 İçeriğe geç
İçeriğe geç 

Giriş: Plastik enjeksiyon kalıplı parçalar için en iyi uygulamalar hakkında konuştuğumuzda, kaçınamayacağınız bazı şeyler vardır. Bu listenin başında genellikle enjeksiyon çekim açısı gelir. Her enjeksiyon kalıplama tasarımı üretilebilirlik için tasarlanmıştır. Dolayısıyla, sürecin her adımını düşünmeniz gerekir.
Parçanız kalıpta doğru şekilde kalıplanmış olsa bile, kalıptan çıkarmaya çalıştığınızda sorunlarla karşılaşabilirsiniz. Bu, parçanızda istemediğiniz kusurlara neden olabilir. Taslak açılar bu sorunların çoğundan kaçınmanıza yardımcı olacaktır. Bu makalede, plastik parçaların yapısal tasarımı için taslak açılar tasarlamaya yönelik eksiksiz bir kılavuz sunacağız.
Çekim Açısının Anlamı Nedir?
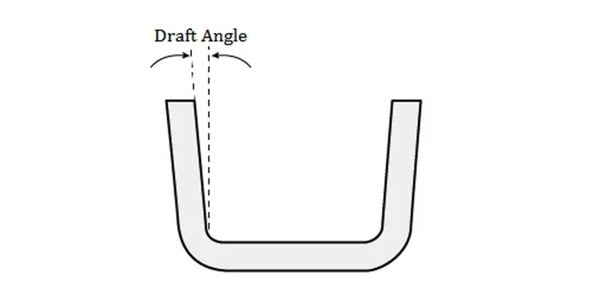
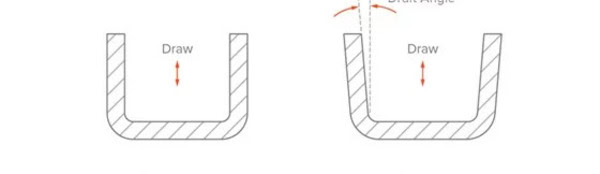
Çekim açısı, adından da anlaşılacağı gibi, kalıp için tasarlanan açıdır. Daha kesin olmak gerekirse, kalıp yüzeyinin kalıp çıkarma yönüne paralel olan çekim açısıdır, taslak açısı olarak da bilinir.
Taslak Açısını Kim Tasarlıyor?
Çekim açısı nihayetinde kalıba yansıdığından, çekim açısı tasarımcıları arasında, yani çekim açısının yapı mühendisi tarafından mı yoksa kalıp mühendisi tarafından mı tasarlanması gerektiği konusunda bir anlaşmazlık olacaktır. Şu anda bunun için iki ana akım uygulama vardır: yapısal mühendisin parça tasarım aşamasında tüm yüzeylerin taslağını mükemmelleştirmesi gerekir (belirlenemeyen ve kalıp mühendisi tarafından değerlendirilmesi gereken bireysel yapılar hariç).
Yapı mühendisi yalnızca görünüm yüzeyinin ve anahtar montaj yüzeyinin taslağını hazırlamaktan sorumludur ve diğer önemsiz yüzeyler kalıp mühendisinin deneyimine dayanarak taslağını hazırlaması için kalıp tasarımı aşamasına bırakılır.

Çekim Açısı Türleri
Çekim açısı, ön kalıp yüzeyi çekim açısı ve arka kalıp yüzeyi çekim açısı olarak ikiye ayrılır. Bunlar esas olarak ayırma yüzeyi ile ayırt edilir. Ayırma yüzeyi kalıp çekirdeğini ön kalıp ve arka kalıp olarak ikiye ayırır.
Ön kalıbın fırlatma yönüne paralel yüzeyde tasarlanması gereken çekim açısı ön kalıp yüzey çekim açısı olarak adlandırılır ve bunun tersi de arka kalıp yüzey çekim açısı olarak adlandırılır. Ayrıca kalıpta yan maça çekme (konik üst ve sürgü) varsa konik üst yüzey çekim açısı ve sürgü yüzey çekim açısı olarak adlandırılır ve çekim yönü sürgü hareketinin yönüne bağlıdır.
Çekim yönü genellikle çekim için ayırma yüzeyine dayanır ve çekimden sonra daha büyük ucun ayırma yüzeyine yakın olduğundan emin olunur, aksi takdirde sorunsuz bir şekilde kalıptan çıkarılamaz.
Neden Taslak Açısı Tasarlamamız Gerekiyor?
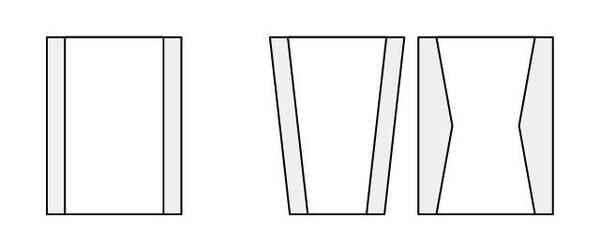
Çekim açısı bir tasarım özelliğidir. Teorik olarak, modelleme için gerekli değilse, ürün yapısının bir çekim açısı tasarlamasına gerek yoktur. Ancak, enjeksiyon kalıplama gibi kalıplama sürecinin sınırlamaları nedeniyle, plastik ürünün kalıplama ve soğutmadan sonra kalıptan çıkarılması gerekir. Çekim açısı tasarlanmazsa, plastik parçanın kalıptan çıkarılması zor olacaktır.
Üst üste dizilmiş plastik tabureleri ayırmanın zor olduğu bir durumla karşılaşmış olduğunuzu hatırlayın. Bu zaten tasarlanmış bir eğime sahip bir taburedir, çekim açısı olmayan plastik parçaların kalıptan çıkarılması gerektiğinden bahsetmiyorum bile.

Çekim Açısı Olmadan Plastik Parçaları Kalıptan Çıkarmak Neden Zordur?
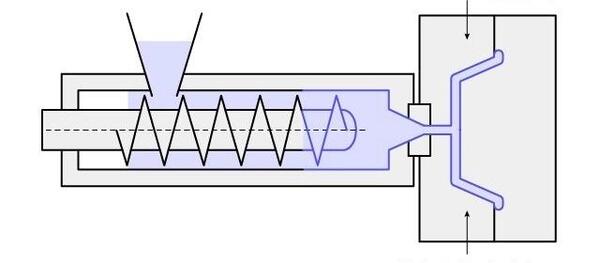
Enjeksiyon kalıplamada erimiş reçine kapalı kalıbın içine akar ve ön kalıp ile arka kalıp arasında oluşan boşluğu doldurur. Termoplastikler soğurken büzüldüğünden, plastik kalıp çekirdeğine doğru büzülme eğilimindedir. Büzülen plastik parçalar kalıp çekirdeğine sıkıca yapışacaktır. Buna ek olarak, bazı plastikler kalıp boşluğu duvarından uzaklaşabilir (mikroskobik düzeyde), ancak çoğu hala boşluk duvarı ile temas halindedir.
Kalıp açıldığında, plastik parçanın dış yüzeyi boşluk duvarına veya plastik parçanın iç yüzeyi maçaya temas etse de, plastik parça kalıptan çıkan plastik parçanın ters yönünde bir sürtünme direnci (statik sürtünme) yaşayacaktır. Sürtünme formülünden: f=μ×Fn, sürtünme kuvvetinin büyüklüğünün temas yüzeyinin pürüzlülüğü (μ) ve büzülme gerilimi (Fn) ile ilgili olduğu görülebilir; büzülme gerilimi (Fn) çekim açısı ile ilgilidir.

Çekim açısı tasarlandıktan sonra, f=μ×Fn×cosα, α çekim açısı arttıkça fırlatma yönündeki f sürtünme kuvveti azalır. Genel olarak, çekim açısı çok büyük değildir. Açıkçası, statik sürtünmeyi azaltmak için çekim açısı sınırlıdır.
Çekim açısının ana işlevi, plastik parça kalıptan ayrıldıktan sonra ayrılacak ve artık kalıpla temas oluşturmayacak ve sürtünme ortadan kaldırılacaktır; çekim açısı tasarımı olmadan, plastik parça kalıptan ayrıldıktan sonra kayma sürtünmesine dönüşecektir.

Aynı zamanda, çok parlak görünümlü yüzey için, ön kalıp boşluğu da bir vakum oluşturabilir ve vakum emişi plastik parçanın ön kalıptan tamamen ayrılmasını zorlaştıracaktır. En kötü sonuç, ön kalıbın sıkışması ve plastik parçanın arka kalıbının yapısının çekilmesi ve deforme olmasıdır.
Çekim Açısının Faydaları
Bazen çekim açısı bir çıkar çatışmasına neden olabilir. Enjeksiyon kalıplama üreticileri kalıplamaya odaklanırlar ve daha büyük bir çekim açısı isterler; kalıp işleme üreticileri ise tüm boşluk ve maça yüzeylerinde açıları işlemeyi zor bulurlar.
Başlangıçta, basit özellikler yalnızca basit işleme ekipmanına ve daha düşük işleme maliyetlerine ihtiyaç duyar, ancak kalıptan çıkarıldıktan sonra CNC ve hatta EDM gereklidir; ürün tasarımcıları için, taslak açısı parça tasarımını zorlaştırabilir ve taslak açısı nedeniyle görünüm şekli de değişecektir.
Ancak hangi tarafta olursanız olun, kalıplanmış parçalarınızın ihtiyacınız olan kalite standartlarını karşıladığından emin olmanız önemlidir. Bu çok önemli. Taslak açınız yoksa, enjeksiyon kalıplama sorunları yaşama olasılığınız artacaktır. Bu da üretim maliyetlerinizi ve teslim sürenizi gereksiz yere artırabilir. Parçaları kalıptan çıkarmanın kolaylığına ek olarak, bir çekim açısına sahip olmanın diğer bazı faydaları da şunlardır.
Parça yüzeyinin fırlatma sırasındaki sürtünmeden zarar görmesini önler; Diğer yüzey dokularının ve kaplamalarının homojenliğini ve bütünlüğünü sağlar; Düzgün olmayan fırlatmadan kaynaklanan parça deformasyonunu en aza indirir; Kalıplanmış parçalardaki aşınmayı ve kalıba zarar verme olasılığını azaltır; Karmaşık fırlatma ayarlarına olan ihtiyacı ortadan kaldırarak veya azaltarak genel soğutma süresini kısaltır; Doğrudan ve dolaylı olarak genel üretim maliyetlerini azaltır.
Çekim Açısı Tasarım Prensipleri
Fırlatma Gereksinimlerini Sağlayın
Kalıp açıldıktan sonra, plastik parçanın kalıptan çıkarılmasına yardımcı olmak için plastik parçanın arka kalıbın yan tarafında kalması gerekir. Bunun iki adımda yapılması gerekir: İlk olarak, plastik parçanın dış yüzeyi ön kalıp boşluğu duvarından ayrılır. Bu adımda, kalıp genellikle onu ayırmaya yardımcı olacak herhangi bir ekstra şeye sahip değildir, bu nedenle plastik parçanın dış yüzeyi ile boşluk duvarı arasındaki sürtünme mümkün olduğunca azdır.
Daha sonra plastik parçanın iç yüzeyi arka kalıbın çekirdek duvarından ayrılır. Bu adımda, kalıbın ayrılmasına yardımcı olmak için genellikle bir ejektör pimi, eğimli bir ejektör veya bir itme plakası gibi ekstra bir şey vardır. Plastik parçanın iç yüzeyi ile maça arasındaki sürtünme, plastik parçanın dış yüzeyi ile boşluk duvarı arasındaki sürtünmeden bir dereceye kadar daha büyük olmalıdır, böylece kalıp açıldığında plastik parça arka kalıp tarafında kalır.

Yukarıdan da görebileceğimiz gibi, plastiğin kalıp çekirdeğine doğru büzülme eğilimi olduğundan (yani, büzülme gerilimi büyüktür), pürüzlülük ve çekim açısı sabit olduğunda, plastik parçanın iç yüzeyi ile çekirdek arasındaki sürtünme, plastik parçanın dış yüzeyi ile boşluk duvarı arasındaki sürtünmeden daha büyük olacaktır.
Aynı zamanda, kalıbın fırlatma mekanizması genellikle arka kalıp tarafındadır. Bu nedenle, genel olarak, çekirdek arka kalıpta ve boşluk ön kalıpta tasarlanır, yani plastik parçanın karmaşık tarafı arka kalıpta ve nispeten basit tarafı (görünüm yüzeyi) ön kalıpta tasarlanır.
Ancak istisnalar da vardır. Örneğin, bazen bir parçanın içi dışıdır ve fırlatma izlerine sahip olamazsınız. Bu durumda, çekirdeği ön kalıba ve boşluğu arka kalıba koyarsınız. Ön kalıbın yapışmasını önlemek için, ön kalıpta bunun gibi bir ejektör yardımcısına ihtiyacınız vardır.

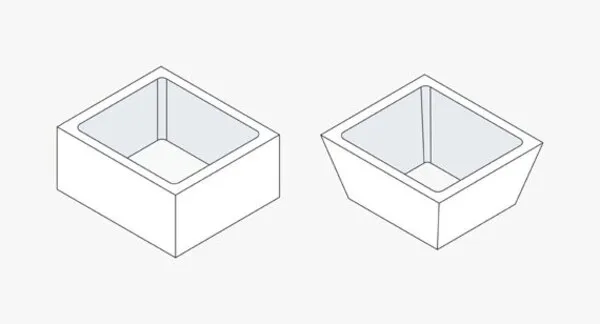
Bazı parçalar yukarıdan aşağıya aynı görünür ve aşağıdaki şekildeki parça gibi belirgin bir görünüm yüzeyine sahip değildir. Parçaların ön ve arka kalıplarını hızlı bir şekilde belirlemek imkansızdır. Bu tür parçalar için, herhangi bir gereklilik yoksa, ön ve arka kalıplar herhangi bir yere yerleştirilebilir. Ön kalıbın yapışmasını önlemek için.

Kalıp tasarlanırken, arka kalıbın çekim açısı mümkün olduğunca küçük ve ön kalıbın çekim açısı mümkün olduğunca büyük olduğu sürece (ürün boyutunun tolerans aralığı dahilinde), kalıp açıldıktan sonra parça hareketli kalıpta kalabilir, böylece ön kalıpta ejektör yardımcı mekanizmasından kaçınılabilir.
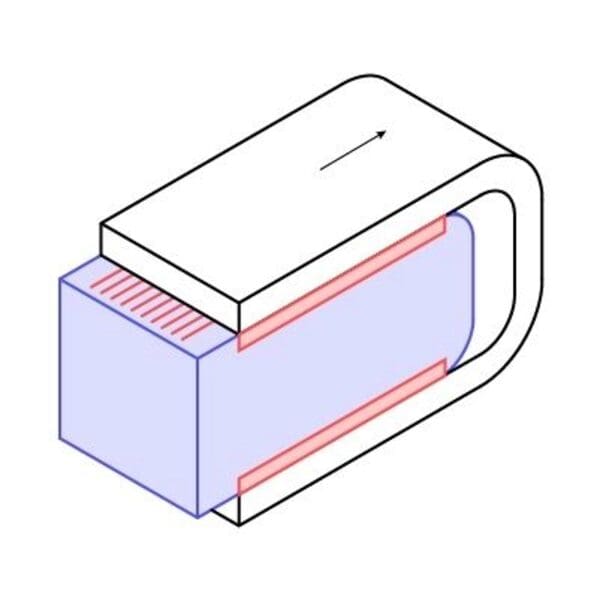
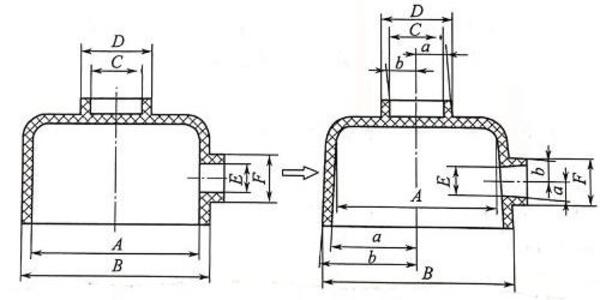
Ayar boşluğuna sahip aşağıdaki yapı için, maça tutkal konumu orijinal ön ve arka kalıpların yarısından ön kalıbın 1/3'üne ve arka kalıbın 2/3'üne değiştirilir, bu da ön kalıba yapışma riskini azaltabilir.

Çekim Açısı Tasarımı
Çekim açısı aralığı için birleşik bir standart yoktur ve teorik hesaplama çok zordur, çünkü sürtünmenin matematiksel modelini oluşturmak zordur ve farklı enjeksiyon kalıplama parametreleri de nihai sonucu etkileyecektir. Simülasyon hesaplaması yoluyla bazı referans değerler elde edilebilir, ancak bu zaman alıcı ve emek yoğundur.
Genelde kalıp fabrikalarının bunu yapacak gücü ve zamanı yoktur. Daha çok tecrübeye dayanır. Bir yapı mühendisi olarak, yapısal tasarım aşamasında belirli kilit yapılar için taslak açısını dikkate alabilmeniz, kalıp mühendisleri tarafından daha sonra yapılacak geri bildirim değişikliklerinin sayısını azaltabilmeniz ve gereksiz sorunlardan kaçınabilmeniz için bu bilgiyi anlamanız gerekir.
Çekim Açısının Belirleyicileri
Kalıp Malzemesi Özellikleri
Sert plastikler yumuşak plastiklere göre daha büyük bir çekim açısına sahiptir ve yumuşak plastiklerin alt kesimleri bile olabilir.
Küçülme Oranı
Çekme oranı büyük olan plastik, maça üzerinde daha büyük bir sıkıştırma kuvvetine sahip olduğundan, çekme oranı büyük olan plastik, çekme oranı küçük olan plastiğe göre daha büyük bir çekme açısına sahip olmalıdır.
Sürtünme Katsayısı
PA ve POM gibi düşük sürtünme katsayısına sahip bazı malzemeler için çekim açısı diğer sıradan plastiklerden daha küçük olabilir. Ürün yüzeyinin sürtünme katsayısı ne kadar büyükse, çekim açısı da o kadar büyük olur. Örneğin, güneş dokulu yüzey büyük bir çekim açısı gerektirir.
Duvar Kalınlığı
Duvar kalınlığı arttığında, çekirdeği saran plastiğin kuvveti daha büyüktür ve çekim açısı da daha büyük olmalıdır.
Geometrik Şekil
Daha karmaşık şekillere veya daha fazla kalıplama deliğine sahip plastik parçalar için daha büyük bir çekim açısı gereklidir, aksi takdirde daha fazla ejektörün düzenlenmesi gerekir ve eşit olmayan fırlatma kuvvetinin parçanın eğrilmesine ve deformasyonuna neden olmasını önlemek için ejektör düzenlemesinin simetrik ve tek tip olması gerekir.
Şeffaf Parçalar
Optik gereksinimleri olan parçaların çekim açısı büyük olmalıdır.
Belirli Çekim Açısı Aralığı
Çekim açısı ile çekim yüzeyi yüksekliği arasındaki geometrik ilişki aşağıdaki gibidir: tanθ=X/H;
Burada θ çekim açısı, H çekim yüzeyi yüksekliği ve X azaltılmış duvar kalınlığıdır (veya eğim sapması).
Teorik olarak, çekim açısı ne kadar büyük olursa, özellikle daha yüksek (derinlik) ve daha geniş alana sahip çekim yüzeyleri için kalıptan çıkarmak o kadar kolay olur. Bunun nedeni, bu yüzeyin çekirdek veya boşluk üzerindeki sıkıştırma kuvvetinin daha büyük olması ve enjeksiyon kalıplama makinesinin çıkarma kuvveti değişmeden kaldığında kalıptan çıkarmayı kolaylaştırmak için daha büyük bir eğimin tasarlanması gerektiğidir.

Ancak, yukarıdaki geometrik ilişkiye göre, H sabit olduğunda, θ ne kadar büyükse, X de o kadar büyük olur.
Görünüm yüzeyi için, X ne kadar büyük olursa, görünüm yüzeyi o kadar fazla değişir, hatta ID niyetinden sapma noktasına kadar ve görünüm boyutu sapması büyük olacaktır. Bu nedenle, kimlik izin veriyorsa, görünüm yüzey taslağı ne kadar büyük olursa o kadar iyidir. Kimlik izin vermiyorsa,
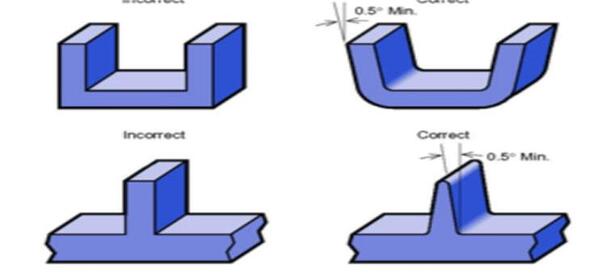
Çok parlak yüzeylerde, çizilme riskini önlemek için çekim açısı ≥1°, mümkün olan en büyük değeri almaya çalışın;

Dokulu bir yüzey için çekim açısı en az 3° olmalıdır (dokunun türüne ve derinliğine bağlı olarak, tipik olarak her 0,001 mm derinlik için 1 ila 1,5° çekime ihtiyacınız vardır, ancak doku şirketi tarafından sağlanan çekim açısı verilerini bir kılavuz olarak kullanmalısınız).
Kemik yüzeyi söz konusu olduğunda, X ne kadar büyük olursa, kemiğin üst genişliği C o kadar küçük olur ve enjeksiyon kalıplama yapmak o kadar zor olur. Bu nedenle, kemik mümkün olduğunca kısa olacak şekilde tasarlanmalıdır ve çekim açısı daha büyük olabilir. Bundan kaçınamıyorsanız, en azından X değerinin genellikle ≥0,2 olduğundan ve üst genişlik C'nin 0,6'dan az olmadığından emin olun;

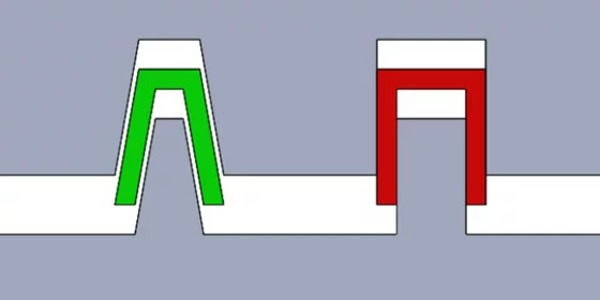
Vidalı kolon söz konusu olduğunda, vidalı kolonun iç deliği boyutsal doğruluk gereksinimleri olan bir tür yapısal özelliktir. Bu tür bir yapısal özellik için, tolerans aralığını sağlamak amacıyla, çekim açısı çok küçük olacak veya hatta hiç çekim açısı olmayacaktır. Buradaki kalıp yapısı çok küçük pürüzlülük ve hatta parlatma gerektirir ve ejektör piminin yakınlarda makul bir şekilde tasarlanması gerekir.
Manşonlu bir ejektörünüz varsa, vida deliği açmanıza gerek yoktur. Normal bir ejektörünüz varsa, vida deliğini hazırlamanız gerekir. Vida deliğinin yüksekliği çok yüksek olmamalı ve açı 0,5° ile 1,0° arasında olmalıdır. Taslak, vida geçme derinliği L'nin yarısı kadar olmalıdır, çünkü bu size iyi bir vida geçmesi sağlayacaktır. Deliğin üstünü daha büyük ve altını daha küçük yapmayın, çünkü o zaman vida üstte gevşek ve altta sıkı olur ve yüksek stres yaşarsınız.

Diğer iç yüzeyler için çekim açısı medyan değer olarak 1°'dir. Spesifik değer, çekim yüzeyinin yüksekliğine ve pürüzlülüğüne göre belirlenmelidir. Aynı zamanda, kalıplama hatalarını önlemek için çekimden sonra tutkal kalınlığındaki değişime dikkat edin.
Sonuç
Çekim açıları hakkında iyi göründükleri için konuşmayacağım. Çekim açıları hakkında konuşacağım çünkü önemlidirler. Önemlidirler çünkü parçalarınızın yapımını kolaylaştırırlar ve parçalarınızı daha iyi hale getirirler. Parçalarınıza taslak açılar koymazsanız, reddedilen çok sayıda parçanız olacaktır.
Ayrıca kalıp hasarına da neden olabilir. Her zaman en iyi enjeksiyon kalıplama uygulamalarının farkında olmak en iyisidir. Bunlardan biri de enjeksiyon kalıplamaya çekme açılarını dahil etmektir.
Enjeksiyon kalıplama endüstrisinde, enjeksiyon kalıplama uzmanlarıyız ve uzmanlığımızı sizinle paylaşmaya hazırız. Mühendislerimiz en iyi enjeksiyon kalıplama uygulamaları konusunda derin bir anlayışa sahiptir ve bunları hizmetlerimize dahil etmektedir. Mühendislerimiz tasarımınızı tam olarak değerlendirebilir ve önerilerde bulunabilir. Parça tasarımınızdan en iyi sonuçları almanızı sağlamak için DfM sağlıyoruz.
Enjeksiyon kalıplama da dahil olmak üzere çok çeşitli üretim hizmetleri sunuyoruz. Taslak açınızın ihtiyaçlarınız için yeterli olup olmadığından emin değilseniz, bir tasarım tartışması yapabiliriz. Ayrıca parçalarınızın kalıplamaya hazır olduğundan emin olmak için genel bir parça denetimi de sunuyoruz. Tüm bu hizmetler rekabetçi bir fiyatla sunulmaktadır.







