 Ir al contenido
Ir al contenido 

Para hacer molde de inyecciónLos productos de inyección tienen una buena sensación y apariencia, y teniendo en cuenta las ventajas de otros materiales de moldeo a baja presión, ahora es popular utilizar plástico duro como esqueleto de material base, tela y plástico blando para la capa superficial del proceso de moldeo por inyección.
En todo este tipo de proceso, desde el punto de vista del desarrollo, moldeo por inyección esqueleto y luego el moldeo por inyección de una capa de la buena sensación del proceso de plástico blando (inserción, secundaria) mostrará su practicidad, ya que no necesita seguir el procesamiento, mientras que la tela, la piel de moldeo por inyección a baja presión tiene un montón de seguimiento de procesamiento.
Qué es el moldeo por inyección a baja presión?
El moldeo por inyección a baja presión es el proceso de inyectar un material encapsulado en un molde a una presión de inyección muy baja y curarlo rápidamente.
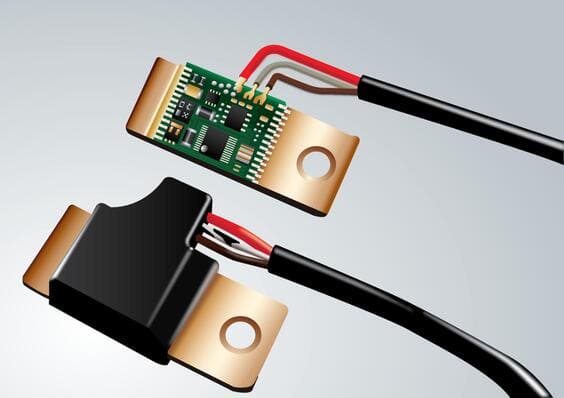
Moldeo por inyección a baja presión es un proceso seguro y delicado, situado entre el moldeo por inyección a alta presión y el encapsulado. Con sus tiempos de ciclo cortos y bajas presiones, es la solución ideal para la protección de placas de circuitos.
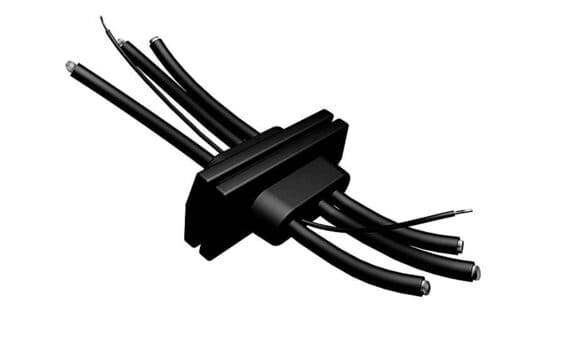
En la industria del automóvil, este proceso se utiliza para el moldeo de algunos revestimientos interiores de automóviles y el embalaje de componentes electrónicos.

Ejemplos de aplicación del moldeo por inyección a baja presión
Partes interiores: Utilizando una presión de inyección muy baja (300-600 Bar), se añaden pieles de PVC o tejidos de punto al proceso de moldeo.
Los tipos de material más utilizados son: piel, piel de PVC, piel de TPO con espuma de PP, piel de PUR, tejido de punto con tela no tejida y fieltro de fibra, así como la inyección compuesta entre el material de la superficie y el material del esqueleto; muchas piezas interiores de automóviles de gama media y alta utilizan el proceso de moldeo por inyección a baja presión, como las inserciones de los paneles de las puertas de Mercedes-Benz, BMW, etc.
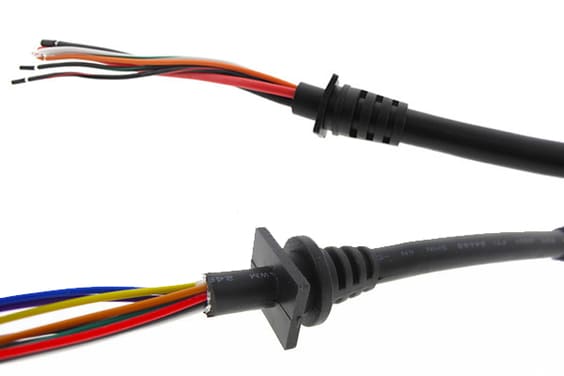
Encapsulación de componentes electrónicos: El proceso de encapsulación utiliza una presión de inyección muy pequeña (1,5~40bar) para inyectar el consumo de material de encapsulación en el molde y lo cura rápidamente (5~50 segundos).
La presión y temperatura utilizadas para el moldeo por inyección a baja presión son mucho más bajas que el proceso de moldeo por inyección normal, y el proceso es relativamente simple y no requiere equipos y moldes de alta gama.
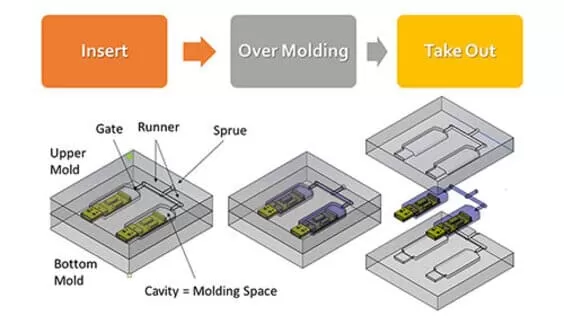
Proceso de moldeo por inyección a baja presión
El proceso es el siguiente:
El moldeo por inyección a baja presión es una técnica de ensamblaje en molde, similar a IMD donde la tela/piel se moldea directamente sobre el producto (si la presión de inyección es demasiado alta, la tela se dañará).
Por las características del proceso de moldeo, existen dos tipos de moldeo por inyección a baja presión: molde abierto y molde cerrado.
La diferencia radica en si existe un cierto espacio entre el molde móvil y el fijo cuando el molde está cerrado.
A lo largo del proceso de llenado, se inyecta suavemente una cantidad precisa de masa fundida (el flujo de masa fundida de plástico sobre el tejido es mucho más lento que sobre una cavidad de molde lisa), por lo que los moldes de inyección de tejido a baja presión tienen más compuertas que los moldes ordinarios.
Características del moldeo por inyección a baja presión
1. Ventajas
a. Alta resistencia, el material de la piel está integrado con el material de la base de plástico, no hay posibilidad de que se caiga
b. Alta eficiencia de moldeo, más respetuoso con el medio ambiente, no es necesario el proceso de aplicación de pegamento para el proceso de revestimiento, la mejora de la calidad del aire en el coche.
c. La estructura interna se puede diseñar arbitrariamente, y la libertad de modelado de la superficie es mayor que el proceso de revestimiento, las características de modelado son más claras, el producto es hermoso, y la comodidad es alta.
2. Desventajas
a. El proceso de moldeo a baja presión es más complejo, vulnerable a la influencia del molde y la ductilidad de la tela/piel de PVC, y la tasa de desecho es relativamente alta
b. Retención del patrón, en el alto estiramiento, el sentido tridimensional del patrón es pobre.
c. Mayor coste de utillaje y tejidos más caros
Considerando las ventajas y desventajas anteriores, el moldeo por inyección a baja presión tiene las siguientes características.
Molde: superficie de separación con abertura de cierre; la compuerta se controla mediante válvula de secuencia (controlada por válvula tipo canal caliente)
Manipulador: función de sujeción del tejido y función de recogida del producto
Capa compuesta: PVC/PU; tejido, etc.
Material del esqueleto: PP modificado y PC/ABS con mejor fluidez, etc.

Factores que influyen en el moldeo por inyección a baja presión
Tejido; composición del tejido: puede incluir una capa no tejida, una capa de esponja, una capa de espuma, una capa de tejido de punto superficial o una capa de plástico blando (PVC).
Rendimiento del tejido: alargamiento estático longitudinal, alargamiento residual longitudinal, alargamiento estático transversal, alargamiento residual transversal; el alargamiento del tejido es mayor, no es fácil de deformar, las arrugas serán más evidentes el alargamiento del tejido es menor, es fácil de deformar, no es fácil de arrugar.
Estructura del molde: Generalmente se selecciona en forma de válvula secuencial de punto de entrada, y el número de puntos de entrada es mayor que el del material esqueleto de moldeo por inyección ordinario, la longitud total del producto L = 1000 mm, espesor de pared T = 2,5 mm, el valor recomendado del número de puntos de entrada = 1000/2,5/FPP material F valor menor a 100, material ABS o PC menor a 80.
Diseño de la cavidad de escape: La estructura del molde de inyección de piel de PVC es la misma que la del molde de inyección de tela, excepto que se enfoca en el escape de la cavidad y el espacio del núcleo.
Otros requisitos técnicos: el ángulo R en la esquina del producto no es inferior a 3,0; el diseño del grosor del trozo de cola del producto no debe ser demasiado grueso para evitar que el producto se encoja,
El grosor de la broca de tendón no debe exceder 3/5 del grosor de la broca de pegamento; los productos con orificios profundos deben estar divididos; el borde de la apariencia del producto debe envolver inversamente el lugar de trabajo de la tela, la parte posterior del producto no debe tener una broca de tendón, etc.

Moldeo por inyección a baja presión Fluidez del plástico
El índice de fluidez del plástico es el valor del índice de fusión MI. Como es sabido, el flujo del plástico sobre la tela es mucho más lento que sobre la cavidad del molde lisa, por lo que los moldes de inyección a baja presión para tela tienen más puntos de entrada que los moldes ordinarios.
La lentitud del flujo afectará inevitablemente a otros problemas de aspecto del producto, como marcas de pegado, falta de material, etc.
Generalmente, el valor MI del material PP se sitúa entre 20 y 55, lo que nos obliga a no utilizar ciegamente tejidos importados y partículas de plástico importadas en el desarrollo de productos.
Debido a que estos son necesarios después de la aplicación de la combinación, siempre y molde con buena, material nacional, como de costumbre, puede hacer que los productos calificados de moldeo a baja presión.

Estructura de los moldes de moldeo por inyección a baja presión
Normalmente, el expulsor de este tipo de molde está en el molde fijo, utilizando la compuerta de válvula para controlar la cantidad de material de cada compuerta, el molde fijo tiene un marco de tela prensada, y el molde fijo tiene un pasador de tela o ventosa de aire para fijar la tela.
Moldeo por inyección a baja presión Defectos comunes y medidas de manipulación
(1) Falta de material: Las esquinas afiladas del producto son propensas a la falta de material.
(2) Infiltración: La esquina del producto es propensa a la infiltración, la razón: la temperatura de la puerta de la parte de infiltración es demasiado alta; la temperatura del molde es demasiado alta; el control de la cantidad de material de la puerta de la parte de infiltración es demasiado.
(3) Penetración: La esquina afilada del producto es fácil que aparezca la penetración, la razón: la esquina afilada de la superficie de separación con una brecha, cuando la cantidad de material de moldeo a baja presión o la velocidad aumenta de plástico fundido de la brecha en el interior de penetración, primero conducir la tela no tejida y luego penetrar en la superficie de la tela.
El grosor de la pared en las esquinas afiladas es demasiado grueso, por lo que el grosor de la pared en las esquinas afiladas del molde es relativamente fino para evitar que el tejido se filtre a través del material o se rompa.
(4) Rotura por presión del tejido Causa: Por lo general, la temperatura del molde utilizado en el molde de inyección de baja presión es baja (10-15 grados), si las medidas contra la oxidación no se hacen bien, se producirán manchas de óxido en el marco de tela prensada y la superficie de separación deslizante, lo que producirá una presión excesiva sobre la tela y una ductilidad limitada de la tela, rompiendo así la tela.
Características del moldeo por inyección a baja presión de piel de PVC
1. La naturaleza de la piel de PVC
En comparación con el tejido, hay muchas diferencias entre ambos. En primer lugar, el escape: el tejido tiene poros y pierde estructura, por lo que es fácil que el gas salga del interior; mientras que la piel de PVC es una capa de plástico PVC en la superficie, por lo que es difícil que el gas salga del interior.
En segundo lugar, el sustrato: el sustrato de tela es tela no tejida, por lo que la resistencia al flujo del plástico fundido es bastante grande; mientras que el sustrato de piel de PVC es una capa de espuma de plástico, la superficie es lisa, y la resistencia al flujo del plástico fundido es pequeña.
Luego está la ductilidad: la extensión de la tela después de la brecha de la estructura es grande, el plástico fundido penetra más fácilmente; la extensión de la piel de PVC todavía tiene una fuerte resistencia, y el plástico fundido no es fácil de penetrar.
2. Estructura del molde
En comparación con el moldeo por inyección de tela, la mayor diferencia radica en el diseño del escape de la cavidad, la estructura del molde de inyección de piel de PVC es la misma que la del molde de inyección de tela, excepto que se enfoca en el escape de la cavidad y el espacio del núcleo.
Como el aire existe en el interior del núcleo y la cavidad después de cerrar cuando el plástico fundido se inyecta en, el aire en el interior se comprime lentamente, si el gas no se descarga a tiempo, inevitablemente causará grandes problemas para el llenado y muchos defectos. Tales como marcas de adherencia, encogimiento y chamuscado.
3. Defectos comunes y medidas de tratamiento
(1) Contracción de la superficie del producto
Causa: La separación entre las superficies de separación de los moldes es demasiado grande, lo que provoca la salida de material, con la consiguiente necesidad de material no compactado y, por tanto, contracción;
Como en el moldeo por inyección ordinario, la pared gruesa del producto, donde hay barras de refuerzo, debido al pobre enfriamiento, resulta en contracción volumétrica causada por la contracción.
(2) Marcas de fusión
Motivo: Si la cavidad del molde y el núcleo no se agotan bien, el aire de la parte delantera de la puerta donde se juntan los frentes se comprime y no puede fusionarse de forma natural, y la combinación de trazas puede reflejarse en la piel, dando lugar a marcas de fusión evidentes y afectando al aspecto.
Por supuesto, como cualquier moldeo por inyección de plásticoLa baja temperatura del molde y la baja temperatura del plástico fundido también causarán defectos evidentes de las marcas de fusión.
(3) La piel está aplastada
Razón: Al igual que el moldeo por inyección de tejidos, la temperatura del molde de molde de inyección de baja presión suele ser baja (10-15 grados), si las medidas de prevención de la oxidación no se hacen bien, se producirán manchas de óxido en el marco de tejido prensado y en la superficie de separación del deslizador, y la presión sobre la epidermis será excesiva durante la producción, y la ductilidad de la epidermis será limitada, rompiéndose así la epidermis.
(4) Fundir a través del bebedero
Razón: Plastificado de plástico fundido se inyecta desde la puerta, sujeto a cizallamiento, círculo de calentamiento, su posición central la temperatura es alta si la inyección de molde abierto y la distancia aumenta puede proteger eficazmente reducir la fusión a través de fenómeno; puede reducir la puerta, la temperatura, la temperatura del molde, pero al mismo tiempo es necesario tener en cuenta los problemas de liquidez de la resina, de lo contrario puede haber una falta de material.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.





