 Ir al contenido
Ir al contenido 

Introducción: El moldeo por inyección de dos colores es un proceso de moldeo clásico. Utiliza dos materiales para moldear por inyección un solo producto, lo que permite conseguir diferentes efectos de color y tacto.
Hoy presentaremos y revisaremos en detalle las cinco secciones principales: ¿Qué es el moldeo por inyección de dos colores? ¿Cuáles son las ventajas del moldeo por inyección de dos colores? Principio de funcionamiento del moldeo por inyección de dos colores . Material, proceso y requisitos del molde para el moldeo por inyección de dos colores . Principales aplicaciones.
¿Qué es el moldeo por inyección bicolor?
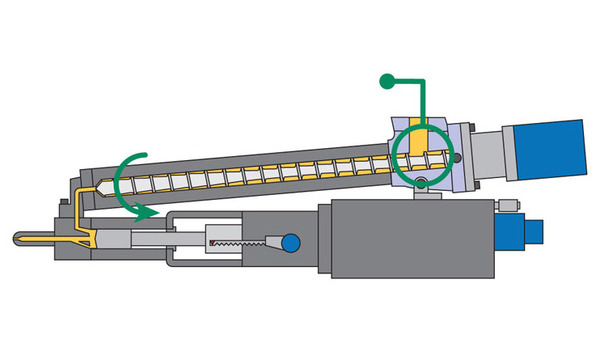
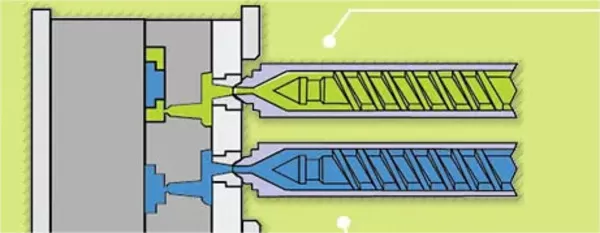
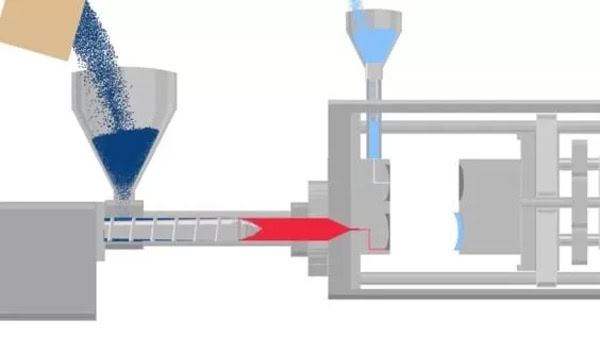
El moldeo por doble inyección es un proceso en el que dos plásticos de colores diferentes se funden en dos barriles y luego se inyectan a través de la misma boquilla al mismo tiempo o uno tras otro. Puede utilizar dos máquinas de moldeo por inyección o una máquina de moldeo por inyección de dos colores para fabricar productos con diferentes patrones de colores mezclados, o productos con una clara separación de colores.

¿Cuáles son las características del moldeo por inyección bicolor?
Alto rendimiento y ahorro energético
Después de la transformación de ahorro de energía de la máquina de moldeo por inyección, el sistema puede responder rápidamente, la máquina de moldeo por inyección puede ajustar rápidamente el suministro de acuerdo a sus propias necesidades, y la tasa de utilización de la energía eléctrica de la máquina de moldeo por inyección puede ser efectivamente mejorada para lograr una alta eficiencia y ahorro de energía.

Respuesta rápida
La rapidez de respuesta es uno de los signos importantes de la calidad dinámica del servosistema. Dado que el tiempo del proceso de transición de la producción es corto, generalmente inferior a 200 ms, para cumplir los requisitos de sobreimpulso, se requiere que el borde delantero del proceso de transición sea más pronunciado, y que la subida tras la transformación de ahorro de energía sea mayor. El tiempo que tarda la máquina de moldeo por inyección en alcanzar las 1500 rpm es inferior a 0,03 segundos.

Buena estabilidad
El sistema utiliza un doble control en bucle cerrado de la presión y el caudal para determinar cuánto necesita la máquina de moldeo por inyección. Cuando se cambia algo o algo cambia fuera, el sistema puede volver a la normalidad con bastante rapidez.

Alta precisión
La precisión es el grado en que la salida sigue a la entrada. El servomotor utiliza tecnología de imanes permanentes, que es precisa y rápida. El servo motor utiliza la tecnología PLC, que es aún más precisa. El error es por lo general entre 0.01~0.00LMM.
Mejorar la eficacia y reducir costes
Consigue una respuesta rápida, repite lo mismo una y otra vez y mantén la misma velocidad; utiliza dos materiales diferentes o dos colores distintos al mismo tiempo, lo que ahorra mucho tiempo y dinero; es muy fácil de configurar y cambiar los ajustes.

¿Cuál es el principio del moldeo por inyección bicolor?
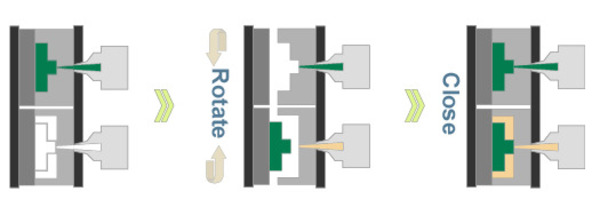
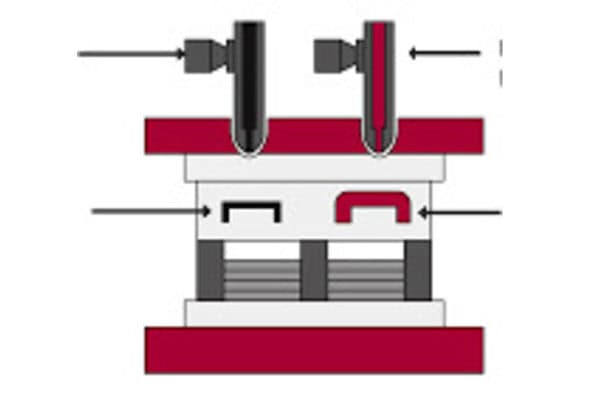
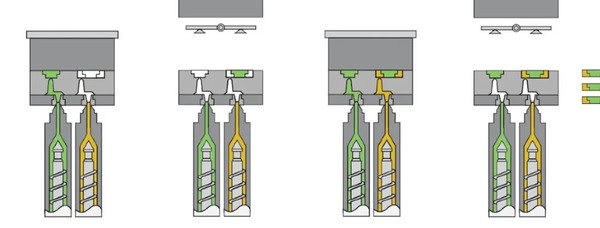
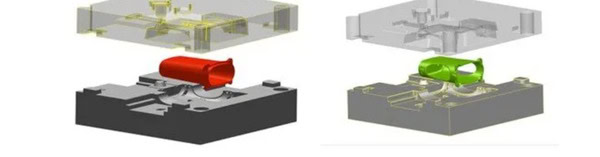
Bicolor productos de moldeo por inyección requieren un molde macho y dos moldes hembra. El primer moldeo por inyección se realiza en el molde macho y el primer molde hembra. Después del moldeo, se abre el molde y se pasa directamente al segundo molde hembra sin desmoldeo. Después del segundo moldeo por inyección, se puede obtener el producto moldeado por inyección de dos colores después del desmoldeo.
Principio de procesamiento del moldeo por inyección bicolor
a. El molde delantero tiene dos formas diferentes y forma dos productos, mientras que el molde trasero tiene la misma forma.
b. La boquilla del molde de tres placas está diseñada para desmoldar automáticamente, lo que hace que el trabajo sea más cómodo. Preste atención a si la acción de desmoldeo de la boquilla de cola blanda es fiable.

c. Los moldes delantero y trasero del molde se giran 180 grados desde el centro. Al rotar, la parte delantera y trasera deben ser consistentes. Esta inspección debe realizarse durante el trabajo, ya que requiere un posicionamiento elevado del encofrado. El espesor total del encofrado frontal más la placa A no debe ser inferior a 170 mm. Esto debe hacerse comprobando cuidadosamente el modelo de la máquina de moldeo por inyección y otros datos de referencia.
d. Al diseñar el segundo máster de moldeo por inyección, para evitar que el máster secundario raye la posición de la cola del primer producto moldeado, se puede diseñar un componente que evite los huecos. Sin embargo, se debe considerar cuidadosamente la resistencia de cada sellador, es decir, si el plástico se deformará bajo una gran presión de inyección durante el moldeo por inyección, lo que puede dar lugar a la posibilidad de un segundo frente de moldeo por inyección.
e. Al hacer el moldeo por inyección, la primera parte moldeada puede ser un poco más grande porque puede ser apretado con otro molde macho en el segundo moldeo para lograr la función de sellado. Y preste atención a la segunda inyección. ¿Afecta el flujo de plástico a la primera pieza moldeada? ¿Se deforma la posición del plástico? Si es posible, hay que buscar formas de mejorar.
f. Antes de sujetar las placas A y B, preste atención a si el deslizador del molde frontal o la parte superior inclinada se reajustarán primero y aplastarán el producto. Así que tuvimos que encontrar la manera de que primero se sujetaran las placas A y B, y luego el deslizador del módulo frontal. O inclinar la parte superior para que se reajuste. La disposición del suministro de agua de los dos moldes delantero y trasero es la más adecuada posible, y el equilibrio es el mismo.

¿Cuáles son los tipos de moldeo por inyección bicolor?
Máquina de moldeo por inyección de dos colores Máquina de moldeo por inyección
Este tipo necesita dos moldes delanteros y uno trasero. El producto se termina en una sola toma. No es necesario sacarlo de la máquina de cerveza a la mitad. El producto tiene un aspecto bueno y bonito. El espesor del material del segundo moldeo por inyección es generalmente de 0,5-2MM. El coste es más alto y se utiliza generalmente para la comparación. Producto pequeño.
Máquina de moldeo por inyección ordinaria Moldeo por inyección
Este tipo necesita dos moldes delanteros y dos moldes traseros. Tras el primer moldeo por inyección, el producto semiacabado debe extraerse y colocarse en el segundo molde para el segundo moldeo por inyección. El aspecto del producto no es muy bueno. Los requisitos de la tecnología de moldeo por inyección son elevados. Generalmente, el segundo material de moldeo por inyección puede ser de hasta 3MM para hacer productos más grandes.
¿Cuáles son los requisitos de material, proceso y molde para el moldeo por inyección de dos colores?
a. Requisitos materiales
La tecnología de moldeo por inyección de dos colores utiliza dos materiales diferentes para el moldeo por inyección, por lo que la selección de dos materiales diferentes también es un proceso importante. Por lo general, se utilizan dos plásticos con colores diferentes, lo que puede mejorar en gran medida la resistencia y durabilidad del producto moldeado por inyección. También facilita la fusión y el moldeado.
Sin embargo, los productos con usos especiales pueden necesitar aprovechar la situación en la que las propiedades de dos materiales son muy diferentes, lo que requiere resolver el problema de la dificultad de fusión de dos materiales con grandes diferencias.
Los principales problemas son la delaminación y el desprendimiento, que son golpes fatales para productos moldeados por inyección. Por lo tanto, hay que tener muy en cuenta la tasa de contracción y las diferentes condiciones de la interfaz, y ajustar la proporción de los materiales.
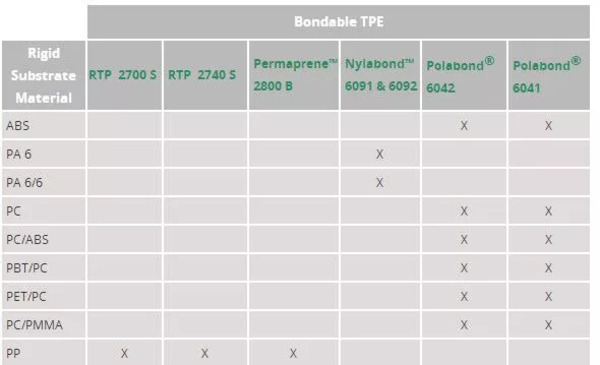
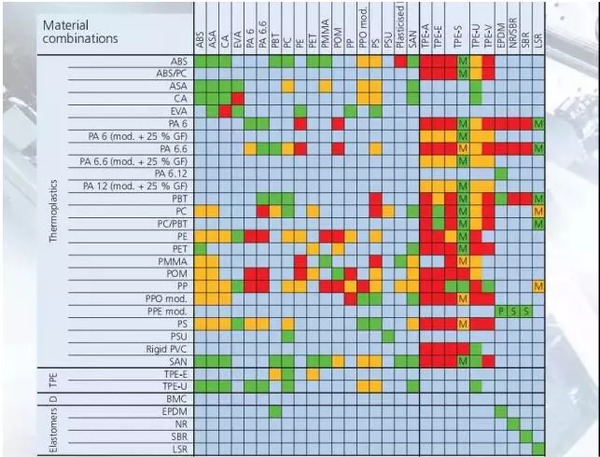
Para el moldeo de dos disparos, los dos materiales deben cumplir dos condiciones básicas de compatibilidad: compatibilidad de adhesión y compatibilidad de procesamiento.
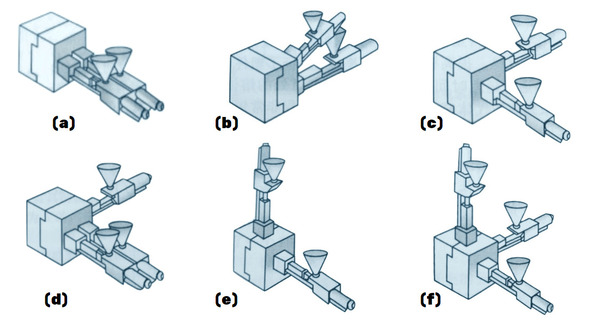
Además, deben cumplirse los siguientes requisitos: unidad de inyección, paralela y en la misma dirección, paralela y opuesta, horizontal y vertical en forma de L, estructuras de inyección monocilíndricas en forma de Y; boquilla de mezcla, patrones, ondas, marcas de flujo, gradientes, capas intermedias, etc. Boquilla especial;
Molde de sujeción, tipo estándar, tipo de plataforma giratoria vertical, tipo de plataforma giratoria horizontal, tipo de eje giratorio, tipo de robot giratorio y otros mecanismos; alimentación, además del accionamiento de motor hidráulico estándar, también hay estructura de alimentación eléctrica ESD (ElectricScrewDrive); circuito de aceite, hay ACC acumulación de presión Inyección de alta velocidad y diseño de circuito cerrado.
b. Requisitos del proceso
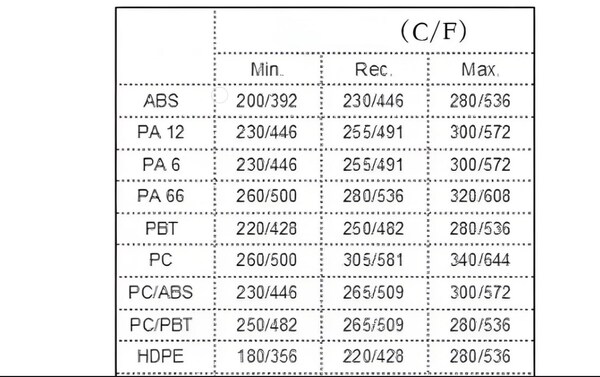
En el diseño de doble disparo de cola blanda y dura, los dos materiales deben tener una cierta diferencia de temperatura en sus puntos de fusión. Generalmente se recomienda que sea de 60°C, y se recomienda que sea de al menos 30°C. La temperatura del punto de fusión del material de la primera inyección es alta. Generalmente, el primer disparo es PC o PC/ABS, y el segundo disparo es generalmente PC o PC/ABS. El segundo disparo es de TPU o TPE, el PC tiene un grosor de 0,6-0,7 mm, el software es de 0,4 mm o más.
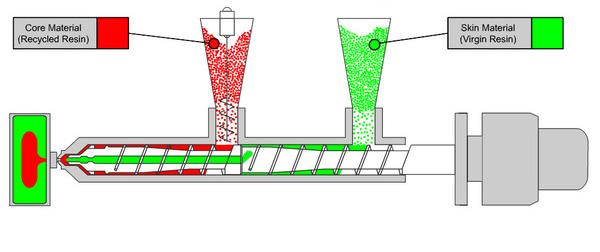
Intente ampliar la zona de contacto todo lo posible, haga ranuras, etc. para aumentar la fuerza adhesiva, o utilice la extracción del núcleo para la primera inyección, e inyecte parte del material de la segunda inyección en la primera, y haga que la superficie del molde de la primera inyección sea lo más rugosa posible.
Diseño de doble disparo transparente y no transparente. Diseño de doble disparo de lentes pequeñas: el primer disparo es opaco, y el segundo disparo está hecho de lentes. El primer plano debe ser de PC con un punto de fusión alto, y el segundo plano debe ser de PMMA. Diseño de doble tiro transparente y no transparente para decoración: el primer tiro es de material opaco, y el segundo tiro es transparente.

c. Requisitos de moho
Los dos moldes hembra deben ser diferentes para formar dos productos diferentes, mientras que los dos moldes macho deben ser iguales; los moldes delantero y trasero del molde deben ser consistentes después de ser girados 180° desde el centro; la capacidad máxima necesita ser comprobada cuidadosamente. El grosor del molde, el grosor mínimo del molde, la distancia del agujero KO, etc.; la boquilla del molde de tres placas está mejor diseñada para permitir la acción automática de desmoldeo.
al diseñar el molde maestro para el segundo moldeo por inyección, a fin de evitar que el segundo molde maestro raye el primero La posición de pegado del producto formado puede diseñarse parcialmente para evitar huecos. Sin embargo, la fuerza de cada posición de sellado debe ser considerada cuidadosamente; durante el moldeo por inyección, el tamaño del primer producto moldeado por inyección puede ser ligeramente mayor para que pueda ser presionado más fuertemente con el otro molde macho durante el segundo moldeo para lograr el sellado. La función del pegamento.
Tenga cuidado de que el flujo de plástico no golpee la pieza que se hizo la primera vez durante el segundo disparo, provocando que la línea de pegamento se deforme; antes de cerrar el molde con las placas A y B, asegúrese de que la corredera delantera del molde o el pasador angular no golpeen la pieza primero y la dañen cuando se reinicie; intente que el flujo de agua en las dos cavidades y el núcleo sea lo más uniforme y equilibrado posible; en el 99% de los casos, dispare primero la parte de goma dura de la pieza y luego dispare la parte de goma blanda de la pieza porque la parte de goma blanda es fácil de deformar.
¿Cuáles son los puntos clave de los productos de moldeo por inyección de dos colores y del diseño de moldes?
La estructura de los productos moldeados por inyección de dos colores es muy diferente de la de los productos de plástico ordinarios. Debido a que se utilizan dos materiales diferentes para el moldeo por inyección, los productos tienen dos propiedades y características diferentes, que son fundamentalmente diferentes de los productos moldeados por inyección ordinarios; al mismo tiempo, antes del moldeo por inyección, se requiere un diseño estructural cuidadoso de los productos moldeados por inyección de dos colores, y las características de compatibilidad de los dos materiales deben ser consideradas en su totalidad.

Características estructurales de los productos moldeados por inyección bicolor
Elija dos materiales
Bicolor moldeo por inyección utiliza dos materiales diferentes para el moldeo por inyección, por lo que la selección de dos materiales diferentes también es un proceso importante. Por lo general, se utilizan dos plásticos con colores diferentes, lo que puede mejorar en gran medida la resistencia y durabilidad del producto moldeado por inyección. También facilita la fusión y el moldeado. Sin embargo, los productos con usos especiales pueden necesitar el uso de dos materiales con propiedades extremadamente diferentes.

Se trata de un problema difícil de resolver, porque los dos materiales son relativamente diferentes. Los principales problemas son la delaminación y el desprendimiento, que son fatales para los productos moldeados por inyección. Por lo tanto, debemos considerar cuidadosamente la tasa de contracción y las diferentes condiciones de interfaz, y ajustar la proporción de materiales.

Diseño de la estructura interna y la forma de los productos
A la hora de diseñar la estructura y la forma del producto, primero debemos tener en cuenta la finalidad y el uso del producto, y realizar una investigación detallada sobre el tamaño y la estructura interna. Por lo general, necesitamos aumentar el área de contacto de las dos materias primas para mejorar la firmeza.
Aquí, podemos diseñar muchas ranuras pequeñas y ranuras convexas dentro del producto para incrustaciones y costuras. Esto puede aumentar el área de contacto de los dos materiales, de modo que cuando realizamos el moldeo por inyección, podemos mejorar mejor la resistencia y la vida útil del producto y aumentar su practicidad.
Molde giratorio Molde de inyección de dos velocidades
Este tipo de molde requiere diferentes consideraciones en la parte de moldeo. En primer lugar, las ranuras cóncavas y convexas de los dos moldes de inyección deben diseñarse cuidadosamente para garantizar un ajuste perfecto durante el acoplamiento. Al mismo tiempo, al diseñar el mecanismo de desmoldeo, se requiere una segunda inyección antes de poder realizar el desmoldeo.
Los diferentes métodos de moldeo por inyección deben diferenciarse en distintos detalles. Tras el desmoldeo de la máquina de inyección de rotación vertical, el producto es expulsado para completar las operaciones pertinentes. Sin embargo, si la situación de desmoldeo no puede ser expulsado por la máquina de inyección, un dispositivo hidráulico debe ser utilizado para el molde de desmoldeo.
¿Cuáles son las ventajas del moldeo por inyección bicolor?
Moldeo en una sola operación
La máquina de moldeo por inyección de dos colores puede completar el moldeo por inyección de dos colores o materiales en un solo proceso de moldeo por inyección, evitando múltiples pasos de moldeo por inyección y montaje, y mejorando la eficiencia de la producción.

Ahorro de costes
Ahorra el coste de fundición e impresión, aumenta el bonito efecto visual del producto y mejora la calidad y el valor añadido del producto. En comparación con la tecnología tradicional de moldeo por inyección de un solo color, la tecnología de dos colores moldeo por inyección La máquina puede reducir las operaciones manuales y los eslabones de producción, reducir los costes de producción y los costes de mano de obra.

Posicionamiento preciso
La máquina de moldeo por inyección de dos colores está equipada con un molde dedicado y un sistema de control, que puede lograr el posicionamiento y la alineación de color de alta precisión, garantizando la consistencia y la belleza de la apariencia del producto.

Innovación en el diseño
No sólo tiene la función de antideslizante y aumentar la fricción, el material de resina flexible hace que sea más ergonómico y se sienta muy bien. La tecnología de moldeo por inyección de dos colores aporta más posibilidades al diseño del producto, y puede crear efectos de apariencia más coloridos y únicos para satisfacer las necesidades personalizadas de los consumidores.

Disminuir la chatarra
Los moldes de dos colores pueden combinar dos resinas y colores con características diferentes en un único producto de dos colores, lo que puede reducir las tareas de montaje y postprocesado de los productos moldeados. Además, la tecnología de moldeo por inyección de dos colores puede reducir los errores causados por el ensamblaje múltiple, disminuyendo así los desechos y mejorando la calidad y consistencia del producto.

Alta estabilidad de la calidad del producto
Los productos moldeados por inyección de dos colores tienen una alta estabilidad de calidad, un fácil control de la deformación del producto, un ciclo de moldeo corto y un alto valor de producción. La pérdida puede ser 7% menor que la del moldeo por inyección con recubrimiento de caucho, y el coste de fabricación del producto puede ser 20%-30% menor que el del moldeo por inyección con recubrimiento de caucho.

¿Cuáles son las principales aplicaciones del moldeo por inyección bicolor?
Se utiliza en interruptores de alimentación, botones de teléfonos móviles, interruptores de automóviles, etc., para cumplir determinados requisitos de guía o transmisión de luz.
Se utiliza en productos de mano, como carcasas de walkie-talkie, mangos de cepillos de dientes, mangos de herramientas eléctricas, llaves inglesas y tazas térmicas, etc., para mejorar el tacto.

Se utiliza en productos con requisitos de apariencia de varios colores, como los teclados, utilizando moldeo por inyección de dos colores, que es bonito y no preocupa que se borre durante el uso.
Se utiliza en productos que requieren impermeabilización para lograr los requisitos de estanqueidad.

En la actualidad, el proceso de moldeo por inyección de dos colores se utiliza ampliamente en casi todos los campos del plástico, como automóviles, productos electrónicos, herramientas eléctricas, productos médicos, electrodomésticos, juguetes, etc.
Se utiliza en productos que requieren galvanoplastia local, como botones de teléfono, etc.

En la familia de los plásticos, sólo pueden galvanizarse las superficies de ABS y polisulfona (PSU). Si un área local o un lado del producto requiere galvanoplastia, el área galvanoplastia debe ser inyectado con ABS, y el área que no requiere galvanoplastia debe ser inyectado con otros materiales tales como PC. etc..

Conclusión
En resumen, el bicolor moldeo por inyección existe desde hace mucho tiempo, pero sólo se ha reconocido y utilizado en los últimos años porque los productos fabricados con ella se adaptan al entorno en el que se utilizan.

Al mismo tiempo, puede moldearse en un solo paso, lo que ahorra dinero, permite un posicionamiento preciso, fomenta la innovación en el diseño, reduce los residuos y garantiza que la calidad de los productos sea estable. Puede satisfacer diferentes requisitos, por lo que su uso está cada vez más extendido y tiene un gran impacto en la industria del automóvil y otras industrias. Tiene buenos beneficios económicos y es una tecnología con mucho potencial.







