 تخطي إلى المحتوى
تخطي إلى المحتوى 







الخطوة 1: اختيار المواد وإعدادها:
اختيار مادة PA المناسبة هي الخطوة الأولى في عملية التشكيل بالحقن. تتميز الأنواع المختلفة من مواد PA، مثل PA6 وPA66 وPA12، بمقاومة مختلفة لدرجات الحرارة والمقاومة الكيميائية وقوة الصدمات وقابلية التدفق. اختر المادة التي تناسب متطلبات الاستخدام الخاصة بك. بالإضافة إلى ذلك، تتميز مواد PA بأنها شديدة الاسترطاب، لذلك يجب تجفيفها قبل قولبة الحقن لضمان أن يكون محتوى الرطوبة أقل من 0.3%. بالنسبة إلى PA6، يوصى بالتجفيف بالتفريغ عند 105 درجة مئوية لمدة 8 ساعات. بالنسبة إلى PA66، يجب تجفيفه بالتفريغ عند 105 درجة مئوية لمدة 12 ساعة. بالنسبة إلى PA12، يكفي التجفيف عند درجة حرارة 85 درجة مئوية لمدة 4-5 ساعات. إذا لزم الأمر، يمكن دمج المواد المضافة مثل الملونات أو معدِّلات الصدمات أو مثبطات اللهب في مادة PA، مما يضمن التوزيع المتساوي للحصول على أفضل جودة للمنتج.

الخطوة 2: إعداد ماكينة القولبة بالحقن:
عند إعداد ماكينة القولبة بالحقن، من المهم ضبط درجة الحرارة والضغط وسرعة الحقن وفقًا لمادة PA المستخدمة. بالنسبة لمادة PA6، يجب أن تتراوح درجة حرارة الانصهار بين 230 درجة مئوية و280 درجة مئوية، بينما بالنسبة لمادة PA66، يجب أن تتراوح بين 260 درجة مئوية و290 درجة مئوية. بالنسبة إلى PA12، يجب أن تتراوح درجة حرارة الانصهار بين 240 درجة مئوية و300 درجة مئوية، ولكن يجب ألا تتجاوز 310 درجة مئوية. يتراوح ضغط الحقن في PA6 وPA66 عادةً من 750 إلى 1250 بار، بينما في PA12، يمكن أن يصل الحد الأقصى لضغط الحقن إلى 1000 بار. عادةً ما تكون سرعة الحقن عالية، ولكن بالنسبة للمواد المملوءة بالزجاج، يجب تقليلها قليلاً لتجنب تدهور المواد. يعد ضمان معايرة الماكينة بشكل صحيح أمرًا بالغ الأهمية لتحقيق نتائج متسقة وعالية الجودة.
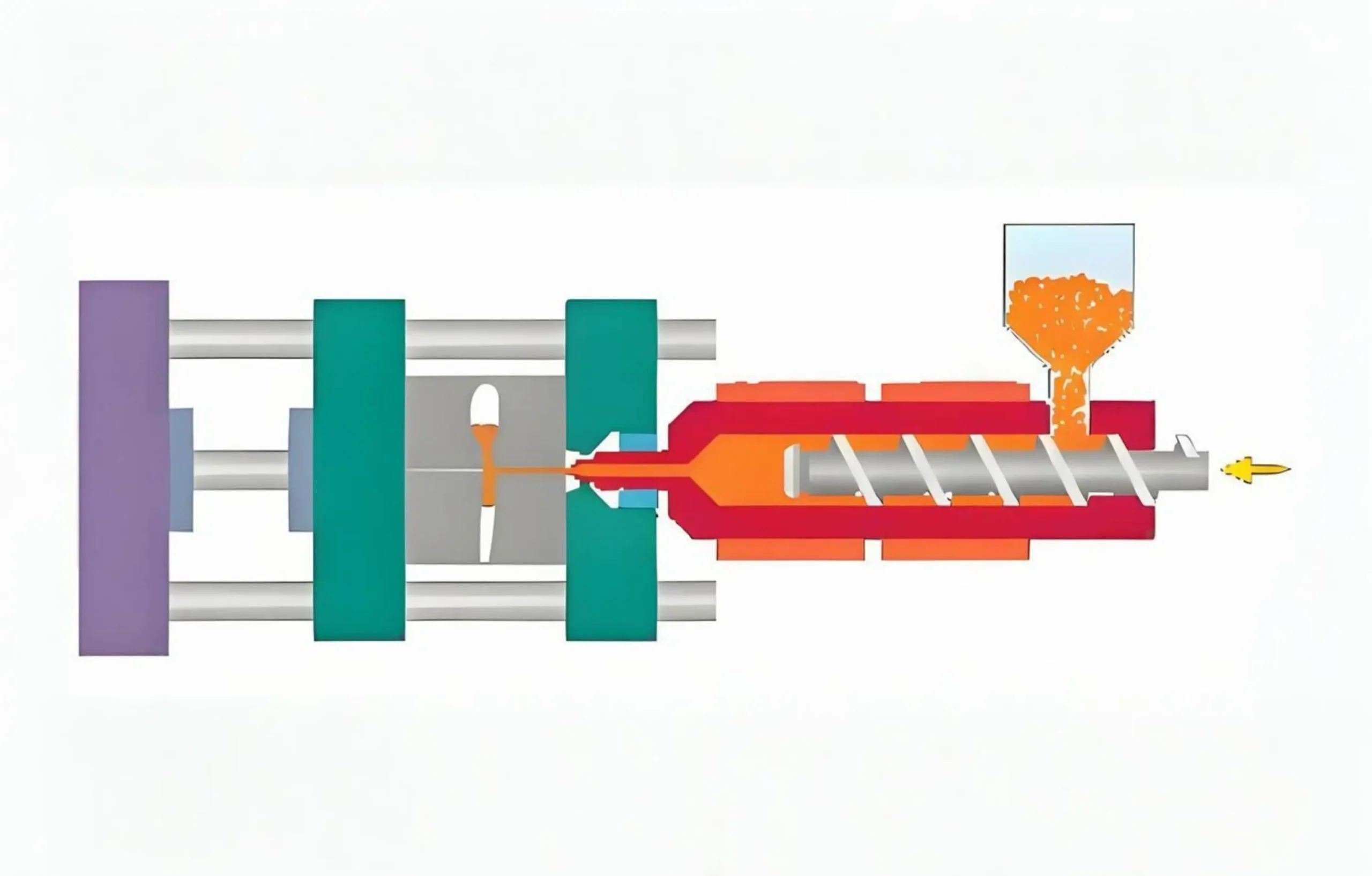
الخطوة 4: عملية القولبة بالحقن:
تبدأ عملية القولبة بالحقن بإغلاق القالب لضمان المحاذاة والإغلاق المناسبين. بعد ذلك يتم حقن مادة PA المنصهرة في تجويف القالب تحت ضغط محكوم. ولضمان الملء الكامل لتجويفات القالب، يجب الحفاظ على ضغط الحقن باستمرار. أثناء الحقن، يتم التحكم في سرعة الحقن بعناية لتجنب العيوب مثل فقاعات الهواء أو الملء غير الكامل. بعد الحقن، يتم تطبيق ضغط التثبيت لتعويض انكماش المواد أثناء التبريد ولضمان كثافة المنتج وثبات أبعاده. عادةً ما يكون وقت التثبيت قصيرًا، حوالي 3-5 ثوانٍ. وعادةً ما تستغرق عملية التبريد ما بين 10 إلى 30 ثانية، اعتمادًا على سُمك الجزء ومادة PA المحددة المستخدمة. بمجرد أن يبرد المنتج ويتصلب، يتم فتح القالب، ويتم إخراج الجزء من التجويف.
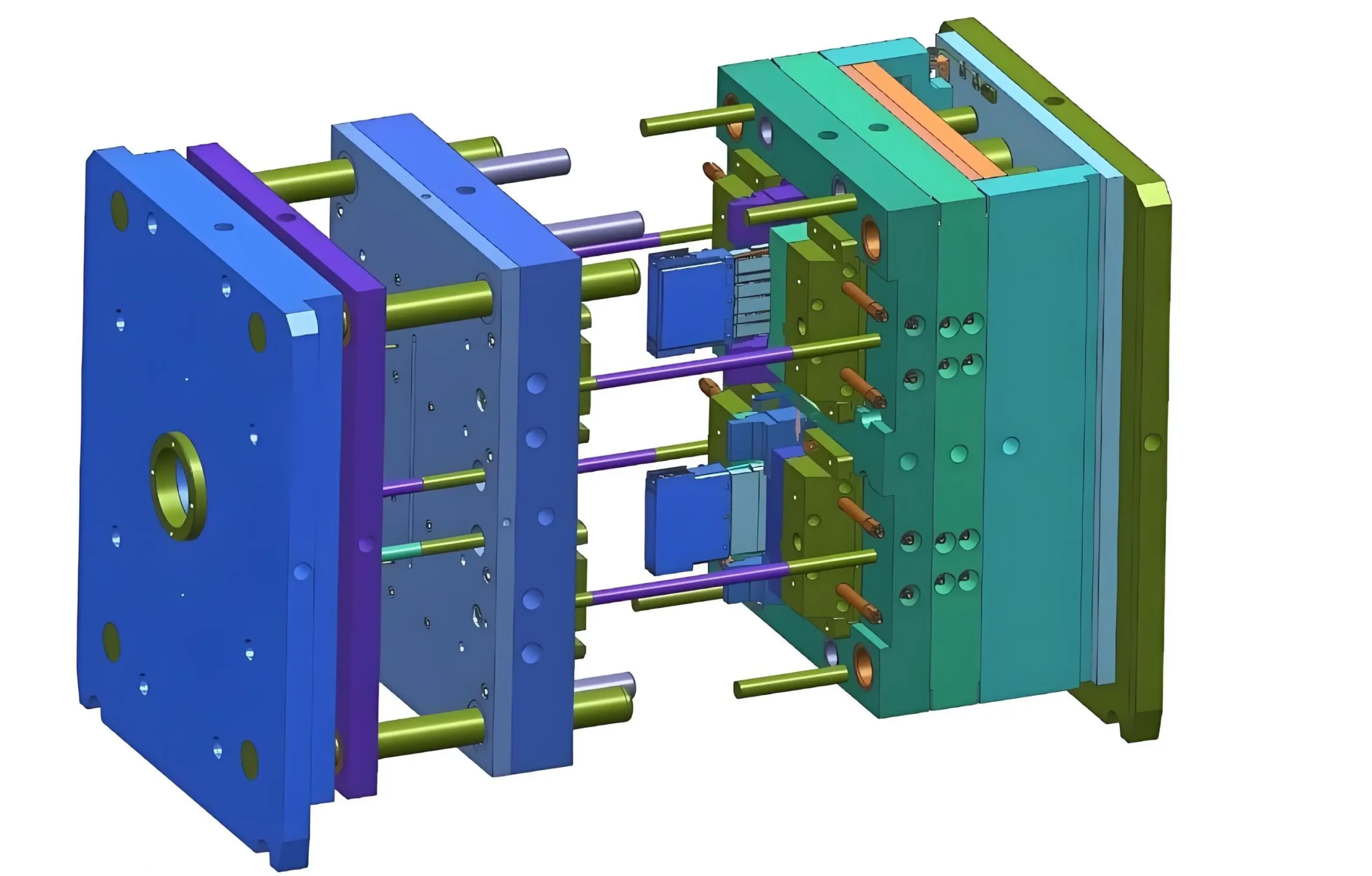
الخطوة 3: تصميم القالب:
تصميم القالب أمر بالغ الأهمية لضمان نجاح عملية القولبة بالحقن. يعد التصميم المناسب للبوابة وأنظمة العداء أمرًا ضروريًا لضمان ملء تجويف القالب بشكل منتظم. بالنسبة إلى PA6، يجب ألا يقل قطر البوابة عن 0.5 ضعف سمك الجزء البلاستيكي. بالنسبة ل PA12، يجب أن يكون قطر العداء للمواد غير المملوءة 30 مم تقريبًا، بينما بالنسبة للمواد المملوءة، يلزم وجود قطر عداء أكبر من 5-8 مم. يجب أن يكون شكل العداء دائريًا، ويجب أن يكون منفذ الحقن قصيرًا قدر الإمكان لتقليل فقد المواد. يجب أيضًا تعديل درجة حرارة القالب بناءً على المادة المستخدمة. بالنسبة للمادة PA6، عادةً ما يتم ضبط درجة حرارة القالب بين 80 درجة مئوية و90 درجة مئوية، بينما بالنسبة للمادة PA66، عادةً ما تكون حوالي 80 درجة مئوية. بالنسبة للمادة PA12، يمكن أن تتراوح درجة حرارة القالب من 30 درجة مئوية إلى 100 درجة مئوية اعتمادًا على ما إذا كانت المادة غير مملوءة أو مملوءة.

الخطوة 5: عمليات ما بعد التشكيل:
بعد التشكيل، يلزم اتخاذ خطوات إضافية بعد المعالجة. قد تشمل هذه الخطوات التشذيب أو إزالة الأزيز أو الصقل لإزالة المواد الزائدة أو الوميض أو العيوب السطحية، مما يحسن مظهر الجزء ووظائفه. قد تحتاج بعض أجزاء السلطة الفلسطينية أيضًا إلى التلدين أو التكييف لتعزيز الصلابة وثبات الأبعاد. ينطوي التلدين على تسخين الجزء إلى درجة حرارة أقل قليلاً من درجة انصهار المادة وتثبيته عند درجة الحرارة هذه لفترة من الوقت. ومن ناحية أخرى، تتضمن عملية التكييف تعريض الجزء إلى بيئة رطبة للسماح له بامتصاص الرطوبة، مما قد يحسن من أدائه. تضمن هذه المعالجات اللاحقة للقولبة أن المنتج النهائي يفي بمعايير الجودة ويؤدي الأداء المتوقع في الاستخدام.

الخطوة 6: مراقبة الجودة والتعبئة والتغليف:
في مرحلة مراقبة الجودة، يتم فحص الأجزاء بحثًا عن العيوب وفحصها وفقًا للأبعاد والمتطلبات الجمالية والميكانيكية. وغالبًا ما تُستخدم أدوات القياس الدقيقة مثل ماكينات قياس الإحداثيات (CMM) لضمان استيفاء الأجزاء للتفاوتات المحددة. يمكن أيضًا إجراء اختبارات ميكانيكية مثل قوة الشد أو مقاومة الصدمات للتحقق من متانة الأجزاء وأدائها. بمجرد اجتياز الأجزاء للفحص، يتم تغليفها بشكل مناسب لحمايتها من التلف أو التلوث أثناء النقل والتخزين. يضمن التغليف المناسب أن يحافظ المنتج على جودته وسلامته حتى يصل إلى العميل.






مكونات المحرك:
تُستخدم PA لتصنيع أجزاء مثل مشعبات السحب. تضمن مقاومتها العالية لدرجات الحرارة العالية وقوتها الميكانيكية الثبات والمتانة في بيئة المحرك القاسية. وبالمقارنة مع فتحات السحب المعدنية التقليدية، تقلل فتحات السحب المصبوبة بالحقن من وزن المحرك، مما يحسن من كفاءة استهلاك الوقود وأداء السيارة.

التصميمات الداخلية للسيارات:
يُستخدم PA في إنتاج أجزاء مثل أدوات ضبط المقاعد ومقابض الأبواب ومكونات لوحة العدادات. كما أن مقاومته الممتازة للتآكل ولمساته السطحية الممتازة تجعله مثاليًا للأجزاء التي تُستخدم بشكل متكرر ومرئي، مثل أدوات ضبط المقاعد، والتي يجب أن تتحمل الضغوط الميكانيكية المتكررة.
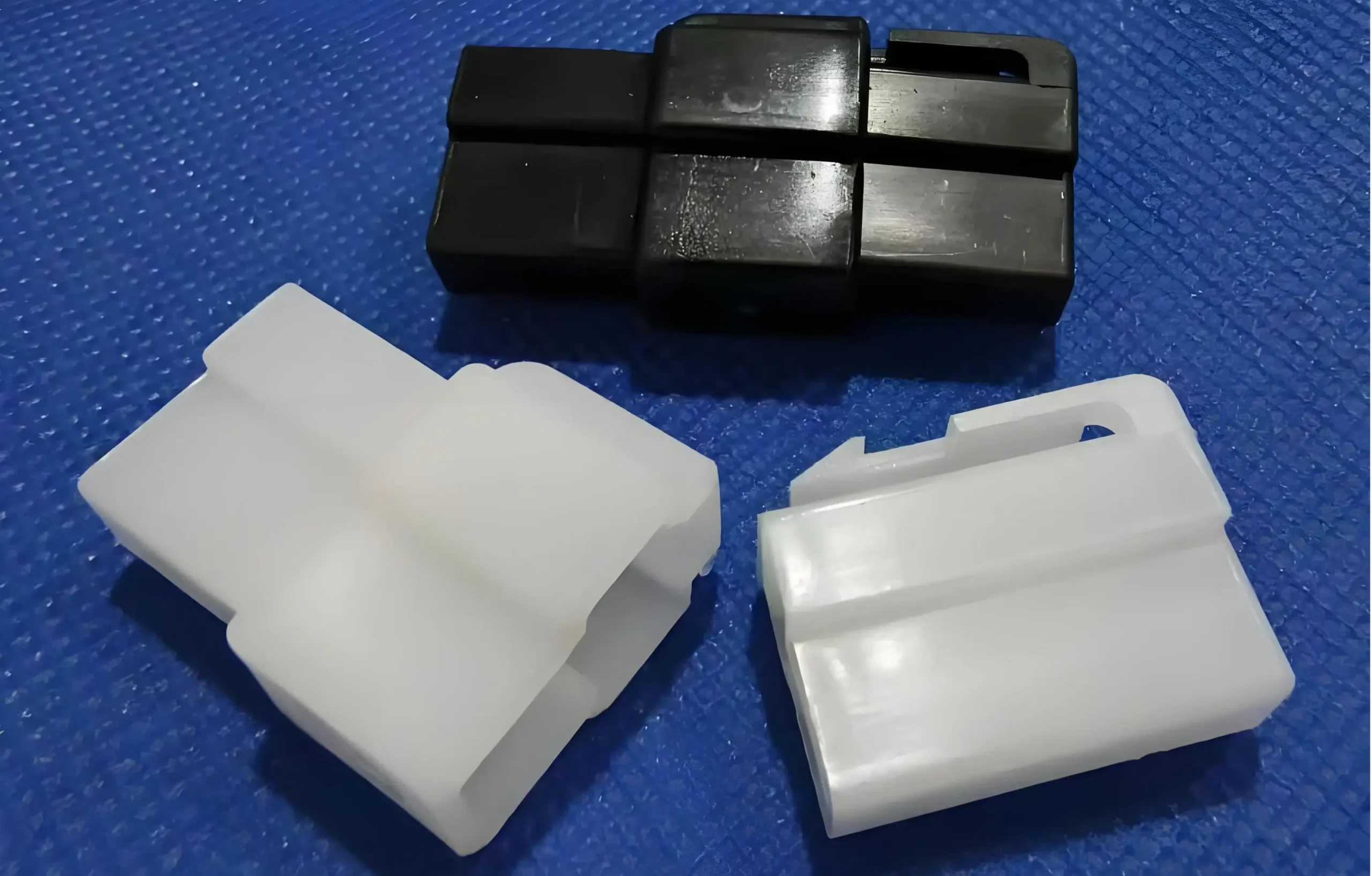
الموصّلات:
توفر الموصلات المصبوبة بالحقن PA خصائص عزل كهربائية ممتازة وثباتًا ميكانيكيًا ممتازًا، مما يضمن توصيلات موثوقة في الأجهزة الإلكترونية مثل أجهزة الكمبيوتر والهواتف المحمولة والأجهزة المنزلية. تدعم عملية القولبة بالحقن الدقيقة التصغير وتصميمات الموصلات عالية الكثافة.

علب المعدات الإلكترونية:
تُستخدم PA في أغلفة الإلكترونيات الاستهلاكية مثل الكاميرات والأدوات الكهربائية. تحمي مقاومته للصدمات والمواد الكيميائية المكونات الداخلية من التلف المادي والتآكل.

الألعاب
تتميز الألعاب المصبوبة بالحقن PA، مثل شخصيات الأكشن ومركبات الألعاب، بالمتانة وقدرتها على تحمل اللعب الخشن. وتقلل مرونة المادة وصلابتها من الكسر، مما يضمن عمر خدمة أطول للألعاب.

الأدوات المنزلية:
تُستخدم السلطة الفلسطينية في منتجات مثل مقابض المكانس وأجزاء المكنسة الكهربائية وأدوات المطبخ. كما أن مقاومته للتآكل وسهولة تنظيفه يجعلان هذه المنتجات أكثر عملية، مثل أدوات المطبخ التي تقاوم الخدوش والبقع.
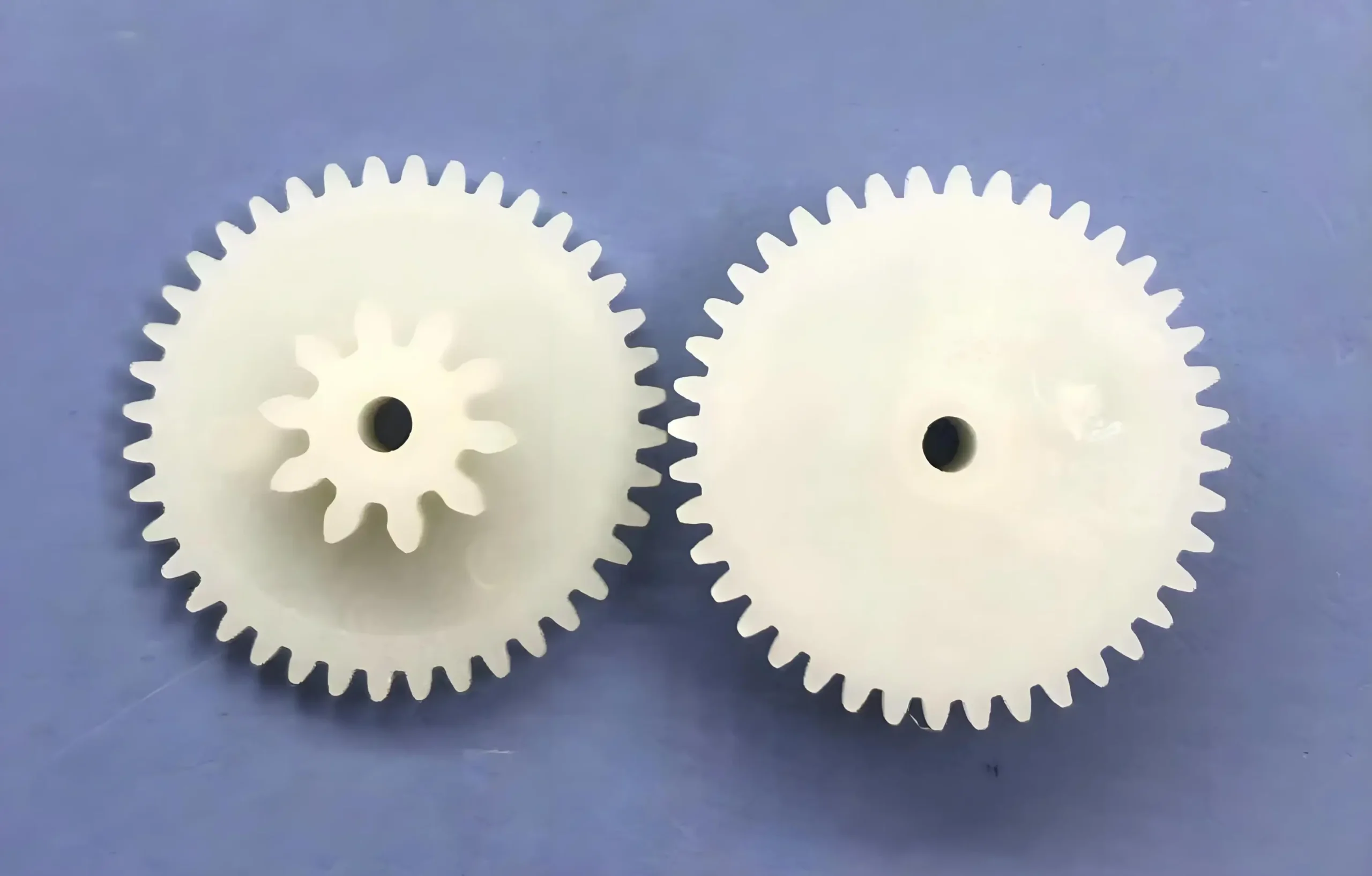
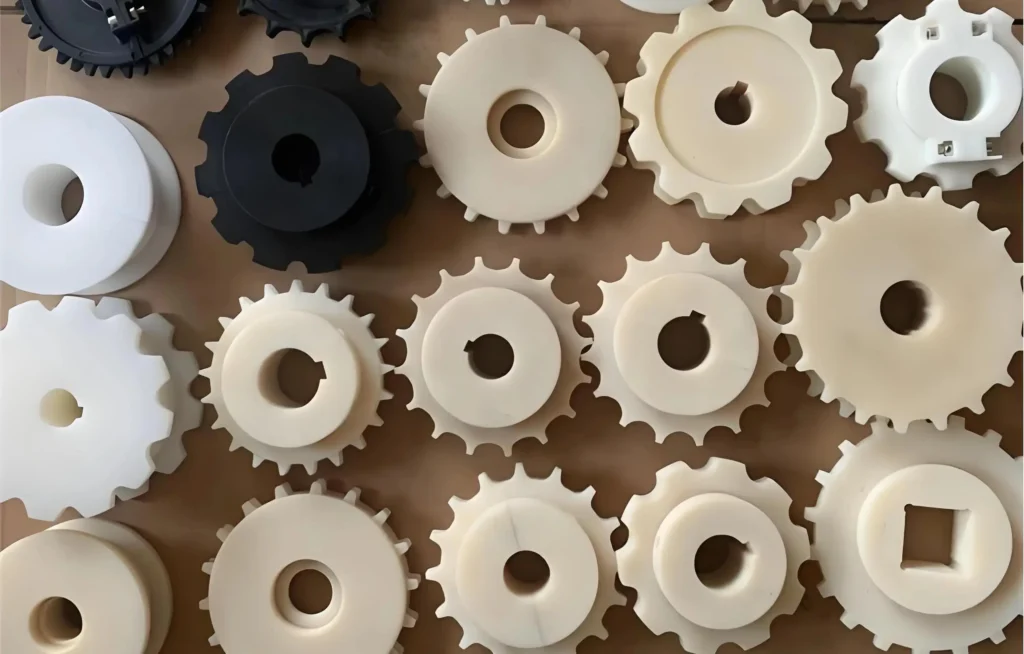
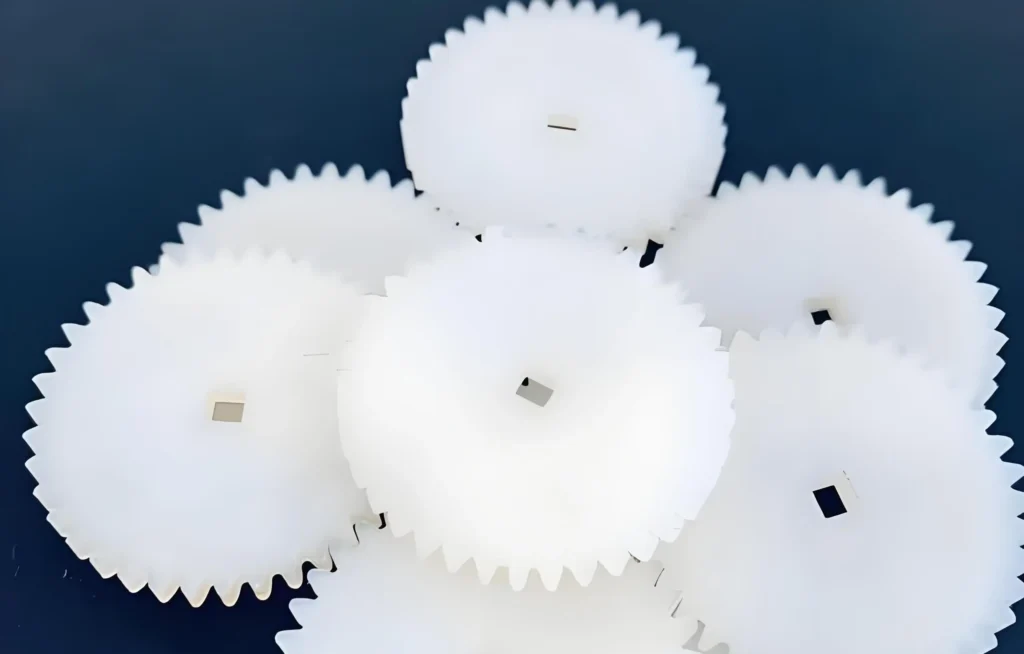
المحامل والتروس:
تُستخدم المحامل والتروس المصبوبة بالحقن PA في المعدات الميكانيكية خفيفة التحمل. تقلل خصائص التشحيم الذاتي التي تتميز بها من الاحتكاك والتآكل، مما يحسن من كفاءة المعدات مثل أنظمة النقل وعمرها التشغيلي.

الحاويات والتجهيزات الصناعية:
تُستخدم السلطة الفلسطينية في تصنيع صهاريج التخزين والأنابيب والتجهيزات الخاصة بمصانع المعالجة الكيميائية. وتضمن مقاومتها للمواد الكيميائية قدرة هذه الحاويات على تخزين مجموعة متنوعة من المواد الكيميائية بأمان دون أن تتحلل.

تُستخدم السلطة الفلسطينية لإنتاج الأدوات الجراحية والأطراف الصناعية وأغطية الأجهزة الطبية. يفي توافقها الحيوي وقابليتها للتعقيم بالمتطلبات الصارمة للتطبيقات الطبية، مما يجعلها مناسبة للأجهزة عالية الدقة والصحية.

تستخدم صناعة الطيران والفضاء السلطة الفلسطينية في أجزاء مثل الألواح الهيكلية والتجهيزات الداخلية. فنسبة قوتها العالية إلى الوزن ومتانتها العالية تجعلها مثالية للظروف الصعبة في بيئات الفضاء الجوي.

How Does Rib Design Impact Mold Flow and Cooling Efficiency?
Key Takeaways Ribs are structural features used to increase part stiffness without increasing overall wall thickness. However, improper rib design significantly impacts **Mold Flow** (causing hesitation or short shots) and

How Do Ribs Function in Reducing Plastic Part Weight and Improving Structural Integrity?
Key Takeaways Ribs are thin, wall-like features projecting from the nominal wall of a plastic part, designed to add stiffness and strength without increasing overall wall thickness. By allowing engineers

How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper

