 Ir al contenido
Ir al contenido 

Introducción: El ciclo de moldeo por inyección es importante. Afecta a la cantidad de trabajo que se hace y a la cantidad de dinero que se gana. Así que, en el proceso de fabricación, uno quiere hacer el trabajo rápido, pero también quiere asegurarse de que las piezas son buenas.Este artículo trata principalmente de cómo reducir el tiempo del ciclo de moldeo por inyección en la industria del moldeo por inyección.

¿Cuál es la duración de los ciclos de moldeo por inyección?
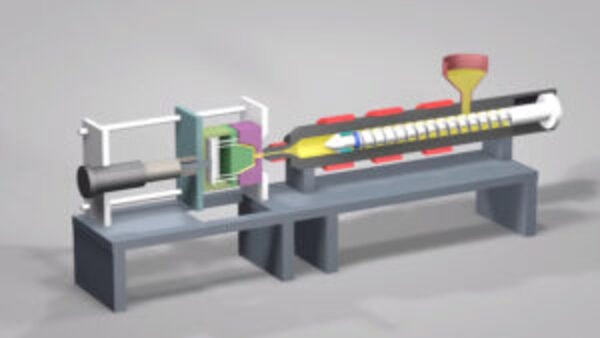
The molding cycle is the total time it takes for the injection molding machine to make a plastic part. In one molding cycle, the moving parts of the injection unit and the clamping unit of the injection molding machine move once in a set order.
Componentes del ciclo de moldeo por inyección
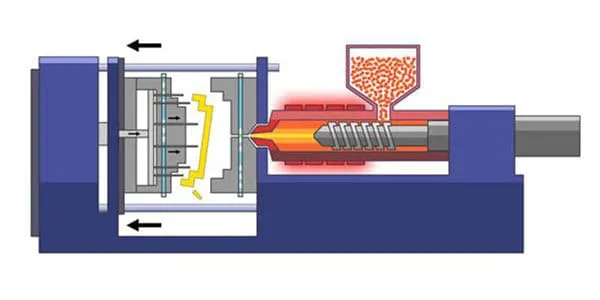
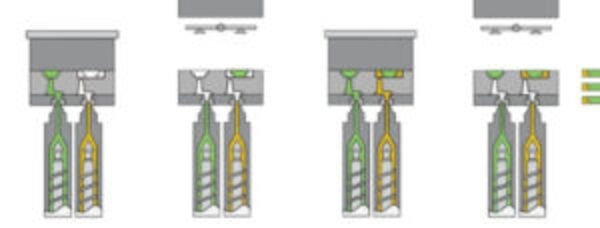
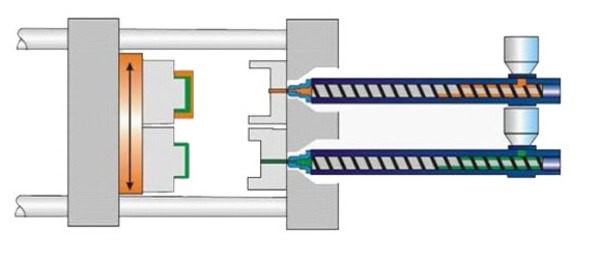
El ciclo de inyección se compone del tiempo de inyección (llenado del molde), el tiempo de mantenimiento, el tiempo de enfriamiento y alimentación (incluida la plastificación previa), la apertura del molde (extracción del producto), las operaciones auxiliares (como la aplicación del agente desmoldeante, la colocación de insertos, etc.) y el tiempo de cierre del molde.

En todo el ciclo de moldeo, el tiempo de enfriamiento y el tiempo de inyección son los más importantes, y tienen una influencia decisiva en el rendimiento y la calidad del producto. El ciclo de inyección es un factor importante del proceso que afecta al moldeo por inyección. En términos generales, los elementos que componen el ciclo de moldeo incluyen.
Hora de cierre
Es el tiempo que tarda el molde en cerrarse. El tiempo de apertura y cierre del molde viene determinado por la carrera de apertura del molde y la velocidad de cierre del molde de la máquina de moldeo por inyección.

Debido a que el molde tiene masa, si la velocidad de cierre del molde se establece demasiado rápido, el molde puede dañarse debido a la energía cinética durante el cierre del molde, por lo que se debe considerar el frenado.
Tiempo de llenado
El tiempo de llenado es el tiempo que tarda la resina fundida en llenar la cavidad después de entrar en el molde a través del canal.
Filling time depends on the injection speed of the injection molding machine (in actual applications, it depends on the movement speed of the injection screw or piston and the diameter of the injection cylinder, injection volume/time = injection rate (cm3/sec)).
También le afecta la viscosidad de la resina fundida. Si el tiempo de llenado es corto, la velocidad de llenado de la resina es demasiado rápida, lo que puede hacer que la resina se queme o genere gas. Por otro lado, si el tiempo de llenado es demasiado largo, pueden aparecer marcas de flujo y líneas de soldadura evidentes en la superficie del producto moldeado.
Tiempo de espera
El tiempo de retención es el tiempo que hay que mantener la presión después de llenar el molde con plástico hasta que la compuerta se congele. Si mantiene la presión demasiado tiempo, tendrá problemas para sacar la pieza del molde.
Tiempo de enfriamiento
El tiempo de enfriamiento es el tiempo que tardan la pieza moldeada, el canal de colada y el bebedero en enfriarse y solidificarse hasta cierto punto después de que se haya realizado la presión de mantenimiento.

Normalmente, el tiempo del proceso de enfriamiento es el más largo del ciclo de moldeo. La parte más gruesa del molde determina el tiempo de enfriamiento. Esto se aplica no solo a la pieza moldeada, sino también al canal y al bebedero.
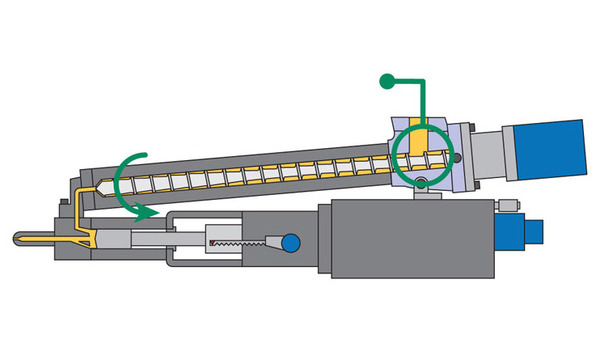
Tiempo de plastificación
El tiempo que se tarda en fundir el plástico se denomina tiempo de plastificación. Normalmente, el tiempo de plastificación se realiza al mismo tiempo que el tiempo de enfriamiento y es más corto que éste. Si se aumenta la velocidad del tornillo más de lo necesario para acortar el tiempo de plastificación, puede quedar aire atrapado en el plástico o éste puede quemarse.

Hora de apertura del molde
Es el tiempo que tarda el molde en abrirse. El tiempo de apertura y cierre del molde depende de la carrera de cierre del molde y de la velocidad de apertura del molde de la máquina de moldeo por inyección. Además, a veces la velocidad de apertura del molde debe abrirse lentamente al principio para evitar arañazos o un mal desmoldeo cuando la pieza se desmoldea de la cavidad.

Tiempo de retirada
El tiempo que se tarda en sacar la pieza moldeada del molde. Esto incluye el tiempo que se tarda en empujar la pieza hacia fuera y el tiempo que tarda el robot en cogerla.
Principales formas de acortar el ciclo de moldeo
The main reason for using high-speed automatic molding molds is to shorten the injection molding cycle to the limit of the injection molding machine’s plasticizing capacity, so as to improve the quality of plastic parts, save manpower, and improve production efficiency. The main ways to shorten the molding cycle are as follows.

Acortar el tiempo de inyección
Tiempo de inyección: El tiempo de inyección incluye el tiempo de alimentación y el tiempo de mantenimiento. El tiempo de alimentación se refiere al tiempo en el que el tornillo avanza rápidamente para empujar el material fundido plastificado dentro del molde. El tiempo necesario para llenar la cavidad del molde suele ser de 3 a 5 segundos.
Para piezas de plástico con alta viscosidad de la masa fundida y rápida velocidad de enfriamiento, debe utilizarse la inyección rápida para reducir el tiempo de alimentación de la masa fundida. El tiempo de mantenimiento se refiere al tiempo de permanencia después de que el tornillo avanza e inyecta, es decir, los canales de refrigeración conformados del material fundido que entra en la cavidad y el tiempo de suministro de la presión de inyección.
Durante este período de tiempo de inyección, la proporción de tiempo es relativamente grande, por lo general alrededor de 20 a 120 s. La forma de la pieza de plástico es simple, la forma es pequeña, y el tiempo de retención es corto. Si la pieza de plástico es grande y el grosor de la pared es grande, el tiempo de retención es más largo.
Para acortar el tiempo de inyección, es necesario utilizar una presión de inyección más alta para acortar el tiempo de llenado de la masa fundida. Esto requiere el uso de compuertas con áreas de sección transversal más pequeñas, como compuertas puntuales y compuertas laterales.
Como estas compuertas tienen una sección transversal pequeña, cuando el material solidificado pase a través de ellas, generará una alta velocidad de cizallamiento y nuevo calor debido a la fricción a alta velocidad, lo que aumentará la fluidez del material fundido y hará que el material llene la cavidad rápidamente.
Para ello, el canal debe ser lo más corto posible. Si se utiliza un sistema de compuerta sin canal o de canal caliente, el extremo delantero de la boquilla puede estar directamente en contacto con la compuerta, lo que reduce en gran medida la resistencia al flujo y favorece más la reducción del tiempo de inyección.
Mantenga todas las partes de las piezas moldeadas a una temperatura adecuada. Durante el proceso de inyección, debido a la disipación de calor del canal y del cuerpo del molde, cuando el plástico fundido llega al final del proceso, su temperatura disminuye gradualmente, provocando que la cavidad final quede incompleta.
Para evitar este fenómeno, la temperatura del molde debe ser más alta al final del proceso. Para evitar marcas de soldadura, la temperatura del molde debe ser ligeramente más alta en las zonas en las que es más probable que se produzcan marcas de soldadura.

Por esta razón, a veces se utilizan métodos de calentamiento local, o se utiliza la densidad de los canales de agua circulante para equilibrar el calor, es decir, se ajusta la salida del canal de agua circulante al final del proceso (la temperatura del agua en la salida del canal de agua es superior a la de la entrada) para ajustar el equilibrio de la temperatura del molde y garantizar la fluidez del material fundido al final de la colada.
Instale los dispositivos de escape y rebose necesarios. Durante el moldeo de alta velocidad, debido a que la presión de inyección es alta y el plástico fundido llena la cavidad rápidamente, si el aire en la cavidad no puede ser descargado rápidamente y a tiempo, afectará a la calidad de la pieza de plástico y causará defectos de inyección. Por lo tanto, debe tenerse muy en cuenta durante el diseño.
Cuando sea necesario, colocar ranuras de escape. En general, coloque las ranuras de escape adecuadas y los dispositivos de rebose necesarios en la superficie de separación y al final de cada proceso.
Acortar el tiempo de enfriamiento y solidificación de la masa fundida
Tiempo de enfriamiento: El tiempo de enfriamiento es el tiempo que tarda la pieza de plástico en enfriarse y solidificarse después de inyectar la masa fundida. El tiempo de enfriamiento está relacionado con el grosor de la pieza de plástico, las propiedades del material y la temperatura del molde.

En general, cuanto menor sea el tiempo de enfriamiento, mejor, siempre que la pieza de plástico no se deforme al desmoldarla. El tiempo de enfriamiento de las piezas de plástico suele oscilar entre 30 y 120 segundos.
El tiempo de enfriamiento y solidificación de la masa fundida representa una gran proporción durante el proceso de inyección. Por lo tanto, mejorar la eficiencia de enfriamiento del molde y acortar el tiempo de enfriamiento y solidificación son una de las formas más eficaces de acortar el ciclo de moldeo.

Mejorar la eficacia global de refrigeración del molde. En términos generales, la refrigeración del cuerpo del molde se consigue mediante el agua del circuito de agua circulante que se lleva el calor para lograr la refrigeración del molde.
Después de establecer un buen circuito de refrigeración, el problema más importante es aumentar el flujo de agua de refrigeración y tratar de reducir la diferencia de temperatura entre la salida y la entrada del agua de refrigeración, especialmente para moldes automatizados de moldeo de alta velocidad, la diferencia de temperatura entre la salida y la entrada debe ser controlada dentro de 3 ° C.

El método de conexión en paralelo del canal de agua de refrigeración es más eficaz, especialmente en verano cuando se utiliza agua del grifo, se debe establecer un dispositivo especial de refrigeración y suministro de agua de refrigeración. Su función es que el agua que fluye hacia fuera de la salida del canal de agua del cuerpo del molde tiene una cierta temperatura.
Después de enfriarse a través del dispositivo de refrigeración, el agua fluye hacia la entrada del canal de agua con una bomba de agua especial, que puede mejorar la eficacia de la refrigeración y puede reciclarse para ahorrar agua.
El circuito de agua de refrigeración se coloca lo más cerca posible de la pieza de plástico moldeada, y en la pared lateral se procesa una estructura de bloqueo del flujo en forma de escalón o de rosca gruesa. En este momento, el flujo de agua de refrigeración chocará con la pieza escalonada al regresar y obtendrá calor del núcleo.
El agua de refrigeración que se lleva el calor salpicará en la parte escalonada y chocará con el agua de refrigeración entrante, aumentando así el área de contacto entre el agua de refrigeración y el cuerpo del núcleo e incrementando el efecto de refrigeración.
Cuando la forma deseada del núcleo es esbelta, debido a que el volumen del núcleo es pequeño, la temperatura es fácil que aumente durante el moldeo y no es fácil disipar el calor y enfriarse, lo que tiene un gran impacto en el ciclo de moldeo, y se debe establecer un dispositivo de refrigeración.
Sin embargo, cuando el canal de agua de refrigeración no puede establecerse desde el interior, puede seleccionarse una aleación de cobre berilio con buena conductividad térmica.
Para conseguir una refrigeración equilibrada de los moldes de moldeo automatizado de alta velocidad, a veces se requiere refrigeración local y calentamiento local en una determinada pieza. En el proceso de moldeo automatizado de alta velocidad, no se puede ignorar el problema de refrigeración del canal.
Si se utiliza el sistema de canal frío para el moldeo por colada, como el canal principal y el ramal son relativamente grandes, su tiempo de enfriamiento será relativamente prolongado, es decir, el ciclo de moldeo se prolongará al mismo tiempo. Por lo tanto, es necesario establecer un circuito de refrigeración en el canal.

Acortar el tiempo auxiliar
El tiempo auxiliar es el tiempo del ciclo de moldeo, excepto el mantenimiento de la presión de inyección y el proceso de enfriamiento y solidificación, es decir, el tiempo que transcurre desde la apertura hasta el cierre del molde.
Durante este tiempo, las piezas de plástico y el condensado fundido se desmoldan para caerse automáticamente del molde, se eliminan los residuos de la zona de moldeo del cuerpo del molde y se reajustan las piezas móviles durante el proceso de cierre del molde.

La proporción de tiempo que ocupan no es grande, pero cada segundo cuenta en el proceso de moldeo automatizado de alta velocidad. Para acortar el tiempo auxiliar, a menudo se utiliza el método de soplado de aire comprimido para eliminar automáticamente los residuos antes del cierre del molde.
Utilizar la máquina de moldeo por inyección de alta velocidad
En moldeo por inyección La máquina consta de los siguientes pasos: fusión del plástico, moldeo por inyección, apertura del molde, cierre del molde y desmoldeo. La función de la propia máquina de moldeo por inyección es una de las principales razones que afectan a la duración del ciclo de moldeo por inyección. Las máquinas de moldeo por inyección de alta velocidad tienen muchas ventajas en términos de velocidad.

Mantenga la estructura del molde simple y fácil de procesar, en otras palabras, haga que el diseño del molde sea lo más fácil posible. La mayoría de los moldes pueden diseñarse de diferentes maneras, y hay muchas formas de desmoldar. Un diseño de molde simplificado puede reducir el tiempo de ciclo del moldeo por inyección.
Utilice un buen sistema de disipación del calor.
Enfríe el molde con agua fría. Además de perder tiempo durante el proceso de moldeo por inyección, la refrigeración también ocupa mucho tiempo del ciclo de moldeo por inyección. Por eso, utilizar agua de refrigeración a baja temperatura y hacer pasar el agua de refrigeración rápidamente por el sistema de refrigeración puede ayudar a reducir el tiempo de ciclo durante el proceso de moldeo por inyección.
Conclusión
En resumen, las principales formas de reducir el ciclo de moldeo por inyección son acortar el tiempo de inyección, acortar el tiempo de enfriamiento y solidificación de la masa fundida, utilizar una máquina de moldeo por inyección de alta velocidad y utilizar un buen sistema de disipación del calor.

Esto ayuda a reducir el coste de fabricación de las piezas de plástico. Y permite moldeo por inyección máquina para producir más productos al mismo tiempo con el mismo consumo de energía.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







