 تخطي إلى المحتوى
تخطي إلى المحتوى 
مصنع قولبة حقن البولي إيثيلين البولي إيثيلين المخصص
استكشف تصنيع قوالب حقن البولي إيثيلين البولي إيثيلين المخصصة لدينا مع أدلة متعمقة وحلول الخبراء. حسِّن تصميمك وعزز الكفاءة اليوم!

موارد الدليل الكامل لقولبة حقن البولي إيثيلين البولي إيثيلين
ما هو البولي إيثيلين (PE)؟
البولي إيثيلين (PE) هو أحد أكثر البوليمرات البلاستيكية الحرارية استخدامًا في العالم. يشتهر البولي إيثيلين متعدد الاستخدامات والمتانة والفعالية من حيث التكلفة، مما جعله لا غنى عنه في العديد من الصناعات - من التعبئة والتغليف إلى تطبيقات السيارات والتطبيقات الطبية.
إن مزيج البولي إيثيلين من التكلفة المنخفضة والمقاومة الكيميائية والمرونة والمتانة قد رسخته كمادة أساسية في التصنيع الحديث والمنتجات الاستهلاكية. وسواء تم استخدامه لصناعة أغشية التغليف المرنة أو الأنابيب الصناعية القوية، فإن القدرة على تكييف خصائصه من خلال الاختلافات في التركيب الجزيئي وطرق المعالجة تضمن استمرار البولي إيثيلين في تلبية المتطلبات التكنولوجية والبيئية المتنوعة والمتطورة.
ما هي الأنواع المختلفة من مواد البولي إيثيلين البولي إيثيلين؟
يتم تصنيف مواد البولي إيثيلين (PE) بناءً على كثافتها وبنيتها الجزيئية وطرق إنتاجها. فيما يلي نظرة عامة منظمة للأنواع المختلفة:
1. بولي إيثيلين منخفض الكثافة (LDPE):
الخصائص: عالية التفرع ومرنة وشفافة.
التطبيقات: الأكياس البلاستيكية، وأغشية التغليف، وزجاجات الضغط.
2. LLDPE (بولي إيثيلين خطي منخفض الكثافة):
الخصائص: بنية خطية ذات فروع قصيرة، وصلابة معززة.
التطبيقات: أغشية التمدد، والأغشية الزراعية، والبطانات الصناعية.
3. بولي إيثيلين عالي الكثافة (HDPE):
الخصائص: الحد الأدنى من التفرّع، صلب، مقاوم للمواد الكيميائية.
الاستخدامات: الزجاجات والحاويات والأنابيب والألعاب.
4. MDPE (بولي إيثيلين متوسط الكثافة):
الخصائص: كثافة معتدلة وقوة ومرونة متوازنة.
التطبيقات: أنابيب الغاز، والأغشية المنكمشة، وأكياس النقل.
5. HMWPE (بولي إيثيلين عالي الوزن الجزيئي):
الخصائص: قوة عالية ومقاومة للتآكل.
التطبيقات: المعدات الصناعية، الحاويات الكبيرة.
6. UHMWPE (البولي إيثيلين البولي إيثيلين فائق الوزن الجزيئي):
الخصائص: سلاسل جزيئية طويلة، وصلابة عالية.
التطبيقات: الغرسات الطبية وأحزمة النقل.
7. XLPE/PEX (البولي إيثيلين المتصالب):
الخصائص: سلاسل متقاطعة، مقاومة للحرارة والمواد الكيميائية.
التطبيقات: أنظمة السباكة والتدفئة المشعة والعزل.
8. VLDPE (بولي إيثيلين منخفض الكثافة جداً):
الخصائص: مرونة عالية مع تبلور منخفض.
التطبيقات: تغليف المواد الغذائية، والأغلفة المطاطية، والأنابيب اللينة.
9. mPE (البولي إيثيلين المعدني):
الخصائص: يتم إنتاجه باستخدام محفزات الميتالوسين ووضوح وقوة فائقة.
التطبيقات: الأغشية الرقيقة، وتغليف المواد الغذائية، والطلاءات المتخصصة.
10. rPE (البولي إيثيلين المعاد تدويره):
الخصائص: مشتقة من نفايات ما بعد الاستهلاك/ما بعد الصناعية.
التطبيقات: المنتجات المستدامة ومواد البناء والتعبئة والتغليف.
ملاحظات إضافية:
البولي إثيلين عالي الكثافة ثنائي النمط: نوع فرعي ذو توزيع محسّن للوزن الجزيئي لتحسين الخصائص.
الخلطات/التعديلات: يمكن مزج البولي إيثيلين البولي إيثيلين بإضافات (مثل مثبتات الأشعة فوق البنفسجية) لاستخدامات محددة.
يخدم كل نوع تطبيقات صناعية واستهلاكية متميزة بناءً على خصائصه الهيكلية وخصائص أدائه.

ما هي خصائص ال PE؟
البولي إيثيلين (البولي إيثيلين) هو بلاستيك حراري واسع الاستخدام معروف بمرونته وكثافته المنخفضة ومقاومته الممتازة للمواد الكيميائية. يشيع استخدامه في التعبئة والتغليف والحاويات والأنابيب. وتشمل خصائصه الرئيسية المقاومة الجيدة للصدمات وانخفاض امتصاص الرطوبة وسهولة المعالجة.
1. الخواص الفيزيائية:
① خفيف الوزن: منخفض الكثافة، مما يجعل من السهل التعامل معه.
② المرونة مقابل الصلابة: البولي إيثيلين منخفض الكثافة مرن؛ بينما البولي إيثيلين عالي الكثافة جامد.
③ ملمس السطح: ملمس شمعي، خاصةً في البولي إثيلين منخفض الكثافة.
④ المظهر: شفاف في شكله الطبيعي، سهل التلوين.
2. مقاومة المواد الكيميائية:
① خمول: مقاوم لمعظم الأحماض والقواعد والمذيبات.
② مقاومة الرطوبة: غير منفذة للماء، مثالية للتغليف.
③ الطبيعة غير القطبية: تحديات في الالتصاق دون معالجة السطح.
3. الخواص الحرارية:
① نقطة انصهار منخفضة: ~ 120 درجة مئوية (248 درجة فهرنهايت)، مما يحد من الاستخدام في درجات الحرارة العالية.
② سلوك اللدائن الحرارية: يمكن إعادة صهرها وإعادة تشكيلها.
4. الخواص الكهربائية:
عازل ممتاز: يستخدم في طلاء الكابلات والمكونات الكهربائية.
5. الخواص الميكانيكية:
① البولي إيثيلين عالي الكثافة: قوة شد عالية، يستخدم في الأنابيب والحاويات.
② البولي إثيلين منخفض الكثافة: ليونة عالية، ومناسب للأغشية والأكياس.
③ UHMWPE: مقاومة استثنائية للصدمات، وتستخدم في الغرسات الطبية والعتاد المضاد للرصاص.
6. الأثر البيئي:
① غير قابلة للتحلل: يستمر في النظم البيئية، مما يساهم في التلوث.
② قابلية إعادة التدوير: معاد تدويره تحت رمزي الراتنج #2 (HDPE) و#4 (LDPE)، وإن كانت المعدلات تختلف.
7. طرق المعالجة:
① البثق: شائع للأغشية (البولي إيثيلين منخفض الكثافة) والأنابيب (البولي إيثيلين عالي الكثافة).
② القولبة بالنفخ: تستخدم للزجاجات (HDPE).
③ القولبة بالحقن: للمنتجات الصلبة مثل الحاويات.
8. اعتبارات إضافية:
① حساسية للأشعة فوق البنفسجية: يتحلل تحت أشعة الشمس بدون مثبتات.
② قابلية الاشتعال: يحترق بسهولة، تنبعث منه أبخرة سامة.
③ التوافق الحيوي: UHMWPE معتمد طبياً للغرسات.

ما هي خصائص ال PE؟
البولي إيثيلين (البولي إيثيلين) هو بلاستيك حراري متعدد الاستخدامات يتميز بالعديد من الخصائص الممتازة. فهو يتميز بكثافة منخفضة (0.91-0.96 جم/سم مكعب)، مما يجعله خفيف الوزن وسهل التعامل معه. يتميز البولي إيثيلين بمقاومة ممتازة للصدمات، خاصةً في درجات الحرارة المنخفضة، مما يجعله مقاومًا للتشقق والكسر. كما يتميز بمقاومة قوية للمواد الكيميائية، مع القدرة على تحمل التعرض لمختلف الأحماض والقواعد والمذيبات. تتراوح درجة انصهاره من 120-180 درجة مئوية، مما يجعله مناسبًا لطرق المعالجة المختلفة. يتميز البولي إيثيلين PE بامتصاص منخفض جدًا للماء، مما يضمن أداءً مستقرًا حتى في البيئات الرطبة. وبالإضافة إلى ذلك، يُعد البولي إيثيلين البولي إيثيلين عازلًا كهربائيًا جيدًا ويوفر قابلية معالجة ممتازة، مما يجعله يستخدم على نطاق واسع في تطبيقات مثل التغليف والأنابيب والسلع الاستهلاكية والكابلات.
جدول خواص مادة البولي إيثيلين البولي إيثيلين:
| معلمة الخاصية | البولي إيثيلين عالي الكثافة | البولي إثيلين منخفض الكثافة LDPE | LLDPE |
|---|---|---|---|
| الكثافة (جم/سم مكعب) | 0.94-0.965 | 0.910-0.925 | 0.915-0.940 |
| درجة الانصهار (℃) | 126-136 | 105-115 | 120-125 |
| انكماش القوالب (%) | 1.5-3.6 | 1.5-5 | 1.5-2.5 |
| قوة الشد (ميجا باسكال) | 20-30 | 10-20 | 15-25 |
| مقاومة المواد الكيميائية | مقاومة للأحماض والقلويات والمذيبات العضوية (باستثناء الأحماض المؤكسدة) | مقاوم للأحماض والقلويات، ولكنه عرضة للتآكل الهيدروكربوني | مقاوم للأحماض والقلويات والمذيبات العضوية |
| العزل الكهربائي | ممتاز، مناسب لتغليف الكابلات | جيد ومناسب للعزل بغشاء رقيق | جيد |
عملية قولبة حقن البولي إيثيلين عالي الكثافة HDPE:
| المعلمة | النطاق/المتطلبات | الملاحظات |
|---|---|---|
| درجة حرارة/وقت التجفيف | 65-75 درجة مئوية / 0.5 ساعة (يمكن أن تكون غير مجففة) | منخفضة الامتصاص للرطوبة، يمكن تخزينها بشكل جيد دون تجفيفها |
| درجة حرارة الذوبان (℃) | 180-220 | تنقسم درجة حرارة الماسورة إلى ثلاث مناطق: الخلفية 140-160، والوسطى 180-220، والأمامية 170-200 |
| درجة حرارة القالب (℃) | 40-70 | يمكن أن تقلل درجة حرارة القالب العالية من الإجهاد الداخلي وتحسن لمعان السطح |
| ضغط الحقن (ميجا باسكال) | 80-130 | ما يعادل 800-1300 كجم/سم² |
| الضغط الخلفي (ميجا باسكال) | 7-18 | قم بزيادة الضغط الخلفي بشكل مناسب لتقليل فقاعات الهواء |
| سرعة اللولب (دورة في الدقيقة) | 60-100 | فوهة لولبية قياسية، فوهة مستقيمة |
| قوة التثبيت (طن/في²) | 2 | اضبط حسب سُمك المنتج |
| معدل استخدام Regrind (%) | 20-40 | إعادة الطحن النظيف لتجنب التلوث |
عملية قولبة حقن البولي إثيلين منخفض الكثافة LDPE:
| المعلمة | النطاق/المتطلبات | الملاحظات |
|---|---|---|
| درجة حرارة الذوبان (℃) | 140-170 | يمكن أن يتسبب ارتفاع درجة الحرارة في حدوث تحلل، ويجب التحكم فيه بدقة |
| ضغط الحقن (ميجا باسكال) | 50-70 | مادة منخفضة اللزوجة، ومتطلبات الضغط منخفضة |
| درجة حرارة القالب (℃) | 40-60 | يمكن أن يؤدي انخفاض درجة حرارة القالب المنخفضة إلى تقصير وقت التبريد |
| سرعة الحقن | منخفضة إلى متوسطة | يمكن أن تتسبب السرعة العالية في حدوث عيوب على سطح المنتج |
عملية قولبة حقن البولي إثيلين المنخفض الكثافة LLDPE:
| المعلمة | النطاق/المتطلبات | الملاحظات |
|---|---|---|
| درجة حرارة الذوبان (℃) | 180-210 | الحاجة إلى التسخين بالتساوي لمنع السخونة الزائدة المحلية |
| درجة حرارة القالب (℃) | 40-70 | مشابه للبولي إيثيلين عالي الكثافة |
| ضغط الحقن (ميجا باسكال) | 70-100 | يحتاج إلى أن يكون أعلى من البولي إثيلين منخفض الكثافة لتحسين قابلية التدفق |
هل يمكن حقن مواد البولي إيثيلين البولي إيثيلين في قوالب بالحقن؟
نعم، يمكن قولبة مواد البولي إيثيلين (PE) بالحقن بنجاح، وتستخدم على نطاق واسع في عملية التصنيع هذه. فيما يلي الاعتبارات والتفاصيل الرئيسية:
1. أنواع المواد:
① البولي إيثيلين عالي الكثافة (HDPE): معروف بقوته وصلابته العالية ونقطة انصهاره العالية (حوالي 130-145 درجة مئوية). يشيع استخدامه في الحاويات وقطع غيار السيارات والأدوات المنزلية.
② بولي إيثيلين منخفض الكثافة: أكثر مرونة، مع نقطة انصهار أقل (~ 105-115 درجة مئوية). يُستخدم في زجاجات الضغط والأغطية والألعاب.
2. طبيعة اللدائن الحرارية:
يُعد البولي إيثيلين البولي إيثيلين من اللدائن الحرارية، مما يعني أنه يمكن صهره مرارًا وتكرارًا، مما يجعله مثاليًا للقولبة بالحقن.
3. معلمات المعالجة:
① درجة الحرارة: يتم ضبطها بناءً على نوع البولي إيثيلين (أعلى للبولي إيثيلين عالي الكثافة، وأقل للبولي إيثيلين منخفض الكثافة).
② الضغط والسرعة: مُحسَّن لضمان الملء المناسب للقالب وتجنب العيوب (مثل اللقطات القصيرة).
③ وقت التبريد: مهم للغاية نظرًا لارتفاع معدل انكماش البولي إيثيلين؛ قد يقلل التبريد الأطول من الالتواء.
4. إدارة الانكماش:
① ينكمش البولي إيثيلين عادةً بمقدار 1.5-4% أثناء التبريد. تراعي تصميمات القوالب ذلك من خلال التفاوتات الدقيقة وقنوات التبريد ووضع البوابات.
② يمكن للإضافات (مثل الحشوات) تقليل الانكماش وتحسين ثبات الأبعاد.
5. خصائص التدفق:
يتدفق البولي إيثيلين منخفض الكثافة بسهولة أكبر من البولي إيثيلين عالي الكثافة بسبب انخفاض اللزوجة. تضمن التعديلات في سرعة/ضغط الحقن ملء القالب بالكامل.
6. التطبيقات:
تشمل المنتجات الشائعة الدلاء ولعب الأطفال والحاويات ومكونات السيارات والتغليف.
7. قابلية إعادة التدوير:
يمكن إعادة تدوير خردة البولي إيثيلين البولي إيثيلين على الرغم من أن المعالجة المتكررة قد تؤدي إلى تدهور الخصائص. وغالباً ما يتم مزج المواد البكر مع البولي إيثيلين البولي إيثيلين المعاد تدويره.
8. القيود:
① غير مناسب للتطبيقات ذات درجات الحرارة العالية (البولي إيثيلين البولي إيثيلين له مقاومة أقل للحرارة مقابل مواد مثل ABS).
② قد تؤدي المقاطع السميكة إلى تفاقم الانكماش؛ وتساعد تعديلات التصميم على التخفيف من ذلك.
وفي الختام، يُعد البولي إيثيلين البولي إيثيلين مادة متعددة الاستخدامات لقولبة الحقن، شريطة أن يتم تصميم معلمات العملية وتصميم القالب واختيار المواد بعناية وفقًا لخصائصه.
ما هي الاعتبارات الرئيسية لقولبة حقن البولي إيثيلين البولي إيثيلين؟
عند التفكير في قولبة حقن البولي إيثيلين (PE)، يجب معالجة العديد من العوامل الرئيسية لضمان الجودة المثلى للجزء وكفاءة العملية. فيما يلي نظرة عامة منظمة:
1. اختيار المواد:
① نوع PE: اختر بين البولي إيثيلين عالي الكثافة (HDPE) والبولي إيثيلين منخفض الكثافة (LDPE) بناءً على الخواص الميكانيكية المطلوبة (على سبيل المثال، الصلابة مقابل المرونة).
② المواد المضافة: ضع في اعتبارك مثبتات الأشعة فوق البنفسجية أو الملونات أو مواد الحشو التي قد تؤثر على معايير المعالجة.
③ محتوى معاد تدويره: تقييم استخدام البولي إيثيلين متعدد الكلور المعاد تدويره من أجل الاستدامة، مع ملاحظة التأثيرات المحتملة على اتساق المواد.
2. معلمات المعالجة:
① درجة الحرارة:
● درجة حرارة الذوبان: البولي إثيلين عالي الكثافة عادةً 200-300 درجة مئوية؛ البولي إثيلين منخفض الكثافة 160-260 درجة مئوية.
● درجة حرارة القالب: 20-60 درجة مئوية للتحكم في التبريد والتبلور.
② الضغط: تحسين ضغط الحقن (عادةً 70-140 ميجا باسكال) لموازنة التدفق وتجنب العيوب (مثل الوميض والطلقات القصيرة).
③ وقت التبريد: اضبط بناءً على سُمك القِطع لتقليل الالتواء وزمن الدورة.
④ قوة التثبيت: تأكد من وجود قوة كافية للحفاظ على القالب مغلقًا أثناء الحقن، متأثرًا بحجم الجزء وتدفق المواد.


3. تصميم القالب:
① تصميم البوابة: وضع البوابات لضمان الملء المنتظم (على سبيل المثال، بوابات الحافة أو المروحة للبولي إيثيلين البولي إيثيلين).
② التنفيس: دمج فتحات تهوية لمنع احتباس الهواء وعلامات الحروق.
③ زوايا السحب: استخدم زوايا 1-2 درجة لتسهيل الطرد وتقليل التلف السطحي.
④ تعويض الانكماش: حساب معدلات الانكماش (HDPE: 1.5-4%؛ LDPE: 1-3%) في أبعاد القالب.
⑤ قنوات التبريد: تصميم للتبريد المنتظم لتقليل الاعوجاج.
4. تصميم الجزء:
① سُمك الجدار: الحفاظ على التماثل (2-4 مم للبولي إيثيلين عالي الكثافة؛ حتى 5 مم للبولي إيثيلين منخفض الكثافة) لتجنب علامات الغرق.
② الأضلاع والرؤساء: تصميم بسماكة ≤60% للجدران المتجاورة لمنع علامات الحوض.
③ أنصاف أقطار: استخدم الشرائح (≥0.5 مم) لتقليل تركيزات الإجهاد.
5. ما بعد المعالجة:
① التشذيب: قم بإزالة الوميض أو البوابات بعناية لتجنب تلف الجزء.
② التلدين: اختياري لتخفيف الضغط في الأجزاء عالية الدقة.
③ العمليات الثانوية: ضع في اعتبارك التوافق مع اللحام أو الطباعة أو الربط.
6. مراقبة الجودة:
① فحوصات الأبعاد: تحقق من تعويض الانكماش والتفاوتات المسموح بها.
② الاختبار الميكانيكي: تقييم قوة الشد ومقاومة الصدمات والاستطالة.
③ فحص العيوب: تحقق من عدم وجود فراغات أو اعوجاج أو عيوب سطحية.
7. التكلفة والكفاءة:
① تحسين وقت الدورة الزمنية: وازن بين وقت التبريد وجودة القطعة.
② الحد من نفايات المواد: أعد تدوير الرفادات/العجلات إن أمكن.
8. الاعتبارات البيئية:
① كفاءة الطاقة: تحسين أنظمة التدفئة/التبريد لتقليل الاستهلاك.
② قابلية إعادة التدوير: تصميم من أجل إعادة التدوير في نهاية العمر الافتراضي.
9. العوامل الإضافية:
① الرطوبة: لا يعتبر البولي إيثيلين البولي إيثيلين عمومًا غير مسترطب، ولكن قد تكون هناك حاجة إلى التجفيف المسبق (2-4 ساعات عند درجة حرارة 60-80 درجة مئوية) لدرجات معينة.
② سلوك التدفق: تملأ درجات مؤشر التدفق الذائب الأعلى (MFI) القوالب بسهولة أكبر ولكنها قد تتطلب ضغوط حقن أقل.

تصنيع قوالب حقن البولي إيثيلين البولي إيثيلين
دليل تصنيع قوالب حقن البولي إيثيلين البولي إيثيلين

موارد للدليل الكامل لتصنيع قوالب حقن البولي إيثيلين والبولي إيثيلين حقن القوالب
إرشادات التصميم لقولبة حقن البولي إيثيلين البولي إيثيلين
يجب تحسين البولي إيثيلين (PE)، وهو أحد أكثر اللدائن الحرارية شيوعًا استخدامًا، بناءً على خصائصه المادية وإرشادات التصميم العامة في قولبة الحقن. فيما يلي نقاط التصميم الرئيسية واقتراحات التنفيذ:
1. مبادئ تصميم سماكة الجدار:
① يُفضل سمك الجدار الموحد:
البولي إيثيلين عالي الانكماش (البولي إيثيلين عالي الكثافة حوالي 1.5%-4%، والبولي إيثيلين منخفض الكثافة حوالي 1%-2.5%)، ويمكن أن يتسبب سمك الجدار غير المتساوي في ظهور علامات الغرق والالتواء ومشاكل أخرى. تشمل التوصيات ما يلي:
● نطاق سماكة الجدار: 1.5-4 مم (الأجزاء رقيقة الجدران يمكن أن يصل سمكها إلى 0.5 مم، مما يتطلب بولي إيثيلين عالي التدفق).
● يجب ألا يتجاوز سمك أضلاع التسليح 50%-60% من سمك الجدار الرئيسي، ويجب تطبيق أنصاف أقطار عند القاعدة لتقليل تركيز الإجهاد.
② تصميم الانتقال التدريجي:
● استخدام انتقالات مدببة عند التقاطع بين المناطق السميكة والرقيقة لتجنب التغيرات الحادة التي قد تؤدي إلى حدوث إجهاد داخلي.

2. تحسين التفاصيل الهيكلية:
① نصف قطر الشريحة وزاوية السحب:
● نصف قطر الشريحة: يجب ألا يقل نصف قطر الزاوية الداخلية عن 1 ضعف سمك الجدار على الأقل، ويجب ألا يقل نصف قطر الزاوية الخارجية عن 0.5 ضعف سمك الجدار لتحسين تدفق الذوبان وتقليل الإجهاد.
● زاوية السحب: يوصى بزاوية سحب تتراوح بين 1° و2° (قد تكون هناك حاجة إلى زوايا أعلى للأسطح شديدة اللمعان) لضمان سلاسة الطرد من القالب.
② تقوية الأضلاع وهياكل الدعم:
● يمكن لأضلاع التسليح أن تحل محل تصميمات الجدران السميكة لتحسين الصلابة مع تقليل استخدام المواد وزمن التبريد. يجب ألا يتجاوز ارتفاع الضلع 3 أضعاف سمك الجدار.
3. البارامترات الرئيسية لتصميم القالب:
① تصميم نظام الحقن:
● نوع البوابة: البوابات النقطية مناسبة للأجزاء رقيقة الجدران، بينما تستخدم البوابات الجانبية أو بوابات المروحة للأجزاء سميكة الجدران.
● حجم العداء: يجب أن يكون قطر العداء الرئيسي أكبر بمقدار 0.5-1 مم من فوهة ماكينة التشكيل بالحقن. يجب أن يكون قطر العداء الفرعي 4-8 مم (يتم ضبطه بناءً على حجم الجزء).
② تحسين نظام التبريد:
يحتوي البولي إيثيلين البولي إيثيلين على تبلور عالٍ، ويؤثر معدل التبريد بشكل مباشر على الانكماش وثبات الأبعاد. وتشمل التوصيات ما يلي:
● درجة حرارة القالب: 40-80 درجة مئوية (أعلى للبولي إثيلين عالي الكثافة، وأقل للبولي إثيلين منخفض الكثافة).
● استخدم قنوات التبريد المطابقة لضمان تبديد الحرارة بشكل موحد وتقليل الالتواء.
③ التهوية وتعويض الانكماش:
● يجب أن يكون عمق الفتحة ≤0.03 مم لتجنب الوميض.
● يجب تكبير أبعاد تجويف القالب لتعويض انكماش البولي إيثيلين عالي الكثافة (تعويض انكماش البولي إيثيلين عالي الكثافة حوالي 2%-3.5%، والبولي إيثيلين منخفض الكثافة حوالي 1%-2%).
4. التحكم في بارامترات العملية:
① إعدادات درجة الحرارة:
● درجة حرارة البرميل: 180-280 درجة مئوية (ldpe: 180-240 درجة مئوية، hdpe: 200-280 درجة مئوية).
● يجب أن تكون درجة حرارة الفوهة أقل قليلاً من درجة حرارة طرف الماسورة لمنع التقطير.
② الضغط ووقت الدورة:
● ضغط الحقن: 50-100 ميجا باسكال (ضغوط أعلى مطلوبة للأجزاء رقيقة الجدران أو المعقدة).
● يجب إطالة وقت الإمساك ووقت التبريد لتقليل الانكماش بعد التشكيل (وقت التبريد للبولي إيثيلين عالي الكثافة 20%-30% أطول من البولي إيثيلين منخفض الكثافة).
5. اختيار المواد والمعالجة المسبقة:
① مطابقة التدفقية:
● اختر مؤشر التدفق الذائب (MFI) بناءً على مدى تعقيد القِطع. مؤشر التدفق الذائب العالي (> 20 جم/ 10 دقائق) مناسب للقطع رقيقة الجدران.
② متطلبات التجفيف:
● يتميز البولي إيثيلين منخفض الامتصاص للرطوبة ولا يحتاج عادةً إلى التجفيف المسبق. ومع ذلك، إذا تم تخزينه في بيئة رطبة، فيمكن تجفيفه عند درجة حرارة 80 درجة مئوية لمدة ساعة إلى ساعتين.


كيفية إجراء قولبة حقن البولي إيثيلين البولي إيثيلين: دليل خطوة بخطوة
تتضمن عملية قولبة حقن البولي إيثيلين البولي إيثيلين اختيار المادة المناسبة، والتحكم في درجة الحرارة والضغط، وضمان أوقات الدورات المناسبة لتحقيق قطع عالية الجودة. يقلل التشكيل الفعال من الهدر ويقلل التكاليف ويحسن اتساق الأجزاء عبر عمليات الإنتاج.
1. المعالجة المسبقة للمواد:
① الخصائص المادية:
● البولي إيثيلين (البولي إيثيلين) هو بوليمر بلوري ذو امتصاص رطوبة منخفض للغاية (<0.01%) ولا يتطلب معالجة تجفيف.
● معدل انكماش البولي إيثيلين منخفض الكثافة (LDPE): 1.51 ت 3 ت 5.01 ت 3 ت
● معدل انكماش البولي إيثيلين عالي الكثافة: 25% 60%.
② اختيار المواد:
● اختر البولي إيثيلين منخفض الكثافة (للمرونة العالية) أو البولي إيثيلين عالي الكثافة (للقوة العالية) بناءً على استخدام المنتج.
● لاحظ أن البولي إثيلين منخفض الكثافة منخفض اللزوجة الذائبة وقابلية التدفق الجيد، مما يجعله مناسبًا للمنتجات رقيقة الجدران وطويلة التدفق.
2. المعدات وتحضير القوالب:
① إعدادات معلمات ماكينة القولبة بالحقن:
| المعلمة | مجموعة LDPE | مجموعة البولي إيثيلين عالي الكثافة | الملاحظات |
|---|---|---|---|
| درجة حرارة البرميل | 140-200°C | 140-220°C | استخدم القيم المنخفضة للجزء الخلفي والقيم العالية للجزء الأمامي من الماسورة |
| ضغط الحقن | 50-80 ميجا باسكال | 60-100 ميجا باسكال | بالنسبة للأجزاء رقيقة الجدران، قم بزيادة الضغط بشكل مناسب |
| سرعة الحقن | متوسط-عالي | متوسطة-منخفضة | تجنب السخونة الزائدة وأكسدة الذوبان |
② النقاط الرئيسية لتصميم القالب:
● نظام الحقن: يفضل البوابات الجانبية أو البوابات النقطية، وتجنب البوابات المباشرة لمنع الانكماش غير المتساوي.
● نظام التبريد: يجب أن يكون التصميم موحدًا للتحكم في الانكماش (درجة حرارة قالب البولي إثيلين منخفض الكثافة 30-45 درجة مئوية، ودرجة حرارة قالب البولي إثيلين عالي الكثافة 40-65 درجة مئوية).
● زاوية السحب: يوصى بأن تكون ≥1 درجة لمنع حدوث خدوش على المنتج أثناء الطرد.
3. خطوات عملية التشكيل:

① التلبيد الذائب:
● سرعة البرغي: الضبط وفقًا لقابلية الذوبان (يتطلب البولي إيثيلين عالي الكثافة سرعات أقل).
● مراقبة درجة حرارة الذوبان: تجنب تجاوز 300 درجة مئوية (درجة حرارة تحلل البولي إيثيلين البولي إيثيلين).
② الحقن وضغط التثبيت:
● مرحلة الحقن: ملء تجويف القالب بسرعة، مما يقلل من التبريد في مقدمة الذوبان.
● مرحلة ضغط التثبيت: يجب أن يكون الضغط 80%-90% من ضغط الحقن، مع ضبط الوقت وفقًا لسمك الجدار (عادةً 2-5 ثوانٍ/مم).
③ التبريد والطرد:
● مدة التبريد: تمثل 70%-80% من الدورة، ويجب أن تكون كافية لتقليل التشوه.
● طريقة الطرد: استخدم دبابيس الطرد أو الطرد الهوائي، وتجنب الطرد القسري لمنع تركيز الضغط.
4. المشاكل الشائعة والحلول:
| نوع المشكلة | تحليل الأسباب | الحل |
|---|---|---|
| انكماش غير متساوٍ | التحكم غير السليم في درجة حرارة القالب | تحسين تخطيط دائرة مياه التبريد |
| الالتواء | سوء وضع البوابة | استخدام بوابات متعددة النقاط أو ضبط أحجام البوابات |
| علامات الحوض السطحي | ضغط احتجاز غير كافٍ أو مدة قصيرة جداً | زيادة ضغط الانتظار والوقت |
5. المعالجة اللاحقة وفحص الجودة:
① التلدين (اختياري):
● درجة الحرارة: 60-80 درجة مئوية (البولي إيثيلين منخفض الكثافة)، 80-100 درجة مئوية (البولي إيثيلين عالي الكثافة).
● الوقت: 2-4 ساعات للقضاء على الإجهاد الداخلي.
② عناصر التفتيش:
● دقة الأبعاد (التفاوت المرجعي: ± 0.2-0.5 مم).
● لمعان السطح (يتم التحكم فيه من خلال تعديلات درجة حرارة القالب).

ما هي مزايا قولبة حقن البولي إيثيلين البولي إيثيلين؟
يُظهر البولي إيثيلين (PE)، باعتباره من اللدائن الحرارية المستخدمة على نطاق واسع، العديد من المزايا المهمة في القولبة بالحقن. وفيما يلي تحليل مفصل لفوائده الأساسية:
1. المعالجة المسبقة للمواد البسيطة:
① لا يحتاج إلى تجفيف: يتميز البولي إيثيلين البولي إيثيلين بامتصاص منخفض للغاية للرطوبة (<0.01%), making it suitable for direct injection molding without the need for drying, saving preparation time and energy consumption.
② انخفاض تكاليف الإنتاج: تساعد المعالجة المسبقة المبسطة على تقصير دورة الإنتاج وتحسين الكفاءة الكلية.
2. قابلية تدفق وأداء صب ممتاز:
① قابلية تدفق عالية: يتميز ذوبان البولي إيثيلين PE بخصائص تدفق ممتازة، مما يسمح له بملء هياكل القوالب المعقدة تحت ضغط حقن أقل، وهو مناسب بشكل خاص لإنتاج منتجات رقيقة الجدران وأجزاء طويلة التدفق.
② قدرة قوية على التكيف: البولي إيثيلين حساس للضغط، ومن خلال ضبط ضغط الحقن، يمكن التحكم في سرعة التعبئة والجودة بمرونة، مما يقلل من مخاطر العيوب.
3. ثبات عالٍ في المعالجة:
① نطاق درجة حرارة صب واسع: يتمتع البولي إيثيلين البولي إيثيلين بنطاق درجة حرارة معالجة كبير (على سبيل المثال، درجة حرارة برميل البولي إيثيلين منخفض الكثافة 140-200 درجة مئوية، والبولي إيثيلين عالي الكثافة حوالي 220 درجة مئوية)، مما يجعله أقل حساسية لتقلبات درجات الحرارة ويوفر قدرة تحمل عالية للعملية.
② ثبات حراري ممتاز: لا تتحلل مادة البولي إيثيلين البولي إيثيلين بسهولة تحت 300 درجة مئوية، مما يقلل من نفايات المواد الناتجة عن التدهور الحراري أثناء الإنتاج.
4. إنتاج موفر للطاقة وعالي الكفاءة:
① استهلاك منخفض للطاقة: نظرًا لقابليته الجيدة للتدفق، يتطلب البولي إيثيلين PE ضغط حقن أقل (عادةً 50-100 ميجا باسكال) ويتميز بكفاءة عالية في التلدين، مما يقلل من استهلاك الطاقة للمعدات.
② دورة صب سريعة: يمكن تحسين سرعة التبريد من خلال تصميم القالب، وبالإضافة إلى قابلية التدفق العالية، فإنه يقلل من وقت الإنتاج لكل وحدة.
5. مزايا أداء المنتج:
① مقاومة التآكل الكيميائي: يُظهر البولي إيثيلين البولي إيثيلين مقاومة قوية للمواد الكيميائية مثل الأحماض والقلويات، مما يجعله مناسبًا لخطوط الأنابيب الكيميائية وموانع التسرب وغيرها من التطبيقات المقاومة للتآكل.
② العزل الكهربائي: يمتاز البولي إيثيلين بولي إيثيلين بخصائص عزل ممتازة عالية التردد، ويشيع استخدامه في المكونات الكهربائية والإلكترونية (مثل أغلفة الكابلات والموصلات).
③ خفيفة الوزن وعالية القوة: تتميز منتجات البولي إيثيلين خفيف الوزن ومقاوم للصدمات، مما يجعلها مثالية للتطبيقات التي يكون فيها تقليل الوزن ضروريًا (مثل قطع غيار السيارات ومواد التغليف).
6. المرونة في التصميم والتصنيع: العدادات:
① سهولة تحرير القالب: يسمح نسيج البولي إيثيلين الناعم نسبيًا بتحرير الهياكل الضحلة الغائرة من خلال الطرد القسري، مما يقلل من تعقيد القالب.
② تطبيقات متعددة الاستخدامات: تُستخدم الأجزاء المصبوبة بحقن البولي إيثيلين في مختلف الصناعات، بدءًا من الأجهزة الطبية (مثل القسطرة والمراتب) إلى مواد البناء المقاومة للماء.
7. الفوائد البيئية والاقتصادية:
① قابلية إعادة التدوير: مواد البولي إيثيلين البولي إيثيلين قابلة لإعادة التدوير 100%، بما يتماشى مع مبادئ الاقتصاد الدائري ويقلل من التأثير البيئي.
② فعالية التكلفة: تكلفة المواد الخام منخفضة نسبيًا، وعندما تقترن بعمليات الإنتاج الفعالة، تكون ميزة التكلفة الإجمالية كبيرة.

ما هي عيوب قولبة حقن البولي إيثيلين البولي إيثيلين؟
على الرغم من استخدام قولبة حقن البولي إيثيلين (PE) على نطاق واسع نظرًا لفعاليته من حيث التكلفة وتعدد استخداماته، إلا أن هناك بعض العيوب التي يجب مراعاتها:
1. مشاكل الانكماش والتشوه:
① ارتفاع معدل الانكماش والانكماش الاتجاهي: يتسم البولي إيثيلين البولي إيثيلين بنطاق انكماش كبير نسبيًا، حيث يبلغ معدل انكماش البولي إيثيلين منخفض الكثافة (LDPE) حوالي 1.22%، بينما يمكن أن يصل معدل انكماش البولي إيثيلين عالي الكثافة (HDPE) إلى 1.5%. يكون الانكماش اتجاهيًا، مما قد يؤدي إلى تشوه المنتج واعوجاجه، خاصةً في الأجزاء الهيكلية السميكة الجدران أو المعقدة.
② حساسية درجة حرارة القالب: تتأثر تبلور البولي إيثيلين البولي إيثيلين بدرجة كبيرة بدرجة حرارة القالب. إذا كانت درجة حرارة القالب عالية جدًا، تزداد التبلور، ويصبح الانكماش أكثر وضوحًا؛ وإذا كانت درجة الحرارة منخفضة جدًا، فقد يتراكم الإجهاد الداخلي، مما يؤثر على الأداء الميكانيكي.
2. تحديات المعالجة:
① معدل تبريد بطيء: يتميز ذوبان البولي إيثيلين PE بمعدل تبريد بطيء نسبيًا، مما يتطلب نظام تبريد فعال للقالب لتقصير دورة التشكيل. خلاف ذلك، قد يطيل وقت الإنتاج ويقلل من الكفاءة.
② قابلية التدفق المفرطة: يتميز ذوبان البولي إيثيلين PE بلزوجة منخفضة وقابلية تدفق ممتازة، مما يساعد في ملء القوالب المعقدة ولكنه قد يؤدي إلى وميض (مادة فائضة). لذلك، من الضروري التحكم الصارم في دقة إغلاق القالب وضغط الحقن.
③ حساسية الأكسدة الحرارية: إن ذوبان البولي إيثيلين عرضة للأكسدة والتدهور في درجات الحرارة المرتفعة، لذلك يجب أن تتجنب المعالجة التعرض للأكسجين (على سبيل المثال، باستخدام الحماية من النيتروجين). خلاف ذلك، قد يتدهور أداء المادة.
3. قيود الممتلكات المادية:
① نطاق درجة حرارة التليين الضيق: يتميز البولي إيثيلين البولي إيثيلين بنطاق درجة حرارة تليين صغير، مما يجعل التحكم الدقيق في درجة الحرارة أثناء المعالجة أمرًا ضروريًا. يمكن أن تتسبب التقلبات في درجات الحرارة في حدوث تغيرات في لزوجة الذوبان، مما يؤثر على استقرار التشكيل.
② قيود الخصائص الميكانيكية: تتميز منتجات البولي إيثيلين البولي إيثيلين بملمس ناعم نسبيًا، ومقاومة منخفضة للتآكل، وصلابة منخفضة، مما يجعلها غير مناسبة للتطبيقات عالية الحمولة أو عالية الدقة (مثل التروس والمحامل).
4. متطلبات القالب والمعدات:
① قيود تصميم البوابات: قد تؤدي بوابات التغذية المباشرة إلى تركيز الضغط والانكماش غير المتساوي. لتحسين انتظام التعبئة، يوصى باستخدام بوابات متعددة أو بوابات على شكل مروحة.
② استهلاك أعلى للطاقة: يتميز البولي إيثيلين PE بسعة حرارية محددة عالية نسبيًا، مما يتطلب المزيد من الطاقة للتلدين. وينتج عن ذلك متطلبات طاقة تسخين أعلى لماكينات القولبة بالحقن.

المشاكل الشائعة والحلول في قولبة حقن البولي إيثيلين البولي إيثيلين
إن قولبة حقن البولي إيثيلين (PE) هي عملية تصنيع مستخدمة على نطاق واسع، ولكن مثل جميع العمليات، يمكن أن تواجه بعض المشكلات الشائعة. فيما يلي بعض المشاكل النموذجية والحلول الممكنة:
1. وميض:
تحليل الأسباب:
① معلمات عملية غير مناسبة: قد يتسبب ضغط أو سرعة الحقن المفرطة في تدفق الذوبان من خط فراق القالب.
② عيوب تصميم القالب: عدم كفاية قوة القالب، أو وجود فجوة زائدة عند خط الفراق، أو سوء التهوية.
③ خصائص المواد: إن قابلية التدفق العالية للبولي إيثيلين البولي إيثيلين (خاصةً البولي إيثيلين منخفض الكثافة) تجعله عرضة لاختراق فجوات القالب.
الحلول:
① تحسين معلمات الحقن: تقليل ضغط الحقن إلى نطاق معقول (كمرجع: البولي إيثيلين عالي الكثافة عادةً 60-100 ميجا باسكال)، واستخدام التحكم في سرعة الحقن المجزأ.
② تحسين القالب: زيادة صلابة القالب، ويجب أن تكون فجوة خط الفراق ≤0.02 مم؛ إضافة قنوات تنفيس (عمق 0.02-0.03 مم).
③ التحكم في المواد الخام: اختر درجات البولي إيثيلين PE ذات مؤشر ذوبان معتدل (على سبيل المثال، مؤشر ذوبان البولي إيثيلين عالي الكثافة من درجة الحقن 20-30 جم/10 دقائق)، وتجنب استخدام أكثر من 30% المعاد طحنه.
2. علامات البالوعة والفقاعات:
تحليل الأسباب:
① عدم كفاية ضغط التثبيت: يتسم البولي إيثيلين PE بمعدل انكماش مرتفع (1.5-4%)، ويؤدي عدم كفاية وقت ضغط التثبيت إلى عدم تعويض الانكماش.
② تبريد غير متساوٍ: عندما تكون نسبة سُمك الجدار > 2:1، تبرد المناطق ذات الجدران السميكة وتنكمش بمعدلات مختلفة، مما يؤدي إلى ظهور فقاعات تفريغ.
③ محتوى الرطوبة في المواد الخام: على الرغم من أن البولي إيثيلين منخفض الامتصاص للرطوبة (<0.01%)، إلا أن التخزين غير السليم قد يؤدي إلى حدوث رطوبة.
الحلول:
① تعديل العملية: يجب أن يكون زمن تثبيت الضغط ≥ سُمك الجدار (مم) × 1.5 ثانية، مع تثبيت الضغط عند 80% من ضغط الحقن.
② تحسين القالب: استخدم قنوات التبريد المطابقة لضمان معدلات تبريد موحدة لمعدلات التبريد المتفاوتة لسماكات الجدران المختلفة؛ يجب أن يكون سمك البوابة ≥ 50% من سمك جدار المنتج.
③ معالجة المواد الخام: التجفيف عند درجة حرارة 80 درجة مئوية مع دوران الهواء لمدة 2-4 ساعات؛ ويعتبر المجفف المزيل للرطوبة مع نقطة ندى ≤ -40 درجة مئوية مثاليًا.
3. الشرائط الفضية:
تحليل الأسباب:
① مشكلة التحلل: يمكن أن يتعرض البولي إيثيلين البولي إيثيلين للتحلل التأكسدي الحراري إذا بقي لفترة طويلة جدًا في البرميل (>5 دقائق).
② التلوث أو خلط المواد: خلط درجات البولي إيثيلين البولي إيثيلين بمؤشرات ذوبان مختلفة أو إدخال مواد بلاستيكية أخرى (مثل البولي بروبيلين).
الحلول:
① التحكم في درجة الحرارة: ضبط مناطق درجة الحرارة المختلفة في البرميل (القسم الخلفي 180-200 درجة مئوية، والقسم الأمامي 200-220 درجة مئوية) لتجنب ارتفاع درجة الحرارة المحلية.
② الإنتاج النظيف: نظف البرميل جيدًا أثناء تغيير المواد (استخدم البولي إيثيلين عالي الكثافة للتنظيف الانتقالي)، واستخدم قواديس تجفيف مخصصة.
4. التشقق:
تحليل الأسباب:
① إجهاد الاتجاه: السلاسل الجزيئية لـ PE محاذاة بشكل كبير في اتجاه التدفق، مما يؤدي إلى انكماش متباين الخواص أثناء التبريد.
② اختلال توازن الطرد: يؤدي التوزيع غير المتساوي لدبابيس القاذف أو زاوية طرد <1° إلى تركيز إجهاد موضعي.
الحلول:
① تحسين العملية: التحكم في درجة حرارة القالب بين 30-50 درجة مئوية لتقليل إجهاد القص الذائب؛ استخدام عمليات تبريد بطيئة (زيادة وقت التبريد بمقدار 20% عندما تكون درجة حرارة القالب >60 درجة مئوية).
② تصميم القالب: ضمان زاوية طرد ≥ 1.5 درجة؛ يجب أن يضمن نظام الطرد توزيعًا موحدًا لقوة الطرد (دبوس قاذف واحد على الأقل لكل 100 سم مربع).
5. خطوط اللحام:
تحليل الأسباب:
① تقارب البوابات المتعددة: عندما يتجاوز الفرق في درجة الحرارة بين الحواف الأمامية لذوبان البولي إيثيلين 10 درجات مئوية، لا يمكن أن يحدث اندماج فعال لمقدمة الذوبان.
② سوء التهوية: يتسبب الهواء المحبوس في أكسدة المصهور، مما يؤدي إلى ظهور خطوط لحام مرئية.
الحلول:
① تصميم البوابة: استخدم بوابات على شكل مروحة لتوسيع منطقة الالتقاء، مع تباعد البوابات ≤150 مم (للبولي إيثيلين عالي الكثافة).
② تحسين العملية: قم بزيادة درجة حرارة القالب إلى 60-80 درجة مئوية، ورفع سرعة الحقن بمقدار 20%-30% لتحسين الانصهار الذائب.
6. لمعان السطح غير المتساوي:
تحليل الأسباب:
① عدم كفاية صقل القالب: يحاكي البولي إيثيلين البولي إيثيلين بسهولة حالة سطح القالب، وقد ينتج عن Ra > 0.2 ميكرومتر سطح غير لامع.
② سرعة حقن منخفضة: يقلل تبريد مقدمة الذوبان من القدرة على تكرار السطح.
الحلول:
① معالجة القالب: تلميع مرآة التجويف إلى Ra 0.05-0.1 ميكرومتر وإجراء صيانة دورية للتلميع الكهربائي.
② تحسين السرعة: استخدام الحقن عالي السرعة (وقت الملء <3 ثوانٍ) وضمان دقة التبديل النهائي في حدود ± 0.5 مم.
ما هي تطبيقات قولبة حقن البولي إيثيلين البولي إيثيلين؟
تُستخدم قوالب حقن البولي إيثيلين (PE) على نطاق واسع في مختلف المجالات نظرًا لخصائصها الفيزيائية الممتازة وخصائص المعالجة. فيما يلي سيناريوهات التطبيق الرئيسية والمنتجات النموذجية:
1. حاويات التعبئة والتغليف واللوجستيات:
① الصناديق والمنصات القابلة للإرجاع: تُستخدم قوالب حقن البولي إيثيلين عالي الكثافة (HDPE) على نطاق واسع في إنتاج الحاويات القابلة للإرجاع مثل صناديق البيرة وصناديق المشروبات وصناديق الطعام وصناديق الخضروات. تتميز هذه المنتجات بمقاومة درجات الحرارة المنخفضة ومقاومة الصدمات. كما تتميز المنصات المصبوبة بحقن البولي إيثيلين عالي الكثافة بالصلابة العالية ومقاومة التآكل، مما يجعلها مثالية للخدمات اللوجستية والنقل.
② أغطية الزجاجات والحاويات رقيقة الجدران: تُستخدم القوالب بالحقن والقولبة بالضغط لإنتاج أغطية الزجاجات (مثل زجاجات المياه المعدنية والعصائر) وحاويات الطعام رقيقة الجدران، مما يلبي متطلبات الختم والتصميم خفيف الوزن.
2. المكونات الصناعية والسيارات:
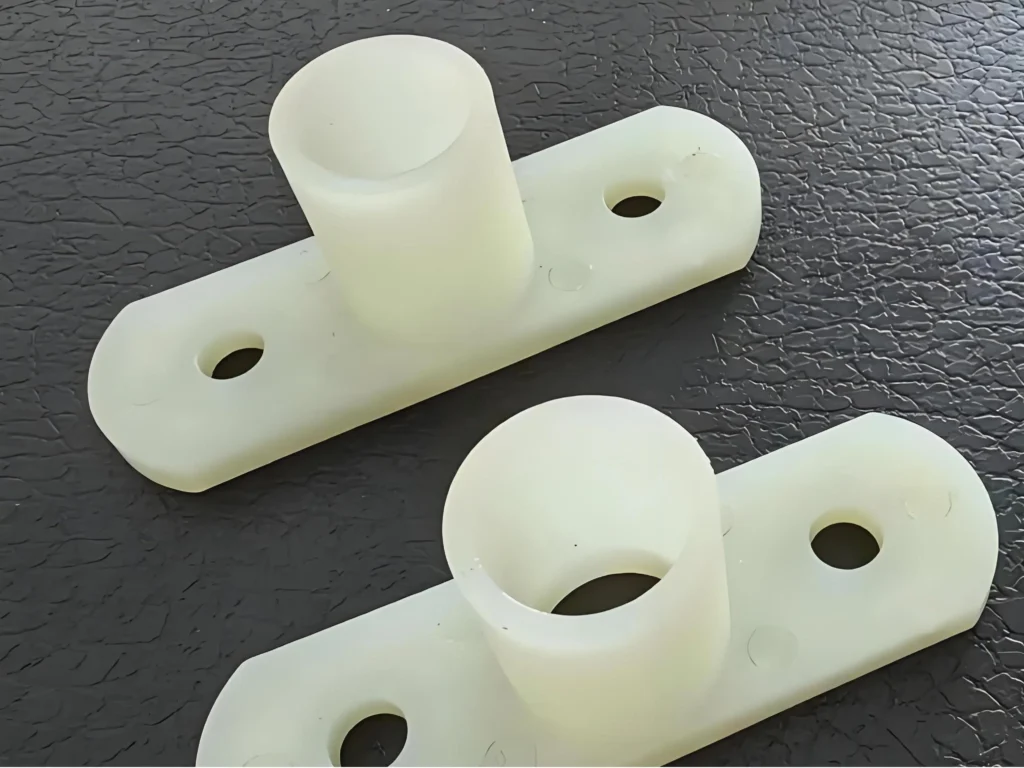
① البراميل والأجزاء الصناعية: تُستخدم المنتجات المصبوبة بالحقن من البولي إيثيلين عالي الكثافة في إنتاج البراميل الصناعية وصناديق القمامة وغيرها من المواد، مما يوفر مقاومة ممتازة للمواد الكيميائية، مما يجعلها مناسبة لسيناريوهات تخزين المواد الكيميائية. وبالإضافة إلى ذلك، تُستخدم الأجزاء الصغيرة المصبوبة بالحقن مثل سدادات الغبار المصنوعة من البولي إيثيلين كمكونات واقية في المعدات الميكانيكية والإلكترونية.
② تجهيزات خطوط الأنابيب: يُستخدم قولبة حقن البولي إيثيلين البولي إيثيلين لإنتاج وصلات أنابيب الانصهار الحراري وموصلات الأنابيب المختزلة لأنظمة أنابيب البولي إيثيلين البولي إيثيلين، والتي تستخدم عادةً في أنظمة إمدادات المياه وأنظمة أنابيب الغاز.
3. الضروريات اليومية والمنتجات المنزلية:
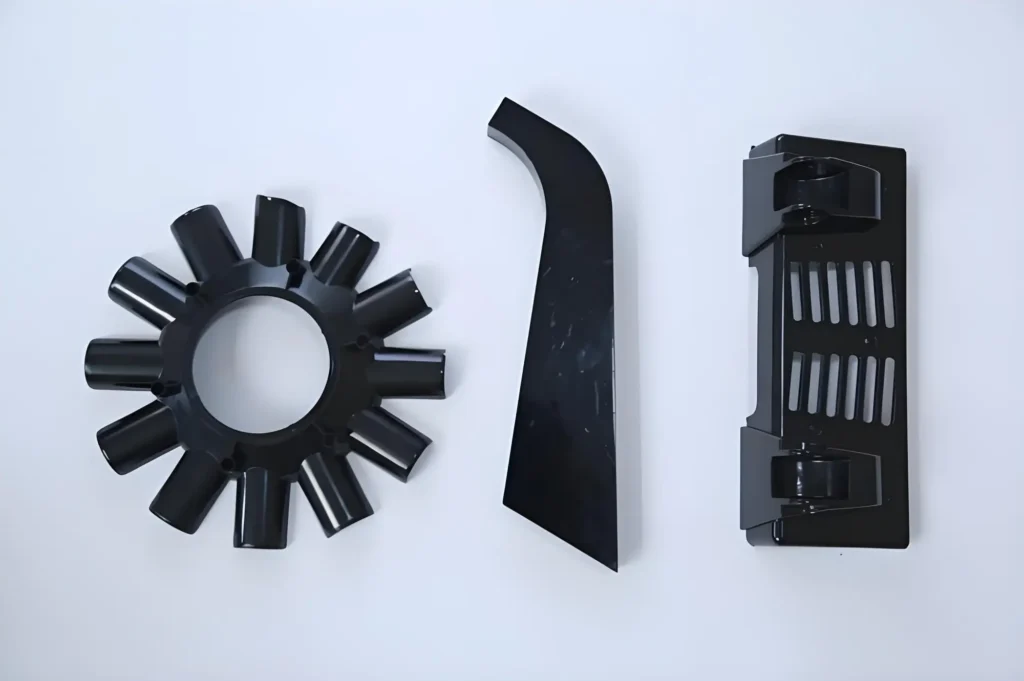
① الأدوات المنزلية والسلع المتنوعة: تُستخدم قوالب حقن البولي إيثيلين البولي إيثيلين لإنتاج الأدوات اليومية (مثل صناديق التخزين وصناديق القمامة) والأدوات المنزلية. خصائصه الخفيفة الوزن والمتينة تجعله خيارًا شائعًا.
② الألعاب والقرطاسية: مرونة البولي إيثيلين وأمانه يجعلانه مناسبًا لقولبة الألعاب والقرطاسية ومنتجات الأطفال الأخرى.
4. أجزاء الوظائف الخاصة:
① منتجات القوالب المخصصة: على سبيل المثال، تلبي المنصات المصنوعة من البولي إيثيلين البولي إيثيلين ذات النمط الشبكي، التي يتم إنتاجها من خلال قوالب مخصصة، احتياجات التخزين والخدمات اللوجستية المحددة، مما يدل على مرونة القولبة بالحقن.
② منتجات المواد المركبة: من خلال الجمع بين المواد المقواة بالألياف الزجاجية أو الطلاءات الداخلية الناعمة، يتم إنتاج أجزاء مصبوبة بالحقن المركب (مثل مكونات أنظمة البذر)، مما يوفر قوة هيكلية وخصائص وظيفية.


كيف تختار سرعة الحقن المناسبة؟
الاستنتاجات الرئيسية – يجمع التشكيل بالحقن للمعادن (MIM1) بين التعقيد الهندسي للتشكيل بالحقن للبلاستيك والخصائص الميكانيكية للأجزاء المعدنية المشغولة أو المصبوبة، محققًا كثافات تزيد عن 95% من
مكونات صغيرة قياسية، 1-2 تجويف.
Key Takeaways – MUD (Master Unit Die) inserts are interchangeable cavity blocks that fit into a standardized master frame, reducing tooling cost by 40–70% compared to dedicated full molds for

ما هي فوائد استخدام صب حقن المعادن بالحقن؟
Key Takeaways – Metal injection molding (MIM1) combines the geometric complexity of plastic injection molding with the mechanical properties of wrought or cast metal parts, achieving densities above 95% of
حلول التحسين المقدمة مجاناً
- تقديم ملاحظات التصميم والحلول المثلى
- تحسين الهيكلية وتقليل تكاليف القوالب
- تحدث مباشرةً مع المهندسين وجهاً لوجه

