundo. Se produce a partir de la polimerización de monómeros de etileno (con la unidad repetitiva -CH₂-CH₂-, a menudo escrita como (C₂H₄)ₙ) y pertenece a la familia de las poliolefinas. El PE es conocido por su versatilidad, durabilidad y rentabilidad, que lo han hecho indispensable en muchas industrias, desde el envasado hasta la automoción y las aplicaciones médicas.
La combinación de bajo coste, resistencia química, flexibilidad y durabilidad del polietileno lo ha convertido en un material fundamental para la fabricación moderna y los productos de consumo. Tanto si se utiliza para crear películas de envasado flexibles como tuberías industriales robustas, la capacidad de adaptar sus propiedades mediante variaciones en la estructura molecular y los métodos de procesamiento garantiza que el PE siga satisfaciendo demandas tecnológicas y medioambientales diversas y en constante evolución.
¿Cuáles son los distintos tipos de materiales de PE?
Los materiales de polietileno (PE) se clasifican en función de su densidad, estructura molecular y métodos de producción. He aquí un resumen estructurado de los distintos tipos:
1. LDPE (polietileno de baja densidad):
Características: Gran ramificación, flexible y transparente.
Aplicaciones: Bolsas de plástico, películas de embalaje, botellas exprimibles.
2. LLDPE (polietileno lineal de baja densidad):
Características: Estructura lineal con ramas cortas, mayor tenacidad.
Aplicaciones: Films estirables, films agrícolas, liners industriales.
3. HDPE (polietileno de alta densidad):
Características: Ramificación mínima, rígida, resistente a los productos químicos.
Aplicaciones: Botellas, recipientes, tubos, juguetes.
4. MDPE (polietileno de densidad media):
Características: Densidad moderada, resistencia y flexibilidad equilibradas.
Aplicaciones: Tubos de gas, películas retráctiles, bolsas de transporte.
5. HMWPE (polietileno de alto peso molecular):
Características: Alta resistencia y resistencia al desgaste.
Aplicaciones: Equipos industriales, grandes contenedores.
6. UHMWPE (PE de peso molecular ultra alto):
Características: Largas cadenas moleculares, alta tenacidad.
Aplicaciones: Implantes médicos, cintas transportadoras.
7. XLPE/PEX (polietileno reticulado):
Características: Cadenas reticuladas, resistencia térmica y química.
Aplicaciones: Sistemas de fontanería, calefacción radiante, aislamiento.
8. VLDPE (polietileno de muy baja densidad):
Características: Altamente flexible con baja cristalinidad.
Aplicaciones: Envasado de alimentos, envoltura estirable, tubos blandos.
9. mPE (Polietileno Metaloceno):
Características: Producido con catalizadores de metaloceno, claridad y resistencia superiores.
Aplicaciones: Películas finas, envasado de alimentos, revestimientos especiales.
10. rPE (polietileno reciclado):
Características: Derivado de residuos postconsumo/postindustriales.
Aplicaciones: Productos sostenibles, materiales de construcción, envases.
Notas adicionales:
HDPE bimodal: un subtipo con una distribución optimizada del peso molecular para mejorar las propiedades.
Mezclas/modificaciones: El PE puede mezclarse con aditivos (por ejemplo, estabilizadores UV) para usos específicos.
Cada tipo sirve para distintas aplicaciones industriales y de consumo en función de sus propiedades estructurales y características de rendimiento.

¿Cuáles son las características de la EP?
El PE (polietileno) es un termoplástico muy utilizado, conocido por su flexibilidad, baja densidad y excelente resistencia química. Se utiliza habitualmente en envases, contenedores y tuberías. Sus principales características son la buena resistencia al impacto, la baja absorción de humedad y la facilidad de procesamiento.
1. Propiedades físicas:
① Ligero: Baja densidad, lo que facilita su manejo.
② Flexibilidad frente a rigidez: El LDPE es flexible; el HDPE es rígido.
③ Textura superficial: Tacto ceroso, especialmente en el PEBD.
④ Aspecto: Translúcido en forma natural, fácilmente coloreable.
2. Resistencia química:
Inercia: Resistente a la mayoría de ácidos, bases y disolventes.
② Resistencia a la humedad: Impermeable al agua, ideal para envases.
③ Naturaleza no polar: Desafíos en la adhesión sin tratamiento superficial.
3. Propiedades térmicas:
① Punto de fusión bajo: ~120°C (248°F), lo que limita el uso a altas temperaturas.
② Comportamiento termoplástico: Puede volver a fundirse y remodelarse.
4. Propiedades eléctricas:
Excelente aislante: Utilizado en revestimientos de cables y componentes eléctricos.
5. Propiedades mecánicas:
① HDPE: Alta resistencia a la tracción, utilizado en tuberías y contenedores.
② PEBD: Alta ductilidad, adecuado para películas y bolsas.
③ UHMWPE: Excepcional resistencia al impacto, utilizado en implantes médicos y equipos antibalas.
6. Impacto medioambiental:
① No biodegradable: Persiste en los ecosistemas, contribuyendo a la contaminación.
② Reciclabilidad: Reciclado bajo los códigos de resina #2 (HDPE) y #4 (LDPE), aunque las tasas varían.
7. Métodos de tratamiento:
① Extrusión: Común para películas (LDPE) y tuberías (HDPE).
② Moldeo por soplado: Utilizado para botellas (HDPE).
③ Moldeo por inyección: Para productos rígidos como envases.
8. Consideraciones adicionales:
① Sensibilidad a los rayos UV: Se degrada bajo la luz solar sin estabilizadores.
② Inflamabilidad: Arde fácilmente, emitiendo humos tóxicos.
Biocompatibilidad: El UHMWPE está aprobado médicamente para implantes.

¿Cuáles son las propiedades del PE?
El PE (polietileno) es un termoplástico versátil con varias propiedades excelentes. Tiene una densidad baja (0,91-0,96 g/cm³), lo que lo hace ligero y fácil de manejar. El PE ofrece una excelente resistencia al impacto, especialmente a bajas temperaturas, lo que lo hace resistente al agrietamiento y la rotura. También presenta una gran resistencia química, con capacidad para soportar la exposición a diversos ácidos, bases y disolventes. Su punto de fusión oscila entre 120 y 180°C, lo que lo hace adecuado para diferentes métodos de procesamiento. El PE tiene una absorción de agua muy baja, lo que garantiza un rendimiento estable incluso en entornos húmedos. Además, el PE es un buen aislante eléctrico y ofrece una excelente procesabilidad, por lo que se utiliza ampliamente en aplicaciones como envases, tuberías, bienes de consumo y cables.
Tabla de propiedades del material PE:
| Parámetro de propiedad | HDPE | LDPE | LLDPE |
|---|---|---|---|
| Densidad (g/cm³) | 0.94-0.965 | 0.910-0.925 | 0.915-0.940 |
| Punto de fusión (℃) | 126-136 | 105-115 | 120-125 |
| Contracción de moldeo (%) | 1.5-3.6 | 1.5-5 | 1.5-2.5 |
| Resistencia a la tracción (MPa) | 20-30 | 10-20 | 15-25 |
| Resistencia química | Resistente a ácidos, álcalis y disolventes orgánicos (excepto ácidos oxidantes) | Resistente a ácidos, álcalis, pero susceptible a la corrosión por hidrocarburos | Resistente a ácidos, álcalis y disolventes orgánicos |
| Aislamiento eléctrico | Excelente, adecuado para el revestimiento de cables | Bueno, adecuado para el aislamiento de capas finas | Bien |
Proceso de moldeo por inyección de HDPE:
| Parámetro | Rango/Requerimiento | Notas |
|---|---|---|
| Temperatura/Tiempo de secado | 65-75℃ / 0,5 horas (puede no secarse) | Baja absorción de humedad, puede almacenarse bien sin secarse |
| Temperatura de fusión (℃) | 180-220 | Temperatura del cañón dividida en tres zonas: trasera 140-160, media 180-220, delantera 170-200 |
| Temperatura del molde (℃) | 40-70 | La alta temperatura del molde puede reducir la tensión interna y mejorar el brillo de la superficie |
| Presión de inyección (MPa) | 80-130 | Equivalente a 800-1300 kg/cm². |
| Contrapresión (MPa) | 7-18 | Aumentar la contrapresión adecuadamente para reducir las burbujas de aire |
| Velocidad del tornillo (rpm) | 60-100 | Tornillo estándar, boquilla de paso recto |
| Fuerza de sujeción (ton/pulg²) | 2 | Ajuste en función del grosor del producto |
| Tasa de uso de Regrind (%) | 20-40 | Rectificado limpio para evitar la contaminación |
Proceso de moldeo por inyección de LDPE:
| Parámetro | Rango/Requerimiento | Notas |
|---|---|---|
| Temperatura de fusión (℃) | 140-170 | Las altas temperaturas pueden provocar descomposición, debe controlarse estrictamente |
| Presión de inyección (MPa) | 50-70 | Material de baja viscosidad, la presión requerida es baja |
| Temperatura del molde (℃) | 40-60 | La baja temperatura del molde puede acortar el tiempo de enfriamiento |
| Velocidad de inyección | Bajo a medio | La alta velocidad puede causar defectos en la superficie del producto |
Proceso de moldeo por inyección de LLDPE:
| Parámetro | Rango/Requerimiento | Notas |
|---|---|---|
| Temperatura de fusión (℃) | 180-210 | Necesidad de calentar uniformemente para evitar el sobrecalentamiento local. |
| Temperatura del molde (℃) | 40-70 | Similar al HDPE |
| Presión de inyección (MPa) | 70-100 | Debe ser superior al LDPE para mejorar la fluidez |
¿Pueden moldearse por inyección los materiales de PE?
Sí, los materiales de polietileno (PE) pueden moldearse por inyección con éxito, y se utilizan ampliamente en este proceso de fabricación. He aquí las consideraciones clave y los detalles:
1. Tipos de material:
① HDPE (polietileno de alta densidad): Conocido por su gran resistencia, rigidez y un punto de fusión más alto (~130-145°C). Se utiliza comúnmente para envases, piezas de automóviles y artículos para el hogar.
② LDPE (polietileno de baja densidad): Más flexible, con un punto de fusión más bajo (~105-115°C). Se utiliza para botellas exprimibles, tapones y juguetes.
2. Naturaleza termoplástica:
El PE es un termoplástico, lo que significa que puede fundirse repetidamente, por lo que es ideal para el moldeo por inyección.
3. Parámetros de procesamiento:
① Temperatura: Ajustada en función del tipo de PE (más alta para el HDPE, más baja para el LDPE).
② Presión y velocidad: Optimizadas para garantizar un correcto llenado del molde y evitar defectos (por ejemplo, disparos cortos).
③ Tiempo de enfriamiento: Crítico debido a la alta tasa de contracción del PE; un enfriamiento más prolongado puede reducir el alabeo.
4. Gestión de las mermas:
① El PE suele encogerse entre 1,5 y 4% durante el enfriamiento. Los diseños de los moldes tienen en cuenta esta circunstancia con tolerancias precisas, canales de refrigeración y colocación de las compuertas.
② Los aditivos (por ejemplo, las cargas) pueden reducir la contracción y mejorar la estabilidad dimensional.
5. Características del flujo:
El LDPE fluye más fácilmente que el HDPE debido a su menor viscosidad. Los ajustes en la velocidad/presión de inyección garantizan el llenado completo del molde.
6. Aplicaciones:
Los productos más comunes son cubos, juguetes, contenedores, componentes de automoción y envases.
7. Reciclabilidad:
La chatarra de PE puede reciclarse, aunque el procesamiento repetido puede degradar sus propiedades. El material virgen suele mezclarse con PE reciclado.
8. Limitaciones:
① No apto para aplicaciones de alta temperatura (el PE tiene menor resistencia al calor frente a materiales como el ABS).
② Las secciones gruesas pueden exacerbar la contracción; las modificaciones de diseño ayudan a mitigarlo.
En conclusión, el PE es un material versátil para el moldeo por inyección, siempre que los parámetros del proceso, el diseño del molde y la selección del material se adapten cuidadosamente a sus propiedades.
¿Cuáles son las consideraciones clave para el moldeo por inyección de PE?
Al considerar el moldeo por inyección de polietileno (PE), deben tenerse en cuenta varios factores clave para garantizar la calidad óptima de las piezas y la eficacia del proceso. He aquí una visión general estructurada:
1. Selección de materiales:
① Tipo de PE: Elija entre HDPE (alta densidad) y LDPE (baja densidad) en función de las propiedades mecánicas requeridas (por ejemplo, rigidez frente a flexibilidad).
② Aditivos: Tenga en cuenta los estabilizadores UV, colorantes o cargas que puedan afectar a los parámetros de procesado.
③ Contenido reciclado: Evaluar el uso de PE reciclado para la sostenibilidad, teniendo en cuenta los posibles impactos en la consistencia del material.
2. Parámetros de procesamiento:
① Temperatura:
● Temperatura de fusión: HDPE normalmente 200-300°C; LDPE 160-260°C.
● Temperatura del molde: 20-60°C para controlar el enfriamiento y la cristalización.
② Presión: Optimizar la presión de inyección (normalmente 70-140 MPa) para equilibrar el flujo y evitar defectos (por ejemplo, destellos, disparos cortos).
③ Tiempo de enfriamiento: Ajuste en función del grosor de la pieza para minimizar el alabeo y el tiempo de ciclo.
④ Fuerza de sujeción: Garantizar una fuerza suficiente para mantener el molde cerrado durante la inyección, influida por el tamaño de la pieza y el flujo de material.


3. Diseño de moldes:
① Diseño de la puerta: Coloque las compuertas para garantizar un llenado uniforme (por ejemplo, compuertas de borde o de abanico para PE).
Ventilación: Incorpore rejillas de ventilación para evitar las trampas de aire y las quemaduras.
③ Ángulos de calado: Utilice ángulos de 1-2° para facilitar la expulsión y reducir los daños en la superficie.
④ Compensación de la contracción: Tener en cuenta los índices de contracción (HDPE: 1,5-4%; LDPE: 1-3%) en las dimensiones del molde.
⑤ Canales de refrigeración: Diseño para un enfriamiento uniforme que minimice el alabeo.
4. Diseño de la pieza:
① Grosor de la pared: Mantener la uniformidad (2-4 mm para HDPE; hasta 5 mm para LDPE) para evitar marcas de hundimiento.
② Costillas y Jefes: Diseño con espesor ≤60% de las paredes adyacentes para evitar marcas de hundimiento.
③ Radios: Utilice filetes (≥0,5 mm) para reducir las concentraciones de tensión.
5. 5. Tratamiento posterior:
① Recorte: Retire el destello o las compuertas con cuidado para evitar dañar la pieza.
② Recocido: Opcional para el alivio de tensiones en piezas de alta precisión.
③ Operaciones secundarias: Tenga en cuenta la compatibilidad con la soldadura, la impresión o el pegado.
6. Control de calidad:
① Comprobaciones dimensionales: Verificar la compensación de la contracción y las tolerancias.
Pruebas mecánicas: Evaluar la resistencia a la tracción, la resistencia al impacto y el alargamiento.
③ Inspección de defectos: Compruebe si hay huecos, alabeos o defectos superficiales.
7. Coste y eficiencia:
① Optimización del tiempo de ciclo: Equilibre el tiempo de enfriamiento y la calidad de la pieza.
② Reducción de residuos materiales: Si es posible, reciclar las coladas.
8. Consideraciones medioambientales:
Eficiencia energética: Optimizar los sistemas de calefacción/refrigeración para reducir el consumo.
② Reciclabilidad: Diseño para la reciclabilidad al final de la vida útil.
9. Factores adicionales:
① Humedad: En general, el PE no es higroscópico, pero puede ser necesario un secado previo (2-4 horas a 60-80°C) para ciertos grados.
② Comportamiento del flujo: Las calidades con mayor índice de fluidez (MFI) llenan los moldes más fácilmente, pero pueden requerir presiones de inyección más bajas.

Fabricación de moldes de inyección de PE
Guía de fabricación del moldeo por inyección de PE

Recursos para La guía completa de fabricación de moldeo por inyección de PE
Directrices de diseño para el moldeo por inyección de PE
El polietileno (PE), uno de los termoplásticos más utilizados, debe optimizarse en función de sus propiedades materiales y de las directrices generales de diseño en el moldeo por inyección. A continuación se indican los puntos clave de diseño y las sugerencias de aplicación:
1. Principios de diseño del espesor de pared:
① Espesor de pared uniforme preferido:
El PE tiene un alto índice de contracción (HDPE alrededor de 1,5%-4%, LDPE alrededor de 1%-2,5%), y el grosor desigual de las paredes puede causar marcas de hundimiento, deformaciones y otros problemas. Las recomendaciones son las siguientes:
● Gama de espesores de pared: 1,5-4mm (piezas de pared delgada pueden ir tan bajo como 0,5 mm, lo que requiere de alto flujo de PE).
● El grosor de las nervaduras de refuerzo no debe superar 50%-60% del grosor de la pared principal, y deben aplicarse radios en la base para reducir la concentración de tensiones.
② Diseño de transición gradual:
● Utilice transiciones cónicas en la unión entre zonas gruesas y finas para evitar cambios bruscos que puedan inducir tensiones internas.

2. Optimización de detalles estructurales:
① Radio de filete y ángulo de calado:
● Radio de filete: El radio de la esquina interior debe ser al menos 1 vez el espesor de la pared, y el radio de la esquina exterior debe ser al menos 0,5 veces el espesor de la pared para mejorar el flujo de la masa fundida y reducir la tensión.
● Ángulo de desmoldeo: Se recomienda un ángulo de desmoldeo de 1°-2° (pueden ser necesarios ángulos mayores para superficies muy brillantes) para garantizar una expulsión suave del molde.
② Refuerzo de nervaduras y estructuras de soporte:
● Las nervaduras de refuerzo pueden sustituir a los diseños de pared más gruesa para mejorar la rigidez y, al mismo tiempo, reducir el uso de material y el tiempo de enfriamiento. La altura de las nervaduras no debe superar 3 veces el grosor de la pared.
3. Parámetros clave del diseño del molde:
① Diseño del sistema de inyección:
● Tipo de compuerta: Las compuertas puntuales son adecuadas para piezas de paredes finas, mientras que las compuertas laterales o de abanico se utilizan para piezas de paredes gruesas.
● Tamaño del Runner: El diámetro del corredor principal debe ser 0,5-1mm más grande que la boquilla de la máquina de moldeo por inyección. El diámetro del canal secundario debe ser de 4-8 mm (ajuste en función del tamaño de la pieza).
② Optimización del sistema de refrigeración:
El PE tiene una alta cristalinidad, y la velocidad de enfriamiento afecta directamente a la contracción y la estabilidad dimensional. Las recomendaciones incluyen:
● Temperatura del molde: 40-80°C (más alta para HDPE, más baja para LDPE).
● Utilice canales de refrigeración conformados para garantizar una disipación uniforme del calor y reducir el alabeo.
③ Compensación de ventilación y contracción:
● La profundidad del respiradero debe ser ≤0,03mm para evitar destellos.
● Las dimensiones de la cavidad del molde deben ampliarse para compensar la contracción del PE (la compensación de la contracción del HDPE es de unos 2%-3,5%, la del LDPE de unos 1%-2%).
4. Control de parámetros de proceso:
① Ajustes de temperatura:
● Temperatura del barril: 180-280°C (LDPE: 180-240°C, HDPE: 200-280°C).
● La temperatura de la boquilla debe ser ligeramente inferior a la del extremo del barril para evitar goteos.
② Presión y tiempo de ciclo:
● Presión de inyección: 50-100 MPa (se requieren presiones más altas para piezas de paredes finas o complejas).
● El tiempo de mantenimiento y el tiempo de enfriamiento deben prolongarse para reducir la contracción posterior al moldeo (el tiempo de enfriamiento para el HDPE es 20%-30% más largo que para el LDPE).
5. Selección y pretratamiento de materiales:
① Coincidencia de fluidez:
● Elija un índice de flujo de fusión (MFI) en función de la complejidad de la pieza. Un MFI alto (>20g/10min) es adecuado para piezas de paredes finas.
② Requisitos de secado:
● El PE tiene una baja absorción de humedad y normalmente no requiere secado previo. Sin embargo, si se almacena en un ambiente húmedo, puede secarse a 80 °C durante 1-2 horas.


Cómo realizar el moldeo por inyección de PE: Guía paso a paso
El moldeo por inyección de PE implica seleccionar el material adecuado, controlar la temperatura y la presión y garantizar tiempos de ciclo apropiados para conseguir piezas de alta calidad. Un moldeo eficiente reduce los residuos, disminuye los costes y mejora la uniformidad de las piezas en todas las series de producción.
1. Preprocesamiento del material:
① Características del material:
● El PE (polietileno) es un polímero cristalino con muy baja absorción de humedad (<0,01%) y no requiere tratamiento de secado.
● Índice de contracción del LDPE (polietileno de baja densidad): 1,5% 5,0%.
● Índice de contracción del HDPE (polietileno de alta densidad): 25% 60%.
② Selección de materiales:
● Seleccione LDPE (para alta flexibilidad) o HDPE (para alta resistencia) en función de la aplicación del producto.
● Tenga en cuenta que el PEBD tiene una baja viscosidad de fusión y una buena fluidez, lo que lo hace adecuado para productos de paredes finas y flujo largo.
2. Preparación de equipos y moldes:
① Ajustes de parámetros de la máquina de moldeo por inyección:
| Parámetro | Gama LDPE | Gama HDPE | Notas |
|---|---|---|---|
| Temperatura del barril | 140-200°C | 140-220°C | Utilice valores bajos para la parte trasera y valores altos para la parte delantera del cañón |
| Presión de inyección | 50-80 MPa | 60-100 MPa | Para piezas de paredes finas, aumentar adecuadamente la presión |
| Velocidad de inyección | Medio-Alto | Medio-Bajo | Evitar el sobrecalentamiento y la oxidación de la masa fundida |
② Puntos clave del diseño de moldes:
● Sistema de inyección: Preferir compuertas laterales o compuertas puntuales, evitar compuertas directas para evitar retracciones desiguales.
● Sistema de refrigeración: El diseño debe ser uniforme para controlar la contracción (temperatura del molde LDPE 30-45°C, temperatura del molde HDPE 40-65°C).
● Ángulo de inclinación: Se recomienda que sea ≥1° para evitar arañazos en el producto durante la expulsión.
3. Pasos del proceso de moldeo:

① Plastificación por fusión:
● Velocidad del tornillo: Ajustar en función de la fluidez de la masa fundida (HDPE requiere velocidades más bajas).
● Control de la temperatura de fusión: Evite superar los 300 °C (temperatura de descomposición del PE).
② Presión de inyección y retención:
● Fase de inyección: Llenar rápidamente la cavidad del molde, minimizando el enfriamiento en el frente de fusión.
● Fase de presión de mantenimiento: La presión debe ser 80%-90% de la presión de inyección, con un tiempo ajustado según el espesor de la pared (normalmente 2-5 segundos/mm).
③ Enfriamiento y expulsión:
● Tiempo de enfriamiento: Representa 70%-80% del ciclo, y debe ser suficiente para reducir la deformación.
● Método de expulsión: Utilice clavijas de expulsión o expulsión neumática, evite la expulsión forzada para evitar la concentración de tensiones.
4. Problemas comunes y soluciones:
| Tipo de problema | Análisis de causas | Solución |
|---|---|---|
| Contracción desigual | Control inadecuado de la temperatura del molde | Optimizar el trazado del circuito de agua de refrigeración |
| Deformación | Mala colocación de la puerta | Utilizar puertas multipunto o ajustar el tamaño de las puertas |
| Marcas de hundimiento en superficie | Presión de mantenimiento insuficiente o duración demasiado corta | Aumentar la presión y el tiempo de mantenimiento |
5. 5. Tratamiento posterior e inspección de calidad:
① Recocido (opcional):
● Temperatura: 60-80°C (LDPE), 80-100°C (HDPE).
● Tiempo: 2-4 horas para eliminar la tensión interna.
② Elementos de inspección:
● Precisión dimensional (tolerancia de referencia: ±0,2-0,5 mm).
● Brillo superficial (controlado mediante ajustes de la temperatura del molde).

¿Cuáles son las ventajas del moldeo por inyección de PE?
El polietileno (PE), como termoplástico ampliamente utilizado, presenta varias ventajas significativas en el moldeo por inyección. A continuación se ofrece un análisis detallado de sus principales ventajas:
1. Preprocesamiento simple del material:
① No requiere secado: El PE tiene una absorción de humedad extremadamente baja (<0.01%), making it suitable for direct injection molding without the need for drying, saving preparation time and energy consumption.
② Reducción de los costes de producción: El preprocesado simplificado ayuda a acortar el ciclo de producción y a mejorar la eficiencia general.
2. Excelente fluidez y rendimiento de moldeo:
① Alta fluidez: La masa fundida de PE tiene excelentes características de fluidez, lo que le permite llenar estructuras de molde complejas con una presión de inyección más baja, especialmente adecuada para fabricar productos de paredes finas y piezas de flujo largo.
② Gran adaptabilidad: PE es sensible a la presión, y mediante el ajuste de la presión de inyección, la velocidad de llenado y la calidad se pueden controlar de forma flexible, reduciendo el riesgo de defectos.
3. Alta estabilidad del proceso:
① Amplia gama de temperaturas de moldeo: El PE tiene una amplia ventana de temperatura de procesamiento (por ejemplo, la temperatura del barril de LDPE 140-200°C, HDPE alrededor de 220°C), por lo que es menos sensible a las fluctuaciones de temperatura y proporciona una alta tolerancia de proceso.
② Excelente estabilidad térmica: El PE no se descompone fácilmente por debajo de 300 °C, lo que reduce el desperdicio de material causado por la degradación térmica durante la producción.
4. Ahorro de energía y producción de alta eficiencia:
① Bajo consumo de energía: Debido a su buena fluidez, el PE requiere una menor presión de inyección (típicamente 50-100MPa) y tiene una alta eficiencia de plastificación, reduciendo el consumo de energía del equipo.
② Ciclo de moldeo rápido: La velocidad de enfriamiento puede optimizarse mediante el diseño del molde y, combinada con una alta fluidez, acorta el tiempo de producción por unidad.
5. Ventajas de rendimiento del producto:
① Resistencia a la corrosión química: El PE presenta una gran resistencia a productos químicos como ácidos y álcalis, lo que lo hace adecuado para tuberías químicas, juntas y otras aplicaciones resistentes a la corrosión.
② Aislamiento eléctrico: El PE tiene excelentes propiedades de aislamiento a altas frecuencias, de uso común en componentes eléctricos y electrónicos (como cubiertas de cables y conectores).
③ Ligereza y alta resistencia: Los productos de PE son ligeros pero resistentes a los impactos, lo que los hace ideales para aplicaciones en las que la reducción de peso es esencial (como piezas de automoción y materiales de envasado).
6. Flexibilidad en el diseño y la fabricación: metros:
① Fácil desmoldeo: La textura relativamente blanda del PE permite el desmoldeo de estructuras empotradas poco profundas mediante eyección forzada, lo que reduce la complejidad del molde.
② Aplicaciones versátiles: Las piezas moldeadas por inyección de PE se utilizan en diversas industrias, desde dispositivos médicos (como catéteres y colchones) hasta materiales impermeables para la construcción.
7. Beneficios medioambientales y económicos:
① Reciclabilidad: Los materiales de PE son 100% reciclables, lo que se alinea con los principios de la economía circular y reduce el impacto medioambiental.
② Rentabilidad: El coste de la materia prima es relativamente bajo y, si se combina con procesos de producción eficientes, la ventaja global en costes es significativa.

¿Cuáles son las desventajas del moldeo por inyección de PE?
Aunque el moldeo por inyección de polietileno (PE) se utiliza mucho por su rentabilidad y versatilidad, hay que tener en cuenta algunos inconvenientes:
1. Problemas de contracción y deformación:
① Alto índice de contracción y contracción direccional: El polietileno de baja densidad (LDPE) tiene un índice de contracción de aproximadamente 1,22%, mientras que el polietileno de alta densidad (HDPE) puede alcanzar hasta 1,5%. La contracción es direccional, lo que puede provocar la deformación y alabeo del producto, especialmente en piezas de paredes gruesas o de estructura compleja.
② Sensibilidad a la temperatura del molde: La cristalinidad del PE se ve afectada significativamente por la temperatura del molde. Si la temperatura del molde es demasiado alta, aumenta la cristalinidad y se acentúa la contracción; si la temperatura es demasiado baja, pueden acumularse tensiones internas que afecten al rendimiento mecánico.
2. Desafíos de procesamiento:
① Velocidad de enfriamiento lenta: La masa fundida de PE tiene una velocidad de enfriamiento relativamente lenta, lo que requiere un sistema de enfriamiento del molde eficiente para acortar el ciclo de moldeo. De lo contrario, puede prolongar el tiempo de producción y reducir la eficiencia.
② Excesiva fluidez: La masa fundida de PE tiene baja viscosidad y excelente fluidez, lo que ayuda en el llenado de moldes complejos, pero puede provocar flash (desbordamiento del material). Por lo tanto, es necesario controlar estrictamente la precisión del cierre del molde y la presión de inyección.
③ Sensibilidad a la oxidación por calor: La masa fundida de PE es propensa a la oxidación y degradación a altas temperaturas, por lo que el procesamiento debe evitar la exposición al oxígeno (por ejemplo, utilizando protección de nitrógeno). De lo contrario, el rendimiento del material puede deteriorarse.
3. Limitaciones de las propiedades materiales:
① Estrecho intervalo de temperatura de reblandecimiento: El PE tiene un rango de temperatura de reblandecimiento pequeño, por lo que es esencial un control preciso de la temperatura durante el procesamiento. Las fluctuaciones de temperatura pueden provocar cambios en la viscosidad de la masa fundida, lo que afecta a la estabilidad del moldeo.
② Limitaciones de las propiedades mecánicas: Los productos de PE tienen una textura relativamente blanda, baja resistencia al desgaste y baja rigidez, lo que los hace inadecuados para aplicaciones de alta carga o alta precisión (por ejemplo, engranajes, cojinetes).
4. Requisitos de moldes y equipos:
① Limitaciones del diseño de las compuertas: Las compuertas de alimentación directa pueden provocar concentración de tensiones y contracción desigual. Para mejorar la uniformidad de llenado, se recomienda utilizar varias compuertas o compuertas en forma de abanico.
② Mayor consumo de energía: El PE tiene una capacidad calorífica específica relativamente alta, lo que requiere más energía para la plastificación. Esto se traduce en mayores requisitos de potencia calorífica para las máquinas de moldeo por inyección.

Problemas comunes y soluciones en el moldeo por inyección de PE
El moldeo por inyección de polietileno (PE) es un proceso de fabricación muy utilizado, pero como todos los procesos, puede enfrentarse a algunos problemas comunes. A continuación se indican algunos de los problemas típicos y sus posibles soluciones:
1. Flash:
Análisis de causas:
① Parámetros de proceso inadecuados: Una presión o velocidad de inyección excesivas pueden provocar el desbordamiento de la masa fundida por la línea de partición del molde.
② Defectos de diseño del molde: Resistencia insuficiente del molde, separación excesiva en la línea de apertura o ventilación deficiente.
③ Propiedades del material: La alta fluidez del PE (especialmente el PEBD) lo hace propenso a penetrar en los huecos del molde.
Soluciones:
① Optimizar los parámetros de inyección: Reduzca la presión de inyección a un rango razonable (como referencia: HDPE normalmente 60-100MPa), y utilice un control segmentado de la velocidad de inyección.
② Mejora del molde: Aumentar la rigidez del molde, y la separación de la línea de apertura debe ser ≤0,02mm; añadir canales de ventilación (profundidad 0,02-0,03mm).
③ Control de las materias primas: Elija grados de PE con índice de fusión moderado (por ejemplo, índice de fusión de HDPE de grado de inyección 20-30g/10min), y evite utilizar más de 30% triturado.
2. Marcas de fregadero y burbujas:
Análisis de causas:
① Presión de mantenimiento insuficiente: El PE tiene una alta tasa de contracción (1,5-4%), y un tiempo de presión de mantenimiento inadecuado provoca que no se compense la contracción.
② Enfriamiento desigual: Cuando la relación de grosor de pared es >2:1, las zonas de pared gruesa se enfrían y contraen a ritmos diferentes, lo que provoca burbujas de vacío.
③ Contenido de humedad en las materias primas: Aunque el PE tiene una baja absorción de humedad (<0,01%), un almacenamiento inadecuado puede introducir humedad.
Soluciones:
① Ajuste del proceso: El tiempo de mantenimiento de la presión debe ser ≥ espesor de pared (mm) × 1,5 segundos, con una presión de mantenimiento a 80% de la presión de inyección.
② Optimización del molde: Utilice canales de refrigeración conformados para garantizar velocidades de refrigeración uniformes para espesores de pared variables; el espesor de la compuerta debe ser ≥ 50% del espesor de la pared del producto.
③ Tratamiento de la materia prima: Secado a 80°C con circulación de aire durante 2-4 horas; lo ideal es un secador deshumidificador con un punto de rocío ≤ -40°C.
3. Rachas de plata:
Análisis de causas:
① Problema de degradación: El PE puede sufrir degradación oxidativa térmica si permanece demasiado tiempo en el barril (>5 minutos).
② Contaminación o mezcla de materiales: Mezcla de grados de PE con diferentes índices de fusión o introducción de otros plásticos (por ejemplo, PP).
Soluciones:
① Control de temperatura: Establezca diferentes zonas de temperatura en el barril (sección trasera 180-200°C, sección delantera 200-220°C) para evitar el sobrecalentamiento local.
② Producción limpia: Limpie a fondo el barril durante los cambios de material (utilice HDPE para la limpieza transitoria), y utilice tolvas de secado específicas.
4. Alabeo:
Análisis de causas:
① Tensión de orientación: Las cadenas moleculares de PE se alinean mucho en la dirección de flujo, lo que provoca una contracción anisotrópica durante el enfriamiento.
② Desequilibrio de expulsión: La distribución desigual de los pernos eyectores o un ángulo de eyección <1° provoca una concentración de tensiones localizada.
Soluciones:
① Optimización del proceso: Controlar la temperatura del molde entre 30-50°C para reducir la tensión de cizallamiento de la masa fundida; utilizar procesos de enfriamiento lento (aumentar el tiempo de enfriamiento en 20% cuando la temperatura del molde >60°C).
② Diseño del molde: Garantizar un ángulo de expulsión ≥1,5°; el sistema de expulsión debe garantizar una distribución uniforme de la fuerza de expulsión (al menos un perno eyector por cada 100cm²).
5. Líneas de soldadura:
Análisis de causas:
① Convergencia de múltiples puertas: Cuando la diferencia de temperatura entre los bordes de ataque de la masa fundida de PE supera los 10 °C, no puede producirse la fusión efectiva del frente de fusión.
② Ventilación deficiente: El aire atrapado provoca la oxidación de la masa fundida, dando lugar a líneas de soldadura visibles.
Soluciones:
① Diseño de las compuertas: Utilizar compuertas en forma de abanico para ampliar la zona de confluencia, con una separación entre compuertas ≤150mm (para PEAD).
② Mejora del proceso: Aumentar la temperatura del molde a 60-80°C, y aumentar la velocidad de inyección en 20%-30% para mejorar la fusión de la masa fundida.
6. Brillo desigual de la superficie:
Análisis de causas:
① Pulido insuficiente del molde: el PE reproduce fácilmente el estado de la superficie del molde, y un Ra >0,2μm puede dar lugar a una superficie mate.
② Baja velocidad de inyección: El enfriamiento del frente de fusión reduce la capacidad de replicar la superficie.
Soluciones:
① Tratamiento del molde: Pulido espejo de la cavidad a Ra 0,05-0,1μm y realizar un mantenimiento periódico de electropulido.
② Optimización de la velocidad: Utilice la inyección de alta velocidad (tiempo de llenado <3 segundos) y garantice la precisión de cambio de extremo dentro de ±0,5 mm.
¿Cuáles son las aplicaciones del moldeo por inyección de PE?
El moldeo por inyección de polietileno (PE) se utiliza ampliamente en diversos campos debido a sus excelentes propiedades físicas y características de procesamiento. A continuación se presentan los principales escenarios de aplicación y productos típicos:
1. Envases y contenedores logísticos:
① Cajas y palés retornables: El moldeo por inyección de polietileno de alta densidad (HDPE) se utiliza ampliamente en la producción de envases retornables como cajas de cerveza, cajas de bebidas, cajas de alimentos y cajas de verduras. Estos productos se caracterizan por su resistencia a las bajas temperaturas y a los impactos. Los palés moldeados por inyección de HDPE también ofrecen una gran rigidez y resistencia al desgaste, lo que los hace ideales para la logística y el transporte.
② Tapones de botellas y envases de pared delgada: El moldeo por inyección y el moldeo por compresión se utilizan para fabricar tapones de botella (como para botellas de agua mineral y zumo) y envases alimentarios de pared delgada, que cumplen los requisitos de estanqueidad y diseño ligero.
2. Componentes industriales y de automoción:
① Bidones y piezas industriales: Los productos moldeados por inyección de HDPE se utilizan en la producción de bidones industriales, cubos de basura y otros artículos, que ofrecen una excelente resistencia química, lo que los hace adecuados para el almacenamiento de productos químicos. Además, las piezas pequeñas moldeadas por inyección, como los tapones antipolvo de PE, sirven como componentes de protección en equipos mecánicos y electrónicos.
② Accesorios para tuberías: El moldeo por inyección de PE se utiliza para producir uniones de tuberías por termofusión y conectores de tuberías reductores para sistemas de tuberías de PE, comúnmente utilizados en sistemas de suministro de agua y tuberías de gas.
3. Necesidades diarias y productos para el hogar:
① Artículos domésticos y artículos diversos: El moldeo por inyección de PE se utiliza para fabricar artículos de uso cotidiano (como cajas de almacenamiento y cubos de basura) y herramientas domésticas. Sus propiedades de ligereza y durabilidad lo convierten en una opción muy popular.
Juguetes y artículos de papelería: La flexibilidad y seguridad del PE lo hacen adecuado para moldear juguetes, artículos de papelería y otros productos infantiles.
4. Piezas de función especial:
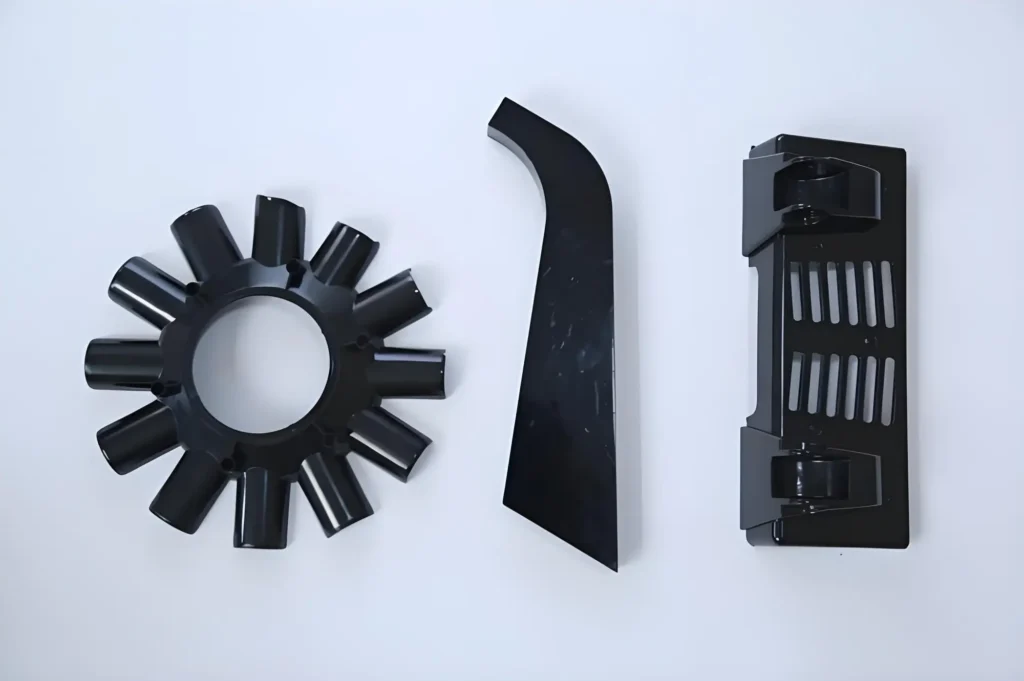
① Productos con moldes personalizados: Por ejemplo, los palés de PE con patrón de rejilla, producidos mediante moldes personalizados, satisfacen necesidades específicas de almacenamiento y logística, lo que demuestra la flexibilidad del moldeo por inyección.
② Productos de materiales compuestos: Combinando materiales reforzados con fibra de vidrio o revestimientos interiores blandos, se fabrican piezas compuestas moldeadas por inyección (como componentes para sistemas de siembra), que ofrecen tanto resistencia estructural como propiedades funcionales.

Sistema de Canal Frío en Moldeo por Inyección: Guía de Ingeniería Completa
Si está adquiriendo piezas moldeadas por inyección y evaluando opciones de molde, el sistema de canal frío1 es una de las primeras decisiones que enfrentará. Es el más simple, económico y

Términos de Pago por Moldeo por Inyección China T/T
Puntos clave T/T (transferencia telegráfica) es el método de pago más común para el moldeo por inyección en China — 70-80% de las transacciones utilizan una estructura de anticipo/saldo 30/70. Nunca pagues el 100% por adelantado para

Guía de Prevención de Riesgos de Proveedores de Moldeo por Inyección para Compradores Internacionales
Elegir un proveedor de moldeo por inyección a medio mundo de distancia es una apuesta calculada. Estás apostando dinero de herramientía, plazos de producción y calidad del producto en un socio que quizás nunca hayas
Soluciones de optimización Gratis
- Proporcionar información sobre el diseño y soluciones de optimización
- Optimice la estructura y reduzca los costes de moldeado
- Hable directamente con los ingenieros

