 İçeriğe geç
İçeriğe geç 
Özel PPA Enjeksiyon Kalıplama
PPA yarı kristal bir termoplastiktir ve enjeksiyon kalıplama PPA parçaları üretmek için yaygın bir yöntemdir.

PPA Enjeksiyon Kalıplama için Eksiksiz Kılavuz için Kaynaklar
PPA nedir?

PPA, birçok iyi özelliği olan yüksek performanslı naylon bazlı bir malzemedir. Mükemmel kimyasal direnç, düşük çarpılma, mükemmel ısı direnci, sürünme direnci, bariyer özellikleri, yüksek sıcaklıklarda güç ve sertlik ve yorulma direncine sahiptir. Ayrıca nem hassasiyeti, iyi boyutsal kararlılık ve fiziksel özelliklere de sahiptir. PPA yarı kristaldir, nemi emer ve opaktır, bu da onu plastik enjeksiyon kalıplama için iyi yapar. Çoğu PPA sınıfı, yüksek sıcaklıklarda daha sert hale getirmek için cam veya mineral dolgulara sahiptir. Bu nedenle, PPA genellikle metaller veya daha pahalı termoplastikler yerine kullanılır. PPA'nın camsı geçiş sıcaklığı da önemlidir çünkü farklı uygulamalarda ne kadar iyi performans gösterdiğini etkiler.
PPA yarı kristal aromatik bir poliamid reçinesidir. Yüksek performans özellikleriyle bilinir. Düşük performanslı mühendislik polimerleri ile yüksek maliyetli malzemeler arasındaki boşluğu doldurarak, özellikle otomotiv ve elektronik endüstrileri olmak üzere çok çeşitli uygulamalarda cazip bir seçenek haline getirir.
Ne tür PPA malzemeleri vardır?
PPA (Poliftalamid), yüksek performansı, ısı direnci ve mükemmel mekanik özellikleriyle bilinen termoplastik bir malzemedir. Kimyasal yapılarına, performanslarına ve uygulamalarına göre kategorize edilen çeşitli PPA malzeme türleri vardır. PPA ayrıca belirli ortamlarda performansı artırmak için çeşitli katkı maddeleri ile modifiye edilebilir veya sinerjik etkiler için diğer polimerlerle karıştırılabilir. İşte ana PPA malzeme türleri:
① Homopolimer PPA: Bu, tek bir monomer biriminden yapılan en yaygın türdür. Yüksek erime noktasına, yüksek kristalliğe ve mükemmel mekanik özelliklere sahiptir.
② Kopolimer PPA: Bu iki veya daha fazla monomer biriminden oluşur. Homopolimer PPA'ya kıyasla daha düşük bir erime noktasına ve kristalliğe sahiptir, ancak yine de mükemmel mekanik özelliklere sahiptir.
③ Terpolimer PPA: Üç veya daha fazla monomer biriminden oluşur. Homopolimerlere ve kopolimerlere kıyasla daha düşük erime noktasına ve kristalliğe sahiptir, ancak yine de iyi mekanik özelliklere sahiptir.
④ Yarı-aromatik PPA: Bu aromatik ve alifatik monomerlerin kombinasyonundan yapılır. Özellikleri aromatik ve alifatik PPA'lar arasındadır.
⑤ Alifatik PPA: Alifatik monomerlerden üretilmiştir, aromatik PPA'dan daha düşük bir erime noktasına ve kristalliğe sahiptir, ancak yine de iyi mekanik özelliklere sahiptir.
⑥ PPA-PEEK Karışımları: Her iki malzemenin en iyi özelliklerini birleştirmek için PEEK (Polietereterketon) ile harmanlanmıştır.
⑦ PPA-PEI Karışımları: İki malzeme arasında dengeli bir performans için PEI (Polieterimid) ile harmanlanmıştır.
⑧ Alev Geciktirici PPA: Özel yangın güvenliği gereksinimlerini karşılamak için alev geciktiricilerle formüle edilmiştir.
⑨ Yüksek Sıcaklık PPA: Mükemmel termal stabilite ile yüksek sıcaklık ortamları (300°C/572°F'ye kadar) için tasarlanmıştır.
⑩ Düşük sıcaklık PPA: Düşük sıcaklıklar (-200°C/-330°F'ye kadar) için üretilmiştir ve soğuğa karşı mükemmel direnç gösterir.
⑪ Cam dolgulu PPA: PPA'ya cam elyaflar eklenerek çok daha güçlü ve sert hale getirilir, bu nedenle araba parçaları gibi şeyler için iyidir.
⑫ Mineral dolgulu PPA: Tıpkı cam dolgulu PPA gibi, ancak onunla bir şeyler yaptığınızda çok fazla küçülmemesini sağlamak için minerallerle (talk veya kalsiyum karbonat gibi).

Poliftalamid'in (PPA) özellikleri nelerdir?
Poliftalamid (PPA), poliamid ailesinin bir parçası olan yüksek performanslı bir plastiktir. Yarı kristal bir yapıya sahiptir ve aromatik bileşiklerden oluşur. Özellikle otomobil ve elektronik gibi zorlu uygulamalar için harika olmasını sağlayan bir dizi benzersiz özelliğe sahiptir.
1. Mükemmel Yüksek Sıcaklık Dayanımı:
PPA malzemeleri, diğer birçok mühendislik plastiğinden daha yüksek erime noktası ve ısı sapma sıcaklığı ile üstün yüksek sıcaklık özelliklerine sahiptir. PPA'nın yüksek erime noktası (300°C/572°F'ye kadar), mekanik özelliklerden ödün vermeden yüksek sıcaklıklara dayanmasını sağlar. Bu da PPA'nın yüksek sıcaklık uygulamalarında stabilitesini korumasını sağlayarak onu ısı direnci gerektiren parçalar için uygun hale getirir.
2. İyi Mekanik Özellikler:
PPA süper güçlü, sert ve dayak yemeye dayanıklıdır. Aşınma ve yıpranmaya karşı mükemmel direnç gösterir ve kırılmadan etrafa çarpmayı kaldırabilir. Bu mekanik özellikler, PPA'yı çok fazla güç ve stresle başa çıkabilmesi gereken parçaların yapımı için mükemmel kılar, bu nedenle yüksek performanslı şeyler için çok harikadır.
3. Üstün Kimyasal Direnç:
PPA kimyasal olarak süper inerttir ve yağlara, solventlere, asitlere ve alkalilere karşı dayanıklıdır. Çok sıcak olduğunda ve çok fazla basınç altında kaldığında bile, PPA hala gerçekten iyi performans gösterir. Ayrıca yakıtlara, yağlara ve kimyasallara karşı da oldukça dayanıklıdır, bu nedenle üzerine kimyasalların bulaşmasından endişe ettiğiniz şeyler için mükemmeldir.

4. Mükemmel Elektrik Yalıtımı:
PPA mükemmel elektrik yalıtım özelliklerine sahiptir, bu da onu elektrikli ve elektronik ürünler için yalıtım malzemeleri yapmak için mükemmel kılar. Düşük dielektrik sabitine ve dielektrik kaybına sahiptir, bu da onu yüksek frekanslı uygulamalar için mükemmel kılar.
5. İyi Boyutsal Kararlılık:
PPA malzemeler, işleme ve kullanım sırasında deformasyona veya bükülmeye karşı direnç göstererek büyük bir boyutsal kararlılık sunar. Sıcaklık değişikliklerine veya neme maruz kaldığında bile şeklini ve boyutlarını korur, bu da onu hassas boyut kontrolü gerektiren parçaların üretimi için ideal hale getirir.
6. İşleme Yetenekleri:
PPA malzemeleri enjeksiyon kalıplama ve ekstrüzyon gibi geleneksel yöntemler kullanılarak işlenebilir. PPA'nın işleme sıcaklığı polietilen ve polipropilenden nispeten daha yüksek olmasına rağmen, uygun işleme koşullarıyla yine de yüksek kaliteli PPA ürünleri yapabilirsiniz.
7. Hava Koşullarına Dayanıklılık:
PPA'nın hava koşullarına karşı bir miktar direnci vardır, ancak UV direnci, hava koşullarına karşı direnç için özel olarak tasarlanmış malzemeler kadar iyi olmayabilir. Çoğu durumda, PPA'nın hava koşullarına dayanıklılığı genel endüstriyel uygulamalar için yeterince iyidir.
8. Çevre Dostu:
PPA malzemeleri üretildiklerinde ve kullanıldıklarında çevreye çok zararlı değildir. Geri dönüştürülebilir ve tekrar kullanılabilirler, bu da çevreye yardımcı olur. Ayrıca, PPA malzemelerin içinde insanlar veya dünya için kötü bir şey yoktur.
9. Düşük Nem Emme:
PPA fazla nem emmez, bu nedenle ıslandığında genleşmez veya şekil değiştirmez.
10. Düşük Gaz Çıkarma:
PPA düşük gaz çıkışına sahiptir, bu da onu vakum veya düşük basınçlı uygulamalar için iyi yapar.
11. Yüksek Darbe Dayanımı:
PPA iyi bir darbe direncine sahiptir, bu da onu şok veya titreşim yaşayabilecek uygulamalar için iyi hale getirir.
12. Düşük Çarpılma:
PPA düşük eğriliğe sahiptir, bu da şeklini koruduğu ve kolayca eğrilmediği veya bükülmediği anlamına gelir.
13. İyi Kaynaklanabilirlik:
PPA çeşitli kaynak teknikleri kullanılarak kaynaklanabilir, bu da onu bağlantı gerektiren uygulamalar için iyi hale getirir.
14. Düşük Duman ve Duman Emisyonları:
PPA düşük duman ve duman yayar, bu da onu hava kalitesinin kritik olduğu uygulamalar için uygun hale getirir.
PPA'nın özellikleri nelerdir?
PPA (poliftalamid) hem yarı kristal hem de amorf yapıya sahip termoplastik fonksiyonel bir naylondur. Ftalik asit ve o-fenilendiaminin polikondensasyonu ile yapılır. PPA malzemesi ısı, elektrik, fizik ve kimyasal direnç açısından mükemmel kapsamlı özelliklere sahiptir.
| Mülkiyet | Metrik | İngilizce |
|---|---|---|
| Yoğunluk | 1,10 - 3,80 g/cc | 0,0397 - 0,137 lb/in³ |
|
1,10 - 1,49 g/cc Sıcaklık 325 - 325 ℃ |
0,0397 - 0,0538 lb/in³ @Temperature 617 - 617 ℉ | |
| Su Emme | 0.0200 - 10.0 % | 0.0200 - 10.0 % |
| Viskozite |
6.00 - 27.0 cP Sıcaklık 330 - 340 ℃ |
6.00 - 27.0 cP Sıcaklık 626 - 644 ℉ |
|
6.00 - 27.0 cP Yük 1,20 - 2,16 kg |
6.00 - 27.0 cP Yük 2,65 - 4,76 lb | |
| Eriyik Akışı | 5.00 - 80.0 g/10 dak | 5.00 - 80.0 g/10 dak |
| Sertlik, Rockwell M | 105 | 105 |
| Sertlik, Rockwell R | 100 - 127 | 100 - 127 |
| Çekme Dayanımı, Akma | 24,8 - 307 MPa | 3600 - 44500 psi |
|
20.0 - 140 MPa Sıcaklık 90,0 - 175 ℃ |
2900 - 20300 psi Sıcaklık 194 - 347 ℉ | |
| Elektriksel Dirençlilik | 0.0500 - 1.00e+17 ohm-cm | 0.0500 - 1.00e+17 ohm-cm |
| Yüzey Direnci | 10.0 - 8.10e+16 ohm | 10.0 - 8.10e+16 ohm |
| Dielektrik Sabiti | 3.20 - 6.20 | 3.20 - 6.20 |
|
4.20 - 136 Sıcaklık 60,0 - 200 ℃ |
4.20 - 136 Sıcaklık 140 - 392 ℉ | |
|
4.20 - 136 @Frekans 1000 - 1.00e+6 Hz |
4.20 - 136 @Frekans 1000 - 1.00e+6 Hz | |
| Dielektrik Dayanım | 16.0 - 45.0 kV/mm | 406 - 1140 kV/in |
|
0,800 - 27,5 kV/mm Sıcaklık 60,0 - 200 ℃ |
20,3 - 699 kV/in Sıcaklık 140 - 392 ℉ | |
| Erime Noktası | 223 - 340 ℃ | 433 - 644 ℉ |
| Maksimum Servis Sıcaklığı, Hava | 120 - 290 ℃ | 248 - 554 ℉ |
| İletim, Görünür | 20.0 - 38.0 % | 20.0 - 38.0 % |
| İşleme Sıcaklığı | 280 - 345 ℃ | 536 - 653 ℉ |
| Nozul Sıcaklığı | 280 - 345 ℃ | 536 - 653 ℉ |
| Erime Sıcaklığı | 240 - 360 ℃ | 464 - 680 ℉ |
| Kalıp Sıcaklığı | 48.9 - 190 ℃ | 120 - 374 ℉ |
| Kurutma Sıcaklığı | 79.4 - 150 ℃ | 175 - 302 ℉ |
| Nem İçeriği | 0.0200 - 0.200 % | 0.0200 - 0.200 % |
| Çiğlenme Noktası | -31.7 - -28.9 ℃ | -25.0 - -20.0 ℉ |
| Enjeksiyon Basıncı | 41,4 - 124 MPa | 6000 - 18000 psi |
PPA malzemeleri enjeksiyonla kalıplanabilir mi?

Evet, PPA (poliftalamid) malzemeleri enjeksiyonla kalıplayabilirsiniz. PPA yarı kristal bir termoplastiktir ve bu üretim süreci için uygun olmasını sağlayan bazı iyi özelliklere (yüksek ısı direnci, mekanik mukavemet ve boyutsal kararlılık gibi) sahiptir. Aslında, enjeksiyon kalıplama PPA parçaları yapmanın popüler bir yoludur çünkü karmaşık şekiller ve güzel yüzey kaplamaları yapabilir.
PPA, otomotiv bileşenleri (örn. termostat muhafazaları), elektrik konektörleri ve endüstriyel parçalar gibi yüksek performanslı uygulamalarda kullanılır. Standart mühendislik plastikleri ile yüksek maliyetli özel polimerler arasındaki performans boşluğunu doldurarak birçok sektör için çok yönlü bir seçim haline gelir.
Ancak, yüksek erime noktası, yüksek viskozitesi ve işleme sırasında bozulma eğilimi nedeniyle, PPA'nın enjeksiyonla kalıplanması zor olabilir. Bu zorlukların üstesinden gelmek için genellikle özel ekipman ve işleme tekniklerine ihtiyaç duyulur.
PPA Enjeksiyon Kalıplama için Dikkat Edilmesi Gereken Temel Hususlar Nelerdir?
PPA (poliftalamid) malzemeleri kalıplarken, bunları doğru şekilde işlediğinizden ve iyi parçalar elde ettiğinizden emin olmak için aklınızda bulundurmanız gereken birkaç şey vardır. İşte önemli olanlardan bazıları:

1. Malzeme Özellikleri:
① Boyutsal Kararlılık: PPA, sıcak veya nemli olduğunda bile şeklini ve boyutunu korumada harikadır. Bu önemlidir, çünkü PPA ile yaptığınız parçaların her zaman olması gerektiği gibi birbirine uyacağı anlamına gelir.
② Mekanik Dayanım: PPA diğer birçok plastikten daha güçlüdür. Bu, çok fazla stresle başa çıkabileceği ve diğer malzemeler kadar çabuk aşınmayacağı anlamına gelir.
③ Isı Direnci: PPA ısıya dayanabilir. Isındığında erimez veya zayıflamaz, bu nedenle yüksek sıcaklıklarda çalışması gereken parçalar için mükemmeldir.
④ Nem Emme: PPA bir sünger gibi suyu emmez. Bu, ıslandığında büyümeyeceği veya şekil değiştirmeyeceği anlamına gelir. Bu önemlidir, çünkü PPA ile yaptığınız parçaların dışarıda yağmur yağsa bile her zaman olması gerektiği gibi birbirine uyacağı anlamına gelir.
⑤ Kimyasal Direnç: PPA, arabalarda ve solventlerde bulunanlar gibi her türlü kimyasalla başa çıkabilir. Bu, çok fazla kimyasalın bulunduğu yerlerde çalışmak zorunda olan parçalar için harika olduğu anlamına gelir.
2. Kalıp Tasarımında Dikkat Edilecek Hususlar:
① Kalıp Tasarımı: Kalıp tasarımı iyi parçalar yapmak için çok önemlidir. Duvarların ne kadar kalın olduğu, nervürlerin nasıl tasarlandığı, kapının nerede olduğu ve soğutma kanallarının nerede olduğu gibi şeyleri düşünmelisiniz. Parçaları hızlı bir şekilde yapabileceğinizden ve batma izleri veya çarpılma gibi herhangi bir sorun yaşamayacağınızdan emin olmak istersiniz. PPA malzemeleri bükülebilir veya şekil değiştirebilir, bu nedenle parçaların doğru çıktığından ve herhangi bir sorun yaşamadığından emin olmak için özel bir kalıp tasarımına ve yapısına ihtiyacınız olabilir.
② Soğutma Sistemleri: Kalıbı doğru sıcaklıkta tutmak için soğutma gerçekten önemlidir. Kalıbın sıcaklığı, parçaları ne kadar hızlı yapabileceğinizi ve parçaların ne kadar iyi olduğunu etkiler. Su basıncının doğru olduğundan ve suyun soğutma kanallarında hareket ettiğinden emin olmak istersiniz, böylece kalıp her yerde aynı şekilde soğur.
③ Alet Hassasiyeti: Parçaların doğru çıkması için aletin doğru yapıldığından emin olmalısınız. İyi malzemeler kullanmak ve kalıbı doğru yapmak istersiniz, böylece çok sayıda parça üretebilir ve parçalar doğru boyutta olur.
3. İşleme ile İlgili Hususlar:
① Malzeme Seçimi: İş için doğru PPA'yı seçmek çok önemlidir. Farklı PPA'lar, ne kadar ısındıkları, ne kadar kalın oldukları ve kimyasallara karşı nasıl dayandıkları gibi farklı özelliklere sahiptir.
② Sıcaklık Kontrolü: Plastiği kalıba akacak kadar sıcak tutmalısınız, ancak parçalanacak kadar sıcak olmamalıdır.
③ Enjeksiyon Hızı ve Basıncı: Plastiğin kalıba ne kadar hızlı girdiğini kontrol etmeniz gerekir, böylece herhangi bir delik veya dolmayan parçalar elde etmezsiniz.
④ Çevrim Süresi Optimizasyonu: İyi parçalar üretmeye devam ederken makinenizden en iyi şekilde yararlanmak için soğutma süresini üretim verimliliği ile dengelemek önemlidir.
⑤ Yüksek Sıcaklık Ekipmanı: PPA malzemeleri, malzemeyi eritmek ve işlemek için yüksek sıcaklıkta ekipman gerektirir. Buna yüksek sıcaklıklı variller, nozullar ve kalıplar dahildir.
⑥ Yüksek Basınçlı Enjeksiyon: Kalıbın PPA malzemeleriyle düzgün bir şekilde dolduğundan ve paketlendiğinden emin olmak için yüksek basınçlı enjeksiyon gereklidir.
⑦ Yavaş Enjeksiyon Hızı: PPA malzemeleri enjeksiyon hızlarına karşı hassastır ve bozulmayı önlemek ve kalıbın düzgün bir şekilde dolduğundan emin olmak için bunları yavaşça enjekte etmeniz gerekebilir.
⑧ Yüksek Kalıp Sıcaklığı: PPA malzemeleri, parçaların düzgün bir şekilde yapıştığından ve bükülmediğinden veya deforme olmadığından emin olmak için yüksek kalıp sıcaklıklarına ihtiyaç duyar.
⑨ Soğutma: PPA malzemeleri soğutma hızlarına karşı hassastır. Eğer çok hızlı soğutursanız, parçalar eğrilebilir veya deforme olabilir. Parçaların düzgün şekillendiğinden emin olmak için yavaşça soğutmanız gerekebilir.
⑩ Kalıptan çıkarma: PPA malzemelerin kalıplara yapışma eğilimi vardır, bu nedenle parçayı kalıptan çıkarmayı kolaylaştırmak için bir tür ayırıcı madde kullanmanız gerekebilir.
⑪ Kalıplama Sonrası İşleme: PPA malzemeleri kalıplandıktan sonra, iç gerilimlerden kurtulmak ve parçanın daha iyi performans göstermesini sağlamak için tavlama veya gerilim giderme gibi bazı ek işlemlere ihtiyaç duyabilir.
4. Başvuru Koşulları:
① Son Kullanım Ortamı: Parçanın ne için kullanılacağını bilmek, doğru plastik türünü seçmenize ve kalıbı tasarlamanıza yardımcı olur, böylece parça, darbe aldığında kırılmaması veya güneşte durduğunda sararmaması gibi yapması gerekenleri yapar.
② Mevzuata Uygunluk: Bazen, özellikle de medikal veya otomobil şirketleri için parçalar üretiyorsanız, içinde kötü maddeler olmayan veya alev almayan bir plastik kullanmanız gerekir.

PPA Enjeksiyon Kalıplama Üretimine İlişkin Eksiksiz Kılavuz için Kaynaklar
PPA Enjeksiyon Kalıplama Nasıl Yapılır? Adım Adım Kılavuz
PPA (poliftalamid) enjeksiyon kalıplama, dikkatli planlama, hassas uygulama ve özel ekipman gerektiren karmaşık bir süreçtir. Aşağıda, PPA enjeksiyon kalıplama işlemini gerçekleştirmenize yardımcı olacak adım adım bir kılavuz yer almaktadır:
1. Hammadde Hazırlama:
① Yüksek Kaliteli Hammadde Seçin: PPA reçinesinin temiz ve kuru olduğundan emin olun. Bu, istediğiniz performansı elde etmek için önemlidir.
② Kurutma: Enjeksiyon kalıplama için PPA'nın 0,1%'den daha az neme kadar kurutulması gerekir. Normal kurutma sıcaklığı 175°F'dir ve kurutma süresi ne kadar neme sahip olduğuna bağlıdır. Bu süre 4 ila 16 saat arasında olabilir. Doğru yaptığınızdan emin olmak için doğru kurutma süresi için reçine tedarikçisinin veri sayfasını kontrol edin.
2. Kalıp Hazırlama:
① Kalıp Muayenesi ve Temizliği: Kalıp yüzeyi pürüzsüz olmalı ve kalıplama sürecini tehdit edebilecek herhangi bir hasar veya madde içermemelidir.
② Kalıp Malzemesi Seçimi: PPA yüksek sıcaklığa ve korozyona dayanıklı özelliklere sahip olduğundan, alaşımlı çelik veya sıcak çalışan takım çeliği gibi kalıp malzemeleri buna göre seçilmelidir.
③ Soğutma Sistemi Tasarımı: Kalıbın optimum kalıplama sıcaklığına hızlı bir şekilde soğumasını sağlamak ve üretim verimliliğini artırmak için soğutma kanalları gibi uygun bir soğutma sisteminin kalıpta tasarlandığından emin olun.
3. Enjeksiyon Makinesi Seçimi ve Ayarlanması:
① Makine Tipi: Bir enjeksiyon kalıplama makinesi seçerken, PPA plastiğinin özelliklerini ve ürünün boyutunu ve şeklini göz önünde bulundurmalısınız. Aralarından seçim yapabileceğiniz üç tip makine vardır: dikey enjeksiyon, yatay enjeksiyon ve döner enjeksiyon.
② Tonaj ve Kontrol Sistemi: Enjeksiyon kalıplama makinesinin enjeksiyon basıncının ve sıkıştırma kuvvetinin PPA kalıplama standartlarını karşıladığından emin olun. Sıcaklık, enjeksiyon hızı ve basınç için gelişmiş bir kontrol sistemi kullanılması önerilir.
4. Enjeksiyon Kalıplama Süreci:
① Sıcaklık Kontrolü: Kalıp ve plastik sıcaklıklarını doğru ayarlayın. PPA için erime sıcaklığı aralığı genellikle 280°C ile 320°C arasındayken, ürünün iyi kristalleştiğinden ve boyutsal olarak stabil olduğundan emin olmak için kalıp sıcaklığı en az 135°C olmalıdır.
② Enjeksiyon Basıncı ve Hızı: Kalıbın eşit ve tam olarak doldurulduğundan emin olmak ve ürün kusurlarını azaltmak için enjeksiyon basıncını ve tutma basıncını kontrol edin. Enjeksiyon hızını gerçek duruma göre ayarlayın.
③ Çevrim Süresi: Üretim verimliliğini artırmak ve enerji tasarrufu sağlamak için her bir kalıplama döngüsünü optimize edin. Kalıplama döngüsü enjeksiyon süresini, bekletme süresini, soğutma süresini ve çıkarma süresini içerir.
5. İşlem Sonrası ve Muayene:
① Soğutma İşlemi: Kalıbı doldurduktan sonra soğuttuğunuzdan ve katılaştırdığınızdan emin olun, böylece herhangi bir bükülme veya gerilme olmaz. Ne kadar süre soğutacağınız, nihai ürününüzün ne kadar kalın olduğuna ve kalıpta ne kadar sıcak olduğuna bağlıdır.
② Kalıptan Çıkarma İşlemi: Kalıbı kalıptan çıkarmanıza yardımcı olacak doğru malzemeyi kullanın. Bu, kalıbı çıkarmayı kolaylaştıracak ve kalıbın dağılmasını önleyecektir.
③ Kalite Denetimi: Kaliteyi kontrol etmek için kalıplanmış ürünün görünümünü, boyutlarını ve performansını inceleyin.
PPA Enjeksiyon Kalıplamanın avantajları nelerdir?
Poliftalamid (PPA), enjeksiyon kalıplama için tercih edilen bir malzeme olmasını sağlayan çeşitli avantajlara sahiptir:
① Mükemmel Isı Direnci: PPA ısıyı idare etmede gerçekten iyidir. 295-325°C arasında erir ve 280-300°C arasında ısı bozulmasını kaldırabilir. Bu, enjeksiyon kalıplama için harikadır çünkü ürünlerinizin kullandığınızda güçlü ve güvenilir kalacağı anlamına gelir.
② Daha İyi Mekanik Özellikler: PPA yüksek mukavemet, sertlik, aşınma direnci, boyutsal doğruluk, düşük çarpılma ve iyi stabiliteye sahiptir ve enjeksiyon kalıplama işlemi sırasında mükemmel mekanik performans sağlar.
③ Kimyasal Direnç: PPA benzin, dizel, motor yağı, mineral yağlar, transformatör yağları ve diğer sıvılarla temas ettiğinde güçlü kalır. Isındığında bile harika çalışmaya devam eder. Bu kimyasal direnç, PPA'yı kalıplara enjekte ettiğinizde parçalanmasını önler. Bu da parçalarınızın daha uzun süre dayanması ve daha iyi çalışması anlamına gelir.
④ İşleme Performansı: PPA normal enjeksiyon kalıplama teknikleri kullanılarak işlenebilir ve kontrolü kolaydır. PPA enjeksiyon prosesi iyi bir şekilde oluşturulmuştur ve eriyik sıcaklığını, kovan kalma süresini ve kalıp sıcaklığını kontrol ederek, kalıplanmış parçalarda istediğiniz mekanik özellikleri elde edebilirsiniz.
⑤ Çevre Dostu: PPA üretilirken çok az atık oluşturur ve geri dönüşümü kolaydır. Ayrıca, PPA doğal olarak parçalanır, bu da çevre için iyidir. Bu, enjeksiyon kalıplamada önemlidir çünkü dünyaya yardımcı olan çevre dostu şeyler yapmamıza yardımcı olur.
⑥ Düşük Nem Emme: Diğer plastiklerin aksine PPA ıslanmaz. Bu da nemli havalarda bile gücünü koruduğu anlamına gelir.
⑦ Boyutsal Kararlılık: PPA süper stabildir, bu nedenle üretim sırasında doğru kalacağına güvenebilirsiniz. Tıbbi cihazlar veya karmaşık mekanik parçalar gibi birbirine mükemmel şekilde uyması gereken parçalar üretirken bu çok önemlidir.
⑧ Tasarım Çok Yönlülüğü: PPA'nın enjeksiyon kalıplama sırasındaki iyi akış özellikleri, karmaşık ve girift tasarımlar oluşturmanıza olanak tanır. Bu, tam olarak yapmanız gereken şeyi yapan ayrıntılı parçalar yapabileceğiniz anlamına gelir.
⑨ Maliyet Etkinliği: PPA diğer bazı plastiklerden daha pahalıya mal olabilir, ancak buna değer çünkü daha uzun ömürlü daha iyi parçalar yapmanıza yardımcı olur. Bu da daha az arıza ve daha az arıza süresi anlamına gelir. Ayrıca, parçaları daha hızlı ve daha tutarlı bir şekilde üretebilirsiniz, bu da uzun vadede size para kazandırabilir.
PPA Enjeksiyon Kalıplamanın dezavantajları nelerdir?
Dezavantajlar PPA (Poliftalamid) enjeksiyonu kalıplama, benzer genel enjeksiyona kalıplama, şunları içerir birkaç önemli Zorluklar:
① Daha Yüksek Maliyet: Yaygın olarak kullanılan diğer mühendislik plastikleri ile karşılaştırıldığında PPA nispeten pahalıdır. PEI ve PEEK gibi daha yüksek maliyetli yüksek sıcaklık malzemelerine kıyasla paranın karşılığını mükemmel bir şekilde verse de, hala nispeten yeni ve özel bir malzemedir. Bu da onu enjeksiyon kalıplamada daha yaygın olarak kullanılan diğer mühendislik plastiklerinden daha maliyetli hale getirmektedir. Ayrıca, PPA malzemelerinin seçimi, belirli özellikler için daha az seçeneğe sahip nispeten yeni bir malzeme olduğu için sınırlıdır.
② Yüksek Kırılganlık Sıcaklığı: PPA yüksek bir erime noktasına sahipken, aynı zamanda daha yüksek bir kırılganlık sıcaklığına sahiptir. Kırılganlık sıcaklığına yaklaşan koşullar altında, PPA çatlamaya veya kırılmaya daha yatkın olabilir. Bu nedenle, enjeksiyon kalıplama işlemi sırasında ısıtma ve soğutma hızlarının kontrol edilmesi, termal hassasiyetin performans özellikleri üzerindeki olumsuz etkisini en aza indirmek için çok önemlidir.
③ Sınırlı UV Dayanımı: PPA, diğer yüksek performanslı mühendislik plastiklerine kıyasla nispeten zayıf UV direncine sahiptir. UV radyasyonuna maruz kalmak, plastikte renk değişiklikleri ve yüzey çatlaması gibi yaşlanma etkilerine neden olabilir ve bu da ürüne zarar verebilir. Bu durum PPA'nın dış mekan uygulamalarında veya yüksek UV ışınlarına maruz kalan bölgelerde kullanımını sınırlar.
④ Yüksek İşlem Gereksinimleri: PPA, düzensiz malzeme dolumunu önlemek için enjeksiyon kalıplama işlemi sırasında daha yüksek sıcaklıklar ve basınç koşulları gerektirir, bu da işlemenin zorluğunu ve maliyetini artırır. Ayrıca işleme ekipmanına daha yüksek talepler getirir.
⑤ Yüksek İşleme Sıcaklığı: PPA yüksek işleme sıcaklıkları gerektirir ve bu sıcaklıkların elde edilmesi ve korunması zor olabilir.
⑥ Yüksek Viskozite: PPA yüksek viskoziteye sahiptir, bu da işlenmesini zorlaştırır ve malzemenin bozulmasına yol açabilir.
⑦ Nem Emme: PPA nemi emer, bu da özellikle ince duvarlı uygulamalarda mekanik ve elektriksel özelliklerini etkileyebilir. Nem emiliminden kaynaklanan performans değişiklikleri Naylon 6/6'daki kadar önemli olmasa da, yine de dikkate alınması gereken bir faktördür.
⑧ Tasarım Sınırlamaları: Tüm enjeksiyon kalıplı parçalarda olduğu gibi, PPA bileşenlerinin tasarımında da aşağıdaki gibi belirli faktörler göz önünde bulundurulmalıdır:
- Parçaların kalıptan çıkmasına yardımcı olmak için taslak açıları ve yarıçapları kullanma
- Keskin köşelerden ve kenarlardan kaçınma
- Tutarlı soğutma için duvar kalınlığını kontrol etme
⑨ Yüksek Kalıp Maliyetleri: PPA enjeksiyon kalıplı parçalar için kalıplar, özellikle sıkı toleranslar ve yüksek hassasiyet gerektiğinde pahalı olabilir. Kalıp maliyetleri çok sayıda parçaya yayılamayacağından, bu durum PPA'yı düşük hacimli üretim için daha az uygun maliyetli hale getirir.

PPA Enjeksiyon Kalıplamada Sık Karşılaşılan Sorunlar ve Çözümleri
Poliftalamid (PPA) enjeksiyon kalıplamadaki yaygın sorunlar, kalıplanmış parçaların kalitesini ve performansını önemli ölçüde etkileyebilir. Bu sorunları ve çözümlerini anlamak, üretim süreçlerini optimize etmek için çok önemlidir. Aşağıda bazı yaygın sorunlar ve bunlara karşılık gelen çözümler yer almaktadır.
1. Yetersiz Kurutma
Sorun Açıklaması: PPA malzemelerinin enjeksiyon kalıplama işlemi sırasında, kurutma yeterli değilse, nem içeriği bazen çok yüksek olabilir, bu da ürünün yüzeyinde iğne delikleri ve gümüş çizgiler gibi kusurlar olarak ortaya çıkacak ve ayrıca ürünün mekanik özelliklerini azaltacaktır.
Çözümler:
1. Kurutma Süresini Kontrol Edin: Malzemenin kurutucuda yeterince uzun süre kaldığından emin olun, böylece nem izleri ortadan kaldırılabilir.
2. Kurutma Etkisini Düzenli Olarak Kontrol Edin: Malzemenin nem içeriğini belirleyerek kurutma etkisini ölçmeye ve kurutma parametrelerini derhal ayarlamaya ihtiyaç vardır.
2. Flaş ve Çapaklar
Sorun Açıklaması: Parlama ve çapaklar genellikle eksik kalıp kapatma veya aşırı enjeksiyon basıncından kaynaklanan istenmeyen ekstra malzemelerdir.
Çözümler:
1. Kalıp Kapatma Boşluğunu Ayarlayın: Kalıp kapatıldığında arada boşluk kalmadığından emin olun.
2. Enjeksiyon Basıncını Düşürün: Ürünün kalıbından ödün vermeden enjeksiyon basıncını uygun seviyeye düşürün.
3. Kalıp Aşınmasını Kontrol Edin: Genellikle aşınmaya açık olan bölümlerin sık sık kontrol edildiğinden emin olun ve aşınma geliştiğinde, mümkün olan en kısa sürede düzeltilmeli veya değiştirilmelidir.
3. Kabarcıklar ve Sıkışmış Hava
Sorun Açıklaması: Kabarcıklar ve sıkışmış hava, gazların eriyiğe karışmasından veya yetersiz kalıp havalandırmasından kaynaklanan kusurlardır.
Çözümler:
1. Malzeme Kurutma Koşullarını İyileştirin: Malzemedeki nem ve uçucu madde içeriğini azaltın.
2. Enjeksiyon Hızının Optimize Edilmesi: Üretilen kesme ısısının çok yüksek olmaması için doğru enjeksiyon hızının kullanılması tavsiye edilir, çünkü bu gazın serbest kalmasına yol açacaktır.
3. Kalıp Havalandırma Sistemini Kontrol Edin: Küf havalandırmalarının açık olup olmadığını kontrol edin ve gerekirse havalandırma kanallarının veya havalandırma pimlerinin sayısını artırın.

4. Kaynak Çizgileri ve Akış İşaretleri
Sorun Açıklaması: Kaynak çizgileri ve akış izleri, eriyik kalıp içinde akarken ve birleşirken oluşan, ürünün görünümünü ve işlevselliğini etkileyen izlerdir.
Çözümler:
1. Kapı Tasarımını Optimize Edin: Kapı konumunu ve boyutunu, eriyiğin gerekli kalıp şeklini almasını sağlayacak kadar gerçekçi yapın ve aynı zamanda kapı, eriyiğin kalıbı mümkün olduğunca hızlı doldurmasını sağlamalıdır.
2. Enjeksiyon Basıncını ve Hızını Artırın: Enjeksiyon yöntemlerine gelince, artan eriyik akışı ile birlikte sabit bir ürün kalitesini korumak için enjeksiyon basıncını ve hızını uygun bir şekilde artırmak gerekir.
3. Kalıp Sıcaklığını Ayarlayın: Eriyiğin akış özelliklerini ve füzyonu geliştirmek için kalıp sıcaklığını yeterince yükseltin.
5. Çarpıtma ve Deformasyon
Sorun Açıklaması: Çarpılma ve bükülme, katılaşma süreci sırasında gelişen iç gerilme farklılıklarından kaynaklanan şekil dönüşümleridir.
Çözümler:
1. Kalıp Tasarımını Optimize Edin: Ürünün düzgün bir şekilde soğumasını ve kalıptan düzgün bir şekilde çıkmasını sağlamak için kalıbın soğutma sistemini ve çıkarma mekanizmasını makul bir şekilde tasarlayın.
2. Kalıp Sıcaklığını ve Enjeksiyon İşlemi Parametrelerini Ayarlayın: Kalıbı temperleyerek ve basınç, hız, enjeksiyon süresi vb. dahil olmak üzere enjeksiyon parametrelerini değiştirerek üründeki iç gerilimi azaltmak da gereklidir.
PPA Enjeksiyon Kalıplama Uygulamaları Nelerdir?
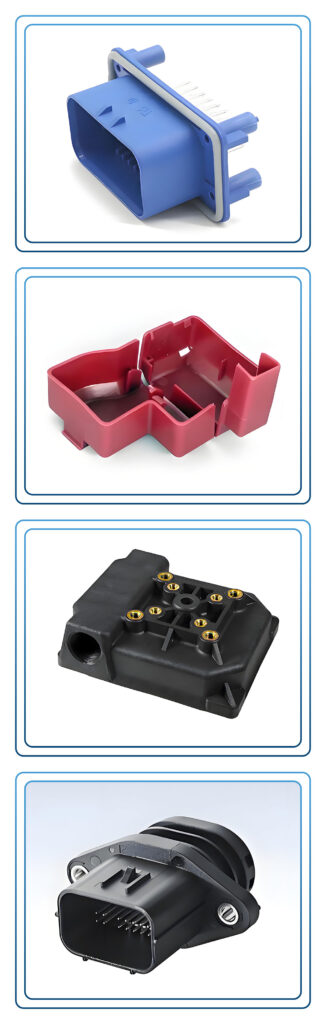
PPA (Poliftalamid) enjeksiyon kalıplama, birçok sektörde kullanılan yüksek performanslı ve çok yönlü bir işlemdir. PPA'nın yüksek mukavemet, ısı direnci, kimyasal stabilite ve mükemmel elektrik yalıtımı gibi benzersiz özellikleri nedeniyle, karmaşık ve zorlu bileşenlerin üretiminde tercih edilen bir malzemedir. Aşağıda ana uygulama alanları yer almaktadır:
1. Havacılık ve Uzay Endüstrisi
PPA, hafifliği, yüksek mukavemeti, ısı direnci ve kimyasal inertliği nedeniyle havacılık ve uzay endüstrisinde yaygın olarak kullanılmaktadır. Aşağıdakiler dahil olmak üzere yüksek hassasiyetli, yüksek gerilimli uçak ve uzay aracı bileşenleri üretmek için kullanılır:
- Uçak Bileşenleri: PPA, vidalar, somunlar, bağlantı elemanları ve muhafazalar gibi uçakların yapısında ve iç kısmında kullanılır ve zorlu koşullar altında uzun süreli istikrarlı çalışma sağlar.
- Roket Motoru Parçaları: PPA'nın ısı direnci, onu roket motorlarında aşırı ortamlara dayanması gereken parçalar için uygun hale getirir.
- Uydu Ekipmanları: Hafif ve dayanıklı PPA, uydu bileşenlerini üretmek için kullanılır ve ekipmanın performansını ve dayanıklılığını artırır.
2. Otomotiv Endüstrisi
PPA'nın yüksek mekanik mukavemeti, termal kararlılığı ve korozyon direnci, onu otomotiv endüstrisinde yaygın olarak uygulanabilir kılmaktadır. Şunlar için kullanılır:
- Motor ve Yakıt Sistemi Bileşenleri: Yakıt depoları, yakıt boruları, emme sistemi parçaları ve motor takozları dahil olmak üzere PPA, yüksek sıcaklıklara ve aşındırıcı sıvılara karşı dayanıklıdır ve uzun süreli güvenilir performans sağlar.
- Elektrik Konnektörleri: PPA'nın ısı direnci ve mükemmel elektrik yalıtımı, otomotiv elektrik konektörlerinde ve elektronik kontrol ünitesi muhafazalarında yaygın olarak kullanılmasını sağlar.
- Gövde Yapıları ve İç Mekanlar: PPA, hafif bir metal ikamesi olarak araç ağırlığını azaltır ve enerji verimliliği ile estetiği iyileştirir.
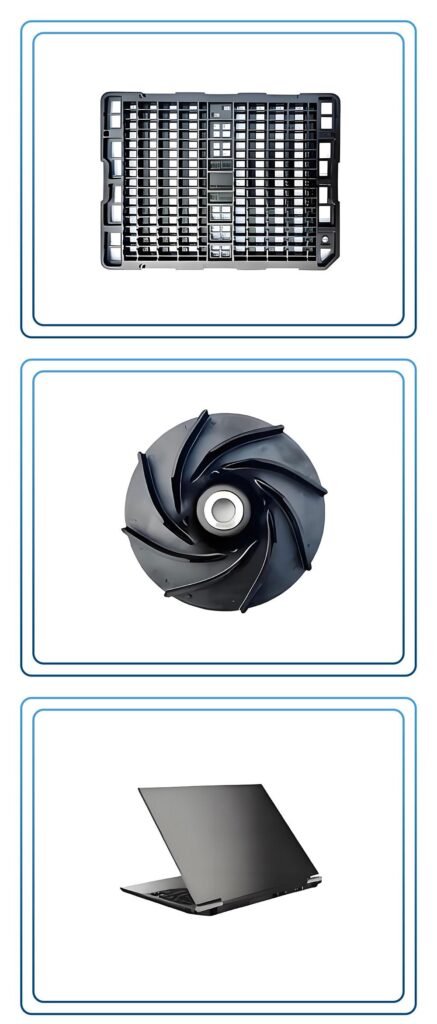
- Pompa Aşınma Halkaları: PPA malzemeleri aşınmaya dayanıklıdır ve zorlu ortamlar için uygundur, otomotiv pompaları ve diğer zorlu güç aktarım sistemleri için idealdir.
3. Elektronik ve Elektrik Endüstrisi
PPA'nın mükemmel elektrik yalıtımı, boyutsal kararlılığı ve ısı direnci, elektronik ve elektrikli ekipman üretiminde yaygın olarak kullanılmasını sağlar. Uygulamalar şunları içerir:
- Elektrik Muhafazaları ve Konnektörler: Far muhafazaları, anahtarlar ve yüksek sıcaklıklı ortamlarda çalışan diğer elektrikli bileşenler gibi, termal stres altında normal çalışmayı sağlar.
- LED Işıklar ve Ekran Ürünleri: PPA'nın ısı direnci, elektrik performansı gerektiren LED aydınlatma ve ekranların üretiminde çok önemli bir rol oynar.
- Braketler ve Devre Kartları: PPA, devre kartlarında destekleyici yapılar ve yüksek performanslı konektörler üretmek için kullanılır ve ekipmanın uzun vadeli operasyonel kararlılığını sağlar.
4. Endüstriyel Ekipmanlar
PPA'nın sağlamlığı, dayanıklılığı ve kimyasal kararlılığı onu endüstriyel ekipmanlar için çok uygun hale getirir. Yaygın uygulamalar şunları içerir:
- Pompalar, Valfler ve Mekanik Parçalar: PPA yapımı pompalar ve valfler mükemmel aşınma direnci ve kimyasal direnç sunarak zorlu ortamlarda uzun süreli kullanım için idealdir.
- Gaz ve Endüstriyel Boru Hatları: PPA'nın kimyasal korozyon direnci, onu gaz boru hatları, kimyasal boru hatları ve endüstrilerdeki vana sistemleri için uygun hale getirir.
- Rulmanlar ve Dişliler: Yüksek yüklü, yüksek hızlı dönen ekipmanlarda PPA malzemeleri sürtünmeyi etkili bir şekilde azaltır ve parça ömrünü uzatır.

5. Tıbbi Cihazlar
PPA'nın biyouyumluluğu ve stabilitesi, onu medikal alanda, özellikle de aşağıdaki cihazların üretimi için ideal bir malzeme haline getirmektedir:
- Tıbbi İmplantlar ve Cerrahi Aletler: PPA, eklem replasmanlarında, diş implantlarında ve cerrahi cihazlarda yaygın olarak kullanılır ve biyouyumluluk ve dayanıklılık için katı gereksinimleri karşılar.
- Teşhis Cihazları: PPA malzemeleri güvenilir ve hassastır, değişen koşullar altında doğruluğu sağlamak için yüksek hassasiyetli teşhis ekipmanlarında kullanılır.
- İlaç Dağıtım Sistemleri: PPA yapımı ilaç dağıtım cihazları, hassas dozaj kontrolü sağlayarak tıbbi tedavilerin etkinliğini garanti eder.
6. Tüketici Ürünleri
PPA'nın dayanıklılığı, boyutsal kararlılığı ve nem direnci, günlük tüketici ürünleri üretiminde yaygın olarak kullanılmasını sağlar:
- Ev Aletleri ve Elektronik: Çamaşır makinesi, mikrodalga fırın ve fırın gibi cihazların temel bileşenleri. PPA'nın ısı direnci ve mekanik mukavemeti ev aletlerinin ömrünü önemli ölçüde uzatır.
- Spor Malzemeleri: PPA'nın hafifliği ve yüksek mukavemeti, onu tenis raketleri ve kayaklar gibi yüksek performanslı spor ekipmanlarının üretiminde avantajlı kılmaktadır.
7. Kimya Endüstrisi
PPA'nın kimyasal korozyona karşı direnci, onu kimya endüstrisinde, özellikle kimyasal işleme ile ilgili ekipman ve parçaların üretiminde kullanışlı hale getirir:
- Kimyasal Boru Hatları ve Vanalar: PPA, kimyasal üretimin güvenliğini ve istikrarını sağlamak için aşındırıcı maddelere karşı kimyasal işleme ekipmanı içindeki boru hatlarında ve vanalarda kullanılır.
- Reaktörler ve Yakıt Borusu Konnektörleri: PPA, kimya endüstrisindeki yüksek basınçlı ortamlarda reaktörlerde ve yakıt borusu konektörlerinde kullanılır ve istikrarlı ve güvenli işleme sağlar.

Mor, mavi, yeşil ve sarı gibi çeşitli renklerdeki renkli plastik yapı bloklarının bir araya istiflenmiş yakın çekimi.
Anahtar Çıkarımlar – Parça maliyetlerini düşürmenin temel unsurları malzeme seçimi ve duvar kalınlığı optimizasyonudur. – Daha yüksek kaliteli kalıplara (Sınıf 101/102) yatırım yapmak, uzun vadede birim maliyetleri düşürebilir.

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Anahtar Çıkarımlar – Kalıp hassasiyeti her aşamada belirlenir: parça tasarımı, kalıp tasarımı, çelik seçimi, işleme, montaj ve süreç kontrolü—herhangi bir aşamadaki zayıflık genel hassasiyeti sınırlar. – Doğru şekilde—

Yüksek Hızlı Enjeksiyon Makinesi Nedir?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
Sağlanan Optimizasyon Çözümleri Ücretsiz
- Tasarım Geri Bildirimi ve Optimizasyon Çözümleri Sağlayın
- Yapıyı Optimize Edin ve Kalıp Maliyetlerini Azaltın
- Mühendislerle Doğrudan Bire Bir Görüşün

