 İçeriğe geç
İçeriğe geç 

Giriş
Tasarım yaparken enjeksiyon kalıplı parçalarParçanızın ne kadar iyi çalıştığını ve tamamlandığında ne kadar iyi göründüğünü etkileyecek dikkate alınması gereken pek çok şey vardır. Parçaları kalıplarken batma izleri, akış çizgileri, çarpıklık ve daha fazlası gibi yanlış gidebilecek pek çok şey vardır. Bu nedenle, enjeksiyon kalıplama için parça tasarlama yönergelerini anlamak gerçekten önemlidir, böylece mükemmel sonuçlar elde edebilirsiniz.

Bu makalede, size en iyi plastik parçaları yapmanıza yardımcı olacak nihai enjeksiyon kalıplama tasarım kurallarını vereceğim. Ayrıca size süreç kontrolü hakkında bazı ayrıntılar, kalıp tasarımı için bazı önemli yönergeler ve bazı yaygın tasarım sorunlarından nasıl kaçınılacağına dair bazı ipuçları vereceğim.
Enjeksiyon Kalıplama Tasarımı
Enjeksiyon kalıplama, plastiği erittiğiniz ve bir parça yapmak için bir kalıba attığınız bir işlemdir. Kalıbın ve yaptığınız parçanın tasarımı, ne kadar iyi çalıştığı konusunda gerçekten önemlidir. İşte enjeksiyon kalıplama için tasarımın önemli olmasının bazı nedenleri.

Üretim Karmaşıklığını Belirleyin
Tasarıma baktıktan sonra, ürün tasarımcıları ve mühendisler ürünü yaptıklarında yanlış gidebilecek her şeyi düşünebilirler. Tasarım onlara ne yapmaları gerektiğini söyler, böylece ürünü yaptıklarında ne yapacaklarını tahmin etmeleri gerekmez.
Üretim Fizibilitesini Sağlayın
Yeni bir plastik parça tasarımı ve üretim sürecine başlarken, tasarladığınız parçanın üretilebilir olup olmayacağından emin olamazsınız. Enjeksiyon kalıplama tasarımı, parçayı yapmaya çalıştığınız yöntemin işe yarayıp yaramayacağını anlamanıza yardımcı olabilir. Parçaların kalıpta sıkıştığı üretim sorunları yaşayıp yaşamayacağınızı anlayabilirsiniz.

Parça Arızalarının Önlenmesi
Eğer kendi tasarımınızı yapmazsanız enjeksiyon kalıplı parçalar düzgün çalışmazlar. Enjeksiyon hataları veya diğer mekanik arızalar nedeniyle yapmaları gerekeni yapamayabilirler. Enjeksiyon kalıplama tasarım kılavuzları, doğru kalıplama parametrelerini seçmenize ve parçalarınızın çalışmamasına neden olacak büyük sorunlardan kaçınmanıza yardımcı olacaktır.
Enjeksiyon Kalıplı Parça Tasarımında Dikkat Edilecek Hususlar
Enjeksiyon kalıplama, başarılı bir üretim sağlamak için dikkatli tasarım değerlendirmeleri gerektiren karmaşık bir süreçtir. Süreç başladığında, tasarımdan kaynaklanan hatalar önemli gecikmelere ve masraflara yol açabilir. Bu nedenle, bu hatalardan kaçınmak için uygun enjeksiyon kalıplama tasarım yönergelerini takip etmek zorunludur. Enjeksiyon kalıplı parçaları tasarlarken akılda tutulması gereken bazı temel hususlar aşağıda verilmiştir.

Oda Duvar Kalınlığı
Bu, enjeksiyon kalıplı parçalar tasarlarken düşünmeniz gereken en önemli şeylerden biridir. Et kalınlığı bir parçanın nasıl göründüğü, nasıl çalıştığı ve ne kadara mal olduğu gibi pek çok şeyi etkiler. Bu nedenle, parçanın nasıl çalışması gerektiğine bağlı olarak doğru duvar kalınlığını bulmanız gerekir. Yapabileceğiniz en ince duvarı bulmak için parçanın ne kadar stres alabileceğini ve ne kadar dayanması gerektiğini düşünmeniz gerekir.
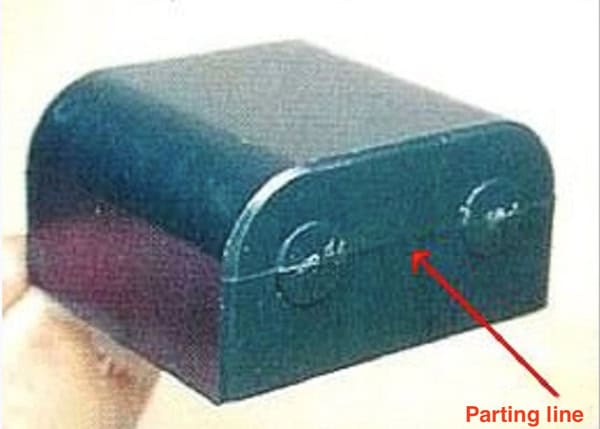
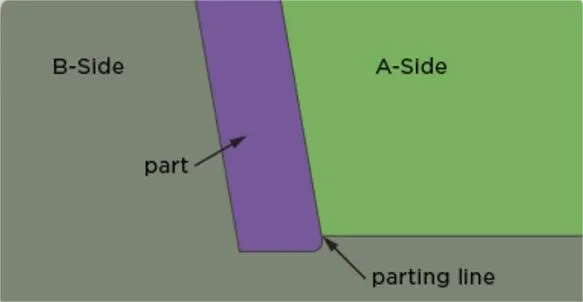
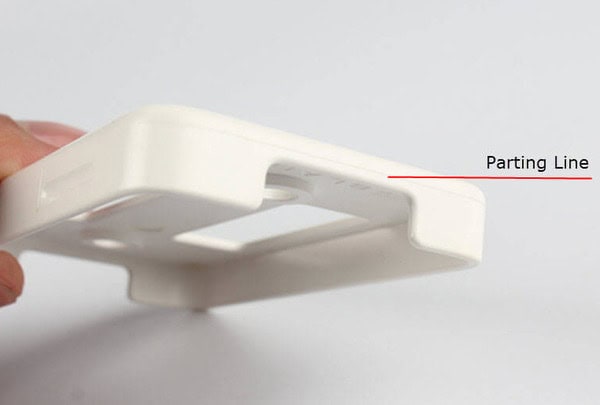
Ayrılık Hattı
Ayırma çizgisi, kalıbın iki yarısının nihai ürünü oluşturmak için birleştiği yerdir. Ayırma çizgisi tasarımında herhangi bir uyumsuzluk veya yanlış hizalama varsa, kalıplanan parçada parlama kusurlarına neden olabilir. Bu nedenle, bu kusurları en aza indirmek için basit ve düz bir ayırma çizgisi tasarlamak önemlidir.
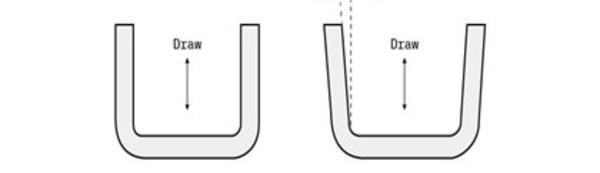
Çekim Açısı
Çekme açısı, enjeksiyonla kalıplanmış bir parçanın yüzeyinde, hasar görmeden kalıptan kolayca çıkarılmasını sağlayan açıdır. Gerekli çekim açısı, duvar kalınlığı, malzeme büzülmesi, işlem sonrası son işlem ihtiyaçları gibi faktörlere bağlıdır.
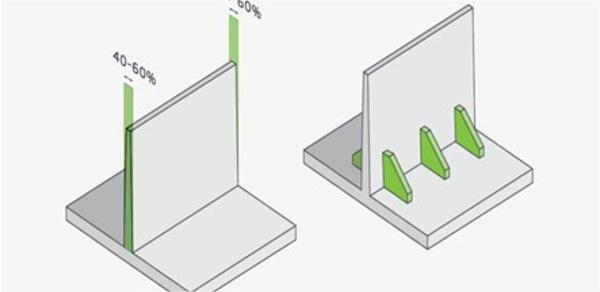
Kaburgalar ve Patronlar
Nervürler, iki duvarın 90 derecelik bir açıyla birleştiği bir parçanın duvarlarını güçlendirmek için kullanılır. Parçanın daha güçlü olmasına ve daha fazla ağırlık taşıyabilmesine yardımcı olurlar. Patronlar, bir parça üzerinde diğer parçaları takmak ve hizalamak için kullanılan yükseltilmiş alanlardır. Ayrıca vida delikleri ve yuvalar gibi yerlerde parçaları daha güçlü hale getirirler.

Kapı Konumu ve Tipi
Enjeksiyon kalıplamadaki kapı, plastik parçaya doğrudan bağlı olan ve erimiş plastik reçinenin boşluğa akışını kontrol eden çok önemli bir parçadır. Kapının boyutu, şekli ve konumu bitmiş ürün üzerinde büyük bir etkiye sahiptir. Ne kadar güçlü olduğunu ve nasıl göründüğünü etkiler.
İtici Pimler
Bu, enjeksiyon kalıplama kurulumunda büyük önem taşır. Yeterince soğuduktan sonra parçanın kalıptan dışarı itilmesine yardımcı olur. Genellikle parça üzerinde iz bırakırlar. Bu nedenle, bunları pimin hareket ettiği yöne dik bir düzlemde tasarlamanız gerekir.

Alt Kesimler ve Dişler
Alt kesimler ve dişler, plastik parçanın tek bir çekişle kalıptan çıkarılmasını zorlaştıran girintili veya çıkıntılı özelliklerdir. Parçanın tek bir çekişle çıkarılabildiğinden emin olmak istersiniz. Bu, enjeksiyon kalıplama maliyetlerinizi düşük tutmanıza yardımcı olacaktır. Dolayısıyla, tasarım yaparken enjeksiyon kalıplı parçalardişlerden ve alt kesimlerden kaçınmak istersiniz.

Fileto
Enjeksiyon kalıplamayı daha iyi hale getirmek için keskin köşeler ve kenarlar yerine yuvarlak özelliklere sahip olmak istersiniz. Keskin kenarların doldurulması için daha fazla basınç gerekir, bu da parçaya zarar verebilir ve çıkardığınızda kusurlara neden olabilir. Yuvarlatılmış iç ve dış köşeler plastiğin daha iyi akmasına yardımcı olarak gerilimi ve çatlamayı azaltır.

Yüzey İşlemleri
Plastik parçalar dokularını, görünümlerini ve hislerini etkileyen farklı yüzey işlemlerine sahip olabilir. Doğru finisajın seçilmesi tasarım aşamasında önemlidir çünkü ihtiyaç duyulan alet ve malzemeleri belirler. Kaba yüzeyler daha fazla taslak gerektirir ve malzeme seçimini etkiler. İstenen finisajı elde etmek için kalıp yüzeyinin de hazırlanması gerekebilir. Kalıp yüzeyindeki herhangi bir kusur, kalıplanmış parçada görünecektir.

Malzeme Seçimi
Enjeksiyon kalıplama ile bir şeyler yaparken, kullanabileceğiniz bir sürü farklı plastik türü vardır. Her plastik türünün kendine özgü fiziksel ve mekanik özellikleri vardır. Seçtiğiniz plastik türü, parçanızın çalışmasını istediğiniz dünyada nasıl çalışacağını etkiler. Enjeksiyon kalıplama için bir plastik seçerken düşündüğünüz ana şeyler, plastiğin ne kadar küçüldüğü, ne kadar iyi uyduğu ve ne kadara mal olduğudur.

Enjeksiyon Kalıbı Tasarım Kılavuzu
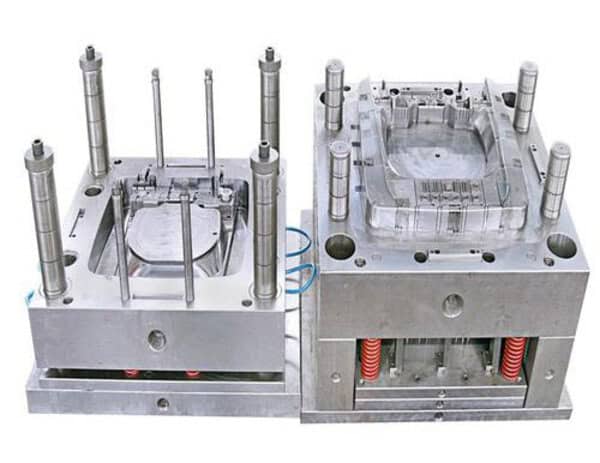
Enjeksiyon kalıbı tasarımı ve üretimi, plastik parça imalatında büyük önem taşır. Kalıp takımları, amaçlanan plastik parçanın şeklini tanımlamaya yardımcı olur. Bu nedenle, sorunsuz enjeksiyon kalıplama için tüm kalıp bileşenlerinin doğru durumda olması gerekir.
Kalıp Tabanı ve Boşluk Düzeni
Kalıp güçlü ve dayanıklı olmalı, bakımı kolay olmalı ve onarım ve bakım için kolayca sökülüp takılabilmelidir. Kalıp takımları, boşluğun ve maçanın doğru hizalanması için hassas bir şekilde yapılmalıdır. Kalıp tabanının boşluk düzeni de bakım ve onarım için oyuk ve maça uçlarına kolayca ulaşmanızı sağlamalıdır. Bu, kusurları azaltır ve parçaları daha iyi hale getirir.

Soğutma Sistemi Tasarımı
Soğutma sistemi, enjeksiyon kalıbı tasarımında büyük önem taşır. Kalıp boşluğunun ve plastik malzemenin sıcaklığını kontrol eder. Soğutma önemlidir çünkü plastiğin katılaşmasına ve büzülmenin kontrol edilmesine yardımcı olur.
Yolluk ve Kapı Tasarımı
Yolluk ve kapı sistemi, erimiş plastiğin kalıp boşluğuna akışını kontrol eder. Kapı, plastiğin boşluğa girişidir ve yolluk sistemi plastiği kapıya yönlendirir. Kapı ve yolluk sistemi tasarımı, kalıplama sürecinin verimliliğini ve bitmiş ürünün kalitesini etkiler.
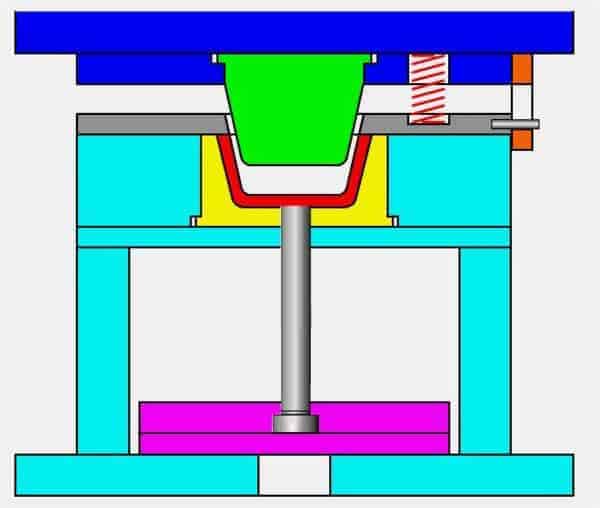
Fırlatma Sistemi Tasarımı
Ejektör sistemi, bitmiş parçayı kalıptan çıkaran şeydir. İtici sistemi tasarlarken, parçanın şeklini, kaç tane alt kesimi olduğunu ve ne kadar güçlü olduğunu düşünmeniz gerekir. Parçayı çıkardığınızda dağılmadığından emin olmak için ejektör pimleri, manşonlar veya hidrolik ejektör sistemleri kullanabilirsiniz.
Kalıp Malzemesi ve Yüzey İşlemi
Kalıbınız için kullandığınız malzeme, kalıbın ömrünü ve bitmiş parçanızın kalitesini etkileyecektir. En iyi performansı elde etmek için kalıp malzemenizin yüksek erime sıcaklığına, iyi termal iletkenliğe ve mükemmel aşınma direncine sahip olması gerekir. Doğru malzemeyi seçmek, döngü süresini azaltmanıza, kalıbınızın ömrünü uzatmanıza ve parça kusurları riskini azaltmanıza yardımcı olabilir.

Zetar Mold, kalıplama sürecinizi ve kalıplanmış parçalarınızı daha iyi hale getirmek için enjeksiyon kalıp hizmetlerinde en iyisidir. Kalıp ve parça tasarımınızı daha iyi hale getirmek için enjeksiyon kalıplama projeniz için eksiksiz bir DFM analizi yapıyoruz. Bu şekilde, zamandan ve paradan tasarruf eder ve daha iyi bir ürün elde edersiniz.
Enjeksiyon Kalıplama Süreci Kalite Kontrol Plastik Parçalar
Enjeksiyon kalıplama plastik parçalar yapmak için süper hassas ve verimli bir yoldur. Ancak iyi plastik parçalar yapmak istiyorsanız, süreci gerçekten iyi kontrol etmeniz gerekir.

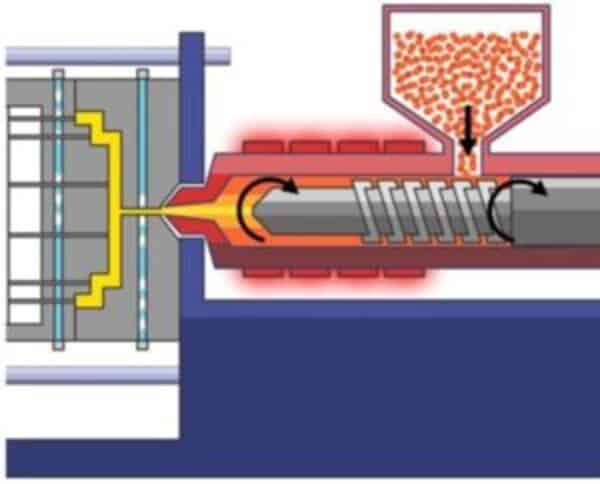
Enjeksiyon Kalıplama Sürecine Genel Bakış
Enjeksiyon kalıplama, plastiğin eritilmesi ve ardından bir şekil vermek için bir kalıp içinde basınç altında katılaştırılması işlemidir. Bu işlem sürekli bir döngüde yapılır ve birçok adımı vardır. Plastik reçine ısıtıldıktan sonra, kalıp doğru miktarda basınç altında olduğunda kapı açılır. Ardından, erimiş plastik kalıba enjekte edilir.
Erimiş reçine varilin sonuna ulaştığında, kapı kapanır. Daha sonra kalıbın iki yarısı aynı anda kapanır ve sıkıştırma basıncı ile bir arada tutulur. Tutma basıncı aşamasından sonra vida geri çekilir ve parça kalıp içinde soğur. Parça soğuduktan sonra kalıp açılır ve ejektör pimi veya ejektör plakası parçayı dışarı iter. Bitmiş parça daha sonra son işlem için hazırdır.

Proses Parametreleri ve Optimizasyon
Enjeksiyon kalıplama süreci kontrolü, en iyi sonuçları elde etmek için birden fazla parametrenin izlenmesini ve ayarlanmasını içerir. İşte dikkate alınması gereken bazı temel parametreler:
Enjeksiyon basıncı ve hızı: Bu parametreler erimiş plastiğin kalıp boşluğunu ne kadar hızlı dolduracağını belirler. Enjeksiyon basıncı, kalıp boşluğunu tamamen dolduracak kadar yüksek olmalıdır. Ancak, çok yüksek olmamalıdır, aksi takdirde parlama veya parça bozulmasına neden olur. Malzeme, boşluğu bozulma olmadan mümkün olan en kısa sürede doldurabilmelidir.
Enjeksiyon sıcaklığı: Enjeksiyon sıcaklığı plastiğin nasıl aktığını ve viskozitesini etkiler. Plastik erime noktasına kadar ısıtılmalı ve enjeksiyon kalıplama işlemi sırasında sabit bir sıcaklıkta tutulmalıdır. Sıcaklığı kontrol etmek ve denetlemek için kalıp boşluğunun farklı noktalarında termokupllar kullanabilirsiniz.
Tutma basıncı ve süresi: Bekletme basıncı malzemenin enjeksiyon cihazına geri akmasını engellemelidir. Bekletme süresi plastiğin soğumasına ve tamamen sertleşmesine izin vermelidir. Süre, duvarların ne kadar kalın olduğuna ve parçanın ne kadar karmaşık olduğuna bağlı olacaktır.
Soğutma süresi: Soğutma süresi malzemenin termal özelliklerine ve parçanın et kalınlığına göre belirlenmelidir. Termokupllar da soğutma süresinin izlenmesine yardımcı olabilir. Soğutma kanalı düzenini değiştirerek veya boyutunu artırarak süreyi ayarlayabilirsiniz.

Ejeksiyon: Ejeksiyon sistemi, parçanın ve kalıbın zarar görmesini önlemek için düzgün ve tutarlı bir ejeksiyon sağlamalıdır. Fırlatma kuvveti de parçanın boyutuna ve karmaşıklığına bağlı olmalıdır.
Kalite kontrol ve denetim, kalıplanan parçaların iyi olduğundan emin olmak için yapılır. Süreç yeterlilik çalışmaları, görsel ve boyutsal denetimler ve işlevsel testler gibi insanların yaptığı farklı şeyler vardır. Neyin yanlış olduğunu ve nasıl daha iyi hale getirileceğini anlamanıza yardımcı olurlar.
Yaygın Enjeksiyon Kalıplama Tasarım Sorunları ve Çözümleri

Enjeksiyon kalıplama ile bir şeyler yaptığınızda bazen işler ters gider. Bu sorunlar bir şeyin doğru çalışmamasına neden olabilir. Bazen sorunlar, bir şeyi nasıl yaptığınızdan kaynaklanır.
Bazı Tipik Enjeksiyon Kalıplama Tasarım Sorunları ve Nasıl Çözüleceği
Lavabo İzleri ve Çarpılma
Lavabo izleri bir kusurdur enjeksiyon kalıplama kalıplanmış parçanın düz yüzeyinde küçük çukurlar olarak görünür. Çökme izleri genellikle kalıplanmış parçanın içindeki malzemenin büzülmesinden kaynaklanır, bu da malzemenin dışarıdan içeriye doğru çökmesine neden olur.

Sebepler: Eriyik veya kalıp sıcaklığı çok yüksek, tutma veya enjeksiyon basıncı çok düşük, kalıp yapısı tasarım hataları, tutma veya soğutma süresi ve basıncı yeterli değil.
Çözümler: Yavaşça ve uzun süre soğutun, böylece strese girmez. Duvarları aynı kalınlıkta tutun, böylece plastik kalıptan tek yönde akabilir. Parçanın dış kısmına yakın malzemeyi soğutmak için yeterli basınç ve zaman kullanın. Kalıbı veya malzemeyi daha soğuk hale getirin.

Flaş ve Parça Yapışması
Parlama, sıçrama veya çapak, parçanızın kenarında ince bir çizgi olarak görünen fazladan kalıplama malzemeniz olduğunda ortaya çıkar. Genellikle bir miktar malzeme gitmesi gereken yerden dışarı aktığında meydana gelir. Parlama küçük bir kusurdur, ancak parçanızın çalışma şeklini bozarsa büyük bir sorun haline gelebilir.

Sebepler: Egzoz sisteminin kötü tasarımı ve kontrolü, yeterli sıkıştırma kuvveti olmaması, kalıp tasarım sorunları ve kötü kalıplama koşulları, çok fazla enjeksiyon basıncı veya kalıp sıcaklığı, yeterli ayırıcı madde olmaması, yeterli soğutma süresi olmaması.
Çözümler: Havalandırma kanalının yeterince büyük olduğundan emin olun, plakaya çok fazla sıkıştırma kuvveti uygulayın, boşluk bırakmayın, kalıbı yeniden tasarlayın, böylece erimiş malzeme düzgün bir şekilde akar ve iyi bir havalandırma olur, kalıba doğru ayırıcı madde koyun, kullandığınız malzeme için doğru enjeksiyon basıncını, kalıp sıcaklığını ve soğutma süresini kullanın.

Kısa Atışlar ve Yanık İzleri
Kısa çekimler, plastiğin kalıbı tamamen doldurmadığı durumlardır. Bu, kalıptan çıkardığınız parçanın tam olmadığı anlamına gelir. Kısa çekimler büyük bir sorundur çünkü parçanızın kötü görünmesine ve doğru çalışmamasına neden olurlar.

Yanık izleri, kalıplanmış parçanızın yüzeyinde veya kenarında oluşan siyah veya pas rengindeki izlerdir. Genellikle parçanın bütünlüğünü etkilemezler, ancak kalıplanmış parçayı yakarak bozulmaya neden olduklarında büyük bir sorun haline gelirler.
Sebepler: Yeterli enjeksiyon basıncı olmaması, erimiş plastiğin serbest akışını engelleyen sıkışmış hava cepleri, aşırı yüksek viskoziteli malzemelerin kullanılması, kapı ve yolluk sistemlerinin kötü tasarımı, aşırı yüksek erime sıcaklıkları.

Çözümler: Daha iyi havalandırma elde etmek için delikleri genişletin veya daha fazla delik ekleyin, hızlı ve tutarsız malzeme soğumasını önlemek için doğru kalıp sıcaklığını kullanın, sıkışan hava riskini azaltmak için enjeksiyon hızını yavaşlatın, enjeksiyon hızını ve basıncını artırın veya daha iyi akış için daha ince bir alt tabaka kullanın.
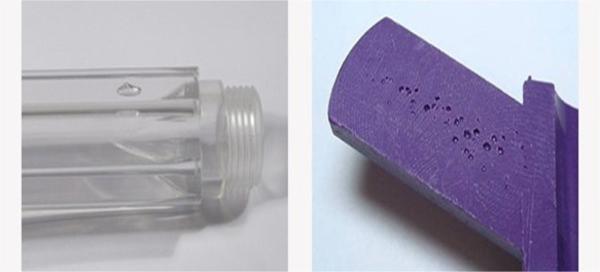
Hava Cepleri ve Boşluklar
Hava cebi kusurları enjeksiyon kalıplamadaki en ciddi kusurlardan bazılarıdır. Kalıplanmış parçada sıkışmış hava veya kabarcıklar olarak ortaya çıkarlar. Bu sıkışmış kabarcıklar yapısal ve estetik kusurlara neden olabilir. Ayrıca, kalıptaki ilk hava ısınır ve yeterince sıkı sıkıştırılırsa, patlayarak kalıplanan parçayı ve kalıbı tahrip edebilir.
Sebepler: Kalıpta yetersiz havalandırma, eşit olmayan boşluk doldurma, sıkışan havanın sıkışması ve tutuşması, yetersiz kalıplama basıncı, yoğunluktaki önemli değişiklikler nedeniyle boşluklara eğilimli malzemeler
Çözümler: Kalıp sıcaklığını artırın, yolluk sistemini ve kapı konumlandırmasını yeniden tasarlayın veya değiştirin, kabarcık oluşumunu önlemek için daha düşük viskoziteli malzemeler kullanın, sıkışan havanın sıkışmasını ve tutuşmasını önlemek için döngü süresini sınırlayın, enjeksiyon basıncını artırın, boşlukta sıkışan havayı etkili bir şekilde boşaltın.

Ayırma Çizgisi Uyuşmazlığı ve Sapması
Ayırma çizgisi uyuşmazlığı, kalıbın iki yarısının doğru hizalanmamasıdır. Kalıplanan parçanın ayırma çizgisi boyunca görünür bir dikiş veya boşluk oluşturur. Sapma, kalıplanan parçanın soğurken bükülmesi veya şeklinin bozulmasıdır. Bu kusurların her ikisi de parçanın gerekli özellikleri karşılamamasına neden olabilir. Bu da daha fazla hurda ve daha az üretkenlik anlamına gelir.
Sebepler: Eşit olmayan sıkıştırma kuvveti, kalıp parçalarının boyutundaki değişiklikler, çok fazla enjeksiyon basıncı ve sıcaklığı, kalıp ısındığında büyür, parçanın soğuması için yeterli zaman yoktur.
Çözümler: Kalıbın doğru sıkıştırıldığından ve doğru hizalandığından emin olun, kalıbı her zaman aynı sıcaklıkta tutun, malzeme için doğru enjeksiyon kalıplama ayarlarını kullanın ve stresten kurtulmak için parçayı kalıplandıktan sonra ısıtın.
Kaliteli Enjeksiyon Kalıplı Parçalar Nasıl Elde Edilir
İyi plastik parçalar istiyorsanız, iyi bir plastik parça şirketi ile çalışmanız gerekir. Zetar Kalıp iyi bir plastik parça şirketidir. İyi plastik parçalar üretiyoruz. İyi insanlarımız ve iyi makinelerimiz var. İyi görünen iyi plastik parçalar yapıyoruz.
Zetar Mold, enjeksiyon kalıplarınızın ve plastik parçalarınızın kalitesini artırmak için çeşitli malzemeler ve son işlem hizmetleri sunmaktadır. Deneyimli teknisyenlerimiz kalıp tasarımınızı nasıl optimize edeceğiniz konusunda size tavsiyelerde bulunabilir ve plastik parçalarınız için doğru malzemeleri ve yüzey işlemlerini önerebilir.

Enjeksiyon kalıplama projelerinin karmaşık olabileceğini biliyoruz. Bu nedenle kolaylaştırılmış bir fiyat teklifi sürecimiz var ve üretime başlamadan önce tasarım konseptlerinizi onaylamanıza yardımcı olmak için DFM analiz raporları sunuyoruz.
Deneyimli mühendislik ekibimiz de üretim süreci boyunca size destek olabilir. Anında fiyat teklifi almak için tasarım dosyalarınızı bugün gönderin ve enjeksiyon kalıplama yolculuk.

Sonuç
Enjeksiyon kalıplama, çok çeşitli endüstriler için yüksek kaliteli özel plastik parçalar üretebilen çok yönlü ve verimli bir teknolojidir. Bununla birlikte, bir dizi enjeksiyon kalıplama tasarım yönergesi izlenmeden süreç tamamlanamaz. Bu, neye ihtiyacınız olduğu ve süreci nasıl tamamlayacağınız hakkında daha fazla bilgi edinmenizi sağlayacaktır.

Bu makalede ele alınan enjeksiyon kalıplama tasarım kuralları, sürecinizi optimize etmenize, uygun maliyetli üretim sağlamanıza ve döngü sürelerini azaltmanıza yardımcı olacaktır. Tasarım hataları maliyetlidir. Enjeksiyon kalıplama tasarımınız için bugün Zetar Mold ile iletişime geçin. Daha iyi sonuçlar elde etmenize yardımcı olmaya hazırız.







